ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
71717—
2024
(ИСО 10911:2017)
ФРЕЗЫ КОНЦЕВЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ
Основные размеры.
Технические условия
(ISO 10911:2017, Solid hardmetal end mills with cylindrical shank — Dimensions, MOD)
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р 71717—2024
Предисловие
1 ПОДГОТОВЛЕН Акционерным обществом «ВНИИИНСТРУМЕНТ» (АО «ВНИИИНСТРУМЕНТ») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4, и Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «Институт стандартизации»)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 095 «Инструмент»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2024 г. № 1811-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 10911:2017 «Фрезы концевые цельные твердосплавные с цилиндрическим хвостовиком. Размеры» (ISO 10911:2017 «Solid hardmetal end mills with cylindrical shank — Dimensions», MOD) путем изменения отдельных фраз (слов, значений показателей, ссылок), которые выделены в тексте курсивом. При этом потребности национальной экономики Российской Федерации учтены в дополнительных разделах, пунктах, которые выделены путем заключения их в рамки из тонких линий, а информация с объяснением причин включения этих положений приведена в дополнительном приложении ДВ, а также путем изменения структуры для приведения в соответствие с правилами, установленными в ГОСТ 1.5—2001 (подразделы 4.2 и 4.3), и внесения дополнительных положений.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5—2012 (пункт 3.5).
Неравномерная разбивка шага зубьев фрез приведена в приложении ДА.
Элементы конструкций и геометрические параметры фрез приведены в приложении ДБ.
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта приведено в дополнительном приложении ДГ
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© ISO, 2017 ©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р 71717—2024
(ИСО 10911:2017)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФРЕЗЫ КОНЦЕВЫЕ ЦЕЛЬНЫЕ ТВЕРДОСПЛАВНЫЕ
Основные размеры.
Технические условия
Solid carbide end mills. Dimensions. Specifications
Дата введения — 2025—07—01
1 Область применения
Настоящий стандарт распространяется на твердосплавные цельные концевые фрезы с цилиндрическим хвостовиком (далее — фрезы), предназначенные для обработки уступов, плоскостей, закрытых контуров и пазов в изделиях из труднообрабатываемых материалов.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 8.051 Государственная система обеспечения единства измерений. Погрешности, допускаемые при измерении линейных размеров до 500 мм
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3882 (ИСО 513—75) Сплавы твердые спеченные. Марки
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 5632 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 9378 (ИСО 2632-1—85, ИСО 2632-2—85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 14034 Отверстия центровые. Размеры
ГОСТ 18088 Инструмент металлорежущий, алмазный, дереворежущий, слесарно-монтажный и вспомогательный. Упаковка, маркировка, транспортирование и хранение
ГОСТ 23726 Инструмент металлорежущий и дереворежущий. Приемка
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ Р 52965 Хвостовики цилиндрические для фрез. Основные размеры
ГОСТ Р ИСО 513 Материалы твердые режущие. Классификация и применение. Обозначение групп применения
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю «Национальные стандарты», который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя «Национальные стандарты» за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
Издание официальное
1
ГОСТ Р 71717—2024
3 Технические требования
3.1 Основные размеры
3.1.1 Фрезы следует изготовлять двух типов:
1 — с короткой режущей частью;
2 — с длинной режущей частью.
3.1.2 Основные размеры фрез должны соответствовать указанным на рисунке 1 и приведенным в таблице 1.
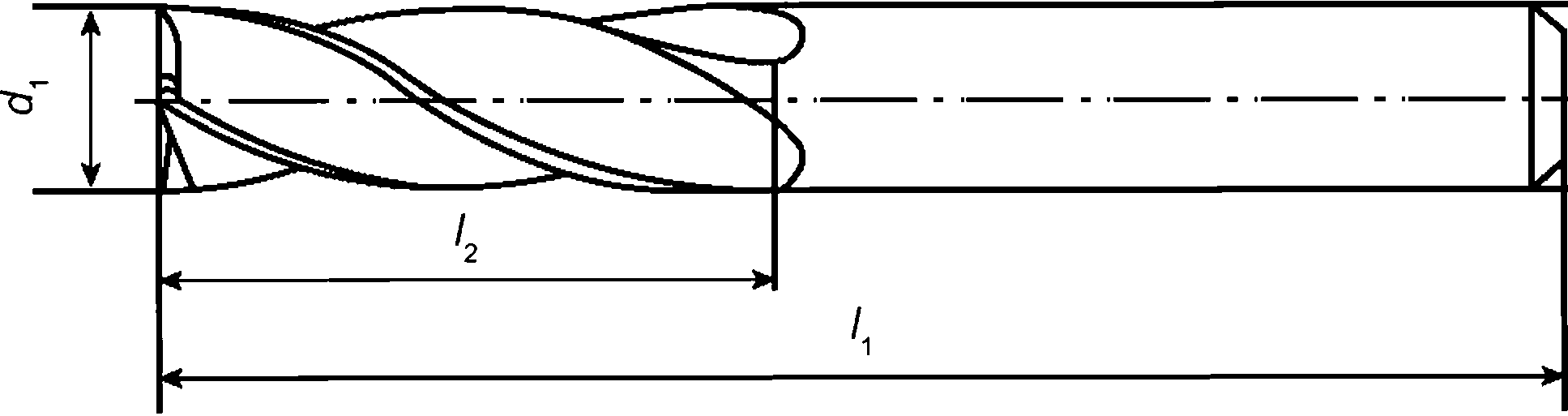
Рисунок 1
Таблица 1
В миллиметрах
ЛЮ | d2 Л6 | Тип 1 | Тип 2 | ||||
/1 | /2 при числе зубьев z | ^1 | /2 при числе зубьев z | ||||
2 или 3 | 4 или 5 | 2 или 3 | 4 или 5 | ||||
1,0 | 3 | 38 | 3 | 3 | — | — | — |
1,5 | 4 | ||||||
2,0 | 38 | 6 | 7 | ||||
6 | 50 | 57 | |||||
2,5 | 3 | 38 | 38 | 7 | 8 | ||
6 | 50 | 57 | |||||
3,0 | 3 | 38 | 4 | 5 | 38 | ||
6 | 50 | 57 | |||||
3,5 | 6 | 10 | |||||
4,0 4,5 | 54 | 5 | 8 | 8 | 11 | ||
5,0 | 6 | 9 | 10 | 13 | |||
6,0 | 7 | 10 | |||||
7,0 | 8 | 58 | 8 | 11 | 63 | 13 | 16 |
8,0 | 9 | 12 | 16 | 19 | |||
9,0 | 10 | 66 | 10 | 13 | 72 | ||
10,0 | 11 | 14 | 19 | 22 | |||
12,0 | 12 | 73 | 12 | 16 | 83 | 22 | 26 |
14,0 | 14 | 75 | 14 | 18 | |||
2
ГОСТ Р 71717—2024
Окончание таблицы 1
В миллиметрах
d1 /710 | d2 /76 | Тип 1 | Тип 2 | ||||
/2 при числе зубьев z | ^1 | /2 при числе зубьев z | |||||
2 или 3 | 4 или 5 | 2 или 3 | 4 или 5 | ||||
16,0 | 16 | 82 | 16 | 22 | 92 | 26 | 32 |
18,0 | 18 | 84 | 18 | 24 | |||
20,0 | 20 | 92 | 20 | 26 | 104 | 32 | 38 |
Примечание — Указанные размеры также применимы для фрез с цилиндрическим хвостовиком с лыской. | |||||||
Пример условного обозначения фрезы типа 1, диаметром режущей части 3 мм, диаметром хвостовика 6 мм, с числом зубьев 2, из твердого сплава марки ВК8:
Фреза 1—3—6—2—ВК8 ГОСТ Р 71717—2024
3.1.3 Фрезы следует изготовлять праворежущие, леворежущие — по заказу.
3.1.4 Допускается изготовление фрез с с^ = d2.
3.1.5 Фрезы диаметром свыше 5 мм могут быть изготовлены со стальным хвостовиком.
3.1.6 Фрезы с двумя канавками и центральным режущим зубом на торце — пазовые. Фрезы с тремя канавками и более допускается изготовлять с торцевыми зубъями.
3.1.7 Размеры хвостовиков фрез — по ГОСТ Р 52965.
3.1.8 Центровые отверстия — поГОСТ 14034.
Допускается изготовление фрез диаметром до 4,5 мм включительно с наружным центром со стороны хвостовика.
3.1.9 Угол наклона стружечной канавки:
30°—40° для фрез с числом зубьев 2 или 3;
30°—45° для фрез с числом зубьев 4 или 5.
3.1.10 Фрезы следует изготовлять с неравномерным окружным шагом зубьев. Неравномерная разбивка шага зубьев приведена в приложении ДА.
Примечание — Допускается изготовление фрез с равномерным окружным шагом.
3.1.11 Элементы конструкций и геометрические параметры фрез приведены в приложении Б.
3.2 Характеристики
3.2.1 Фрезы следует изготовлять из твердого сплава марок по ГОСТ 3882, групп применения К20, КЗО, М20, МЗО по ГОСТ Р ИСО 513. Допускается изготовление фрез из марок твердого сплава по технической документации, утвержденной в установленном порядке, обеспечивающих стойкость фрез в соответствии с настоящим стандартом.
3.2.2 Материал хвостовой части фрез со стальным хвостовиком — сталь марок 40Х или 45Х по ГОСТ 4543.
3.2.3 Твердость хвостовика фрез со стальным хвостовиком 32—52 HRC на участке не менее 1/2 длины от торца хвостовика.
3.2.4 На режущих кромках фрез не должно быть выкрашиваний, поверхностных трещин (сетки), сколов, черновин на шлифованных поверхностях.
3.2.5 Параметры шероховатости поверхностей фрез по ГОСТ 2789 должны быть, мкм, не более:
Rz 1,6 — передних и задних поверхностей главных режущих кромок;
Ra 0,63 — поверхности хвостовика;
Rz 3,2 — поверхности вспомогательных режущих кромок и поверхности фасок;
Rz 20 — остальных поверхностей.
Примечание — Шероховатость передних поверхностей выдерживается на высоте не менее 1/3 глубины стружечной канавки.
3
ГОСТ Р 71717—2024
3.2.6 Предельные отклонения размеров фрез должны быть, мм, не более:
+2,0 — общей длины фрез;
+ 1,0 — длины режущей части фрез диаметром до 10 мм включительно;
____+1,5 — длины режущей части фрез диаметром свыше 10 мм.____________________________
3.2.7 На задней поверхности фрез вдоль режущих кромок допускается ленточка шириной, мм, не более:
0,02 — для фрез диаметром до 6 мм включительно;
0,03 — для фрез диаметром свыше 6 до 12 мм включительно;
0,04 — для фрез диаметром свыше 12 мм.
3.2.8 Допуск радиального и торцового биения режущих кромок зубьев относительно оси хвостовика должен быть, мм, не более:
0,015 — для фрез диаметром до 5 мм включительно;
0,020 — для фрез диаметром свыше 5 до 12 мм включительно;
0,030 — для фрез диаметром свыше 12 мм.
3.2.9 Конусность по длине режущей части должна быть, мм, не более:
0,01 — для фрез диаметром до 5 мм включительно;
0,02 — для фрез диаметром свыше 5 до 12 мм включительно;
0,03 — для фрез_диаметром свыше 12 мм.
3.2.10 Средний Ти установленный Ту периоды стойкости фрез при обработке конструкционной легированной стали при условиях испытаний по 5.7, должны соответствовать указанным в таблице 2.
Таблица 2
Диаметр фрезы, мм | Т, мин | Ту, мин |
От 1 до 2,5 включ. | 20 | 8 |
Св. 2,5 | 30 | 12 |
При обработке других марок материалов, указанных в 5.7, на средний период стойкости вводят поправочный коэффициент:
0,6 — для нержавеющей стали,
0,5 — для жаропрочного сплава.
3.2.11 Критерием затупления является допустимый износ по задней поверхности зубьев фрезы, значения которого должны быть не более указанных в таблице 3.
Таблица 3
В миллиметрах
Диаметр фрезы | Допустимый износ |
От 1 до 3 включ. | 0,15 |
Св. 3 до 6 включ. | 0,25 |
Св. 6 до 10 включ. | 0,30 |
Св. 10 до 16 включ. | 0,35 |
Св. 16 | 0,40 |
3.3 Маркировка
3.3.1 На хвостовике фрезы диаметром свыше 5 мм должны быть нанесены: - товарный знак предприятия-изготовителя;
- диаметр фрезы;
- длина режущей части;
- диаметр хвостовика для фрез диаметрами 2,0; 2,5; 3,0 мм;
- марка твердого сплава.
4
ГОСТ Р 71717—2024
Маркировку фрез диаметром до 5 мм включительно, а также маркировку диаметра хвостовика для фрез диаметрами 2,0; 2,5; 3,0 мм следует указывать на этикетке, вкладываемой в упаковку.
3.3.2 Транспортная маркировка и маркировка потребительской тары — по ГОСТ 18088.
3.4 Упаковка
Упаковка — по ГОСТ 18088.
4 Правила приемки
4.1 Приемка фрез — по ГОСТ 23726.
4.2 Испытания фрез на средний период стойкости проводят один раз в три года, на установленный период стойкости — один раз в год. Испытания проводят не менее чем на трех фрезах любого типоразмера.
4.3 Допускается проводить испытания у потребителя.
5 Методы контроля и испытаний
5.1 Внешний вид фрез контролируют визуально с помощью лупы ЛП-1—4х по ГОСТ 25706.
5.2 При контроле размерных параметров фрез применяют средства измерения, погрешность которых должна быть не более:
- значений, указанных в ГОСТ 8.051 — при измерении линейных размеров;
- 35 % допуска на проверяемый параметр — при измерении угловых размеров;
- 25 % допуска на проверяемый параметр — при контроле формы и расположения поверхностей.
5.3 Шероховатость поверхностей фрез проверяют сравнением с образцами шероховатости по ГОСТ 9378 или с образцами-эталонами фрез, имеющими параметры шероховатости не более указанных в 3.2.5.
5.4 Испытания фрез на работоспособность, средний и установленный периоды стойкости проводят на фрезерных станках с применением вспомогательного инструмента, соответствующих установленным для них нормам точности и жесткости.
5.5 Испытания фрез следует проводить на образцах из конструкционной легированной стали, нержавеющей стали или жаропрочном сплаве, имеющих обработанную поверхность с параметрами шероховатости не более Ra 2,5 мкм.
5.6 В качестве смазочно-охлаждающей жидкости следует применять:
- для конструкционных легированных сталей 5 %-ный — 10 %-ный раствор эмульсолов ЭТ-2, Укринол-1 в воде;
- для нержавеющих сталей и жаропрочных сплавов — 10 %-ный раствор эмульсолов ЭТ-2, Ак-вол-6 в воде.
5.7 Испытания фрез, изготовленных из материалов групп применения КЗО и МЗО на работоспособность, средний и установленный периоды стойкости проводят при фрезеровании уступов при попутном фрезеровании на режимах, приведенных в таблице 4.
Таблица 4
Обрабатываемый материал | Твердость | Диаметр фрезы, мм | Скорость резания, м/мин | Подача на зуб, мм/зуб | Ширина фрезерования, мм | Глубина фрезерования, мм |
Сталь марки 40Х по ГОСТ 4543 | 38—47 HRC | От 1,0 до 2,5 включ. | 20—25 | 0,005—0,010 | 1—3 | 0,3—0,5 |
Св. 2,5 до 6,0 включ. | 40^5 | 0,010—0,015 | 3—5 | 0,5—1,0 | ||
Св. 6,0 | 50—55 | 0,020—0,025 | 5—6 | 1,5—3,0 |
5
ГОСТ Р 71717—2024
Окончание таблицы 4
Обрабатываемый материал | Твердость | Диаметр фрезы, мм | Скорость резания, м/мин | Подача на зуб, мм/зуб | Ширина фрезерования, мм | Глубина фрезерования, мм |
Нержавеющая сталь марки 12Х18Н9Т по ГОСТ 5632 | В состоянии по-ставки | От 1,0 до 2,5 включ. | 25—30 | 0,015—0,020 | 1—3 | 0,3—0,5 |
Св. 2,5 до 6,0 включ. | 40—45 | 0,025—0,030 | 3—5 | 1,0—1,5 | ||
Св. 6,0 | 50—60 | 0,035—0,040 | 5—6 | 2,0—3,0 | ||
Жаропрочный сплав марки ХН35ВТЮ по ГОСТ 5632 | НВ 300— 360 | От 1,0 до 2,5 включ. | 10—15 | 0,010—0,015 | 1—3 | 0,3—0,5 |
Св. 2,5 до 6,0 включ. | 20—25 | 0,015—0,020 | 3—4 | 0,5—1,0 | ||
Св. 6,0 | 30—35 | 0,020—0,030 | 4—5 | 1,5—2,5 |
Примечание — При испытании фрез, изготовленных из материалов групп применения К20 и М20, — поправочный коэффициент на скорость резания Kv = 1,1.
5.8 При испытании фрез на работоспособность суммарная длина фрезерования должна быть, мм, не менее:
100 — для фрез диаметром от 1,0 до 2,5 мм включительно;
200 — для фрез диаметром свыше 2,5 до 4,0 мм включительно;
300 — для фрез диаметром свыше 4,0 до 6,0 мм включительно;
400 — для фрез диаметром свыше 6,0 до 10,0 мм включительно;
500 — для фрез диаметром свыше 10,0 мм.
5.9 После испытаний на работоспособность на режущих кромках фрез не должно быть выкрашиваний и сколов, они должны быть пригодны к дальнейшей работе.
5.10 Приемочные значения среднего Т и установленного Ту периодов стойкости должны быть не менее приведенных в таблице 5.
Таблица 5
Диаметр фрезы, мм | Приемочные значения периодов стойкости, мин | |
Т | ТУ | |
От 1 до 2,5 включ. | 24 | 10 |
Св. 2,5 | 36 | 14 |
6 Требования безопасности
6.1 Испытания фрез на безопасность следует проводить с соблюдением условий указанных в разделе 5, с учетом коэффициента на скорость резания Kv = 1,2.
6.2 Испытания фрез на безопасность следует проводить на фрезах одного типоразмера в количестве не менее 5 шт.
6.3 Время испытаний фрез на безопасность составляет 30 % среднего периода стойкости, указанного в 5.10, но не более 10 мин.
В процессе испытаний фрез на безопасность не должны иметь место поломки фрезы.
7 Транспортирование и хранение
Транспортирование и хранение — по ГОСТ 18088.
6
ГОСТ Р 71717—2024
Приложение ДА (рекомендуемое)
Неравномерная разбивка шага зубьев фрез
Неравномерная разбивка шага зубьев фрез приведена на рисунке ДА.1 и в таблице ДА.1.
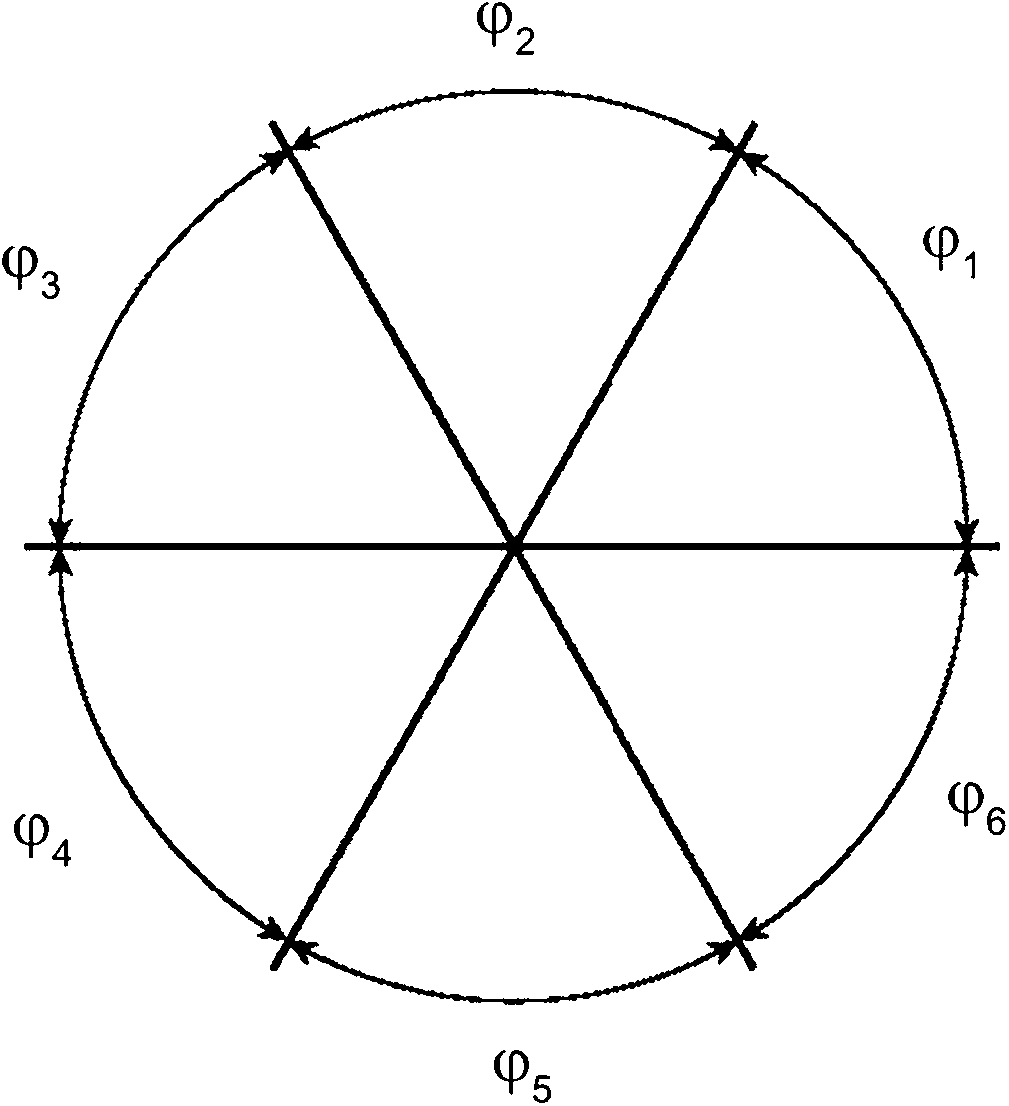
Рисунок ДА.1
Таблица ДА.1
Число зубьев | Ф1 | Ф2 | Фз | Ф4 | Ф5 | Фб |
3 | 110° | 123° | 127° | — | — | — |
4 | 90° | 85° | 90° | 95° | — | — |
5 | 68° | 72° | 76° | 68° | 76° | — |
7
ГОСТ Р 71717—2024
Приложение ДБ (рекомендуемое)
Элементы конструкций и геометрические параметры фрез

8
Таблица ДБ.1
ГОСТ Р 71717—2024
Размеры в миллиметрах
D | h | Л1 | г | Г1 | f | ^1 | ^2 | Z | |
1,0 | 0,25 | 0,20 | 0,2 | 0,1 | 0,2 | 0,1 | — | 3 | — |
0,20 | 0,15 | 0,1 | 4 | ||||||
1,5 | 0,35 | 0,30 | 0,2 | 0,1 | 0,2 | 0,1 | — | 3 | |
0,25 | 0,20 | 0,1 | 4 | ||||||
2,0 | 0,40 | 0,35 | 0,2 | 0,2 | 0,2 | 0,1 | — | 3 | |
0,35 | 0,30 | 0,1 | 4 | ||||||
2,5 | 0,60 | 0,40 | 0,3 | 0,3 | 0,2 | о,1 | — | 3 | |
0,55 | 0,35 | 0,2 | 4 | ||||||
3,0 | 0,75 | 0,70 | 0,3 | 0,5 | 0,3 | 0,2 | 0,3 | 3 | |
0,70 | 0,60 | 0,2 | 4 | 0,2 | |||||
3,5 | 0,80 | 0,70 | 0,3 | 3 | |||||
0,70 | 0,60 | 0,2 | 4 | ||||||
4,0 | 1,05 | 0,70 | 0,5 | 3 | |||||
0,85 | 0,60 | 0,3 | 4 | ||||||
4,5 | 1,10 | 0,70 | 0,5 | 3 | |||||
0,95 | 0,60 | 0,3 | 4 | ||||||
5,0 | 1,25 | 1,00 | 0,6 | 0,4 | 0,3 | 0,5 | 3 | ||
1,15 | 0,90 | 0,5 | 4 | ||||||
6,0 | 1,50 | 1,00 | 0,8 | 0,5 | 0,4 | 1,0 | 3 | 0,3 | |
1,30 | 0,90 | 0,6 | 4 | ||||||
1,15 | 0,80 | 0,5 | 5 | ||||||
7,0 | 1,55 | 1,00 | 0,8 | 3 | |||||
1,35 | 0,90 | 0,6 | 4 | ||||||
1,20 | 0,80 | 0,5 | 5 | ||||||
8,0 | 1,90 | 1,50 | 1,0 | 0,8 | 0,7 | 0,5 | 3 | 0,4 | |
1,60 | 1,30 | 0,6 | 4 | ||||||
1,40 | 1,00 | 0,6 | 5 | ||||||
9,0 | 2,00 | 1,50 | 1,0 | 0,8 | 3 | ||||
1,70 | 1,30 | 0,6 | 4 | ||||||
1,50 | 1,00 | 0,6 | 5 |
9
ГОСТ Р 71717—2024
Окончание таблицы ДБ. 1
D | h | Л1 | г | Г1 | f | ^1 | ^2 | Z | R |
10,0 | 2,50 | 2,00 | 1,3 | 1,0 | 1,0 | 0,6 | 1,5 | 3 | 0,5 |
2,20 | 1,60 | 4 | |||||||
1,80 | 1,00 | 0,6 | 5 | ||||||
12,0 | 2.80 | 2,00 | 1,5 | 3 | 0,6 | ||||
2,60 | 1,60 | 4 | |||||||
2,10 | 1,20 | 0,6 | 5 | ||||||
14,0 | 3,20 | 2,50 | 1,5 | 0,8 | 3 | ||||
3,00 | 2,00 | 4 | |||||||
2,70 | 1,80 | 1,0 | 5 | ||||||
16,0 | 3.60 | 3,40 | 1,5 | 3 | 0,8 | ||||
3,20 | 3,20 | 4 | |||||||
2,80 | 3,00 | 1,0 | 5 | ||||||
18,0 | 4,00 | 3,80 | 1,5 | 3 | |||||
3,80 | 3,60 | 4 | |||||||
3,60 | 3,40 | 1,0 | 5 | ||||||
20,0 | 4,40 | 4,20 | 1,5 | 3 | 1,0 | ||||
4.00 | 3,80 | 4 | |||||||
3,70 | 3,50 | 1,0 | 5 |
Примечание — Допускается заменять радиус R фаской с * 45° при с = R.
10
ГОСТ Р 71717—2024
Приложение ДВ (справочное)
Информация о причинах включения в стандарт дополнительных положений по сравнению с примененным международным стандартом
Таблица ДВ.1
Структурный элемент | Объяснение причин включения дополнительных положений | ||
Раздел | Подраздел | Пункт | |
3 | 3.1 | 3.1.2 3.1.3 3.1.4, 3.1.5 3.1.8 3.1.9 3.1.10 | Пример условного обозначения приведен для заказа фрез потребителем. Праворежущие фрезы предусмотрены для централизованного изготовления. Изготовление фрез с d1 = d2 со стальным хвостовиком — в зависимости от принятой технологии на заводе-изготовителе. Указанное необходимо для изготовления фрез. Угол наклона стружечных канавок принимают в зависимости от обрабатываемого материала. Неравномерность окружного шага зубьев фрезы способствует устранению вибраций при работе фрез |
3.2 | 3.2.1—3.2.5 3.2.7—3.2.11 | Требования, необходимые для изготовления фрез. Требования предусмотрены для изготовителя в целях обеспечения надежности фрез | |
3.3 3.4 | 3.3.1, 3.3.2 | Обеспечение достоверности фрез настоящему стандарту и сохранности их упаковки | |
4 | — | 4.1—4.3 | Требования, необходимые для обеспечения приемки фрез, кон-троля изготовления и их испытаний на соответствие заданным значениям стойкости |
5 | — | 5.1—5.10 | |
6 | — | — | Требования направлены на обеспечение безопасности |
7 | — | — | Требование направлены на обеспечение сохранности фрез |
Приложение ДА | — | — | Неравномерная разбивка шага зубьев фрез |
Приложение ДБ | — | — | Конструктивные и геометрические параметры, необходимые для изготовления фрез |
11
ГОСТ Р 71717—2024
Приложение ДГ (справочное)
Сопоставление структуры настоящего стандарта со структурой примененного в нем международного стандарта
Таблица ДГ. 1
Структура настоящего стандарта | Структура международного стандарта | ||||
Раздел | Подраздел | Пункт | Раздел | Подраздел | Пункт |
1 | — | — | 1 | — | — |
2 | — | — | 2 | — | — |
3 | 3.1 | 3.1.1, 3.1.2 | 4 | — | — |
3.1.3—3.1.5 | — | — | — | ||
3.1.6 | 5 | — | — | ||
3.1.7 | 4; 5 | — | — | ||
3.1.8—3.1.10 | — | — | — | ||
3.2 | 3.2.1—3.2.5 | — | — | — | |
3.2.6 | 4 | — | — | ||
3.2.7—3.2.11 | — | — | — | ||
3.3 | 3.3.1, 3.3.2 | — | — | — | |
3.4 | — | — | — | — | |
4 | — | 4.1—4.3 | — | — | — |
5 | — | 5.1—5.10 | — | — | — |
6 | — | — | — | — | — |
7 | — | — | — | — | — |
Приложение ДА | — | — | — | — | — |
Приложение ДБ | — | — | — | — | — |
Приложение ДВ | — | — | — | — | — |
Приложение ДГ | — | — | — | — | — |
— | — | — | Приложение А | — | — |
— | — | — | Библиография | — | — |
12
ГОСТ Р 71717—2024
УДК 621.914.22.025.7:006.354 ОКС 25.100.20
Ключевые слова: фрезы концевые, твердосплавные, цилиндрический хвостовик, размеры, технические условия
13
Редактор Н.В. Таланова
Технический редактор В.Н. Прусакова
Корректор Р.А. Ментова
Компьютерная верстка А.Н. Золотаревой
Сдано в набор 03.12.2024. Подписано в печать 13.12.2024. Формат 60x847s. Гарнитура Ариал.
Усл. печ. л. 1,86. Уч.-изд. л. 1,48.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
