ГОСТ ISO 11529-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФРЕЗЫ КОНЦЕВЫЕ И НАСАДНЫЕ ЦЕЛЬНЫЕ ИЛИ С РЕЖУЩИМИ ПЛАСТИНАМИ, ИЛИ СО СМЕННЫМИ РЕЖУЩИМИ ПЛАСТИНАМИ
Обозначение
Shank-type and bore-type milling cutters of solid or tipped design or with indexable cutting edges. Designation
МКС 83.080
97.150
Дата введения 2017-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Открытым акционерным обществом "ВНИИИНСТРУМЕНТ" (ОАО "ВНИИИНСТРУМЕНТ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 95 "Инструмент"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 сентября 2015 г. N 80-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 576-ст межгосударственный стандарт ГОСТ ISO 11529-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2017 г.
5 Настоящий стандарт идентичен международному стандарту ISO 11529:2013* "Фрезы. Обозначение. Типы хвостовиков и типы посадочных отверстий фрез цельных или с режущими пластинами или со сменными режущими пластинами" ("Milling cutters -Designation - Shank-type and bore-type milling cutters of solid or tipped design or with indexable cutting edges", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан техническим комитетом по стандартизации ISO/TC 29 "Инструмент", подкомитетом SC 9 "Инструменты с режущей кромкой из твердых режущих материалов" Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Стандарт подготовлен на основе применения ГОСТ Р 53936-2010 (ИСО 11529-1:2005), ГОСТ Р 53937-2010 (ИСО 11529-2:2005).
Приказом Федерального агентства по техническому регулированию и метрологии от 8 июня 2016 г. N 576-ст стандарты ГОСТ Р 53936-2010 (ИСО 11529-1:2005), ГОСТ Р 53937-2010 (ИСО 11529-2:2005) отменены с 1 января 2017 г.
6 ВЗАМЕН ГОСТ 27856-88 и ГОСТ 28430-90
7 ПЕРЕИЗДАНИЕ. Май. 2020 г.
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт устанавливает систему обозначения концевых и насадных фрез цельных или с режущими пластинами, или со сменными режущими пластинами, применяемую при создании информационных баз данных.
2 Система обозначения фрез
Концевые и насадные фрезы обозначают кодами, состоящими из символов, которые определяют главные характеристики фрез.
Расширения кодов для включения в них информации изготовителя или поставщика фрез приведены в разделе 5.
Обозначение фрез состоит из символов, значения и последовательность расположения которых приведены ниже:
1) символ (число), идентифицирующий диаметр фрезы (см. 3.1);
2) символ (буква), идентифицирующий тип фрезы (см. 3.2);
3) символ (число), идентифицирующий число зубьев (см. 3.3);
4) символ (буква), идентифицирующий направление резания (см. 3.4);
5) символ (число), идентифицирующий главный угол в плане (см. 3.5);
6) символ (буква), идентифицирующий конструкцию концевой или насадной фрезы (см. 3.6);
7) символ (число), идентифицирующий максимальную глубину или ширину резания (см. 3.7);
8) символ (буква), идентифицирующий угол наклона стружечной канавки или форму пластины (см. 3.8);
9) символ (буква), идентифицирующий тип хвостовика или посадочного отверстия фрезы (см. 3.9);
10) символ (число), идентифицирующий форму хвостовика или посадочного отверстия фрезы (см. 3.9);
11) символ (число), идентифицирующий размер хвостовика или посадочного отверстия фрезы (см. 3.10).
Пример условного обозначения
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | |
Фреза концевая цельная | 32 | G | 04 | R | 090 | А | 012 | F | ZYL | 10 | 032 |
Фреза насадная со сменными режущими пластинами | 250 | А | 12 | R | 075 | S | 075 | S | HSK | 01 | 100 |
3 Символы обозначения
3.1 Символ, идентифицирующий диаметр фрезы
Символ, идентифицирующий диаметр фрезы, представляет собой от однозначного до трехзначного числа, которое соответствует диаметру в миллиметрах.
Примеры
1 Фреза диаметром 6 мм: символ 6.
2 Фреза диаметром 32 мм: символ 32.
3 Фреза диаметром 125 мм: символ 125.
3.2 Символ, идентифицирующий тип фрезы
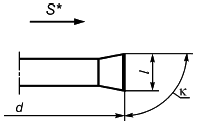
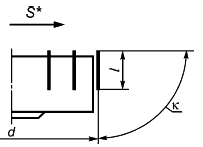
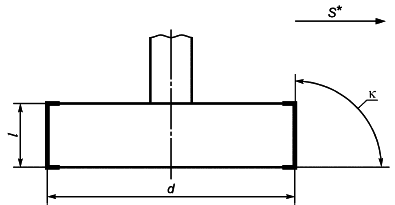
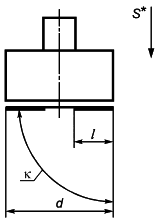
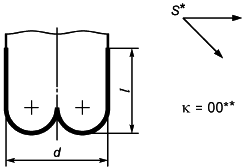
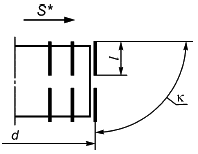
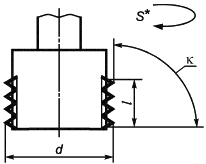
Таблица 1
Символ обозна- | Тип фрезы | Рисунок |
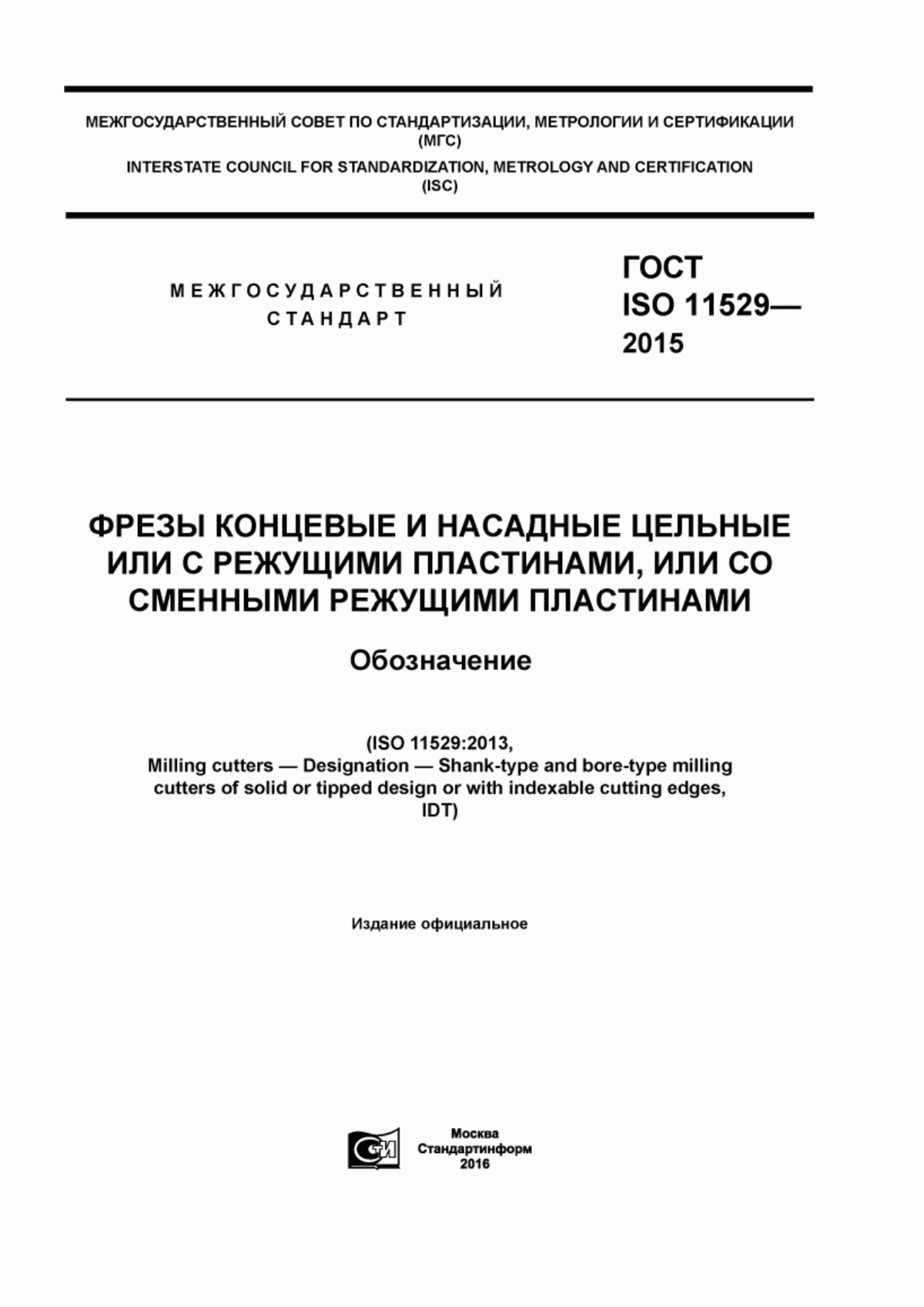
А | Торцовая фреза для открытых и ступенчатых поверхностей - боковое резание ( |
|
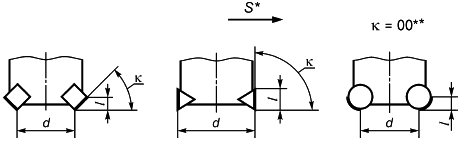
В | Торцовая фреза для открытых и ступенчатых поверхностей - боковое и наклонное резание ( |
|
С | Дисковая трехсторонняя и пазовая фреза ( |
|
D | Прорезная фреза ( |
|
Е | Дисковая двусторонняя и пазовая фреза ( |
|
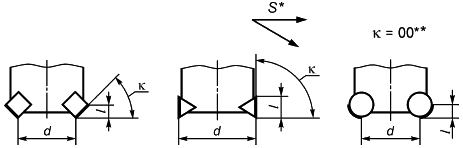
F | Фреза для Т-образных пазов ( |
|
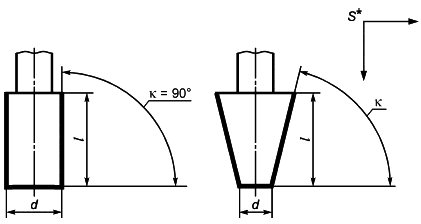
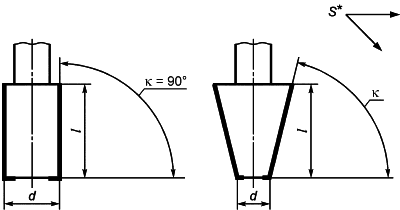
G | Концевая фреза - боковое резание ( |
|
H | Концевая фреза - боковое и центральное резание ( |
|
J | Концевая фреза - боковое резание и обработка наклонных поверхностей ( |
|
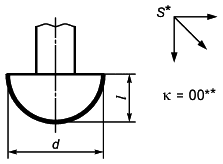
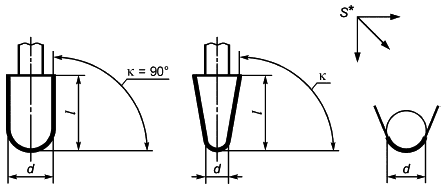
K | Сферическая концевая фреза - боковое и центральное резание ( |
|
L | Сфероцилин- |
|
М | Фреза для подрезки торцов - резание по центру ( |
|
N | Тороидальная концевая фреза ( |
|
Р | Дисковая двусторонняя и пазовая фреза ( |
|
Т | Резьбовая фреза |
|
* Направление подачи. | ||
3.3 Символ, идентифицирующий число зубьев
Символ, идентифицирующий число зубьев, представляет собой двузначное число, соответствующее числу зубьев фрезы.
Примеры
1 Число зубьев 12: символ "12".
2 Число зубьев 2: символ "02".
Примечание - Число зубьев определено как число зубьев, используемое при расчете подачи на зуб в направлении движения подачи, по которому определяют .
3.4 Символ, идентифицирующий направление резания
Символ, идентифицирующий направление резания, должен соответствовать указанному в таблице 2.
Таблица 2
Символ обозначения | Направление резания |
L | Левое |
R | Правое |
N | Правое и левое |
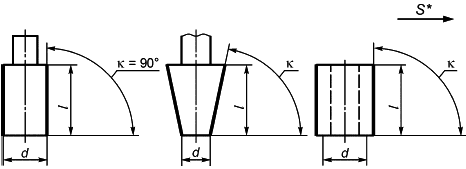
3.5 Символ, идентифицирующий главный угол в плане
Символ, идентифицирующий главный угол в плане , состоит из трехзначного числа, соответствующего номинальному главному углу в плане, выраженному в градусах без десятичных знаков. Значения
для разных типов фрез определены в 3.2 (таблица 1).
Трехзначным числом также обозначается главный угол в плане концевых фрез типа "ласточкин хвост", где угол больше чем 90°.
Примеры
1 Главный угол в плане 90°: символ "090".
2 Фреза типа "ласточкин хвост" с главным углом в плане 120°: символ "120".
Для концевых фрез типов K и N символ, идентифицирующий главный угол в плане, обозначается 000 (три нуля).
Если концевая фреза со сменными режущими пластинами, то главный угол в плане обозначается 0СА (ноль, следующая буква С и следующая буква А).
Если значение является десятичным числом, то символ, идентифицирующий главный угол в плане, должен быть заменен на XXX, а фактическое значение указывают в информации изготовителя (см. раздел 4).
3.6 Символ, идентифицирующий конструкцию концевой или насадной фрезы
Символ определяет конструкцию как концевой, так и насадной фрезы, цельной или с режущими пластинами, или со сменными режущими пластинами.
Символ, идентифицирующий конструкцию фрезы, должен соответствовать указанному в таблице 3.
Таблица 3
Символ обозначения | Конструкция фрезы |
А | Цельная со сплошными режущими кромками |
В | Цельная с прерывистыми (со стружкоразделительными канавками) режущими кромками |
D | С напайными пластинами и сплошными режущими кромками |
Е | С напайными пластинами и прерывистыми (со стружкоразделительными канавками) режущими кромками |
F | С механическим креплением пластин со сплошными режущими кромками |
G | С механическим креплением пластин и прерывистыми (со стружколомающими канавками) режущими кромками |
Символ, идентифицирующий способ крепления сменной режущей пластины фрезы, должен соответствовать указанному в таблице 4.
Таблица 4
Символ обозначения | Способ крепления |
С | Крепление сверху |
K | Крепление во вставке или кассете |
М | Крепление сверху и через отверстие |
Р | Крепление через отверстие |
S | Крепление винтом через отверстие |
Т | Тангенциальное крепление, пластина с отверстием |
V | Тангенциальное крепление, пластина без отверстия |
W | Клиновое крепление пластины без отверстия |
X | Специальные крепления |
3.7 Символ, идентифицирующий максимальную глубину или ширину резания
Символ, идентифицирующий максимальную глубину или ширину резания (глубина контакта режущей кромки с заготовкой), представляет собой трехзначное число, выраженное в миллиметрах, если значение
является целым числом. Если значение меньше 10 мм является десятичным числом, оно указывается буквой Т, за которой следует значение с десятыми долями миллиметра.
Примеры
1 Максимальная глубина или ширина резания 105 мм: символ "105".
2 Максимальная глубина или ширина резания 80 мм: символ "080".
3 Максимальная глубина или ширина резания 6 мм: символ "006".
4 Максимальная глубина или ширина резания 7,5 мм: символ "Т75".
3.8 Символ, идентифицирующий угол наклона стружечной канавки или форму пластины
Для концевых и насадных фрез цельных или с режущими пластинами (для символов: "А", "В", "D", "Е", "F", "G") символ, идентифицирующий угол наклона стружечной канавки , должен соответствовать указанным в таблице 5.
Таблица 5
Угол наклона стружечной канавки | Символ обозначения для фрез | |
Правая спираль | Левая спираль | |
0 | А | А |
0° | В | М |
5° | С | N |
10° | D | Р |
15° | Е | Q |
20° | F | S |
25° | G | Т |
30° | Н | U |
35° | J | V |
45° | K | W |
Другие | X | Y |
Для концевых и насадных фрез со сменными режущими пластинами (для символов: "С", "K", "М", "Р", "S", "Т", "V", "W", "X") символ, идентифицирующий форму пластин, должен соответствовать указанному в таблице 6.
Таблица 6
Символ обозначения | Форма пластины | Тип пластины |
Н | Шестигранная | Равносторонняя с равными углами |
О | Восьмигранная | |
Р | Пятигранная | |
S | Квадратная | |
Т | Трехгранная | |
С | Ромбическая с углом при вершине 80° | Равносторонняя с неравными углами |
D | Ромбическая с углом при вершине 55° | |
Е | Ромбическая с углом при вершине 75° | |
М | Ромбическая с углом при вершине 86° | |
V | Ромбическая с углом при вершине 35° | |
W | Трехгранная с углом при вершине 80° | |
L | Прямоугольная | Неравносторонняя с равными углами |
А | Параллелограмм с углом при вершине 85° | Неравносторонняя с неравными углами |
В | Параллелограмм с углом при вершине 82° | |
K | Параллелограмм с углом при вершине 55° | |
R | Круглая | Круглая |
U | Фрезы со вставками или кассетами | - |
X | Фрезы с пластинами другой формы | |
Y | Фрезы с пластинами нескольких форм |
3.9 Символ, идентифицирующий тип, форму хвостовика или посадочного отверстия фрезы
Символ, идентифицирующий тип хвостовика или посадочного отверстия, и символ, идентифицирующий форму хвостовика или посадочного отверстия, должны соответствовать указанному в таблице 7.
Таблица 7
Символ обозначения типа | Символ обозначения формы | Характеристика хвостовика или посадочного отверстия | Рисунок |
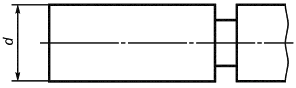
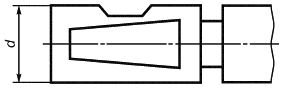
ZYL | 01 | Гладкий цилиндрический хвостовик (ISO 3338-1) |
|
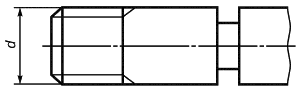
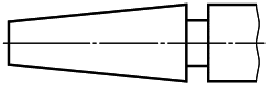
ZYL | 03 | Цилиндрический хвостовик с резьбой (ISO 3338-3) |
|
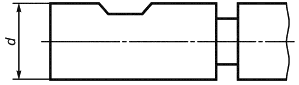
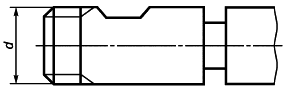
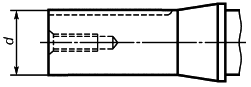
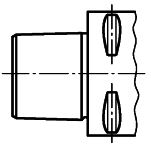
ZYL | 10 | Цилиндрический хвостовик с лыской (ISO 3338-2) |
|
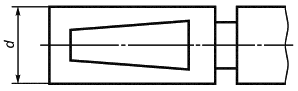
ZYL | 13 | Цилиндрический хвостовик с наклонной продольной лыской под углом 2° |
|
ZYL | 14 | Цилиндрический хвостовик с лыской в комбинации с наклонной продольной лыской под углом 2° |
|
ZYL | 17 | Цилиндрический хвостовик с лыской в комбинации с резьбой |
|
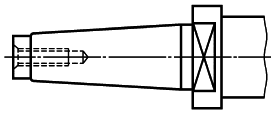
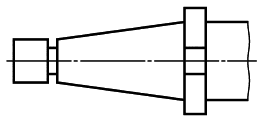
MKG | 1x | Хвостовик с конусом Морзе (ISO 296) |
|
MKG | 4x | Хвостовик с конусом Морзе с жестким приводом (ISO 5413) |
|
BRP | 01 | Комбинированный конический хвостовик с резьбой на коротком цилиндре (хвостовик типа Бриджпорт R8) |
|
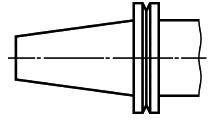
SKG | 1x | Хвостовик с конусностью 7:24 для автоматической смены инструмента (ISO 7388-1, тип А) |
|
2x | Хвостовик с конусностью 7:24 для ручной смены инструмента (ISO 297) | ||
3x | Хвостовик с конусностью 7:24 ANSI Inch | ||
4x | Хвостовик с конусностью 7:24 для автоматической смены инструмента (ISO 7388-1, тип U) |
| |
5x | Хвостовик с конусностью 7:24 для автоматической смены инструмента (ISO 7388-2, тип J) | ||
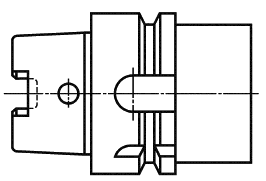
HSK | 01 | Полый конический хвостовик HSK для автоматической смены инструмента (ISO 12164-1, тип А) |
|
05 | Полный конический хвостовик HSK для ручной смены инструмента (ISO 12164-1, тип С) |
| |
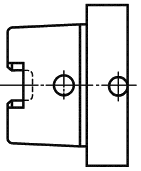
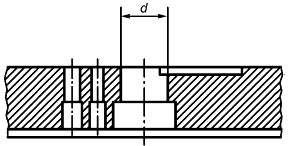
FDA | 01 | Посадочное отверстие с продольным шпоночным пазом |
|
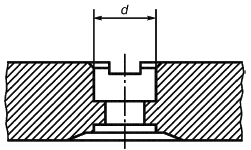
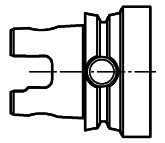
FDA | 22 | Фреза торцовая с торцовым шпоночным пазом и гнездом под крепежный винт (ISO 6462, тип А) |
|
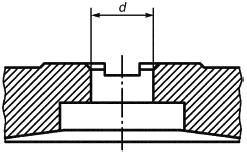
FDA | 12 | Фреза торцовая с торцовым шпоночным пазом и гнездом под крепежный винт с размерами, обеспечивающими взаимозаменямость с фрезерными оправками (ISO 6462, тип В) |
|
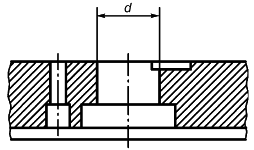
SPK | Фреза торцовая, устанавливаемая на центрирующие оправки с конусом 7:24, закрепляемая на концах шпинделей (ISO 6462, тип С) |
| |
01 | Диаметр 66,7 мм |
| |
02 | Диаметр 101,6 мм | ||
03 | Диаметр 177,8 мм | ||
04 | Диаметр 66,7 и 177,8 мм | ||
05 | Диаметр 101,6 и 177,8 мм | ||
CCS | 01 | Хвостовик многогранный конический, сопрягаемый с плоской контактной поверхностью (ISO 26623-1) |
|
KMT | 01 | Хвостовик конический, сопрягаемый с системой на шариковых направляющих (ISO 26622-1) |
|

3.10 Символ, идентифицирующий размер хвостовика или посадочного отверстия
Символ, идентифицирующий размер посадочного отверстия или хвостовика, представляет собой трехзначное число, как показано в примерах:
а) для фрезы с отверстием - это номинальный диаметр посадочного отверстия в миллиметрах;
б) для отверстия менее чем 100 мм - первой цифрой является ноль;
Пример - Посадочное отверстие диаметром 40 мм: символ "040".
в) для цилиндрических хвостовиков - это номинальный диаметр в миллиметрах:
1) для хвостовиков не менее 10 мм - первой цифрой является ноль,
2) для хвостовиков менее 10 мм - первой и второй цифрой является ноль;
Примеры
1 Цилиндрический хвостовик диаметром 25 мм: символ "025".
2 Цилиндрический хвостовик диаметром 8 мм: символ "008".
г) для хвостовиков с конусом Морзе перед номером конуса Морзе ставится два нуля;
Пример - Хвостовик с конусом Морзе N 4: символ "004".
д) для хвостовиков с конусностью 7:24 - первой цифрой является ноль далее номер хвостовика;
Пример - Хвостовик с конусностью 7:24 номер 50: символ "050".
е) для полых конических хвостовиков HSK - это номинальный диаметр в миллиметрах, для хвостовиков менее 100 мм первой цифрой является ноль.
Примеры
1 Хвостовик полый конический HSK диаметром 125 мм: символ "125".
2 Хвостовик полый конический HSK диаметром 63 мм: символ "063".
4 Информация изготовителя
Если изготовителю требуется предоставить дополнительную информацию (например, для определения различий, характеризующих конструкцию фрезы), код обозначения следует дополнить кодом, который должен быть отделен от символа позиции 11 дефисом ("-").
Примеры
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | Информация изготовителя | |
32 | G | 04 | R | 090 | А | 012 | F | ZYL | 10 | 032 | - |
5 Дополнительная информация о материале
При необходимости информации о материале, из которого изготовлена режущая часть фрезы, она должна быть представлена в коде обозначения после кода информации изготовителя.
Пример
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | Информация изготовителя | Материал режущей части | ||
32 | G | 04 | R | 090 | А | 012 | F | ZYL | 10 | 032 | - | |||
Библиография
ISO 296:1991 Machine tools - Self-holding tapers for tool shanks (Станки. Самозажимные конусы хвостовиков инструментов)
ISO 297:1988 7/24 tapers for tool shanks for manual changing (Хвостовики инструментов с конусностью 7:24 для смены вручную)
ISO 3338-1:1996 Cylindrical shanks for milling cutters - Part 1: Dimensional characteristics of plain cylindrical shanks (Хвостовики цилиндрические для фрез. Часть 1. Размеры гладких цилиндрических хвостовиков)
ISO 3338-2:2013 Cylindrical shanks for milling cutters - Part 2: Dimensional characteristics of flatted cylindrical shanks (Хвостовики цилиндрические для фрез. Часть 2. Размеры цилиндрических хвостовиков с лыской)
ISO 3338-3:1996 Cylindrical shanks for milling cutters - Part 3: Dimensional characteristics of threaded shanks (Хвостовики цилиндрические для фрез. Часть 3. Размеры хвостовиков с резьбовым концом)
ISO 5413:1993 Machine tools - Positive drive of Morse tapers (Станки металлорежущие. Жесткая передача конусов Морзе)
ISO 6462:2011 Face and shoulder milling cutters with indexable inserts - Dimensions (Фрезы торцовые с многогранными пластинами. Размеры)
ISO 7388-1:2007 Tool shanks with 7/24 taper for automatic tool changes - Part 1: Dimensions and designation of shanks of A, AD, AF, U, UD and UF (Хвостовики инструментов с конусностью 7:24 для автоматической смены инструмента. Часть 1. Размеры и обозначения хвостовиков форм A, AD, AF, U, UD и UF)
ISO 7388-2:2007 Tool shanks with 7/24 taper for automatic tool changes - Part 2: Dimensions and designations of shanks of forms J, JD and JF (Хвостовики инструментов с конусностью 7:24 для автоматической смены инструмента. Часть 2. Размеры и обозначения хвостовиков форм J, JD и JF)
ISO 12164-1:2001 Hollow taper interface with flange contact surface - Part 1: Shanks - Dimensions (Детали сопряжения с плоской контактной поверхностью полые конусные. Часть 1. Хвостовики. Размеры)
ISO 26622-1:2008 Modular taper interface with ball track system - Part 1: Dimensions and designation of shanks (Детали сопряжения модульные конусные с системой шариковых дорожек. Часть 1. Размеры и обозначения хвостовиков)
ISO 26623-1:2008 Polygonal taper interface with flange contact surface - Part 1: Dimensions and designation of shanks (Многогранные конические детали сопряжения с фланцевой контактной поверхностью. Часть 1. Размеры и обозначения хвостовиков)
УДК 621.914.22:006.354 |
| МКС 83.080 | |
Ключевые слова: фрезы концевые и насадные цельные или с режущими пластинами, или со сменными режущими пластинами, система обозначения, символы | |||
Электронный текст документа
и сверен по:
, 2020
