ГОСТ 24932-81
Группа Г28
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАЛИБРЫ ДЛЯ КОНИЧЕСКИХ СОЕДИНЕНИЙ
Допуски
Gauges for tapered joints. Tolerances
МКС 17.040.30
ОКП 39 3100
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.08.81 N 4062
3. Стандарт полностью соответствует СТ СЭВ 2013-79
4. ВВЕДЕН ВПЕРВЫЕ
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
5.4 |
6. ИЗДАНИЕ с Изменением N 1, утвержденным в феврале 1990 года (ИУС 5-90)
Настоящий стандарт распространяется на калибры для гладких конусов с раздельным нормированием каждого вида допусков (способ 2), с диаметрами в заданном сечении до 200 мм, конусностью от 1:3 до 1:50, с допусками диаметров от 6 до 12 квалитета, допусками углов конусов от 4 до 9 степени точности и устанавливает: виды и исполнения, формулы для определения размеров, допуски и комплектность калибров.
Стандарт полностью соответствует СТ СЭВ 2013-79.
1. ВИДЫ КАЛИБРОВ
1.1. Виды и исполнения калибров должны соответствовать указанным в табл.1 и на черт.1-3.
Таблица 1
Номер вида калибра | Наименование вида калибра | Номер чертежа |
Калибры для наружного конуса | ||
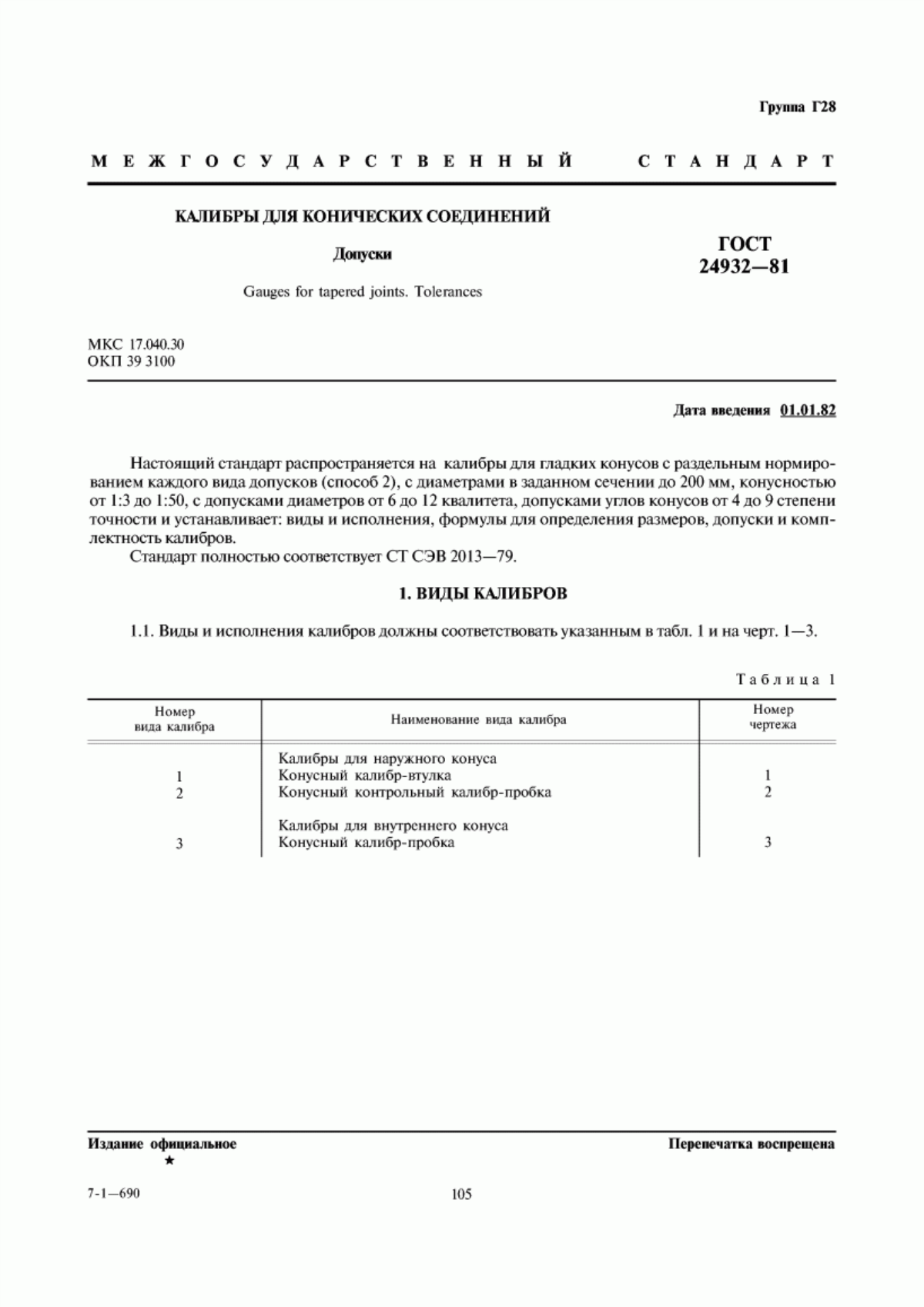
1 | Конусный калибр-втулка | 1 |
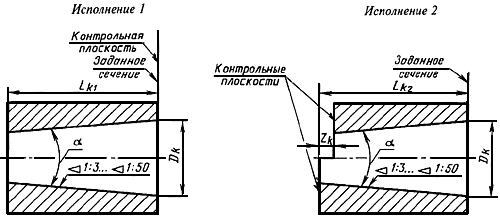
2 | Конусный контрольный калибр-пробка | 2 |
Калибры для внутреннего конуса | ||
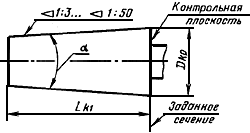
3 | Конусный калибр-пробка | 3 |
Конусный калибр-втулка
|
Черт.1
Конусный контрольный калибр-пробка
|
Черт.2
Конусный калибр-пробка
|
Черт.2*
_________________
* Вероятно, ошибка оригинала. Следует читать "Черт.3". - .
(Измененная редакция, Изм. N 1).
2. ОБОЗНАЧЕНИЯ
2.1. В настоящем стандарте приняты следующие обозначения размеров и допусков:
- допуск угла конуса изделия в линейных единицах; | |
| - допуск угла конуса калибра в линейных единицах; |
| - допуск угла конуса контрольного калибра-пробки в линейных единицах; |
- допуск угла конуса изделия в угловых единицах; | |
| - допуск угла конуса калибра в угловых единицах; |
| - допуск угла конуса контрольного калибра в угловых единицах; |
- конусность; | |
- номинальный диаметр калибра в заданном сечении; | |
- номинальный диаметр контрольного калибра-пробки в заданном сечении; | |
| - наибольший предельный размер диаметра конуса изделия в заданном сечении; |
| - наименьший предельный размер диаметра конуса изделия в заданном сечении; |
- допуск диаметра | |
- допуск диаметра | |
- допуск диаметра | |
- номинальная длина рабочей части конуса калибра вида и исполнения 1, вида 2, вида 3 исполнений 1 и 2; | |
- номинальная длина конуса калибра-втулки вида 1 исполнения 2; | |
- наибольшая длина конуса изделия; | |
- допуск диаметра наружного конуса изделия в заданном сечении; | |
- допуск диаметра внутреннего конуса изделия в заданном сечении; | |
- допуск прямолинейности образующей конуса калибра-пробки (втулки); | |
- допуск прямолинейности образующей конуса контрольного калибра; | |
- допуск круглости поперечного сечения конуса калибра-пробки (втулки); | |
- допуск круглости поперечного сечения конуса контрольного калибра; | |
- расстояние от наименьшего предельного диаметра в заданном сечении внутреннего конуса изделия до середины поля допуска | |
- расстояние от наибольшего предельного диаметра в заданном сечении наружного конуса изделия до середин полей допусков | |
- расстояние между рисками калибра-пробки и размер уступа калибра-пробки и калибра-втулки; | |
- допустимый выход размера изношенного калибра-пробки за границу поля допуска изделия; | |
- допустимый выход размера изношенного калибра-втулки за границу поля допуска изделия; | |
- номинальный угол конуса изделия и калибра. |
3. РАСПОЛОЖЕНИЕ ПОЛЕЙ ДОПУСКОВ
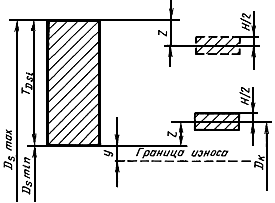
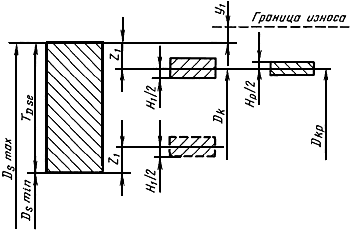
3.1. Расположение полей допусков диаметров калибров-пробок в заданном сечении должно соответствовать указанному на черт.4, калибров-втулок - на черт.5.
|
|
Черт.4 | Черт.5 |
Примечание. Поле допуска, указанное штриховой линией, приводится для расчета расстояния | Примечание. Поле допуска, указанное штриховой линией, приводится для расчета расстояния |
3.2. Расположение полей допусков углов конусов калибров должно соответствовать указанному на черт.6 и 7.
Степени точности угла конуса 4; 5
|
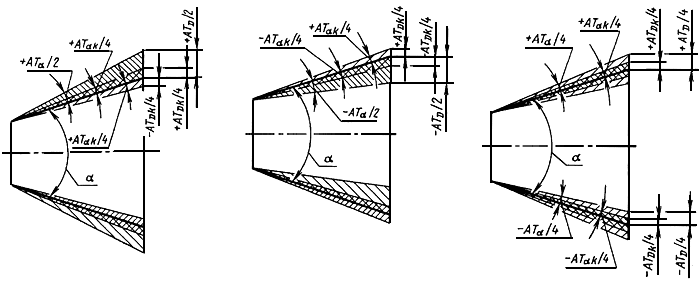
Черт.6
Степени точности угла конуса 6, 7, 8, 9
|
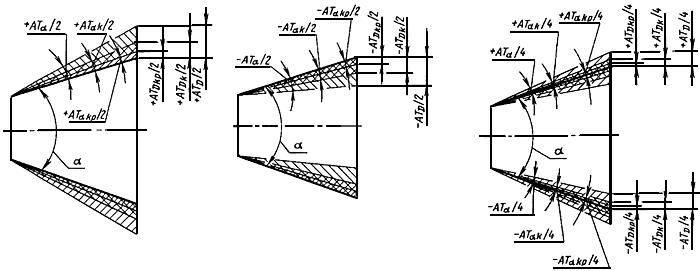
Черт.7
4. ФОРМУЛЫ ДЛЯ ОПРЕДЕЛЕНИЯ РАЗМЕРОВ КАЛИБРОВ
4.1. Размеры калибров должны определяться по формулам, указанным в табл.2.
Таблица 2
мм | ||||
Вид калибра | Определяемый параметр | Размер | Предельные отклонения | Предельный размер изношенного калибра |
Калибр-пробка |
|
|
| |
|
| - | ||
- | ||||
Калибр-втулка |
|
|
| |
|
| - | ||
- | ||||
- | ||||
Калибр-пробка контрольная |
|
| - | |
- | ||||
5. ДОПУСКИ
5.1. К определяемым допускам конусных калибров относятся:
допуски размеров ,
,
,
,
;
допуски углов;
допуски формы.
5.2. Допуски и величины, определяющие положение полей допусков диаметра в заданном сечении калибра, должны соответствовать указанным в табл.3.
Таблица 3*
________________
* Письмом Росстандарта от 06.11.2024 г. № 3832-ОГ/03 разъясняется, что "в таблице 3 ГОСТ 24932–81 в заголовке допущена опечатка. Верное значение: "Размеры, мкм". - .
Размеры, мм
|
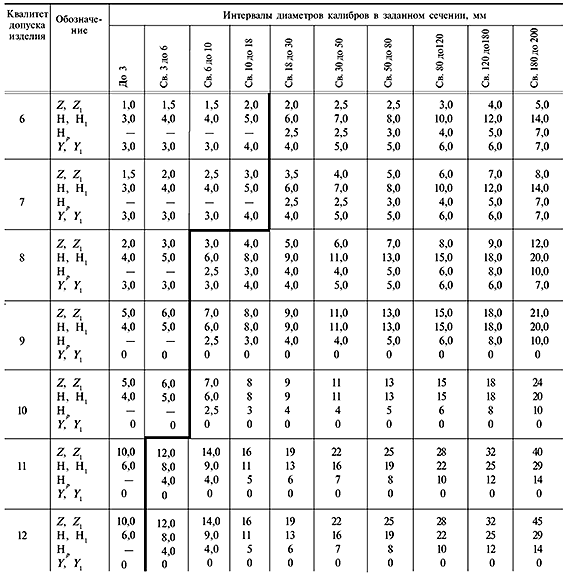
Примечание. Калибры-втулки с допусками , расположенными левее толстой линии, должны контролироваться измерительными приборами.
5.3 Допуски углов конусов рабочих калибров должны соответствовать указанным в табл.4, контрольных калибров - в табл.5.
Таблица 4
|
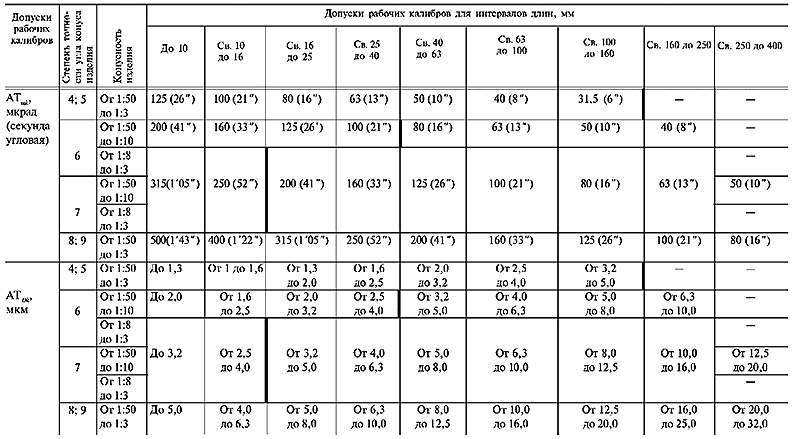
Примечания:
1. Допуски левее толстой линии указаны только для контроля калибров-втулок измерительными приборами.
2. Допуск для промежуточных размеров интервалов длин определяют по формуле
![]() .
.
Таблица 5
Допуски контрольных калибров | Степень точности угла конуса | Допуски контрольных калибров для интервалов длин | |||||||
До 10 | Св. 10 | Св. 16 | Св. 25 | Св. 40 | Св. 63 | Св. 100 | Св. 160 | ||
| 6; 7 | - | - | 80 (16") | 63 (13") | 50 (10") | 40 (8") | 31,5 (6") | 25 (5") |
8; 9 | 200 (41") | 160 (33") | 125 (26") | 100 (21") | 80 (16") | 63 (13") | 50 (10") | 40 (8") | |
| 6; 7 | - | - | От 1,3 | От 1,6 | От 2,0 | От 2,5 | От 3,2 | От 4,0 |
8; 9 | До 2,0 | От 1,6 | От 2,0 | От 2,5 | От 3,2 | От 4,0 | От 5,0 | От 6,3 | |
Примечание. Допуск ![]() для промежуточных размеров интервалов длин определяют по формуле
для промежуточных размеров интервалов длин определяют по формуле ![]() .
.
5.2, 5.3. (Измененная редакция, Изм. N 1).
5.4. Допуски формы конусов калибров должны удовлетворять следующим соотношениям:
![]() ,
,
![]() .
.
Числовые значения допусков формы конуса калибра должны быть округлены до ближайшего меньшего значения по ГОСТ 24643.
5.5. При нанесении на калибрах-пробках (вид 3, исполнение 1) рисок, размер должен определяться по переднему, т.е. обращенному к малому основанию конуса краю риски, размер
- между передними краями рисок.
5.6. Ширина рисок должна быть не более 0,15 мм, глубина - не менее 0,02 мм.
6. КОМПЛЕКТНОСТЬ КАЛИБРОВ
6.1. При одинаковом расположении полей допусков наружных и внутренних углов конусов сопрягаемых изделий комплект калибров должен состоять из рабочего калибра-пробки и припасованного к нему калибра-втулки.
6.2. При различном расположении полей допусков наружных и внутренних углов конусов сопрягаемых изделий комплект калибров должен состоять из калибра-пробки, контрольного калибра-пробки и припасованного к нему калибра-втулки.
6.3. К одному рабочему или контрольному калибру-пробке может быть припасовано не более трех калибров-втулок.
6.4. По заказу потребителя допускается изготовление отдельно рабочих калибров-пробок или калибров-втулок.
При заказе только рабочих калибров-втулок они должны комплектоваться одним калибром-пробкой, к которому были припасованы.
(Введен дополнительно, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Справочное
ПРИНЯТЫЕ В СТАНДАРТЕ СООТНОШЕНИЯ МЕЖДУ ДОПУСКАМИ ИЗДЕЛИЙ И КАЛИБРОВ
1. Допуски ,
и
диаметра калибра в заданном сечении установлены в зависимости от допуска диаметра в заданном сечении конуса в соответствии с табл.1.
2. Степень точности угла конуса калибра установлена в зависимости от степени точности угла конуса изделия в соответствии с табл.2.
Таблица 1
Квалитет допуска | ||
изделия | рабочего калибра | контрольного калибра |
6, 7 | 4 | 2 |
8, 9, 10 | 5 | 3 |
11, 12 | 6 | 4 |
Таблица 2
Конусность | Степень точности угла конуса | ||
изделия | калибра | ||
рабочего | контрольного | ||
От 1:50 | 4; 5 | 3 | - |
до 1:3 | |||
От 1:50 | 6 | 4 | 3 |
до 1:10 | 7 | 5 | |
От 1:8 | 6 | 5 | |
до 1:3 | 7 | ||
От 1:50 | 8; 9 | 6 | 4 |
до 1:3 | |||
ПРИЛОЖЕНИЕ 2
Справочное
ПРИПАСОВКА КАЛИБРОВ
1. При припасовке калибра-втулки по калибру-пробке или по контрольному калибру-пробке толщина слоя краски не должна превышать значений, указанных в табл.1, если на углы конусов втулки и пробки заданы односторонние допуски (в плюс или минус) и значений, указанных в табл.2, если эти допуски заданы симметричными.
Таблица 1
Интервалы длин | Толщина слоя краски, мкм, для степени точности конуса | ||
6 | 7 | 8; 9 | |
До 10 | - | - | 2 |
Св. 10 " 16 | - | - | 2 |
" 16 " 25 | - | 2 | 2 |
" 25 " 40 | 1 | 2 | 3 |
" 40 " 63 | 1 | 2 | 3 |
" 63 " 100 | 2 | 3 | 4 |
" 100 " 160 | 2 | 3 | 6 |
" 160 " 250 | 2 | 4 | 7 |
" 250 " 400 | - | 6 | 7 |
Таблица 2
Интервалы длин | Толщина слоя краски, мкм, для степени точности конуса | ||
6 | 7 | 8; 9 | |
До 10 | - | - | - |
Св. 10 " 16 | - | - | 1 |
" 16 " 25 | - | 1 | 1 |
" 25 " 40 | - | 1 | 2 |
" 40 " 63 | - | 1 | 2 |
" 63 " 100 | 1 | 2 | 2 |
" 100 " 160 | 1 | 2 | 3 |
" 160 " 250 | 1 | 2 | 3 |
" 250 " 400 | - | 3 | 4 |
2. При припасовке калибра-втулки по контрольному калибру-пробке должен быть обеспечен контакт не менее 90% их сопрягаемых конических поверхностей.
Отсутствие контакта у малых оснований конусов втулки и пробки не допускается, если на их углы заданы односторонние допуски.
3. При контроле припасованного калибра-втулки, его торец должен совпадать с контрольной плоскостью в заданном сечении калибра-пробки (для калибра-пробки исполнения 1 - с передним краем первой риски).
Недоход торца калибра-втулки должен быть не более 0,1 мм.
(Измененная редакция, Изм. N 1).
Электронный текст документа
и сверен по:
Калибры. Часть 1: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
