ГОСТ Р 51727-2001
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
КРЕПЛЕНИЕ ИНСТРУМЕНТОВ С ПОЛЫМ
КОНИЧЕСКИМ ХВОСТОВИКОМ (HSK) ТИПА В
Присоединительные размеры
Tool receiver for type B hollow taper shanks.
Connecting dimensions
ОКС 25.100
25.060.20
ОКП 39 2800
Дата введения 2002-07-01
Предисловие
1 РАЗРАБОТАН Всероссийским научно-исследовательским инструментальным институтом
ВНЕСЕН Техническим комитетом по стандартизации ТК 95 "Инструмент"
2 ПРИНЯТ И ВВЕДЕН В ДЕЙСТВИЕ Постановлением от 28 марта 2001 г. N 143-ст
3 В стандарте полностью отражены требования стандарта ДИН 69063-2-95 "Крепление инструментов с полым коническим хвостовиком (HSK) типа В. Присоединительные размеры"
4 ВВЕДЕН ВПЕРВЫЕ
1 Область применения
Настоящий стандарт распространяется на присоединительные размеры посадочного гнезда для крепления полых конических хвостовиков (HSK) типа В по ГОСТ Р 51688.
Требования настоящего стандарта являются обязательными.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ Р 51547-2000 Хвостовики инструментов полые конические типа HSK. Основные размеры
ГОСТ Р 51688-2000 Хвостовики инструментов полые конические (HSK). Типы В и D. Основные размеры
3 Размеры
3.1 Основные размеры посадочного гнезда для полых конических хвостовиков (HSK) типа В должны соответствовать указанным на рисунке 1 и в таблице 1.
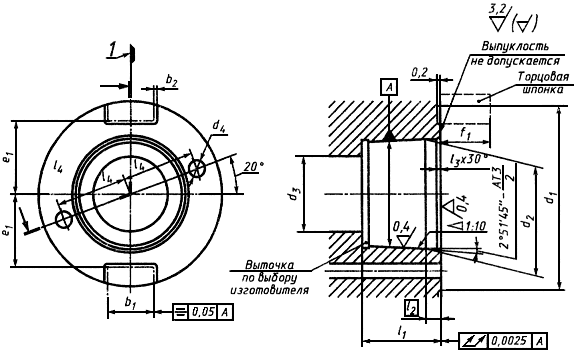
1 - плоскость расположения вершины режущей кромки однолезвийного инструмента
Рисунок 1
Таблица 1
В миллиметрах
Основ- ной размер |
|
|
|
|
|
|
| ||||||
Номин. | Пред. откл. | ||||||||||||
40 | 9,9 | 1 | 40 | 24 | +0,003 | 17 | 3,0 | 16,2 | 19,5 | 16,5 | 3,2 | 0,8 | 16 |
50 | 11,9 | 1 | 50 | 30 | +0,003 | 21 | 3,5 | 20,2 | 25,5 | 20,5 | 4,0 | 0,8 | 20 |
63 | 15,9 | 1 | 63 | 38 | +0,003 | 26 | 5,0 | 25,2 | 25,5 | 25,5 | 5,0 | 1,0 | 25 |
80 | 17,9 | 1 | 80 | 48 | +0,003 | 34 | 6,0 | 31,7 | 25,5 | 33,0 | 6,3 | 1,0 | 32 |
100 | 19,9 | 2 | 100 | 60 | +0,003 | 42 | 7,0 | 40,2 | 28,5 | 41,0 | 8,0 | 1,5 | 40 |
125 | 24,9 | 2 | 125 | 75 | +0,003 | 53 | 8,5 | 50,2 | 28,5 | 51,0 | 10,0 | 1,5 | 50 |
160 | 31,9 | 2 | 160 | 95 | +0,004 | 67 | 10,0 | 62,7 | 30,5 | 64,0 | 12,5 | 2,0 | 63 |
| |||||||||||||
Пример условного обозначения посадочного гнезда для крепления полого конического хвостовика (HSK) типа В с номинальным размером 80 мм:
Посадочное гнездо для крепления HSK-B80 ГОСТ Р 51727-2001
3.2 Неуказанные радиусы закруглений - 0,2 мм.
ПРИЛОЖЕНИЕ А
(справочное)
Схема зажима полого конического хвостовика (HSK) типа В
А.1 Зажим полого конического хвостовика (HSK) типа В в посадочном гнезде шпинделя осуществляется с помощью зажимной системы по выбору изготовителя.
Зажимная система должна быть выполнена таким образом, чтобы обеспечивать достаточное усилие зажима полого конического хвостовика, а также - прилегание по конусу и по плоскости между фланцем конического хвостовика и торцом посадочного гнезда шпинделя станка.
Прилегание по плоскости является определяющим для жесткости станка.
Схема системы зажима полого конического хвостовика приведена на рисунке А.1.
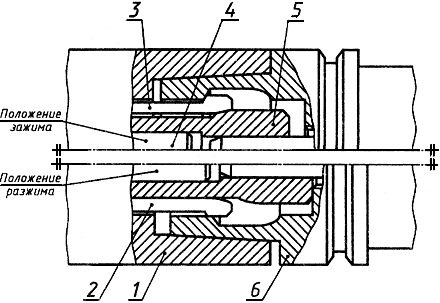
1 - посадочное гнездо; 2 - цанговый сегмент в положении разжима; 3 - цанговый сегмент в положении зажима;
4 - тяга; 5 - коническая тяга; 6 - полый конический хвостовик (HSK) по ГОСТ Р 51688 (тип В)
Рисунок А.1
А.2 Балансировка
Для обеспечения полной взаимозаменяемости отдельных деталей зажимной системы все детали должны быть сбалансированы отдельно.
А.3 Применение полого конического хвостовика типа А в посадочном гнезде типа В указано на рисунке А.2.
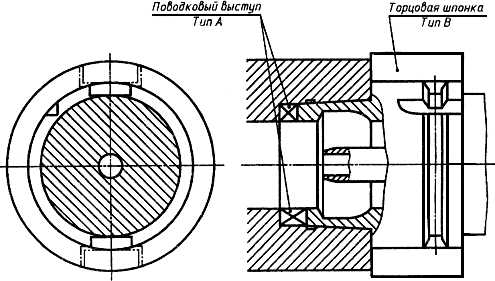
Рисунок А.2
Посадочное гнездо типа В допускается использовать комбинированно как для полого конического хвостовика типа В, так и для полого конического хвостовика типа А предыдущего по размеру номинального диаметра.
Пример:
Посадочное гнездо по настоящему стандарту HSK - В100 может быть использовано:
- для полого конического хвостовика ГОСТ Р 51688 - HSK - В100, передача крутящего момента через торцовые шпонки и пазы на фланце;
- для полого конического хвостовика ГОСТ Р 51747* - HSK - А80, передача крутящего момента через поводковый выступ на конце хвостовика.
_________________
* Номер соответствует оригиналу. ГОСТ Р 51747-2001 имеет наименование "Система инструментального захода летательных аппаратов на посадку сантиметрового диапазона волн радиомаячная. Основные параметры и методы измерений". - .
Посадочные гнезда типа В со стороны станка при комбинированном использовании должны включать торцовые шпонки (тип В) и поводковые выступы на конце хвостовика (тип А).
Если полый конический хвостовик типа В используется в посадочном гнезде, предназначенном для комбинированного использования, то на конце хвостовика должны быть предусмотрены соответствующие выборки. Выборки должны быть выполнены таким образом, чтобы обеспечить возможность поворота инструмента на 180°, поскольку в этом случае не осуществляется передача крутящего момента.
А.4. Подвод смазочно-охлаждающей жидкости
Центральный подвод СОЖ осуществляется через зажимную систему. Исполнение - по выбору изготовителя.
При комбинированном использовании посадочного гнезда в основном осуществляется центральный подвод СОЖ. Если существует нецентральное отверстие для подвода СОЖ в посадочном гнезде типа В, то торец хвостовика типа А перекрывает его только наполовину, поэтому необходимо применение других способов обеспечения герметичности.
А.5 Допуски на конус
Выбор допусков на диаметр и угловых допусков на конус посадочного гнезда обеспечивает жесткое прилегание полого конического хвостовика по большему диаметру конуса.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2001
