ГОСТ 9305-93
(ИСО 3860-76)
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФРЕЗЫ ФАСОННЫЕ ПОЛУКРУГЛЫЕ ВЫПУКЛЫЕ, ВОГНУТЫЕ И РАДИУСНЫЕ
Технические условия
Profile convex, concave milling and corner rounding cutters. Specifications
МКС 25.100.20
ОКП 39 1184
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 4 от 21 октября 1994 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Республика Беларусь | Белстандарт |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
Украина | Госстандарт Украины |
3 Стандарт полностью соответствует международному стандарту ИСО 3860-76
4 ВВЕДЕН ВЗАМЕН ГОСТ 9305-69
5 ПЕРЕИЗДАНИЕ. Октябрь 2001 г.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
4.13 | |
4.2 | |
2.5 | |
2.2 | |
4.9 | |
4.11 | |
1.4 | |
2.14; 2.15, разд.5 | |
2.2 | |
3.1 | |
4.11 | |
1.5 |
_________________
* Действует ГОСТ 5950-2000. - .
Настоящий стандарт распространяется на фасонные полукруглые выпуклые, вогнутые фрезы и для закругления углов с радиусом от 1 до 25 мм (далее - фрезы) диаметром от 50 до 160 мм, предназначенные для фрезерования полукруглых пазов, выступов и для закругления углов в изделиях из конструкционных сталей.
Требования стандарта в части разд.1, 2 (кроме 2.11; 2.12), 4 (кроме 4.1-4.8), 5 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
1 Типы и размеры
1.1 Фрезы должны изготовляться типов:
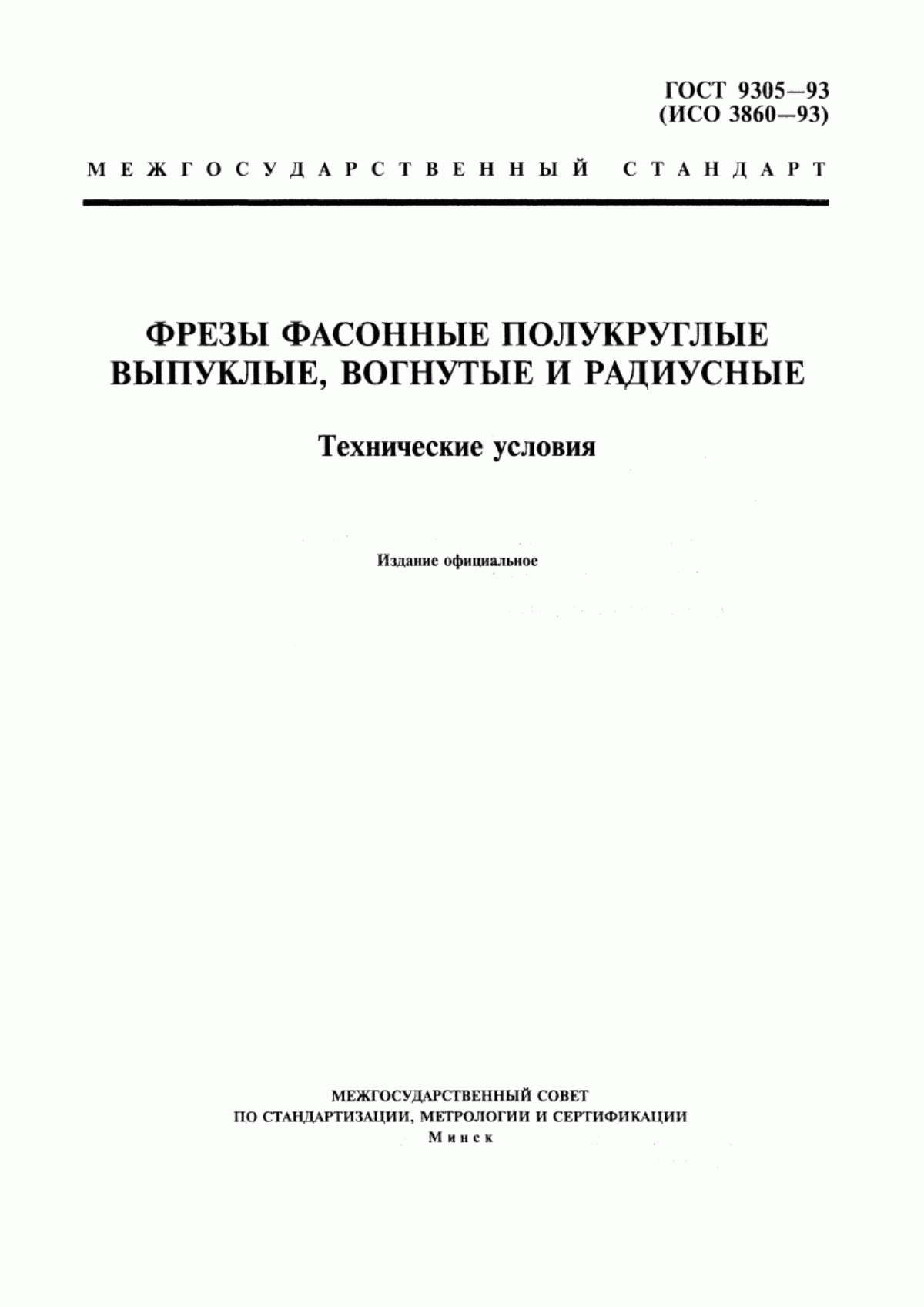
1 - полукруглые выпуклые
2 - полукруглые вогнутые
3 - радиусные
1.2 Основные размеры фрез типа 1 должны соответствовать указанным на рисунке 1 и в таблице 1, типа 2 - на рисунке 2 и в таблице 2, типа 3 - на рисунке 3 и в таблице 3.
Тип 1
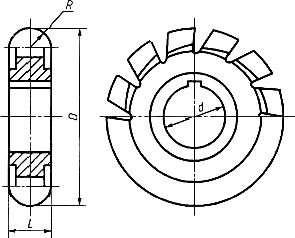
Рисунок 1
Таблица 1
мм
Обозначение | Применяемость |
|
|
| |
2262-0301 | 1,00 | 50 | 16 | 2,0 | |
2262-0302 | 1,25 | 2,5 | |||
2262-0165 | 1,60 | 3,2 | |||
2262-0052 | 2,00 | 4,0 | |||
2262-0053 | 2,50 | 63 | 22 | 5,0 | |
2262-0054 | 3,00 | 6,0 | |||
2262-0303 | 3,15 | 6,3 | |||
2262-0055 | 4,00 | 8,0 | |||
2262-0304 | 5,00 | 10,0 | |||
2262-0058 | 6,00 | 80 | 27 | 12,0 | |
2262-0305 | 6,30 | 12,6 | |||
2262-0167 | 7,00* | 14,0 | |||
2262-0059 | 8,00 | 16,0 | |||
2262-0168 | 9,00* | 100 | 32 | 18,0 | |
2262-0061 | 10,00 | 20,0 | |||
2262-0169 | 11,00* | 22,0 | |||
2262-0062 | 12,00 | 24,0 | |||
2262-0306 | 12,50 | 25,0 | |||
2262-0170 | 14,00* | 125 | 28,0 | ||
2262-0064 | 16,00 | 32,0 | |||
2262-0171 | 18,00* | 36,0 | |||
2262-0172 | 20,00 | 40,0 | |||
2262-0173 | 25,00* | 130 | 40 | 50,0 | |
* Размеры, отсутствующие в ИСО 3860-76. | |||||
Тип 2
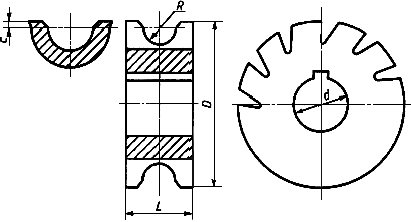
Рисунок 2
Таблица 2
мм
Обозначение | Применяемость |
|
|
| ||
2262-0351 | 1,00 | 50 | 16 | 6 | 0,20 | |
2262-0352 | 1,25 | |||||
2262-0101 | 1,50* | 8 | 0,25 | |||
2262-0115 | 1,60 | |||||
2262-0102 | 2,00 | 9 | ||||
2262-0103 | 2,50 | 63 | 22 | 10 | 0,3 | |
2262-0104 | 3,00 | 12 | ||||
2262-0353 | 3,15 | |||||
2262-0105 | 4,00 | 16 | 0,4 | |||
2262-0354 | 5,00 | 20 | 0,5 | |||
2262-0108 | 6,00 | 80 | 27 | 24 | 0,6 | |
2262-0355 | 6,30 | |||||
2262-0117 | 7,00* | 32 | 0,7 | |||
2262-0109 | 8,00 | 0,8 | ||||
2262-0118 | 9,00* | 100 | 32 | 36 | 0,9 | |
2262-0111 | 10,00 | 1,0 | ||||
2262-0119 | 11,00* | 40 | 1,1 | |||
2262-0112 | 12,00 | 1,2 | ||||
2262-0356 | 12,50 | |||||
2262-0121 | 14,00* | 125 | 48 | 1,4 | ||
2262-0114 | 16,00 | 50 | 1,6 | |||
2262-0122 | 18,00* | 55 | 1,8 | |||
2262-0123 | 20,00 | 60 | 2,0 | |||
2262-0124 | 22,50* | 160 | 40 | 75 | 2,2 | |
2262-0125 | 25,00* | 2,5 | ||||
* Размеры, отсутствующие в ИСО 3860-76. | ||||||
Тип 3
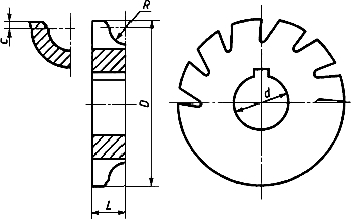
Рисунок 3
Таблица 3
мм
Обозначение | Применяемость |
|
|
| ||
2262-0401 | 1,00 | 50 | 16 | 4 | 0,2 | |
2262-0402 | 1,25 | |||||
2262-0403 | 1,60 | 5 | 0,25 | |||
2262-0404 | 2,00 | |||||
2262-0405 | 2,50 | 63 | 22 | 0,3 | ||
2262-0406 | 3,00 | 6 | ||||
2262-0407 | 3,15 | |||||
2262-0408 | 4,00 | 8 | 0,4 | |||
2262-0409 | 5,00 | 10 | 0,5 | |||
2262-0411 | 6,00 | 80 | 27 | 12 | 0,6 | |
2262-0412 | 6,30 | |||||
2262-0413 | 8,00 | 16 | 0,8 | |||
2262-0414 | 10,00 | 100 | 32 | 18 | 1,0 | |
2262-0415 | 12,00 | 20 | 1,2 | |||
2262-0416 | 12,50 | |||||
2262-0417 | 16,00 | 125 | 24 | 1,6 | ||
2262-0418 | 20,00 | 28 | 2,0 |
Пример условного обозначения фрезы типа 1, радиусом 5 мм, диаметром
63 мм:
Фреза 2263-0304 ГОСТ 9305-93
1.3 По согласованию с потребителем допускается изготовлять фрезы типов 1, 2, 3 диаметром 50 мм с радиусами 1,0; 1,25; 1,60; 2,0 мм с диаметром посадочного отверстия 22 мм.
1.4 Размеры шпоночного паза - по ГОСТ 9472.
1.5 Ряд наружных диаметров фрез - по ГОСТ 29116.
1.6 Элементы конструкции и геометрические параметры фрез указаны в приложении.
2 Технические требования
2.1 Фрезы должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2 Фрезы должны быть изготовлены из быстрорежущей стали по ГОСТ 19265.
Допускается изготовление фрез из легированной стали марки 9ХС по ГОСТ 5950.
2.3 Твердость рабочей части фрез из быстрорежущей стали должна быть 63...66 HRC, из легированной стали марки 9ХС - 62...65 HRC
.
2.4 Твердость рабочей части фрез из быстрорежущей стали с содержанием ванадия 3% и более, кобальта 5% и более - выше на 1-2 единицы HRC.
2.5 Параметры шероховатости поверхностей фрез по ГОСТ 2789 не должны быть более, мкм:
передней поверхности режущей части (выдерживается на высоте не менее 1/2 высоты зуба фрезы) |
|
поверхности посадочного отверстия и опорных торцов |
|
затылованной поверхности спинки зуба, поверхности стружечной канавки и боковых поверхностей шпоночного паза |
|
2.6 Допуск биения опорных торцов относительно оси посадочного отверстия при проверке на оправке - 0,03 мм.
2.7 Допуск радиального биения зубьев по профилю относительно оси посадочного отверстия при проверке на оправке: 0,03 мм для двух смежных зубьев; 0,06 мм за один оборот фрезы.
2.8 Допуск торцового биения зубьев относительно оси посадочного отверстия 0,03 мм для фрез диаметром до 80 мм; 0,04 мм для фрез диаметром св. 80 мм.
2.9 Допуск радиального биения по наружному диаметру фрезы относительно оси посадочного отверстия для фрез типов 2 и 3 - 0,08 мм.
2.10 Допуск симметричности профиля зуба в радиальном выражении относительно плоскости симметрии опорных торцов фрезы - 1/2 допуска на ширину фрезы.
2.11 Средний и 95%-ный периоды стойкости вогнутых и выпуклых фрез при условиях испытаний, приведенных в разд.3, должны соответствовать указанным в таблице 4.
Таблица 4
Инструментальный материал | Период стойкости, мин | |
средний | 95%-ный | |
Р6М5 | 120 | 48 |
9ХС | 50 | 20 |
2.12 Критерием затупления фрез является достижение предельно допустимого износа по задней поверхности зубьев, превышающего значения, указанные в таблице 5.
Таблица 5
мм
Радиус профиля фрезы | Диаметр фрезы | Допустимый износ |
1,0-1,25 | 50 | 0,25 |
1,5-2,0 | 0,40 | |
2,5-5,0 | 63 | 0,50 |
6,0-8,0 | 80 | 0,6 |
8,0-10,0 | 100 | |
11,0-12,5 | 0,8 | |
14,0-16,0 | 125 | |
18,0-20,0 | 1,0 | |
22,5-25,0 | 130, 160 |
2.13 На торце каждой фрезы должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- обозначение фрезы (последние четыре цифры);
- диаметр фрезы;
- радиус профиля фрезы;
- марка стали.
2.14 Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
2.15 Упаковка - по ГОСТ 18088.
3 Приемка
3.1 Правила приемки - по ГОСТ 23726.
3.2 Испытания фрез на средний период стойкости следует проводить один раз в три года, на 95%-ный период стойкости - один раз в год не менее чем на пяти фрезах.
3.3 Испытания фрез на стойкость должны проводиться на одном типоразмере из диапазона диаметров от 50 до 160 типов 1 и 2.
4 Методы испытания, контроля
4.1 Испытания фрез на работоспособность, средний и 95%-ный периоды стойкости следует проводить на фрезерных станках с применением вспомогательного инструмента, соответствующих установленным для них нормам точности и жесткости.
4.2 Испытания фрез следует проводить на образцах из стали марки 45 по ГОСТ 1050 твердостью 187...207 НВ.
4.3 Образцы для испытаний фрез типа 2 должны иметь предварительно обработанные прямоугольные выступы шириной, равной двум радиусам профиля вогнутой фрезы, высотой, равной радиусу профиля. Допуск на ширину и высоту не должен быть более 1 мм.
4.4 Испытания фрез типов 1 и 2 на работоспособность, средний и 95%-ный периоды стойкости должны проводиться на режимах резания, указанных в таблице 6.
Таблица 6
Радиус профиля фрезы | Тип фрезы | Диаметр | Подача на зуб, мм/зуб | Скорость резания | |
Р6М5 | 9ХС | ||||
1,0; 1,25 | 1 | 50 | 0,05 | 40 | 20 |
2 | 0,03 | 35 | 16 | ||
1,5; 1,6; 2,0 | 1 | 0,07 | 40 | 20 | |
2 | 0,05 | 35 | 16 | ||
2,5; 3,0 | 1 | 63 | 0,08 | 40 | 20 |
2 | 0,06 | 35 | 16 | ||
3,15; 4,5 | 1 | 0,08 | 40 | 20 | |
2 | 0,06 | 35 | 16 | ||
6,0; 6,3 | 1 | 80 | 0,09 | 40 | 20 |
2 | 0,07 | 27 | 14 | ||
7,0; 8,0 | 1 | 0,09 | 38 | 18 | |
2 | 0,07 | 24 | 12 | ||
9,0; 10,0 | 1 | 100 | 0,09 | 38 | 18 |
2 | 0,07 | 24 | 12 | ||
11,0; 12,0; 12,5 | 1 | 0,10 | 36 | 18 | |
2 | 0,08 | 21 | 10 | ||
14,0; 16,0 | 1 | 125 | 0,10 | 36 | 18 |
2 | 0,08 | 21 | 10 | ||
18,0; 20,0 | 1 | 0,10 | 28 | 14 | |
2 | 0,09 | 18 | 10 | ||
22,5; 25,0 | 1 | 130 | 0,10 | 25 | 14 |
2 | 160 | 0,10 | 15 | 8 | |
4.5 В качестве смазочно-охлаждающей жидкости следует применять 5-30%-ный по массе раствор эмульсола в воде с расходом не менее 5 л/мин.
4.6 Суммарная длина фрезерования при испытании на работоспособность должна быть для фрез из стали Р6М5 не менее 300 мм, для фрез из стали 9ХС - не менее 150 мм.
4.7 После испытаний на работоспособность фреза не должна иметь выкрошенных и смятых режущих кромок и должна быть пригодна для дальнейшей работы.
4.8 Приемочные значения среднего и 95%-ного периодов стойкости должны быть не менее указанных в таблице 7.
Таблица 7
Материал фрезы | Приемочное значение периодов стойкости, мин | |
средний | 95%-ный | |
Р6М5 | 134 | 53 |
9ХС | 56 | 22 |
4.9 Контроль твердости следует проводить в соответствии с ГОСТ 9013.
4.10 Твердость рабочей части фрез проверяется на торце на расстоянии не более 5 мм от режущих кромок.
4.11 Контроль параметров шероховатости поверхностей фрез следует проводить сравнением с образцами шероховатости по ГОСТ 9378 или образцовыми инструментами, имеющими предельные значения параметров шероховатости поверхностей не более указанных в 2.5.
Сравнение осуществляется визуально с помощью лупы ЛП-1-4 по ГОСТ 25706.
4.12 Внешний вид фрез контролируют визуально.
4.13 При контроле размеров и параметров фрез следует применять методы и средства измерения, погрешность которых не превышает:
при измерении линейных размеров - значений по ГОСТ 8.051;
при измерении угловых размеров - 35% допуска на проверяемый параметр;
при контроле формы и расположения поверхностей - 25% допуска на проверяемый параметр.
5 Транспортирование и хранение
Транспортирование и хранение - по ГОСТ 18088.
ПРИЛОЖЕНИЕ
(рекомендуемое)
Элементы конструкции и геометрические параметры фрез
1 Элементы конструкции и геометрические параметры выпуклых фрез должны соответствовать указанным на рисунке 4 и в таблице 8, вогнутых фрез - на рисунке 5 и в таблице 9, радиусных - на рисунке 6 и в таблице 10.
Тип 1
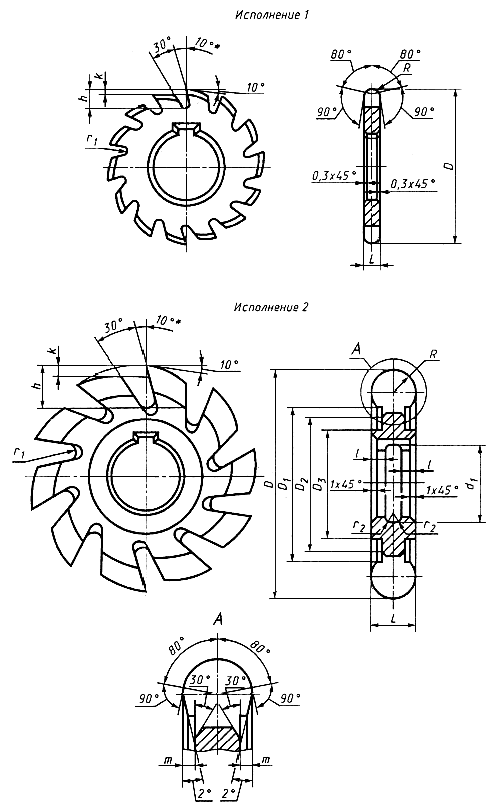
Рисунок 4
Таблица 8
Размеры, мм
Испол- | Число зубьев | |||||||||||||
1 | 1,00 | 50 | 2,0 | 6 | 2,0 | - | - | - | - | - | - | 1,0 | - | 14 |
1,25 | 2,5 | |||||||||||||
1,60 | 3,2 | |||||||||||||
2,00 | 4,0 | |||||||||||||
2 | 2,50 | 63 | 5,0 | 10 | 3,0 | 48 | 34 | 0,5 | 12 | |||||
3,00 | 6,0 | |||||||||||||
3,15 | 6,3 | |||||||||||||
4,00 | 8,0 | 1,5 | ||||||||||||
5,00 | 10,0 | |||||||||||||
6,00 | 80 | 12,0 | 15 | 4,5 | 52 | 46 | 41 | 1,0 | 2,0 | 10 | ||||
6,30 | 12,6 | |||||||||||||
7,00 | 14,0 | |||||||||||||
8,00 | 16,0 | |||||||||||||
9,00 | 100 | 18,0 | 18 | 6,0 | 64 | 56 | 47 | 34 | 1,5 | 2,5 | 0,5 | |||
10,00 | 20,0 | 7 | ||||||||||||
11,00 | 22,0 | 8 | ||||||||||||
12,00 | 24,0 | |||||||||||||
12,5 | 25,0 | |||||||||||||
14,00 | 125 | 28,0 | 23 | 7,5 | 85 | 67 | 3,5 | |||||||
16,00 | 32,0 | 11 | ||||||||||||
18,00 | 36,0 | 12 | ||||||||||||
20,00 | 40,0 | |||||||||||||
25,00 | 130 | 50,0 | 18 | 7,0 | 62 | 55 | 42 | 16 | 1,0 |
Тип 2
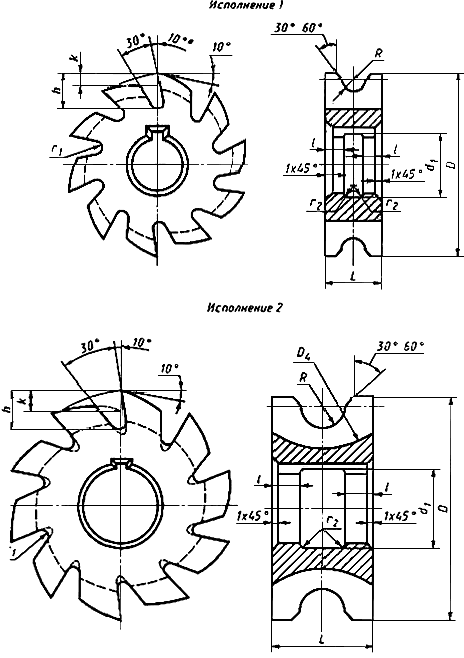
Рисунок 5
Таблица 9
Размеры, мм
Испол- | Число зубьев | ||||||||||
1 | 1,00 | 50 | 6 | 6 | 2,0 | - | - | - | 1,0 | - | 14 |
1,25 | |||||||||||
1,50 | 8 | ||||||||||
1,60 | |||||||||||
2,00 | 9 | ||||||||||
2,50 | 63 | 10 | 10 | 3,0 | 12 | ||||||
3,00 | 12 | ||||||||||
3,15 | |||||||||||
4,00 | 16 | ||||||||||
5,00 | 20 | ||||||||||
6,00 | 80 | 24 | 14 | 4,5 | 29 | 7 | 2,0 | 0,5 | 10 | ||
6,30 | |||||||||||
7,00 | 32 | ||||||||||
8,00 | 8 | ||||||||||
9,00 | 100 | 36 | 18 | 6,0 | 34 | 9 | 2,5 | ||||
10,00 | |||||||||||
2 | 11,00 | 40 | 12 | 125 | |||||||
12,00 | |||||||||||
1 | 12,50 | - | |||||||||
14,00 | 125 | 48 | 23 | 7,5 | 2,5 | ||||||
2 | 16,00 | 50 | 14 | 125 | |||||||
18,00 | 55 | ||||||||||
20,00 | 60 | 15 | |||||||||
22,50 | 160 | 75 | 28 | 8,0 | 42 | ||||||
25,00 |
Тип 3
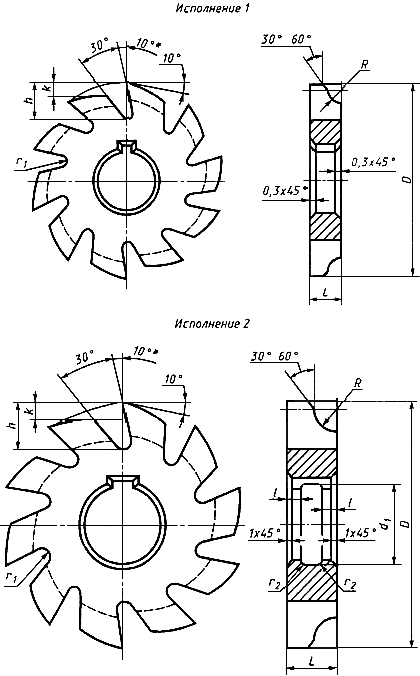
Рисунок 6
Таблица 10
Размеры, мм
Испол- | Число зубьев | |||||||||
1 | 1,00 | 50 | 4 | 6 | 2,0 | - | - | 1,0 | - | 14 |
1,25 | ||||||||||
1,60 | 5 | |||||||||
2,00 | ||||||||||
2,50 | 63 | 10 | 3,0 | 12 | ||||||
3,00 | 6 | |||||||||
3,15 | ||||||||||
4,00 | 8 | |||||||||
5,00 | 10 | |||||||||
6,00 | 80 | 12 | 14 | 4,5 | 29 | 7 | 2,0 | 0,5 | 10 | |
6,30 | ||||||||||
8,00 | 16 | 8 | ||||||||
10,00 | 100 | 18 | 18 | 6,0 | 34 | 9 | 2,5 | |||
2 | 12,00 | 20 | 12 | |||||||
12,50 | ||||||||||
16,00 | 125 | 24 | 23 | 7,5 | 14 | 3,5 | ||||
20,00 | 28 | 15 |
2. По согласованию с потребителем допускается изготовлять фрезы с передним углом 0...5°.
3. Неуказанные предельные отклонения размеров: Н14, h14, ![]() .
.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2001
