ГОСТ 4380-93
Группа П55
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
МИКРОМЕТРЫ СО ВСТАВКАМИ
Технические условия
Micrometers with inserts. Specifications
МКС 17.040.30
ОКП 39 3420
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
Украина | Госстандарт Украины |
3 ВЗАМЕН ГОСТ 4380-86
4 ПЕРЕИЗДАНИЕ. Июль 2005 г.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
2.21.4 | |
3.2 | |
2.7 | |
3.2 | |
2.16 | |
2.16 | |
3.5 | |
2.7 | |
2.22.5; 2.23.2; разд.5 |
_______________
* На территории Российской Федерации действует ГОСТ 2.601-2006, здесь и далее по тексту. - .
Настоящий стандарт распространяется на микрометры со вставками с ценой деления 0,01 и 0,001 мм.
Требования 1.1-1.17; 2.1-2.12; 2.14; 2.15; 2.22 и раздела 4 настоящего стандарта являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
1 Типы, основные параметры и размеры
1.1 Микрометры следует изготовлять:
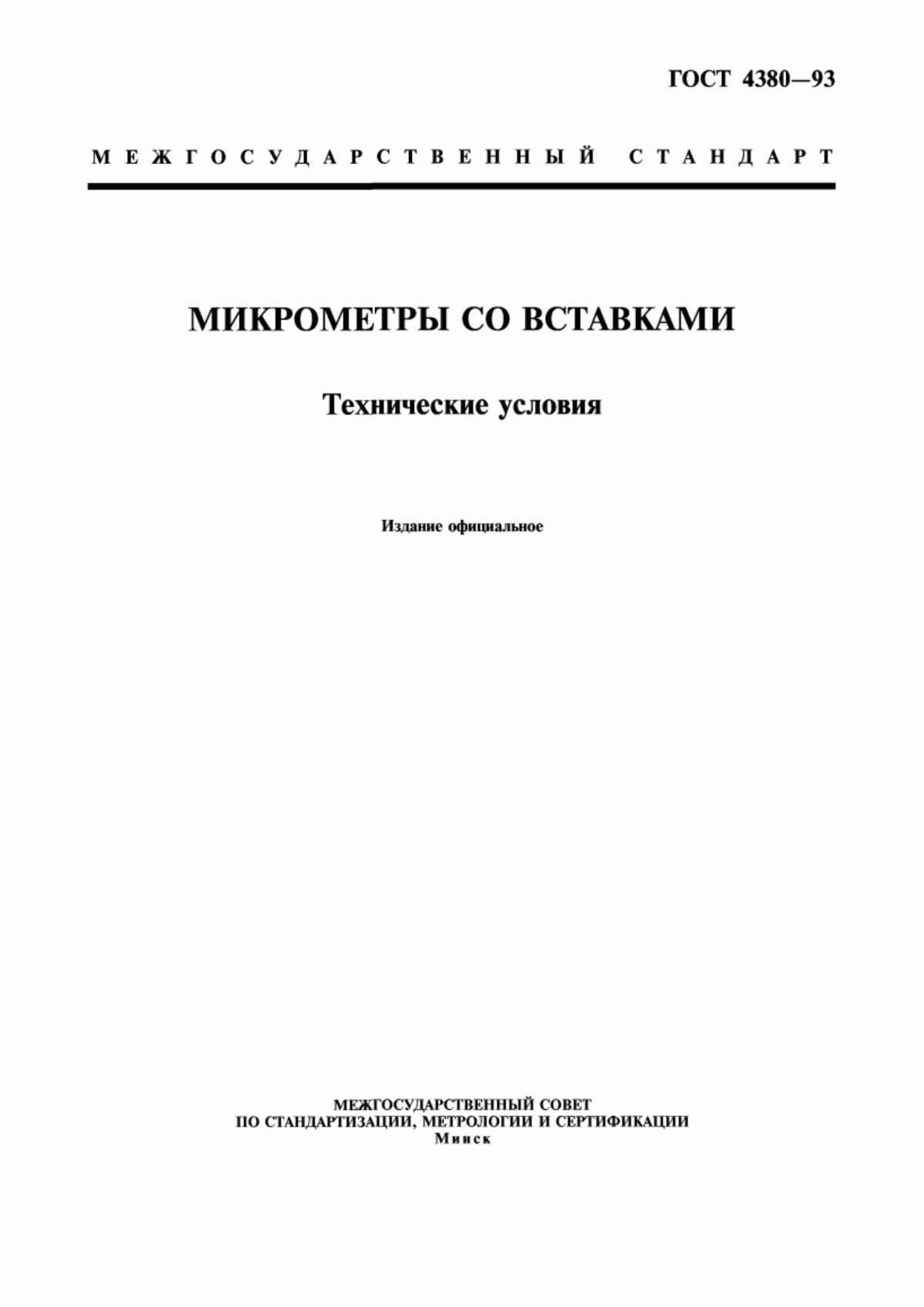
с ценой деления 0,01 мм - при отсчете показаний по шкалам стебля и барабана (рисунок 1);
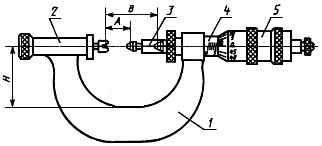
с шагом дискретности 0,001 мм - при отсчете показаний по электронному цифровому устройству (далее - цифровое устройство) и шкалам стебля и барабана (рисунок 2).
1.2 Микрометры следует изготовлять следующих типов:
МВМ и МВМЦ - микрометры со вставками для измерения среднего диаметра метрических, дюймовых и трубных резьб;
МВТ и МВТЦ - микрометры со вставками для измерения среднего диаметра трапецеидальных резьб и с шаровыми вставками для измерения фасонных деталей;
МВП и МВПЦ - микрометры с плоскими вставками для измерения деталей из мягких материалов.
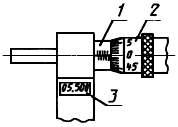
1.3 Основные размеры микрометров, вставок и установочных мер должны соответствовать установленным на рисунках 1 и 3.
Микрометры типов МВМ, МВТ, МВП
1 - особа; 2 - пятка; 3 - микрометрический винт; 4 - стебель; 5 - барабан
Рисунок 1
Цифровое устройство микрометров типов МВМЦ, МВТЦ, МВПЦ
1 - стебель;
2 - барабан; 3 - цифровое устройство
Рисунок 2
Примечание - А - нижний предел измерения; В - верхний предел измерения.
1 - призматическая вставка; 2 - коническая вставка; 3 - укороченная коническая вставка; 4 - шаровая вставка;
5 - плоские вставки: диаметром ![]() - для измерения деталей из мягких материалов;
- для измерения деталей из мягких материалов;
диаметром ![]() - для поверки микрометра; 6 - установочная мера
- для поверки микрометра; 6 - установочная мера
Рисунок 3
Примечание - Рисунки 1-3 не определяют конструкцию микрометров, вставок и установочных мер.
1.4 Диапазоны измерения микрометров и значения величины (рисунок 1) установлены в таблице 1.
Таблица 1
мм
Диапазон измерения микрометра типа |
| ||||
МВМ | МВМЦ | МВТ | МВТЦ | МВП и МВПЦ | |
0-25 | 0-25 | 0-20 | 0-20 | 0-25 | 16,5 |
25-50 | 25-50 | 20-45 | 20-45 | 29 | |
50-75 | 50-75 | 45-70 | 45-70 | 41,5 | |
75-100 | 75-100 | 70-95 | 70-95 | 54 | |
100-125 | 95-120 | 66,5 | |||
125-150 | 120-145 | 79 | |||
150-175 | 145-170 | 91,5 | |||
175-200 | 170-195 | 104 | |||
200-225 | 195-220 | 116,5 | |||
225-250 | 220-245 | 129 | |||
250-275 | 245-270 | 141,5 | |||
275-300 | 270-295 | 154 | |||
300-325 | 295-320 | 166,5 | |||
325-350 | 320-345 | 179 | |||
Пример условного обозначения микрометров со вставками для измерения среднего диаметра метрических, дюймовых и трубных резьб с диапазоном измерения 0-25 мм:
МВМ 0-25 ГОСТ 4380-93
То же, для измерения среднего диаметра трапецеидальных резьб и с шаровыми вставками для измерения фасонных деталей с диапазоном измерения 0-20 мм:
МВТ 0-20 ГОСТ 4380-93
То же, микрометров с цифровым устройством:
МВТЦ 0-20 ГОСТ 4380-93
1.5 Диаметр микрометрического винта должен быть 6 или 8 мм.
Примечание - Допускается изготовлять микрометры с микрометрическим винтом диаметром 6,5 мм и отверстием под вставку диаметром 4Н7 мм для вставок с хвостовой частью диаметром 4е8 мм.
1.6 Шаг микрометрического винта должен быть 0,5 мм.
1.7 Измерительное усилие микрометров должно быть от 5 до 10 Н.
Колебание измерительного усилия в пределах указанного диапазона измерения должно быть не более 2 Н.
1.8 Вставки для измерения резьб объединяют в наборы парами (одна вставка призматическая, другая коническая).
Число пар вставок в наборе, а также параметры резьб, измеряемых с помощью одной пары вставок, установлены в таблицах 2-5 соответственно для метрических, дюймовых, трубных и трапецеидальных резьб.
Таблица 2
Диапазон измерения, мм | Число пар вставок | Шаг (диапазон шагов) метрической резьбы, измеряемой одной парой вставок, мм |
0-25 | 10 | 0,4-0,45*; 0,5-0,6; 0,7-0,8; 1; 1,25; 1,5; 1,75; 2; 2,5; 3 |
25-50 | 9 | 0,7-0,8; 1; 1,5; 2; 3; 3,5; 4; 4,5; 5 |
50-75 | 8 | 1; 1,5; 2; 3; 4; 5; 5,5; 6 |
75-100 | 6 | 1; 1,5; 2; 3; 4; 6 |
100-125 | 5 | 1,5; 2; 3; 4; 6 |
125-150 | ||
150-175 | ||
175-200 | 4 | 2; 3; 4; 6 |
200-225 | 3 | 3; 4; 6 |
225-250 | ||
250-275 | ||
275-300 | ||
300-325 | ||
325-350 | ||
* По заказу потребителя. | ||
Таблица 3
Диапазон измерения, мм | Число пар вставок | Диапазон числа ниток дюймовой резьбы |
0-25 | 4 | 28-24; 20-16; 14-11; 10-8 |
25-50 | 2 | 7-5; 4,5-3 |
50-75 | 1 | 4,5-3 |
75-100 |
Таблица 4
Диапазон измерения, мм | Число пар вставок | Шаг трубной резьбы (число шагов на длине 25,4 мм), измеряемой одной парой вставок, мм |
0-25 | 3 | 0,907 (28); 1,337 (19); 1,814 (14) |
25-50 | 2 | 1,814 (14); 2,309 (11) |
50-75 | 1 | 2,309 (11) |
75-100 | ||
100-125 | ||
125-150 | ||
150-175 |
Таблица 5
Диапазон измерения, мм | Число пар вставок | Шаг трапецеидальной резьбы, |
0-20 | 4 | 1,5; 2; 3; 4 |
20-45 | 8 | 2; 3; 5; 6; 7; 8; 10; 12 |
45-70 | 6 | 3; 4; 8; 9; 10; 12 |
70-95 | 4 | 4; 5; 10; 12 |
95-120 | 4 | 4; 5; 6; 12 |
120-145 | 1 | 6 |
145-170 | 2 | 6; 8 |
170-195 | 2 | 6; 8 |
195-220 | 2 | 8; 10 |
220-245 | 3 | 8; 10; 12 |
245-270 | 1 | 12 |
270-295 | ||
295-320 | ||
320-345 |
1.9 Расстояние между опорными поверхностями двух спаренных плоских вставок, а также резьбовых вставок (конической и призматической) для измерения метрических, дюймовых и трубных резьб, должно быть 38 мм; шаровых вставок и вставок для измерения трапецеидальных резьб - 43
мм.
1.10 Диаметр измерительной поверхности плоских вставок для измерения деталей из мягких материалов должен быть 12 мм. Диаметр измерительной поверхности
плоских вставок для поверки микрометра должен быть 6 или 8 мм.
1.11 Шаровые вставки следует изготовлять с измерительными поверхностями следующих диаметров : 1,0; 2,0; 4,0 мм. Допускается по заказу потребителя изготовлять шаровые вставки других размеров.
1.12 Угол профиля вставок и установочных мер для измерения метрических резьб должен быть 60°, дюймовых и трубных резьб - 55°, трапецеидальных резьб - 30°.
1.13 У призматических и укороченных конических вставок ширина рабочего профиля посередине его высоты должна быть ![]() - у вставок для измерения резьбы с шагом
- у вставок для измерения резьбы с шагом ;
![]() - у вставок для измерения резьбы с различными шагами, где
- у вставок для измерения резьбы с различными шагами, где и
соответственно наименьший и наибольший шаг резьб, измеряемых данной вставкой.
1.14 Толщина губок призматических вставок должна быть такой, чтобы при измерении оставался видимый невооруженным глазом просвет между губками и соседними витками резьбы изделия.
1.15 Размеры рабочего профиля и допускаемые отклонения размеров рабочего профиля вставок для измерения метрических резьб не должны превышать значений, установленных таблицей 6, дюймовых резьб - таблицей 7, трубных резьб - таблицей 8 и трапецеидальных резьб - таблицей 9.
Таблица 6
мм
Шаг резьбы |
| ± | ±( | |||
От 0,4 до 0,45 | 0,27±0,01 | 0,15±0,015 | 0,015 | 0,010 | 13' | 0,010 |
От 0,5 до 0,6 | 0,34±0,014 | 0,21±0,015 | 13' | 0,012 | ||
От 0,7 до 0,8 | 0,47±0,03 | 0,28±0,03 | 10' | 0,015 | ||
1 | 0,61±0,0З | 0,38±0,03 | 0,020 | 0,015 | 7' | 0,025 |
1,25 | 0,74±0,03 | 0,51±0,03 | ||||
1,5 | 0,93±0,05 | 0,57±0,05 | 0,040 | |||
1,75 | 1,05±0,05 | 0,70±0,05 | ||||
2 | 1,22±0,07 | 0,78±0,07 | 6' | 0,050 | ||
2,5 | 1,46±0,07 | 1,03±0,07 | ||||
3 | 1,83±0,07 | 1,17±0,07 | 0,030 | 0,020 | 5' | 0,080 |
3,5 | 2,08±0,07 | 1,42±0,07 | ||||
4 | 2,33±0,07 | 1,66±0,07 | ||||
4,5 | 2,77±0,10 | 1,73±0,10 | 4' | 0,100 | ||
5 | 3,02±0,10 | 1,98±0,10 | ||||
5,5 | 3,27±0,10 | 2,23±0,10 | ||||
6 | 3,52±0,10 | 2,48±0,10 |
Таблица 7
мм
Число ниток |
| ± | ±( | |||
28-24 | 0,59±0,04 | 0,39±0,04 | 0,015 | 0,010 | 8' | 0,025 |
20-16 | 0,88±0,06 | 0,55±0,07 | 7' | 0,040 | ||
14-11 | 1,23±0,09 | 0,84±0,09 | 0,020 | 0,015 | 6' | 0,050 |
10-8 | 1,73±0,10 | 1,13±0,10 | 5' | 0,080 | ||
7-5 | 2,57±0,10 | 1,79±0,10 | 0,030 | 0,020 | 4' | 0,100 |
4,5-3 | 4,05±0,10 | 3,01±0,10 | 4' | 0,120 |
Таблица 8
мм
Шаг резьбы |
| ± | ±( | |||
0,907 (28) | 0,56±0,02 | 0,35±0,02 | 0,015 | 0,010 | 8' | 0,025 |
1,337 (19) | 0,83±0,05 | 0,51±0,05 | 0,015 | 0,010 | 7' | 0,040 |
1,814 (14) | 1,11±0,06 | 0,72±0,06 | 0,020 | 0,015 | 6' | 0,050 |
2,309 (11) | 1,35±0,06 | 0,96±0,06 | 5' | 0,080 |
Таблица 9
мм
Шаг резьбы |
| ± | ±( | |||
1,5 | 0,82±0,01 | 0,68±0,01 | 0,015 | 0,010 | 6' | 0,08 |
2 | 1,09±0,03 | 0,91±0,03 | 0,10 | |||
3 | 1,63±0,04 | 1,37±0,04 | 5' | 0,12 | ||
4 | 2,16±0,04 | 1,83±0,04 | 0,020 | 0,015 | 0,15 | |
5 | 2,70±0,05 | 2,30±0,05 | 4' | 0,18 | ||
6 | 3,22±0,05 | 2,77±0,05 | 0,20 | |||
7 | 3,78±0,07 | 3,22±0,07 | 0,21 | |||
8 | 4,31±0,07 | 3,68±0,07 | 0,030 | 0,020 | 3' | 0,22 |
9 | 4,85±0,08 | 4,14±0,08 | 0,24 | |||
10 | 5,40±0,10 | 4,60±0,10 | 0,25 | |||
12 | 6,46±0,10 | 5,54±0,10 | 0,30 |
В таблицах 6-9 приняты следующие обозначения:
- допуск пересечения ребра двугранного угла призматической вставки относительно оси хвостовой части в радиусном выражении;
- допуск концентричности вершины конуса конической вставки относительно оси хвостовой части в радиусном выражении;
- допуск половины угла профиля вставки.
1.16 Размер установочных мер должен соответствовать нижнему пределу диапазона измерения данным микрометром.
Отклонения размеров установочных мер должны соответствовать значениям, установленным на чертеже 3 и в таблице 10.
Таблица 10
мм
Предельные отклонения | ||
Угол профиля измеряемой резьбы | ||
|
| |
25 | 20 | 0,0025 |
50 | 45 | 0,0030 |
75 | 70 | 0,0035 |
100 | 95 | 0,0040 |
125 | 120 | 0,0045 |
150 | 145 | 0,0050 |
175 | 170 | 0,0055 |
200 | 195 | 0,0060 |
225 | 220 | 0,0065 |
250 | 245 | 0,0070 |
275 | 270 | 0,0080 |
300 | 295 | 0,0085 |
325 | 320 | 0,0090 |
Примечание - Размер установочной меры | ||
1.17 Электрическое питание микрометров с цифровым устройством должно быть от встроенного источника питания.
Электрическое питание микрометров, имеющих вывод результата на внешние устройства, - от встроенного источника питания и (или) от сети общего назначения через блок питания.
2 Технические требования
2.1 Микрометры, вставки и установочные меры следует изготовлять в соответствии с требованиями настоящего стандарта по конструкторской документации, утвержденной в установленном порядке.
2.2 Предел допускаемой погрешности микрометров типов МВМ, МВМЦ, МВТ и МВТЦ со вставками для измерения резьбы в любой точке диапазона измерения при нормируемом измерительном усилии не должен превышать значений, установленных таблицей 11 при температуре, установленной таблицей 12.
Таблица 11
Шаг резьбы | Предел допускаемой погрешности микрометров, мкм | |||||
метри- | трапеце- идаль- | Шаг резьбы | с ценой деления 0,01 мм и шагом дискретности 0,001 мм | с ценой деления | ||
в диапазоне измерения, мм | ||||||
до 50 | от 50 до 100 | от 100 до 200 | от 200 до 350 | |||
0,4-0,45 | - | 0,907 (28-24) | ±10 | - | - | - |
0,5-0,6 | ||||||
0,7-0,8 | ||||||
1; 1,25; | 1,5 | 1,337 (20-16) | ±10 | ±13 | ±15 | - |
1,5; 1,75 | 1,814 (14-11) | |||||
2; 2,5 | 2 | 2,309 | ±13 | ±15 | ±20 | - |
3; 3,5; 4 | 3; 4; 5 | -(7-5) | ±15 | ±20 | ±25 | ±35 |
4,5; 5; 5,5 | 6; 7; 8 | -(4,5-3) | ||||
6 | 9; 10; 12 | |||||
Таблица 12
Верхний предел измерения, мм | Допускаемое отклонение температуры от 20 °С, °С |
До 50 | ±6 |
Св. 50 до 150 | ±4 |
Св. 150 до 350 | ±3 |
2.3 Предел допускаемой погрешности микрометров типов МВП и МВПЦ при нормируемом измерительном усилии и температуре (20±4) °С - ±4 мкм.
2.4 Предел допускаемой погрешности микрометров с плоскими вставками диаметром в любой точке диапазона измерения при нормируемом измерительном усилии и температуре, установленной в таблице 12, а также допускаемое изменение показаний микрометров от изгиба скобы при усилии 10 Н, направленном по оси винта, не должны превышать значений, установленных таблицей 13.
Таблица 13
Верхний предел измерения, мм | Предел допускаемой погрешности микрометров, мкм | Допускаемое изменение показаний микрометров от изгиба скобы при усилии 10 Н, мкм | |
с ценой деления | с шагом дискретности 0,001 мм | ||
20; 25; 45; 50 | ±4 | ±3 | 2 |
70; 75; 95; 100 | ±4 | ±4 | 3 |
120; 125; 145; 150 | ±5 | - | 4 |
170; 175; 195; 200 | ±5 | - | 5 |
200; 225; 245; 250; 270; 275 | ±6 | - | 6 |
295; 300; 320; 325; 345; 350 | ±8 | - | 7 |
Примечание - Погрешность микрометров по пп.2.2-2.4 должна сохраняться при температуре (20±10) °С. | |||
2.5 Микрометры с цифровым устройством должны обеспечивать:
1) выдачу цифровой информации в прямом коде (с указанием знака и абсолютной величины);
2) установку начала отсчета в любом положении измерительного стержня;
3) запоминание результата измерения;
4) гашение памяти с восстановлением текущего результата измерения.
2.6 Допуск плоскостности измерительных поверхностей плоских вставок - 3 интерференционные полосы (0,9 мкм).
Не допускаются завалы на расстоянии свыше 0,5 мм от краев измерительных поверхностей плоских вставок.
2.7 Твердость и шероховатость поверхностей вставок и установочных мер должны соответствовать установленным таблицей 14.
Таблица 14
Наименование поверхности | Твердость | Шероховатость |
Измерительные поверхности резьбовых и шаровых вставок | 59…65 HRC |
|
Измерительные поверхности плоских вставок для измерения деталей из мягких материалов |
| |
Измерительные поверхности плоских вставок для поверки микрометра |
| |
Измерительные поверхности установочных мер |
| |
Опорная поверхность (шарик) в отверстиях под вставки | - | |
Опорный торец вставки | Не ниже 59 HRC | - |
Цилиндрические поверхности хвостовой части вставок | Не ниже 51,5 HRC |
|
2.8 Микрометры должны иметь стопорное устройство для закрепления микрометрического винта. Микрометрический винт, закрепленный стопорным устройством, не должен вращаться после приложения наибольшего момента, передаваемого устройством, обеспечивающим измерительное усилие.
Примечание - Микрометры с цифровым устройством допускается изготовлять без стопорного устройства.
2.9 Микрометры должны иметь трещотку (фрикцион) или другое устройство, обеспечивающее постоянство измерительного усилия.
2.10 Конструкция микрометров должна обеспечивать возможность установки их в исходное положение при соприкосновении измерительных поверхностей между собой или с установочной мерой. При таком совмещении начальный штрих шкалы стебля должен быть виден целиком, но расстояние от торца конической части барабана до ближайшего края штриха не должно превышать 0,15 мм.
2.11 Длина деления шкалы барабана должна быть не менее 0,8 мм.
2.12 Ширина штрихов шкал и продольного штриха на стебле должна быть от 0,08 до 0,2 мм, при этом разность в ширине штриха барабана и продольного штриха на стебле - не более 0,03 мм.
Допускается ширина всех штрихов не более 0,25 мм, если длина деления шкалы барабана более 1 мм. При этом разность в ширине штрихов барабана и продольного штриха на стебле - не более 0,05 мм.
Разность в ширине поперечных штрихов на стебле не должна превышать 0,05 мм.
2.13 Поверхности, на которые нанесены штрихи и цифры, не должны быть блестящими.
2.14 Расстояние от стебля до измерительной кромки барабана у продольного штриха стебля не должно превышать 0,45 мм.
2.15 Допуск соосности отверстий под вставками в микрометрическом винте и пятке относительно их общей оси должен соответствовать значениям, установленным таблицей 15.
Таблица 15
мм
Верхний предел измерения | Допуск соосности отверстий под вставки в микрометрическом винте и пятке относительно их общей оси в диаметральном выражении |
До 50 | 0,020 |
Св. 50 " 125 | 0,025 |
" 125 " 250 | 0,030 |
" 250 " 350 | 0,040 |
2.16 Наружные поверхности микрометров, за исключением микрометрического винта и измерительных поверхностей вставок и установочных мер, должны иметь антикоррозионное покрытие по ГОСТ 9.303 и ГОСТ 9.032.
2.17 У микрометров с цифровым устройством высота цифр на отсчетном устройстве должна быть не менее 4 мм.
2.18 Средняя наработка на отказ микрометров без учета износа измерительных вставок должна быть не менее:
50000 условных измерений - для микрометров с отсчетом по шкалам стебля и барабана;
70000 условных измерений - для микрометров с цифровым устройством.
Под условным измерением понимают перемещение микрометрического винта до контакта измерительных поверхностей с объектом измерения. При этом перемещение микрометрического винта должно быть не менее значения диапазона измерения.
Критерием отказа является нарушение работоспособного состояния микрометра, приводящее к невыполнению требований 1.7; 2.2-2.4 (в части предела допускаемой погрешности микрометров).
2.19 Средний полный срок службы микрометров - не менее 6 лет.
Критерием предельного состояния является поломка или износ микрометрического винта или фрикциона, приводящие к невыполнению требований 1.7; 2.2-2.4 (в части предела допускаемой погрешности) и характеризуемые невозможностью или нецелесообразностью восстановления поломанных или изношенных элементов.
2.20 Срок сохраняемости микрометров - не менее 2 лет.
2.21 Комплектность
2.21.1 Микрометры типов МВМ и МВМЦ должны быть укомплектованы:
набором вставок для измерения метрических резьб в соответствии с требованиями таблицы 2;
установочной мерой, обеспечивающей выполнение требований 2.10 (для микрометров с верхним пределом измерения 50 мм и более);
ключом для регулирования микрометра (если конструкция предусматривает его необходимость).
По требованию потребителя микрометры комплектуют шаровыми и укороченными коническими вставками, а также вставками для измерения дюймовых и трубных резьб с установочными мерами к ним и двумя плоскими вставками для поверки микрометров.
2.21.2 Микрометры типов МВТ и МВТЦ должны быть укомплектованы:
набором вставок для измерения трапецеидальных резьб в соответствии с требованиями таблицы 5;
установочной мерой, обеспечивающей выполнение требований 2.10 (для микрометров с верхним пределом измерения 45 мм и более);
ключом для регулирования микрометра (если конструкция предусматривает его необходимость).
По требованию потребителя микрометры комплектуют шаровыми и укороченными коническими вставками для измерения трапецеидальных резьб, а также двумя плоскими вставками для поверки микрометров.
2.21.3 Микрометры типов МВП и МВПЦ должны быть укомплектованы двумя плоскими вставками для измерения деталей из мягких материалов.
По требованию потребителя микрометры комплектуют двумя плоскими вставками для поверки микрометров.
2.21.4 К микрометрам должен прилагаться паспорт по ГОСТ 2.601.
2.22 Маркировка
2.22.1 На каждом микрометре должны быть нанесены:
товарный знак предприятия-изготовителя;
цена деления или шаг дискретности (допускается не указывать шаг дискретности);
диапазон измерения;
порядковый номер по системе нумерации предприятия-изготовителя;
год выпуска или его условное обозначение.
2.22.2 На хвостовой части конической и призматической вставок должен быть нанесен условный номер, определяющий вид измеряемой резьбы и шаг, расшифровка которого должна быть указана на специальных табличках, укрепленных в футляре.
2.22.3 На хвостовой части шаровых вставок должен быть нанесен диаметр шаровой поверхности.
2.22.4 На установочной мере должно быть нанесено:
угол (углы) профиля проверяемой резьбы;
номинальный размер установочной меры.
2.22.5 Маркировка футляра - по ГОСТ 13762.
2.23 Упаковка
2.23.1 Каждый микрометр должен быть уложен в футляр.
2.23.2 Упаковка микрометров - по ГОСТ 13762.
3 Приемка
3.1 Для проверки соответствия микрометров требованиям настоящего стандарта проводят государственные испытания, приемочный контроль, периодические испытания и испытания на надежность.
3.2 Государственные испытания - по ГОСТ 8.383* и ГОСТ 8.001*.
_________________
* На территории Российской Федерации действуют ПР 50.2.009-94.
При проведении государственных приемочных испытаний проверку погрешности микрометров проводят при температуре (20±10) °С.
3.3 При приемочном контроле каждый микрометр следует проверять на соответствие требованиям 1.1; 1.3; 1.7-1.17; 2.2-2.4 (за исключением проверки изменения показаний микрометра от изгиба скобы); 2.5; 2.6; 2.7 (в части шероховатости); 2.8-2.10; 2.13-2.16; 2.21-2.23.
3.4 Периодические испытания проводят не реже раза в три года не менее чем на трех микрометрах каждого типа из числа прошедших приемочный контроль на соответствие всем требованиям настоящего стандарта, кроме 2.18-2.20.
Результаты испытаний считают удовлетворительными, если все испытанные микрометры соответствуют всем проверяемым требованиям.
3.5 Подтверждение показателей надежности (2.18-2.20) проводят не реже раза в три года по программам испытаний на надежность, разработанным в соответствии с требованиями ГОСТ 27.410 и утвержденным в установленном порядке. Допускается совмещение испытаний на надежность с периодическими испытаниями.
4 Методы контроля и испытаний
4.1 Поверки микрометров - по нормативно-технической документации.
4.2 При определении влияния транспортной тряски используют ударный стенд, создающий тряску с ускорением 30 м/с и частотой 80-120 ударов в минуту.
Ящики с упакованными микрометрами крепят к стенду и испытывают при общем числе ударов 15000. После испытаний микрометры должны соответствовать требованиям, установленным 2.2-2.4.
Допускается проводить испытание микрометров транспортированием на грузовой машине со скоростью от 20 до 40 км/ч на расстояние 100 км по грунтовой дороге.
4.3 Воздействие климатических факторов внешней среды при транспортировании проверяют в климатических камерах. Испытания проводят в следующем режиме: при температуре плюс (50±3) °С, минус (50±3) °С и при относительной влажности (95±3) % при температуре 35°С. Выдержка в климатической камере в каждом режиме 2 ч. После испытаний микрометры должны соответствовать требованиям, установленным 2.2-2.4.
5 Транспортирование и хранение
Транспортирование и хранение микрометров - по ГОСТ 13762.
6 Указания по эксплуатации
Микрометры допускается эксплуатировать при температуре окружающей среды от 10 до 30 °С и относительной влажности воздуха не более 80% при температуре 25 °С.
7 Гарантии изготовителя
7.1 Изготовитель гарантирует соответствие микрометров требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения.
7.2 Гарантийный срок эксплуатации - 12 мес со дня ввода микрометров в эксплуатацию.
Электронный текст документа подготовлен
и сверен по:
, 2005
