ГОСТ 6469-69
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ДИСКОВЫЕ ДВУХСТОРОННИЕ СО ВСТАВНЫМИ НОЖАМИ,
ОСНАЩЕННЫМИ ТВЕРДЫМ СПЛАВОМ
Конструкция и размеры
Double angle disc cutters with inserted carbide blades.
Construction and dimensions
Дата введения 1970-07-01
РАЗРАБОТАН Всесоюзным научно-исследовательским инструментальным институтом (ВНИИ)
Директор института Романов К.Ф.
Руководитель разработки (темы) Пудов В.М.
Исполнитель Сербиладзе З.А.
ВНЕСЕН Министерством станкостроительной и инструментальной промышленности
Член Коллегии Берман М.М.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Управлением станкоинструментальной промышленности и межотраслевых производств Комитета стандартов, мер и измерительных приборов при Совете Министров СССР
Начальник управления Бергман В.П.
Ст. инженер Седова Е.М.
Отделом стандартизации и унификации инструмента Всесоюзного научно-исследовательского института по нормализации в машиностроении (ВНИИНМАШ)
И.о. начальника отдела Ремезов Н.С.
Ст. инженер Кудрявцева М.Е.
УТВЕРЖДЕН Комитетом стандартов, мер и измерительных приборов при Совете Министров СССР 27 марта 1969 г. (протокол N 45)
Председатель Научно-технической комиссии зам. председателя Комитета Дубовиков Б.А.
Члены комиссии - Григорьев В.К., Громов Г.Г., Потемкин Г.А.
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 29/VI 1969 г. N 629
Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации
ВЗАМЕН ГОСТ 6469-60 и МН 999-60
ПЕРЕИЗДАНИЕ (март 1995 г.) с Изменением N 1, утвержденным в феврале 1981 г. (ИУС N 4-81)
1. КОНСТРУКЦИЯ И РАЗМЕРЫ
1.1. Конструкция и основные размеры фрез должны соответствовать указанным на черт.1 и в табл.1.
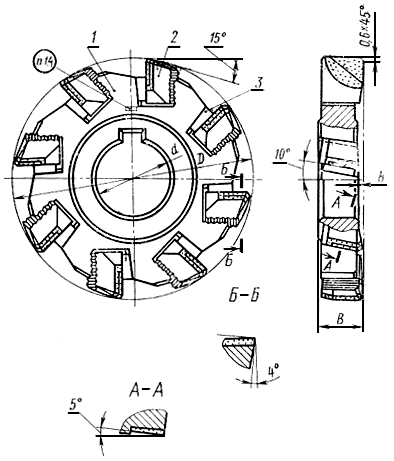
Черт.1
Таблица 1
Размеры в мм
Праворежущие | Леворежущие | Число но- жей | Дет. 1. Корпус | Дет. 2. Нож ГОСТ 14700-69 | Дет. 3. Клин ГОСТ 14701-69 | ||||||||||
Обозна- чения фрез | При- меня- емость | Обозна- чения фрез | При- меняе- мость | Ряды | Ряды | право- режу- щих фрез | лево- режу- щих фрез | правый | левый | ||||||
1 | 2 | 1 | 2 | Количество | |||||||||||
1 | 1 | ||||||||||||||
Обозначения детали | |||||||||||||||
2245-0001 | 2245-0002 | 100 | - | 18 | 27 | 2 | 8 | 2245- 0001/001 | 2245- 0002/001 | 2026-0020 | 2026-0024 | 2060-0042 | |||
0003 | 0004 | 32 | 0003/001 | 0004/001 | |||||||||||
0005 | 0006 | 125 | - | 20 | 32 | 4 | 10 | 0005/001 | 0006/001 | 2026-0031 | 2026-0032 | 2060-0046 | |||
0007 | 0008 | 40 | 0007/001 | 0008/001 | |||||||||||
0009 | 0010 | 160 | - | 22 | 40 | 12 | 0009/001 | 0010/001 | 2026-0039 | 2026-0040 | 2060-0050 | ||||
0011 | 0012 | 50 | 0011/001 | 0012/001 | |||||||||||
0013 | 0014 | - | 180 | 25 | 40 | 5 | 14 | 0013/001 | 0014/001 | 2026-0049 | 2026-0050 | 2060-0055 | |||
0015 | 0016 | 50 | 0015/001 | 0016/001 | |||||||||||
0017 | 0018 | 200 | - | 50 | 0017/001 | 0018/001 | |||||||||
0019 | 0020 | 60 | 0019/001 | 0020/001 | |||||||||||
0021 | 0022 | - | 224 | 28 | 50 | 16 | 0021/001 | 0022/001 | 2026-0059 | 2026-0060 | 2060-0060 | ||||
0023 | 0024 | 60 | 0023/001 | 0024/001 | |||||||||||
0025 | 0026 | 250 | - | 50 | 18 | 0025/001 | 0026/001 | ||||||||
0027 | 0028 | 60 | 0027/001 | 0028/001 | |||||||||||
0029 | 0030 | 315 | - | 32 | 50 | 7 | 20 | 0029/001 | 0030/001 | 2026-0069 | 2026-0070 | 2060-0065 | |||
2245-0031 | 2245-0032 | 60 | 2245- 0031/001 | 2245- 0032/001 | |||||||||||
Примечание. Фрезы по 1-му ряду диаметров являются предпочтительными для применения.
Пример условного обозначения фрезы диаметром =100 мм,
=32 мм, шириной
=18 мм, оснащенной твердым сплавом марки Т15К6, праворежущей:
Фреза 2245-0003 Т15К6 6469-69
То же, леворежущей:
Фреза 2245-0004 Т15К6 ГОСТ 6469-69
1.2. Рекомендуемые геометрические параметры фрез указаны в приложении.
1.3. Остальные технические требования - по ГОСТ 5808-77.
1.4. Маркировать: обозначение и товарный знак.
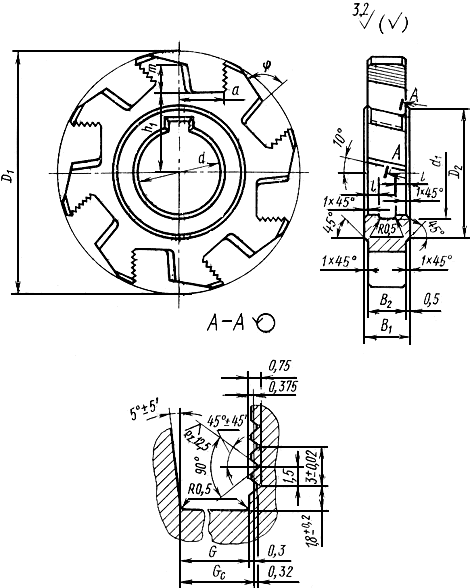
2. КОНСТРУКЦИЯ И РАЗМЕРЫ КОРПУСОВ
2.1. Конструкция и основные размеры корпусов (деталь 1) должны соответствовать указанным на черт.2 и в табл.2.
Рекомендуемые размеры корпусов указаны в приложении.
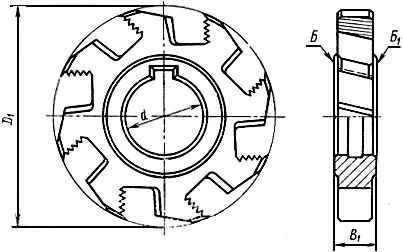
Черт.2
Таблица 2
Размеры в мм
Обозначения корпусов |
| Число пазов | |||
праворежущих фрез | леворежущих фрез | ||||
2245-0001/001 | 2245-0002/001 | 90 | 16 | 27 | 8 |
0003/001 | 0004/001 | 32 | |||
0005/001 | 0006/001 | 115 | 16 | 32 | 10 |
0007/001 | 0008/001 | 40 | 10 | ||
0009/001 | 0010/001 | 150 | 18 | 40 | 12 |
0011/001 | 0012/001 | 50 | |||
0013/001 | 0014/001 | 170 | 20 | 40 | 14 |
0015/001 | 0016/001 | 50 | |||
0017/001 | 0018/001 | 188 | 20 | 50 | 14 |
0019/001 | 0020/001 | 60 | |||
0021/001 | 0022/001 | 212 | 23 | 50 | 16 |
0023/001 | 0024/001 | 60 | |||
0025/001 | 0026/001 | 238 | 23 | 50 | 18 |
0027/001 | 0028/001 | 60 | |||
0029/001 | 0030/001 | 300 | 25 | 50 | 20 |
2246-0031/001 | 2245-0032/001 | 60 | |||
Пример условного обозначения корпуса праворежущей фрезы диаметром =90 мм,
=16 мм,
=32 мм:
Корпус 2245-0003/001 ГОСТ 6469-69
То же, корпуса леворежущей фрезы:
Корпус 2245-0004/001 ГОСТ 6469-69
2.2. Отклонение от перпендикулярности торцов и
относительно оси отверстия не должно превышать 0,015 мм.
2.3. Размеры шпоночных пазов - по ГОСТ 9472-90.
2.4. Рифления - по ГОСТ 2568-71.
2.5. Неуказанные предельные отклонения размеров: отверстий - Н14, валов - h14.
(Измененная редакция, Изм. N 1).
2.6. Острые кромки притупить.
ПРИЛОЖЕНИЕ
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ, КОНСТРУКЦИЯ И РАЗМЕРЫ ФРЕЗ
1. Геометрические параметры фрез должны соответствовать указанным на черт.1.
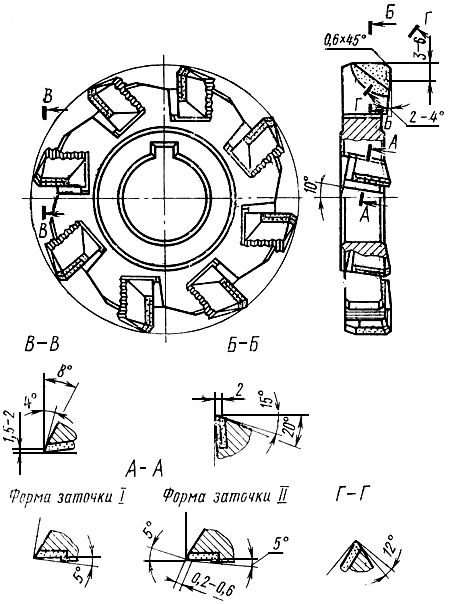
Черт.1
Примечание. Форма заточки I предназначается для обработки чугуна и стали ![]() кгс/мм
кгс/мм. Форма заточки II - для обработки стали с
![]() кгс/мм
кгс/мм.
Черт.2
2. Конструкция и размеры корпусов фрез (деталь 1) должны соответствовать указанным на черт.2 и в таблице.
Размеры в мм
Диа- метр фрезы | Ши- рина фрезы |
|
|
|
|
|
|
| Число пазов | ||||||
100 | 18 | 27 | 16 | 15 | 90 | 50 | - | - | 12,9 | 13,2 | 15,0 | 29,8 | 11,0 | 80° | 8 |
32 | |||||||||||||||
125 | 20 | 32 | 16 | 15 | 115 | 60 | 12,9 | 13,2 | 16,0 | 40,2 | 13,5 | 10 | |||
40 | |||||||||||||||
160 | 22 | 40 | 18 | 17 | 150 | 75 | 42 | 6 | 13,7 | 14,0 | 17,5 | 54,6 | 17,0 | 12 | |
50 | 52 | ||||||||||||||
180 | 25 | 40 | 20 | 19 | 170 | 42 | 15,7 | 16,0 | 20,5 | 61,6 | 75° | 14 | |||
50 | 52 | ||||||||||||||
200 | 25 | 50 | 20 | 19 | 188 | 90 | 15,7 | 16,0 | 21,0 | 71,6 | 19,0 | 80° | 14 | ||
60 | 62 | ||||||||||||||
224 | 28 | 50 | 23 | 22 | 212 | 52 | 7 | 17,7 | 18,0 | 22,5 | 81,5 | 70° | 16 | ||
60 | 62 | ||||||||||||||
250 | 28 | 50 | 23 | 22 | 238 | 52 | 17,7 | 18,0 | 23,5 | 94,5 | 80° | 18 | |||
60 | 62 | ||||||||||||||
315 | 32 | 50 | 25 | 24 | 300 | 52 | 19,7 | 20,0 | 28,0 | 124,8 | 75° | 20 | |||
60 | 62 |
3. Предельные отклонения на 20 шагов рифлений корпусов фрез не должны превышать ±0,03 мм.
4. Неуказанные предельные отклонения размеров: отверстий - Н14, валов - h14, остальных - ![]() .
.
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
М.: Издательство стандартов, 1995
