ГОСТ 8543-71
Группа Г23
2250-0000
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ ПАЗОВЫЕ ЗАТЫЛОВАННЫЕ
Технические условия
Slotting relieved milling cutters. Specifications
ОКП 39 1834
Дата введения 1972-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Д.И.Семенченко, канд. техн. наук; Н.И.Минаева; А.В.Шахова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 17.03.71 N 475
3. ВЗАМЕН ГОСТ 8543-57, МН 397-65
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, | Номер пункта |
3.10 | |
3.2 | |
2.5 | |
2.2 | |
3.7 | |
3.8 | |
1.2 | |
2.17; 2.18; 4.1 | |
2.2 | |
Вводная часть | |
2a.1 | |
3.8 |
5. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ПЕРЕИЗДАНИЕ (сентябрь 1998 г.) с Изменениями N 1, 2, утвержденными в декабре 1986 г., феврале 1991 г. (ИУС 3-87, 5-91)
Настоящий стандарт распространяется на пазовые затылованные фрезы со шлифовальным профилем диаметром от 50 до 200 мм, предназначенные для обработки пазов с полями допусков Н9, Р9, N9 и ПШ по ГОСТ 23360 в изделиях из конструкционных сталей и чугунов.
Требования разд.1-4, а также п.2а.2 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
(Измененная редакция, Изм. N 1, 2).
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры фрез должны соответствовать указанным на черт.1 и в табл.1.
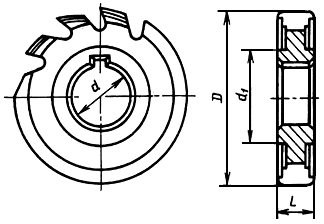
Черт.1
Таблица 1
мм
Обозначение | Приме- няемость |
|
|
| Число зубьев | |
2250-0051 | 50 | 4 | 16 | 27 | 12 | |
2250-0052 | 5 | |||||
2250-0053 | 6 | |||||
2250-0251 | 8 | |||||
2250-0252 | 10 | |||||
2250-0253 | 63 | 4 | 22 | 34 | ||
2250-0054 | 5 | |||||
2250-0055 | 6 | |||||
2250-0056 | 7 | |||||
2250-0057 | 8 | |||||
2250-0254 | 10 | |||||
2250-0255 | 12 | |||||
2250-0256 | 14 | |||||
2250-0257 | 80 | 5 | 27 | 41 | ||
2250-0258 | 6 | |||||
2250-0058 | 7 | |||||
2250-0059 | 8 | |||||
2250-0060 | 10 | |||||
2250-0061 | 12 | |||||
2250-0259 | 14 | |||||
2250-0261 | 16 | |||||
2250-0262 | 18 | |||||
2250-0263 | 100 | 6 | 32 | 47 | 14 | |
2250-0264 | 8 | |||||
2250-0062 | 10 | |||||
2250-0063 | 12 | |||||
2250-0064 | 14 | |||||
2250-0065 | 16 | |||||
2250-0265 | 18 | |||||
2250-0266 | 20 | |||||
2250-0267 | 22 | |||||
2250-0268 | 25 | |||||
2250-0269 | 125 | 8 | 16 | |||
2250-0271 | 10 | |||||
2250-0272 | 12 | |||||
2250-0273 | 14 | |||||
2250-0274 | 16 | |||||
2250-0275 | 18 | |||||
2250-0276 | 20 | |||||
2250-0277 | 22 | |||||
2250-0278 | 25 | |||||
2250-0279 | 28 | |||||
2250-0281 | 160 | 10 | 40 | 55 | 18 | |
2250-0282 | 12 | |||||
2250-0283 | 14 | |||||
2250-0284 | 16 | |||||
2250-0285 | 18 | |||||
2250-0286 | 20 | |||||
2250-0287 | 22 | |||||
2250-0288 | 25 | |||||
2250-0289 | 28 | |||||
2250-0291 | 32 | |||||
2250-0292 | 200 | 12 | 20 | |||
2250-0293 | 14 | |||||
2250-0294 | 16 | |||||
2250-0295 | 18 | |||||
2250-0296 | 20 | |||||
2250-0297 | 25 | |||||
2250-0298 | 28 | |||||
2250-0299 | 32 | |||||
2250-0301 | 36 | |||||
2250-0302 | 40 |
Пример условного обозначения фрезы диаметром 80 мм, шириной
12 мм для паза по Р9:
Фреза 2250-0061 Р9 ГОСТ 8543-71
(Измененная редакция, Изм. N 1, 2).
1.2. Размеры шпоночного паза - по ГОСТ 9472.
1.3. (Исключен, Изм. N 1).
1.4. Элементы конструкции и геометрические параметры фрез приведены в приложении 1.
(Введен дополнительно, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Фрезы пазовые должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Фрезы должны быть изготовлены из быстрорежущей стали по ГОСТ 19265.
Допускается изготовление фрез из легированной стали марки 9ХС по ГОСТ 5950*.
_______________
* Действует ГОСТ 5950-2000. - .
2.3. Твердость рабочей части фрез должна быть:
- у фрез из быстрорежущей стали - 63 ... 66 HRC
- у фрез из стали марки 9ХС - 62 ... 65 HRC.
Твердость рабочей части фрез из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более - выше на 1-2 единицы HRC.
2.1-2.3. (Измененная редакция, Изм. N 1).
2.4. На рабочей поверхности фрез не должно быть обезуглероженных мест и мест с пониженной твердостью.
2.5. Параметры шероховатости поверхностей фрез по ГОСТ 2789 не должны быть более, мкм:
- передних поверхностей - Rz3,2;
- затылованной шлифованием спинки зуба - Rz3,2;
- поверхностей посадочного отверстия и опорных торцев - Ra0,8;
- поверхностей стружечных канавок и боковых поверхностей шпоночного паза - Rz6,3.
2.6. Шлифованная часть спинки зуба, обеспечивающая требуемую точность профиля, должна быть не менее 0,7 длины спинки зуба.
2.5, 2.6. (Измененная редакция, Изм. N 1, 2).
2.7. Зубья фрез должны быть остро заточены и не должны иметь выкрошенных мест.
2.8. Завалы у режущих кромок зубьев фрезы не допускаются.
2.9. (Исключен, Изм. N 1).
2.10. Поле допуска ширины фрезы , предназначенной для обработки паза с полями допусков по Н9, Р9, N9, соответственно k8, e8, f8; с полем допуска по ПШ - по приложению 2.
(Измененная редакция, Изм. N 2).
2.11. Допуск радиального биения зубьев относительно оси фрезы не должен превышать:
0,04 мм - для фрез диаметром до 63 мм;
0,05 мм " " " св. 63 мм.
2.12. Допуск биения опорных торцов относительно оси фрезы не должен превышать 0,02 мм.
2.11, 2.12. (Измененная редакция, Изм. N 1).
2.13. Допуск торцового биения режущих кромок - не более 0,03 мм.
(Введен дополнительно, Изм. N 1).
2.14. Средний и 95%-ный периоды стойкости для фрез, изготовленных из быстрорежущей стали марки Р6М5, при условии испытаний, указанных в разд.3, должны быть не менее: для фрез диаметром 50 мм - 100 мин,
![]() 40 мин; для фрез диаметром св. 50 мм -
40 мин; для фрез диаметром св. 50 мм - 120 мин,
![]() 50 мин.
50 мин.
(Введен дополнительно, Изм. N 1; измененная редакция, Изм. N 2).
2.15. Критерием затупления фрез является несоответствие обрабатываемых пазов требуемой точности.
(Введен дополнительно, Изм. N 1).
2.16. На торце каждой фрезы должны быть четко нанесены:
- товарный знак предприятия-изготовителя;
- обозначение фрезы (последние четыре цифры);
- диаметр фрезы;
- ширина фрезы и обозначение допуска паза (Н9, Р9, N9 или ПШ);
- марка материала.
2.17. Транспортная маркировка и маркировка потребительской тары - по ГОСТ 18088.
2.18. Упаковка - по ГОСТ 18088.
2.16-2.18. (Введены дополнительно, Изм. N 2).
2а. ПРАВИЛА ПРИЕМКИ
2а.1. Правила приемки - по ГОСТ 23726.
(Введен дополнительно, Изм. N 1; измененная редакция, Изм. N 2).
2а.1.1, 2а.1.2. (Исключены, Изм. N 2).
2а.2. Испытания фрез на средний период стойкости следует проводить один раз в три года, на 95%-ный период стойкости - один раз в год не менее чем на пяти фрезах.
Испытания следует проводить на любом типоразмере фрез, указанном в табл.3.
(Введен дополнительно, Изм. N 2).
3. МЕТОДЫ КОНТРОЛЯ
3.1. Испытания фрез следует проводить на фрезерных станках, соответствующих установленным для них нормам точности и жесткости.
3.2. Испытания следует проводить на заготовках из стали марки 45 по ГОСТ 1050 твердостью 179 ... 197 НВ.
3.1, 3.2. (Измененная редакция, Изм. N 1).
3.3. Испытания фрез на работоспособность, средний и 95%-ный периоды стойкости из стали марки Р6М5 должны проводиться на режимах резания, указанных в табл.3.
Таблица 3*
_________________
* Табл.2. (Исключена, Изм. N 2).
Номинальный диаметр фрезы, мм | Глубина фрезерования, | Подача на зуб | Скорость резания |
50 | 5 | 0,04 | 33 |
63 | 0,05 | ||
80 | 7 | 0,1 | 30 |
100 | 10 | ||
125 | 12 | ||
160 | 14 | 0,12 | 25 |
200 | 0,15 |
Для фрез, изготовленных из стали марки 9ХС, поправочный коэффициент на скорость резания равен 0,5.
(Измененная редакция, Изм. N 1, 2).
3.4. При проведении испытаний на работоспособность суммарная длина фрезерования должна быть не менее 300 мм.
После испытаний на работоспособность на режущих кромках фрез не должно быть выкрошенных мест. Фрезы должны быть пригодны для дальнейшей работы.
(Измененная редакция, Изм. N 1).
3.5. Приемочные значения среднего () и 95%-ного (
) периодов стойкости должны быть не менее: для фрез диаметром 50 мм -
113 мин,
![]() 45 мин; для фрез диаметром св. 50 мм -
45 мин; для фрез диаметром св. 50 мм - 136 мин,
![]() 57 мин.
57 мин.
(Измененная редакция, Изм. N 2).
3.6. В качестве смазочно-охлаждающей жидкости должен применяться 5%-ный (по массе) раствор эмульсола в воде с расходом не менее 5 л/мин.
3.7. Контроль твердости фрез - по ГОСТ 9013.
3.8. Контроль параметров шероховатости фрез проводят сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими предельные значения шероховатости поверхностей.
Сравнение осуществляют визуально при помощи лупы ЛП 1-4 по ГОСТ 25706.
3.9. Внешний вид проверяют визуально.
3.10. Контроль геометрических параметров фрез следует проводить средствами контроля, имеющими погрешность не более:
- при измерении линейных размеров - значений, указанных в ГОСТ 8.051;
- при измерении углов - 35% значений допуска на проверяемый параметр;
- при контроле формы и расположения поверхностей - 25% значения допуска на проверяемый параметр.
3.6-3.10. (Измененная редакция, Изм. N 1).
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Транспортирование и хранение - по ГОСТ 18088.
Раздел 4. (Измененная редакция, Изм. N 2).
Раздел 5. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ЭЛЕМЕНТЫ КОНСТРУКЦИИ И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ФРЕЗ
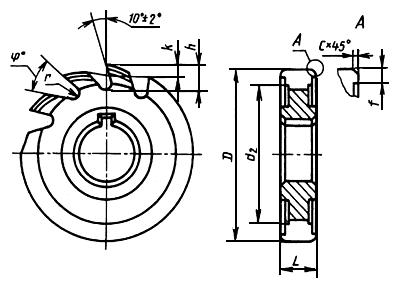
Черт.2
Таблица 4
Размеры в мм
| ||||||||
50 | 4 | 41 | 0,11 | 1,0 | 2,3 | 7,0 | 1,5 | 25° |
5, 6, 8 | 0,20 | |||||||
10 | 0,31 | 1,5 | ||||||
63 | 4 | 51 | 0,11 | 1,0 | 3,5 | 8,0 | 1,5 | 40° |
5, 6, 7, 8 | 0,20 | |||||||
10, 12, 14 | 0,31 | 1,5 | ||||||
80 | 5; 6; 7; 8 | 67 | 0,20 | 1,0 | 4,5 | 10,0 | 2,0 | 35° |
10; 12; 14; 16; 18 | 0,31 | 1,5 | ||||||
100 | 6; 8 | 85 | 0,20 | 1,0 | 12,5 | |||
10; 12; 14; 16; 18 | 0,31 | 1,5 | ||||||
20; 22; 25 | 0,50 | 2,0 | ||||||
125 | 8 | 100 | 0,20 | 1,0 | 15,0 | |||
10; 12; 14; 16; 18 | 0,31 | 1,5 | ||||||
20; 22; 25; 28 | 0,50 | 2,0 | ||||||
160 | 10; 12; 14; 16; 18 | 120 | 0,31 | 1,5 | 5,5 | 18,0 | 2,5 | |
20; 22; 25; 28; 32 | 0,50 | 2,0 | ||||||
200 | 12; 14; 16; 18 | 140 | 0,31 | 1,5 | 22,0 | |||
20; 22; 25; 28; 32 | 0,50 | 2,0 | ||||||
36; 40 | 0,85 | 2,5 |
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 2).
ПРИЛОЖЕНИЕ 2
Справочное
ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ШИРИНЫ ФРЕЗ
ДЛЯ ОБРАБОТКИ ПАЗОВ С ПОЛЕМ ДОПУСКА ПО ПШ
Таблица 5
Ширина фрез, мм
Номин. | Пред. откл. |
От 4 до 6 | -0,025 |
Св. 6 до 10 | -0,032 |
Св. 10 до 18 | -0,038 |
Св. 18 до 30 | -0,045 |
Св. 30 до 40 | -0,050 |
Фрезы, предназначенные для обработки пазов с полем допуска по ПШ, изготавливают по согласованию с потребителем.
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 2).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1998
