ГОСТ 27856-88
(СТ СЭВ 6142-87)
Группа Г00
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ КОНЦЕВЫЕ С РЕЖУЩИМИ СМЕННЫМИ ПЛАСТИНАМИ
Обозначения
Shank-type milling cutters with indexable inserts. Symbols
ОКП 39 1820
Дата введения 1989-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
ИСПОЛНИТЕЛИ
Д.И.Семенченко, канд, техн. наук; Г.А.Астафьева, канд. техн. наук; Н.И.Минаева, Н.А.Коптева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.10.88 N 3476.
3. Срок проверки - 1992 г., периодичность проверки - 10 лет
4. Стандарт полностью соответствует СТ СЭВ 6142-87
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
СТ СЭВ 116-74 | 7.1 |
6, 11, 12 | |
8 | |
ГОСТ 25334-82* | 7.1, 8 |
8 | |
ГОСТ 25827-83** | 8 |
8 |
__________________
* Действует ГОСТ 25334-94, здесь и далее по тексту;
** Действует ГОСТ 25827-93, здесь и далее по тексту. - .
Настоящий стандарт устанавливает условные обозначения сборных концевых фрез с режущими сменными пластинами, применяемые при создании информационных баз данных автоматизированных систем управления.
1. Обозначение фрез должно состоять из символов, значения и последовательность расположения которых приведены ниже:
1 - символ диаметра фрезы, см. п.3;
2 - символ типа фрезы, см. п.4;
3 - символ числа зубьев, см. п.5;
4 - символ направления резания, см. п.6;
5 - символ длины вылета, см. п.7;
6 - символ типа хвостовика, см. п.8;
7 - символ величины хвостовика, см. п.9;
8 - символ способа крепления режущей пластины, см. п.10;
9 - символ формы режущей пластины, см. п.11;
10 - символ величины нормального заднего угла режущей пластины, см. п.12;
11 - символ длины режущей кромки, см. п.13.
Между символами позиции 7 и 8 в обозначении фрез проставляется дефис.
Пример условного обозначения сборной концевой фрезы с круглыми пластинами:
1 | 2 | 3 | 4 | 5 | 6 | 7 | - | 8 | 9 | 10 | 11 | |||
25 | 02 | 050 | 25 | - | 08 | |||||||||
2. Допускается включать в условное обозначение дополнительный символ, состоящий максимум из двух знаков буквенных и (или) цифровых, который должен быть отделен от символа позиции 11 дефисом.
3. Символ диаметра фрезы определяют значением диаметра фрезы в миллиметрах, измеряемого в зоне расположения главных режущих кромок пластин; схема определения диаметра фрезы указана в табл.1.
4. Символ типа фрезы должен соответствовать указанным в табл.1.
Таблица 1
Символ | Тип фрезы | Главный угол в плане | Эскиз |
Концевая (с одной пластиной на зубе) | 90° |
| |
75° |
| ||
Концевая (с одной пластиной на зубе) | 60° |
| |
45° |
| ||
Концевая (с одной пластиной на зубе) | 0° |
| |
Любой другой угол | - | ||
Концевая для обработки Т-образных пазов (с одной пластиной на зубе) | 90° |
| |
Концевая цилиндрическая (более чем с одной пластиной на зубе) | 90° |
| |
Концевая цилиндрическая пазовая (с одной или более пластинами на зубе) | 90° |
| |
Концевая торцово-цилиндрическая (с одной или более пластинами на зубе) | 90° |
| |
Концевая сферическая пазовая (с одной или более пластинами на зубе) | - |
| |
Концевая сферическая цилиндрическая пазовая (с одной или более пластинами на зубе) | 90° |
| |
Концевая для обработки опорных поверхностей | 0° |
| |
Концевая фасочная |
|
| |
Концевые фрезы специальной конструкции | |||









5. Символ числа зубьев состоит из одной или двух цифр, соответствующих числу зубьев.
5.1. Зуб может состоять из одной или более режущих пластин, расположенных по прямой или винтовой линии, образующей общую режущую кромку.
5.2. Если режущие пластины расположены так, что невозможно определить общую режущую кромку, то за число зубьев принимают величину, используемую при определении подачи на один оборот.
6. Символ направления резания определяют по ГОСТ 19042.
7. Символ длины вылета определяют значением длины вылета в миллиметрах. Он состоит из трех цифр.
Если длина вылета число двузначное, то на первом месте ставится 0 (нуль).
Примеры обозначения.
Длина вылета | 120 мм | - | символ 120; | ||||
" | " | 80 мм | - | символ 080. | |||
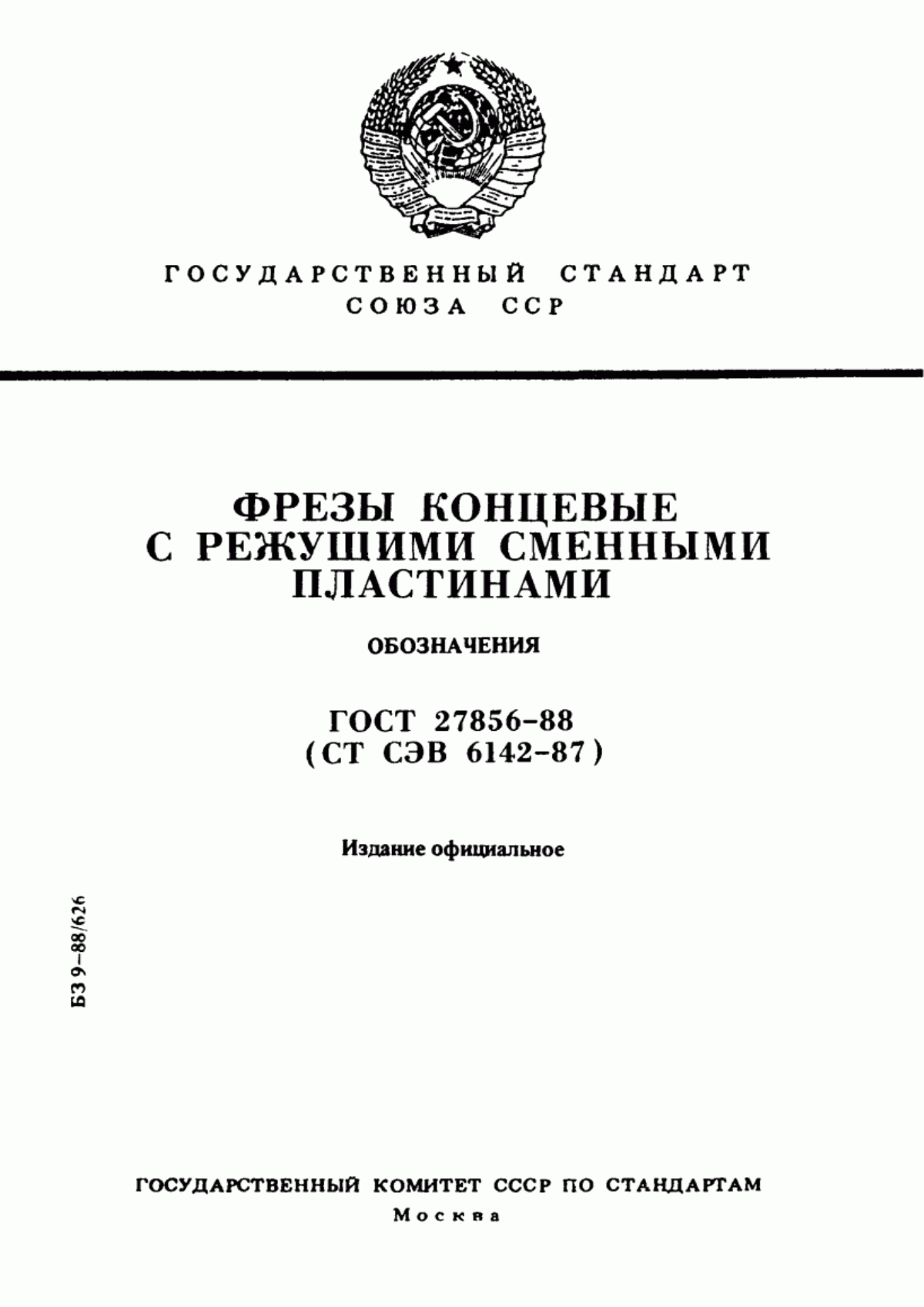
7.1. Для фрез с цилиндрическим хвостовиком длина вылета - разность между общей длиной фрезы и длиной цилиндрического хвостовика по СТ СЭВ 116-74 и ГОСТ 25334 (черт.1) .
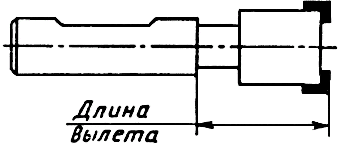
Черт.1
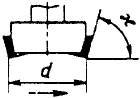
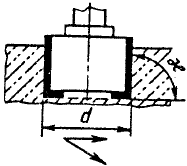
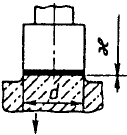
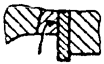
7.2 Для фрез с конусом Морзе или конусом 7:24 длина вылета - расстояние между торцовой поверхностью фрезы и основной плоскостью хвостовика (черт.2, 3).

Черт.2

Черт.3
8. Символ типа хвостовика должен соответствовать указанным в табл.2
Таблица 2
Символ | Тип хвостовика |
Цилиндрический по СТ СЭВ 116-74 | |
Цилиндрический с лыской по ГОСТ 25334 | |
Цилиндрический для регулируемых втулок и оправок по ГОСТ 26540 | |
Цилиндрический с резьбой | |
Конический конус Морзе по ГОСТ 25557 | |
Конический конус Морзе с прямоугольным поводком | |
Конический конус 7:24 для станков с ручной сменой инструмента по ГОСТ 24644 | |
Конический конус 7:24 для станков с автоматической сменой инструмента по ГОСТ 25827 | |
Специальный с прорезью | |
Цилиндрический резьбовой с лыской | |
Специальный |
9. Символ величины хвостовика состоит из двух цифр, соответствующих значению диаметра хвостовика в миллиметрах или его номеру. Если число однозначное, то на первом месте ставят 0 (нуль).
Примеры обозначения:
Цилиндрический хвостовик диаметром | 25 мм | - | символ 25; | |||||
" | " | " | 8 мм | - | символ 08. | |||
Конус Морзе номер 3 - символ 03;
Конус 7:24 номер 50 - символ 50.
10. Символ способа крепления режущей пластины должен соответствовать указанным в табл.3
Таблица 3
Символ | Способ крепления пластины | Конструктивная особенность пластины | Эскиз |
Крепление сверху прихватом | Без отверстия |
| |
Крепление сверху прихватом и через отверстие | С цилиндрическим отверстием |
| |
Крепление через отверстие | С цилиндрическим отверстием |
| |
Крепление винтом через отверстие | С односторонним тороидальным отверстием |
| |
Крепление клином за пластиной | Любая |
| |
Крепление клином перед пластиной | Любая |
| |
Крепление во вставке | Соответствующая вставке | - | |
Специальные крепления | Любая | - |




11. Символ формы режущей пластины определяют по ГОСТ 19042.
Для пластин разной формы, применяемых одновременно, принимают символ . Для специальной формы пластины - символ
.
12. Символ величины нормального заднего угла режущей пластины определяют по ГОСТ 19042.
Для пластин с разными величинами нормального заднего угла, применяемых одновременно, принимают символ . Для других величин нормального заднего угла - символ
.
13. Символ длины режущей кромки состоит из двух или трех цифр, соответствующих общей длине режущей кромки в миллиметрах до запятой.
Если режущую кромку определяют одной режущей пластиной, у которой длина режущей кромки или диаметр (в случае круглой пластины) меньше 10 мм, то на первом месте двузначного символа ставят 0 (нуль).
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1989
