ГОСТ 25827-93
(ИСО 7388-1-83)
Группа Г27
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ХВОСТОВИКИ ИНСТРУМЕНТОВ С КОНУСОМ 7:24
Размеры
Tool shanks with 7/24 taper. Dimensions
ОКП 39 2800
Дата введения 1995-01-01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
Наименование государства | Наименование национального органа |
Республика Кыргызстан | Кыргызстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикстандарт |
Туркменистан | Туркменглавгосинспекция |
3. Стандарт соответствует международному стандарту ИСО 297-88 в части размеров хвостовиков инструментов с конусом 7:24 и полностью соответствует ИСО 7388-1-83
4 ВВЕДЕН ВЗАМЕН ГОСТ 25827-83 и ГОСТ 24644-81 в части оправок с конусом 7:24
ИНФОРМАЦИОННЫЕ ДАННЫЕ
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, | Номер пункта |
2 | |
5 | |
2 |
Настоящий стандарт распространяется на хвостовики инструментов с конусом 7:24 для ручной и автоматической смены инструментов.
Требования настоящего стандарта являются обязательными, кроме изложенных в примечаниях 3 и 4 к табл.1 и в примечаниях к табл.2-4.
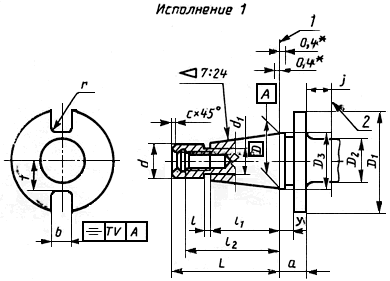
1. Хвостовики инструментов должны изготовляться исполнений:
1 - для ручной смены инструментов с конусами от 30 до 80;
2 и 3 - для автоматической смены инструментов с конусами от 30 до 50.
2. Размеры хвостовиков инструментов должны соответствовать:
исполнения 1 - указанным на черт.1 и в табл.1;
исполнения 2 - указанным на черт.2 и в табл.2;
исполнения 3 - указанным на черт.3 и в табл.3.
Примечание. Инструмент с хвостовиками исполнения 3 - для оборудования, спроектированного до 01.01.94.
_________________
* Предельное отклонение положения основной плоскости.
1 - основная плоскость; 2 - зона крепления инструмента
Черт.1
Таблица 1
мм
Обозначение конуса |
|
|
|
|
|
|
|
|
| ||||||||
30 | 31,75 | 50,0 | 36 (44) | 17,4 | 16,5 | 68,4 | 3 | 48,4 | 62,9 | 16,1 | 0,12 | 16,2 | 9,6 | 1 ,6 | 9 | - | 0,2 |
40 | 44,45 | 63,0 | 50 (55) | 25,3 | 24,0 | 93,4 | 5 | 65,4 | 85,2 | 22,5 | 11,6 | 11 | 1 | 0,4 | |||
45 | 57,15 | 80,0 | 68 | 32,4 | 30,0 | 106,8 | 6 | 82,8 | 96,8 | 19,3 | 29,0 | 15,2 (13,2) | 3,2 | 13 | 0,6 | ||
50 | 69,85 | 97,5 | 78 (85) | 39,6 | 38,0 | 126,8 | 8 | 101,8 | 115,3 | 25,7 | 0,20 | 35,3 | 15,2 | 16 | 2 | ||
55 | 88,90 | 130,0 | 110 | 50,4 | 48,0 | 164,8 | 9 | 126,8 | 153,3 | 45,0 | 17,2 (15,2) | 1,0 | |||||
60 | 107,95 | 156,0 | 136 | 60,2 | 58,0 | 206,8 | 10 | 161,8 | 192,8 | 60,0 | 19,2 (15,2) | ||||||
65 | 133,35 | 195,0 | 170* | 75,0 | 72,0 | 246,0 | 12 | 202,0 | 230,0 | 32,4 | 0,30 | 72,0 | 22,0 (20,0) | 4,0 | 20* | ||
70 | 165,10 | 230,0 | 200* | 92,0 | 90,0 | 296,0 | 14 | 252,0 | 280,0 | 86,0 | 24,0 (20,0) | ||||||
75 | 203,20 | 280,0 | 245* | 114,0 | 110,0 | 370,0 | 16 | 307,0 | 350,0 | 40,5 | 104,0 | 27,0 | 5,0 | ||||
80 | 254,00 | 350,0 | 305* | 140,0 | 136,0 | 469,0 | 18 | 394,0 | 449,0 | 132,0 | 34,0 | 6,0 |
_________________
* Размеры для справок.
Размеры соответствуют ИСО 297-88, кроме размеров, заключенных в скобках (см. приложение)
Примечания:
1. Размеры, заключенные в скобках для станков, спроектированных до 01.01.94.
2. Размеры ,
,
распространяются на инструменты, для которых предусмотрен зажим с передней стороны фланца.
3. Канавка для выхода шлифовального круга - по ГОСТ 8820. Допускается изготовление хвостовиков без канавки для выхода шлифовального круга между базовым диаметром и фланцем. При этом диаметр цилиндрической переходной поверхности =
.
4. По согласованию с потребителем допускается увеличение размера до значений равных диаметру наружной поверхности конца шпинделя по ГОСТ 30064-93.


_________________
* Предельное отклонение положения основной плоскости.
** Размеры определяют пространство для захвата инструмента.
*** Размер для справок.
1 - основная плоскость; 2 - база отсчета для определения положения
режущей кромки инструмента; 3 - измерительный ролик; 4 - зона крепления инструмента
Черт.2
Таблица 2
мм
Обозначение конуса хвостовика инструмента |
|
|
|
|
|
|
|
|
|
|
|
| |||
30 | 31,75 | 46,05 | 39,25 | 54,85 | 46,05 | 47,80 | 15,9 | 35 | 15,5 | 16,1 | 16,4 | 19,0 | 3,2 | 0,75 | 0,10 |
40* | 44,45 | 63,55 | 56,25 | 72,30 | 50,00 | 68,40 | 18,5 | 22,8 | 25,0 | 1,20 | 0,12 | ||||
45* | 57,15 | 82,55 | 75,25 | 91,35 | 63,00 | 82,70 | 24,0 | 19,3 | 29,1 | 31,3 | 2,00 | ||||
50* | 69,85 | 97,50 | 91,25 | 107,25 | 80,00 | 101,75 | 30,0 | 25,7 | 35,5 | 37,7 | 2,50 | 0,20 |
_________________
* Размеры хвостовиков, соответствующие ИСО 7388-1-83 (см. приложение).
Примечания:
1. Величина диаметра цилиндрической части должна удовлетворять следующему соотношению:
![]() .
.
2. По согласованию с потребителем допускается:
- между базовым диаметром и фланцем изготовлять канавку для выхода шлифовального круга глубиной по ГОСТ 8820. Ширина канавки для конусов 30 и 40 - 1,6 мм, для конусов 45 и 50 - 3,0 мм;
- увеличение размера при условии выполнения соотношения
![]() , при этом пазы под шпонку шириной
, при этом пазы под шпонку шириной могут быть несквозными с параллельными сторонами длиной не менее значения
;
- изготовление паза с размером .


_________________
* Предельное отклонение положения основной плоскости.
** Размеры определяют пространство для захвата инструмента.
1 - основная плоскость; 2 - база отсчета для определения положения
режущей кромки инструмента; 3 - измерительный ролик
Черт.3
Таблица 3
мм
Обозначение конуса хвостовика инструмента | ±0,15 |
|
|
|
|
|
|
|
|
|
| ||||
30 | 31,75 | 50 | 46 | 55,07 | 44 | 4 | 68,4 | 8 | 8 | 15,5 | 5,6 | 16,1 | 16,2 | 0,12 | 0,2 |
40 | 44,45 | 63 | 58 | 69,34 | 55 | 5 | 93,4 | 10 | 10 | 18,5 | 6,6 | 22,5 | 0,4 | ||
45 | 57,15 | 80 | 74 | 87,61 | 68 | 6 | 106,8 | 12 | 13 | 24,0 | 9,2 | 19,3 | 29,0 | 0,6 | |
50 | 69,85 | 100 | 94 | 107,61 | 85 | 126,8 | 16 | 30,0 | 25,7 | 35,3 | 0,20 |
Примечания:
1. Канавка для выхода шлифовального круга - по ГОСТ 8820.
2. По согласованию с потребителем допускается:
- между базовым диаметром и фланцем изготовлять канавку для выхода шлифовального круга глубиной по ГОСТ 8820, ширина канавки для конусов 30 и 40 - 1,6 мм, для конусов 45 и 50 - 3,0 мм;
- увеличение размера до значения, не превышающего:
, при этом пазы под шпонку шириной
могут изготовляться несквозными с параллельными сторонами длиной не менее значения
;
- изготовление паза с размером .
3. Размеры и форма центрового отверстия должны соответствовать указанным на черт.4 и в табл.4.

________________
* Размеры для справок.
** Для ручной смены инструмента - по согласованию с потребителем.
Черт.4
4. Неуказанные предельные отклонения размеров: Н14, h14, ±
5. Степень точности конусов АТ4, АТ5, допуски угла и формы конуса - по ГОСТ 19860. Отклонение угла конуса от номинального располагать в "плюс".
6. Поверхностная твердость конической части хвостовиков - 51 ... 57 HRC.
Таблица 4
мм
Обозначение конуса хвостовика инструмента | Н7 |
|
|
|
|
|
|
| ||
30 | 13 | 14,0 | 14,2 | 5,5 | 24 | 34 | 1,4 | 0,4 | М12 | 0,8 |
40 | 17 | 19,0 | 18,5 | 8,2 | 32 | 43 | 1,9 | 0,6 | М16 | 1,0 |
45 | 21 | 23,4 | 23,0 | 10,0 | 40 | 53 | 2,8 | 1,1 | М20 | 1,2 |
50 | 25 | 28,0 | 27,0 | 11,5 | 47 | 62 | М24 | 1,5 | ||
55 | 36,0 | |||||||||
60 | 32 | 44,0 | 34,0 | 14,0 | 59 | 76 | 3,7 | М30 | 2,0 | |
65 | 38 | 52,0 | - | 16,0 | 70 | 89 | - | - | М36 | |
70 | 38 (50) | 51,0 | 3,7 | 1,1 | ||||||
75 | 50 | 68,0 | - | 20,0 | 92 | 115 | - | - | М48 | |
80 |
Примечания:
1. Размер, заключенный в скобках, для станков, спроектированных до 01.01.94.
2. Для станков с ручной сменой инструмента для размера допускается применять поле допуска Н9, предельное отклонение размера
не регламентируется.
3. Канавка для выхода шлифовального круга (поз.1) - по согласованию с потребителем.
Пример условного обозначения хвостовика исполнения 2 с конусом 30:
Хвостовик 2-30 ГОСТ 25827-93
ПРИЛОЖЕНИЕ
Справочное
СООТВЕТСТВИЕ НАСТОЯЩЕГО СТАНДАРТА МЕЖДУНАРОДНЫМ СТАНДАРТАМ
ИСО 297-88, ИСО 7388/1-83
Размеры хвостовиков инструментов с конусом 7:24 для ручной смены инструментов, установленные в настоящем стандарте, полностью охватывают номенклатуру их размеров по международному стандарту ИСО 297-88 и приведены на черт.1 и в табл.1; для автоматической смены инструментов - полностью соответствуют ИСО 7388-1-83 и приведены на черт.2 и в табл.2.
Дополнительно в стандарт включены требования к размерам хвостовиков инструментов с конусом 7:24 для автоматической смены инструмента (исполнение 3), не предусмотренным международными стандартами, требования к степеням точности хвостовиков, допуски угла конуса и допуски формы, поверхностная твердость конической части хвостовика.
Текст документа сверен по:
М.: Издательство стандартов, 1994
