ГОСТ 1654-86
(СТ СЭВ 1574-79, СТ СЭВ 4852-84)
Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПАТРОНЫ ТОКАРНЫЕ ОБЩЕГО НАЗНАЧЕНИЯ
Общие технические условия
General-purpose lathe chucks. General specifications
ОКП 39 6110
Дата введения 1987-07-01
в части п.1.13 1989-01-01
Постановлением Государственного комитета СССР по стандартам от 26 июня 1986 г. N 1810 срок действия установлен с 01.07.87 до 01.07.97*, в части п.1.13 с 01.01.89
______________
* Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации, (ИУС N 11, 1995 год). - .
ВЗАМЕН ГОСТ 1654-71
ПЕРЕИЗДАНИЕ. Январь 1991 г.
Настоящий стандарт распространяется на токарные патроны общего назначения, самоцентрирующие, с независимым перемещением кулачков, классов точности А, В, П и Н.
Стандарт полностью соответствует СТ СЭВ 1574-79, СТ СЭВ 4852-84, PC 3339-71 и международному стандарту ИСО 3089-74.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Патроны должны изготавливаться в соответствии с требованиями настоящего стандарта, ГОСТ 2675-80, ГОСТ 3890-82, ГОСТ 24351-80 по рабочим чертежам, утвержденным в установленном порядке.
1.2. Детали патронов должны изготавливаться из следующих материалов:
а) корпуса патронов из чугуна по качественным показателям не ниже чем у марки СЧ 30 по ГОСТ 1412-85 или из стали с пределом прочности не менее 500 МПа и термической обработкой рабочих поверхностей до твердости не менее 43 HRC
;
б) спиральные диски патронов классов точности А и В, штоки клиновых патронов и винты для перемещения кулачков токарных патронов с независимым перемещением кулачков, классов точности А, В, П, Н из стали с пределом прочности не менее 500 МПа и термообработкой рабочих поверхностей до твердости не менее 57 HRC
, а спиральные диски патронов классов точности П и Н из стали с пределом прочности
не менее 500 МПа и термообработкой поверхностей до твердости не менее 43 HRC
с толщиной цементированного поверхностного слоя не менее 0,5 мм;
в) основание кулачков, кулачки, рейки, рычаги, конические шестерни, седла и втулки опорных подшипников, из стали с пределом прочности не менее 500 МПа и термообработкой зажимных и трущихся рабочих поверхностей до твердости не менее 43 HRC
для классов точности Н и П и не менее 50 HRC
для классов точности А и В;
г) допускается изготовление накладных кулачков (заготовок) из стали без термообработки или из цветных металл
ов.
1.3. Винты для крепления кулачков должны применяться не ниже класса прочности 10.9 в соответствии с требованиями ГОСТ 1759-70.
1.4, Параметры шероховатости поверхностей патронов по ГОСТ 2789-73 должны быть не более, мкм:
передней и цилиндрической поверхности патрона | Ra 0,80 |
рабочих поверхностей пазов корпуса патрона и кулачков, зубьев кулачков и спирали дисков, посадочных поверхностей спиральных дисков, пазов штока клиновых патронов и посадочных поверхностей ступиц корпусов, патронов классов точности Н и П | Ra 1,60 |
патронов классов точности А и В | Ra 0,80 |
резьбы винтов для кулачков патронов с независимым перемещением кулачков | Ra 3,2 |
резьбы кулачков для патронов с независимым перемещением кулачков и поверхности зубьев шестерен | Ra 6,3. |
1.5. Внутренние необработанные поверхности патронов должны быть очищены и окрашены маслостойкой краской.
1.6. Для холостого передвижения кулачков патронов крутящий момент , приложенный к рукоятке ключа, не должен превышать значений, приведенных в табл.1.
Таблица 1
Диаметр патронов, мм | 80 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | 500; 630 |
Крутящий момент Н·м | 3,2 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,5 | 16,0 | 20,0 |
1.7. Мертвый ход ключа не должен превышать 1/8 его оборота.
1.8. Самоцентрирующие патроны в собранном виде должны быть статически уравновешены при положении кулачков, соответствующем наружному диаметру патрона, с точностью не менее, приведенной в табл.2.
Таблица 2
Диаметр патрона, мм | Предельные значения допускаемого дисбаланса г·см для патронов классов точности | |||
А | В | П | Н | |
| По нормам, согласованным между изготовителем и потребителем | |||
250 | 63 | 100 | 160 | 250 |
315 | 90 | 140 | 224 | 355 |
400 | 140 | 200 | 310 | 500 |
500 | 200 | 250 | 420 | 710 |
630 | 250 | 400 | 600 | 1000 |
1.9. Резьба метрическая - по ГОСТ 24705-81*. Поле допуска резьбы 8g и 7Н по ГОСТ 16093-81*.
_______________
* На территории Российской Федерации действует ГОСТ 24705-2004;
** На территории Российской Федерации действует ГОСТ 16093-2004. - .
1.10. Выход резьбы, сбеги, недорезы, проточки и фаски - по ГОСТ 10549-80.
1.11. Допуск радиального биения контрольного пояска самоцентрирующих патронов диаметром до 630 мм классов точности А и В - не более 10 мкм, классов точности Н и П - не более 20 мкм.
1.12. Допуски формы и расположения поверхностей токарных патронов не должны превышать значений, приведенных в табл.3-6.
Примечание. Для патронов со сборными кулачками проверку проводят только при зажатии кольца внутренними ступенями.
Для патронов с независимым перемещением кулачков проводят только проверки по пп.4.7.1 и 4.7.4.
1.13. Допуски радиального (пп.4.7.2 и 4.7.3) и торцового (п.4.7.4) биений для патронов класса точности Н диаметрами 125, 160, 200, 315 и 400 мм не должны быть более указанных в табл.4-6.
1.14. Минимальная суммарная сила зажима кулачка патрона должна составлять 1/2 минимальной суммарной силы зажима для двухкулачковых патронов и 1/3 - для трехкулачковых (см. обязательное приложение 3).
1.15. Патроны проверяются на допустимую частоту вращения, которая определяется из условия уменьшения минимальной суммарной силы зажима под действием центробежных сил на 2/3 от величин, указанных в обязательном приложении 3, при положении кулачков, соответствующем наружному диаметру.
Допустимая частота вращения указывается в эксплуатационной документации на патрон.
1.16. Для патронов классов точности А, В и П установленный срок сохраняемости точности должен быть не менее 2 лет, для патронов класса точности Н - не менее 18 месяцев.
2. КОМПЛЕКТНОСТЬ
2.1. В комплект патрона входят:
а) ключ для патронов с ручным зажимом - 1 шт.;
б) ключ для переналадки кулачков патронов с механизированным зажимом - 1 шт.
По заказу потребителя патроны с цельными кулачками комплектуются прямыми и (или) обратными кулачками, патроны со сборными кулачками - только рейками.
К комплекту патронов прилагается эксплуатационная документация, в которой для патронов классов точности П, В и А должны быть указаны фактические показатели.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия качества патронов настоящему стандарту проводят приемосдаточные, периодические и типовые испытания.
3.2. Приемосдаточным испытаниям должны подвергаться все патроны в соответствии с требованиями пп.1.4-1.6, 1.8, 4.7.1-4.7.4.
3.3. Периодические испытания должны проводиться не реже одного раза в год на соответствие всем требованиям.
3.4. Типовые испытания должны проводиться при изменении конструкции, материалов основных деталей или технологии изготовления, если эти изменения могут повлиять на параметры и качество патронов.
3.5. При периодических испытаниях для каждого вида испытаний выбирают не менее двух патронов, прошедших приемосдаточные испытания.
3.6. Контроль допусков формы и расположения поверхностей патронов, укомплектованных рейками, при приемосдаточных испытаниях проводится в соответствии с техническими условиями.
3.7. Установленный срок сохраняемости точности патронов следует подтверждать с периодичностью не реже одного раза в три года по результатам проводимой в установленном порядке подконтрольной эксплуатации изделий.
На подконтрольную эксплуатацию следует ставить по 5 патронов каждого типоразмера и класса точности.
При проведении подконтрольной эксплуатации контроль точности производится в соответствии с пп.4.7.2-4.7.4 настоящего стандарта с периодичностью не реже одного раза в квартал.
Срок сохраняемости точности считается подтвержденным, если все изделия, поставленные на подконтрольную эксплуатацию, сохранили установленную точность.
4. МЕТОДЫ ПРОВЕРКИ
4.1. Измерительные приборы, контрольные оправки и кольца должны подвергаться регулярной проверке в соответствии с действующими стандартами, правилами и инструкциями Госстандарта СССР и дополнительно перед началом и по окончании приемочных и периодических испытаний, а также во всех случаях, когда есть основание предполагать, что прибор неисправный.
4.2. Абсолютная погрешность измерительного прибора при контроле не должна превышать 10% предельных отклонений на изделие.
4.3. Допуски формы и взаимного расположения поверхностей контрольных оправок и колец должны быть не более 3 мкм при проверке с допуском до 30 мкм включительно и не превышать 10% допуска проверки в остальных случаях.
4.4. При проверке точности токарных патронов растачиваются только незакаленные кулачки. Патроны с ручным приводом проверять на точность при зажиме кулачков от нулевой шестерни. Самоцентрирующие патроны с ограниченным ходом кулачков проверять на точность:
а) с незакаленными кулачками (пп.4.7.1-4.7.3) в пределах хода кулачков только до испытаний на прочность. При этом диаметры контрольных оправок и колец не регламентируются.
Количество типоразмеров контрольных оправок или колец для проверки патрона должно быть не более 3.
б) с закаленными кулачками на всем диапазоне зажима деталей.
4.5. При проверке точности патроны крепятся через переходный фланец к шпинделю или непосредственно на шпиндель станка.
4.6. Предельные отклонения шпинделя станка и переходного фланца должны соответствовать нормам, приведенным в справочном приложении 1.
4.7. Соответствие токарных патронов требованиям пп.1.11-1.13 контролируется по пп.4.7.1-4.7.5.
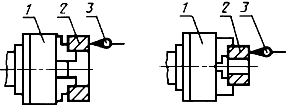
4.7.1. Радиальное биение наружного диаметра патрона или контрольного пояска в самоцентрирующих патронах
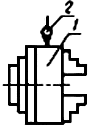
Черт.1
Таблица 3
Наружный диаметр патрона, мм | Допуски радиального биения наружного диаметра, мкм, | |||
А | В | П | Н | |
80 | 10 | 15 | 25 | 40 |
100 | ||||
125 | ||||
160 | 12 | 20 | 30 | 50 |
200 | ||||
250 | 15 | 25 | 40 | 60 |
315 | ||||
400 | 20 | 30 | 50 | 80 |
500 | ||||
630 | 40 | 60 | 100 | |
Патрон 1 через переходный фланец или непосредственно закрепляют на шпинделе станка. Измерительный прибор (индикатор) 2 устанавливают перпендикулярно оси вращения шпинделя так, чтобы измерительный наконечник касался наружной поверхности патрона или контрольного пояска.
Патрон повернуть дважды на 360°.
Результаты проверки должны соответствовать нормам, приведенным в табл.3 и п.1.11.
4.7.2. Радиальное биение контрольной оправки, зажатой в прямых кулачках самоцентрирующего патрона
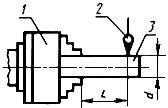
Черт.2
Таблица 4
Наружный диаметр патрона, мм | Диаметр | Вылет | Допуски радиального биения, мкм, | |||
А | В | П | Н | |||
80 | 8; 12; 15 | 40 | 20 | 30 | 50 | 60 |
100 | 12; 16; 18 | |||||
125 | 16; 20; 28 | 50 | 75 | |||
160 | 20; 32; 40 | 25 | 40 | 60 | ||
200 | 25; 32; 45 | 80 | ||||
250 | 32; 50; 55 | 80 | 30 | 50 | 80 | 100 |
315 | 50; 80; 100 | 120 | ||||
400 | 40 | 60 | ||||
500 | 55; 80; 125 | 160 | 50 | 80 | 100 | 120 |
630 | ||||||
Контрольную оправку 3 зажимают кулачками патрона 1. Зажим оправки производится после предварительного захвата и поворота ее в кулачках. Измерительный прибор (индикатор) 2 устанавливают перпендикулярно оси контрольной оправки так, чтобы измерительный наконечник касался ее поверхности.
Патрон повернуть дважды на 360°. Измерение производится последовательно с оправками всех диаметров , приведенных в табл.4, и на расстоянии
от торца кулачков, указанных в таблице.
4.7.3. Радиальное биение контрольного кольца, зажатого наружными ступенями прямых кулачков, внутренними ступенями обратных кулачков самоцентрирующего патрона
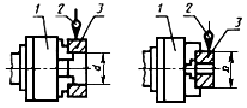
Черт.3
Таблица 5
Наружный диаметр патрона, мм | Допуски радиального биения, мкм, для патронов классов точности | |||
А | В | П | Н | |
80; 100 | 20 | 30 | 50 | 60 |
125 | 75 | |||
160; 200 | 25 | 40 | 60 | |
250; 315 | 30 | 50 | 80 | 100 |
400 | 40 | 60 | ||
500; 630 | 50 | 80 | 100 | 120 |
Контроль осуществляется с помощью контрольного кольца 3, которое зажимают последовательно рабочими ступенями кулачков (прямых и обратных) патрона 1. Измерительный прибор (индикатор) 2 устанавливают перпендикулярно оси кольца на расстоянии 10 мм от торца куличков так, чтобы измерительный наконечник касался наружной или внутренней цилиндрической поверхности контрольного кольца. Патрон повернуть дважды на 360°. Размеры контрольных колец даны в справочном приложении 2.
Контроль биений контрольных колец должен производиться при минимальной силе зажима, составляющей 20%, от значений минимальной суммарной силы зажима, указанных в обязательном приложении 3. Результаты проверки должны соответствовать нормам, приведенным в табл.5.
4.7.4. Торцовое биение контрольного кольца, зажатого внутренними ступенями обратных кулачков, наружными ступенями прямых кулачков
Черт.4
Таблица 6
Наружный диаметр патрона, мм | Допуски торцового биения, мкм, для патронов классов точности | |||
А | В | П | Н | |
80; 100 | 15 | 20 | 30 | 40 |
125; 160; 200 | 20 | 30 | 40 | 50 |
250 | 50 | 70 | ||
315; 400 | 30 | 40 | ||
500; 630 | 80 | |||
4.7.5. Прочность патронов
Испытание патронов на прочность проводится путем обточки зажатой в кулачках (без применения заднего центра) предварительно обработанной заготовки из стали марки 45 по ГОСТ 1050-88. Для обточки заготовки должен применяться проходной резец с главным углом в плане 45°.
Конструкция и материал резца не регламентируются.
Размеры заготовок и режимы резания при испытании для классов точности Н и П должны соответствовать данным, приведенным в табл.7.
Таблица 7
Размеры в мм
Наименование параметров заготовки | Режимы обработки заготовок в патронах диаметром | |||||||||
80 | 100 | 125 | 160 | 200 | 250 | 315 | 400 | 500 | 630 | |
Диаметр обтачиваемой заготовки | 22 | 25 | 35 | 55 | 75 | 95 | 120 | 150 | 190 | 230 |
Длина выступающей части заготовки от торца кулачков | 30 | 40 | 50 | 70 | 90 | 110 | 130 | 150 | 180 | 210 |
Глубина резания | 1,4 | 1,6 | 1,8 | 2,4 | 2,6 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 |
Подача, мм/об | 0,3 | 0,4 | 0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 |
Примечание. Допускается установка ближайшей, имеющейся на станке подачи и скорости при условии сохранения заданного сечения стружки.
Для патронов классов точности В и А режимы резания регламентируются техническими условиями. После проверки на прочность точность патронов должна соответствовать требованиям пп.1.11, 1.12.
Скорость резания при испытании патронов - 20 м/мин.
Для безопасности работы к центровому отверстию заготовки с зазором не более 1,5-2 мм должен быть подведен центр задней бабки. Крутящий момент на ключе патрона с ручным приводом и сила зажима заготовки при механизированном приводе не регламентируются.
Следует считать, что патрон выдержал проверку резанием, если заготовка при работе не касалась центра задней бабки и проворачивалась в кулачках на угол не более 15°.
4.7.6. Минимальная суммарная сила зажима
Сила зажима проверяется на одном кулачке кольцевым динамометром или другим прибором, который предварительно протарирован на призме с углом 120°, если проверку производят для трехкулачковых патронов. Зажим производят при величинах максимального крутящего момента на ключе для патронов с ручным приводом или максимальной силы, передаваемой приводом для механизированных патронов, указанных в обязательном приложении 3.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На патроне маркировать:
а) обозначение и класс точности патрона, кроме класса точности Н. На патронах с ручным приводом маркировать место расположения нулевой шестерни цифрой 0;
б) товарный знак предприятия-изготовителя;
в) заводской номер и год изготовления патрона;
г) номер пазов;
На кулачках или основаниях сборных кулачков должны быть нанесены номера, соответствующие номерам пазов.
д) допустимую частоту вращения для механизированных приводов;
е) максимальные размеры закрепляемой детали;
ж) суммарную силу зажима.
5.2. Консервация - по ГОСТ 9.014-78 (II группа изделий). В технических условиях должны быть указаны дата консервации и срок сохраняемости без переконсервации.
5.3. Патроны, подлежащие транспортированию, упаковываются в ящики дощатые типов III-VII по ГОСТ 9396-88, из листовых древесных материалов типов V, VI по ГОСТ 5959-80, дощатые типов III, IV, VI по ГОСТ 2991-85, типа I-I по ГОСТ 10198-78*, типов I-V по ГОСТ 26014-83, выстланные водонепроницаемой бумагой по ГОСТ 8828-89 или битумной бумагой марки БУ-Б по ГОСТ 515-77, или универсальные контейнеры типов АУК-1,25 и УУК-3 по ГОСТ 18477-79.
_______________
* На территории Российской Федерации действует ГОСТ 10198-91. - .
При транспортировании в один адрес нескольких грузовых мест необходимо формировать их в транспортные пакеты по ГОСТ 24597-81.
5.4. Транспортирование патронов осуществляется всеми видами транспорта в закрытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на конкретном виде транспорта.
5.5. Требования к транспортной маркировке - по ГОСТ 14192-77*.
_______________
* На территории Российской Федерации действует ГОСТ 14192-96. - .
5.6. Готовые изделия должны храниться в упакованном виде в сухом закрытом помещении. Условия хранения - 2 или 3 по ГОСТ 15150-69.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие выпускаемых патронов требованиям настоящего стандарта при условии соблюдения правил по транспортированию, хранению и эксплуатации патронов.
6.2. Гарантийный срок эксплуатации - не менее 12 месяцев со дня ввода патронов в эксплуатацию и устанавливается в технических условиях.
ПРИЛОЖЕНИЕ 1
Справочное
Допуски радиального биения переходного фланца и торцового биения
опорной поверхности переходного фланца и конца шпинделя станка,
принятого для установки и контроля точности токарных патронов
Наружный диаметр | Допуски радиального и торцевого биений, мкм, | |||
А | В | П | Н | |
80; 100; 125 | 2 | 4 | 6 | 10 |
160; 200 | 3 | 5 | 8 | 12 |
250; 315 | 4 | 6 | 10 | 16 |
400; 500 | 5 | 8 | 12 | 20 |
630 | 6 | 10 | 15 | 25 |
ПРИЛОЖЕНИЕ 2
Справочное
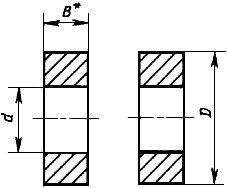
Базовые размеры контрольных колец для контроля
радиального и торцевого биения токарных патронов
_______________
* Размеры для справок.
мм
Наружный диаметр патрона | |||||
80 | 63 | 35 | 60 | 45 | 30 |
100 | 80 | 50 | 75 | 52 | |
125 | 100 | 62 | 100 | 62 | |
160 | 88 | 135 | 40 | ||
200 | 160 | 96 | 162 | 92 | |
250 | 150 | 200 | 135 | 45 | |
315 | 250 | 210 | 252 | 202 | |
400 | 250 | 282 | 50 | ||
500 | 400 | 300 | 342 | - | 55 |
630 | 400 | ||||
Примечания:
1. Чертеж не определяет конструкцию колец.
2. Жесткость конструкции должна обеспечивать постоянство базовых размеров контрольных колец при зажиме их внутренними или наружными ступенями кулачков.
ПРИЛОЖЕНИЕ 3
Обязательное
Силовая характеристика патронов
Наружный диаметр патрона, мм | Максимальный крутящий момент на ключе, даН·м | Максимальная сила, передаваемая приводом, даН | Минимальная суммарная сила зажима, даН | ||
Двухкулач- | Трехкулач- | Двухкулач- | Трехкулач- | ||
80 | 3,5 | - | - | 1000 | |
100 | 5,0 | - | - | - | 1700 |
125 | 7,5 | 800 | 1200 | 900 | 2400 |
160 | 12,5 | 1100 | 1600 | 1400 | 3100 |
200 | 16,0 | 1400 | 2000 | 1800 | 3700 |
250 | 18,0 | 2000 | 3000 | 3000 | 4600 |
315 | 20,0 | 2700 | 4000 | 4200 | 5500 |
400 | 28,0 | 3200 | 4800 | 4800 | 6500 |
500 | 36,0 | 4000 | 6000 | 6000 | 7200 |
630 | 46,0 | - | - | - | 8000 |
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1991
