ГОСТ 24568-81
Группа Г27
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПАТРОНЫ МАГНИТНЫЕ
Технические условия
Magnetic chucks. Technical conditions
ОКП 39 6116
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 29.01.81 N 329
3. ВЗАМЕН ГОСТ 16933-71, ГОСТ 16934-71
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер подпункта |
6.2 | |
2.1, 2.3 | |
2.1 | |
2.3 | |
2.1 | |
6.3 | |
4.7, 4.9 | |
2.4 | |
6.3 | |
6.3 | |
6.3 | |
6.3 | |
6.3 | |
6.3 | |
4.7 | |
6.6 | |
6.2, 6.8 | |
3.1 | |
4.7 | |
6.3 | |
4.5, 4.6 | |
6.3 |
5. Постановлением Госстандарта СССР от 13.09.91 N 1449 снято ограничение срока действия
6. ИЗДАНИЕ (апрель 2001 г.) с Изменениями N 1, 2, 3, утвержденными в мае 1986 г., июне 1988 г., ноябре 1990 г. (ИУС 8-86, 9-88, 2-91)
Настоящий стандарт распространяется на магнитные патроны диаметром до 500 мм, классов точности Н, П, В и А, предназначенные для закрепления заготовок из ферромагнитных материалов при обработке их на металлорежущих станках.
Требования стандарта являются обязательными.
(Измененная редакция, Изм. N 3).
1. ОСНОВНЫЕ РАЗМЕРЫ
1.1. Основные размеры магнитных патронов должны соответствовать указанным на черт.1 и 2 и в табл.1.

Черт.1
Примечание. Чертеж не определяет конструкции патрона.
Таблица 1
Размеры в мм
Обозначение патронов |
|
|
| Число отверстий | Масса, кг, не более | ||||
7108-0001 | 80 | 55 | 66 | 8 | 3 | 50 | М6 | 3 | 1,5 |
7108-0002 | 100 | 72 | 86 | 10 | 55 | М8 | 2,0 | ||
7108-0003 | 125 | 95 | 108 | 12 | 4 | 60 | 4,0 | ||
7108-0005 | 160 | 130 | 142 | 16 | 65 | 8,0 | |||
7108-0006 | 200 | 165 | 180 | 20 | 75 | М10 | 12,0 | ||
7108-0007 | 250 | 210 | 226 | 25 | 5 | 85 | М12 | 24,0 | |
7108-0008 | 315 | 270 | 290 | 32 | 95 | 40,0 | |||
7108-0010 | 400 | 340 | 368 | 40 | 105 | М16 | 70,0 | ||
7108-0011 | 500 | 440 | 465 | 50 | 6 | 115 | 6 | 120,0 |
Примечания:
1. Для патронов, корпуса которых изготовляют из материалов с плотностью более 7,0 г/см, массу допускается увеличивать на 25%.
2. Патроны с центральным отверстием изготовляют по согласованию с заказчиком.
Пример условного обозначения патрона класса точности Н, диаметром 80 мм:
Патрон 7108-0001 ГОСТ 24568-81
При обозначении патронов классов точности П, В и А в условное обозначение добавляют буквенный индекс класса точности.
Пример условного обозначения патрона класса точности П, диаметром 80 мм:
Патрон 7108-0001 П ГОСТ 24568-81
1.2. Предельные отклонения размеров на длине
и
- по Н7;
-
при симметричном расположении поля допусков.
1.3. Неуказанные предельные отклонения размеров: отверстий Н14, валов h14, остальных ![]()
(Измененная редакция, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Патроны должны изготовлять в соответствии с требованиями настоящего стандарта, ГОСТ 12.2.009, ГОСТ 9.032 и ГОСТ 9.306.
2.2. В патронах массой более 16 кг должны быть предусмотрены места для крепления рымболтов или других приспособлений для монтажа и транспортирования.
2.3. Рабочая поверхность патрона не должна иметь трещин между полюсами, ржавых участков, раковин, вмятин, заусенцев, не допускаются выпуклость немагнитного материала между полюсами и другие дефекты.
Необработанные наружные поверхности патрона должны быть подготовлены к окраске в соответствии с ГОСТ 9.402*.
______________
* На территории Российской Федерации действует ГОСТ 9.402-2004. - .
Покрытие класса III, условия эксплуатации 7/3 - по ГОСТ 9.032.
2.4. Шероховатость рабочей поверхности по ГОСТ 2789 должна быть, мкм, не более, для патронов класса точности:
Н | 1,25 | |||
П | 0,63 | |||
В | 0,32 | |||
А | 0,16 | |||
Шероховатость поверхности основания патронов должна быть, мкм, не более, для патронов
Н | 2,5 | |||
П | 1,25 | |||
В | 0,63 | |||
А | 0,32 | |||
2.5. Предельные отклонения показателей точности патронов должны быть не более указанных в табл.2, 3.
Таблица 2
Допуски прямолинейности рабочей поверхности патронов в заданных сечениях,
параллельности рабочей поверхности патрона относительно поверхности
основания, торцового биения рабочей поверхности патрона
Диаметр патрона, мм | Допуск, мкм, для патронов классов точности | |||
Н | П | В | А | |
До 125 | 8 | 5 | 3 | 2 |
Св. 125 " 200 | 10 | 6 | 4 | 2,5 |
" 200 " 315 | 12 | 8 | 5 | 3 |
" 315 | 16 | 10 | 6 | 4 |
Таблица 3
Допуск радиального биения наружной поверхности патрона относительно
Диаметр патрона, мм | Допуск, мкм, для патронов классов точности | |||
Н | П | В | А | |
До 125 | 25 | 15 | 10 | 6 |
Св. 125 " 200 | 32 | 20 | 12 | 8 |
" 200 " 315 | 40 | 25 | 16 | 10 |
" 315 | 50 | 30 | 20 | 12 |
Примечания:
1. Выпуклость рабочей поверхности патрона не допускается.
2. Допускается изготовлять патроны без окончательной обработки рабочей поверхности по согласованию с заказчиком. При этом допуск прямолинейности и параллельности рабочей поверхности патрона относительно поверхности основания и допуск торцового биения должен быть не более 0,1 мм, а шероховатость рабочей поверхности должна быть не более 1,25 мкм.
3. Патроны классов точности П и А изготовляют по требованию заказчика.
2.6. Максимальная допускаемая окружная скорость патрона на холостом ходу станка должна быть не более 8 м/с.
2.7. Жесткость рабочей поверхности патрона характеризуется смещением образца под действием нагрузки
.
Нормы жесткости должны соответствовать указанным в табл.4.
Таблица 4
Диаметр патрона, мм | Нагружающая сила | Смещение | ||
Н; П | В; А | Н; П | В; А | |
До 125 | 63 | 40 | 5 | 2,0 |
Св. 125 " 200 | 100 | 63 | 8 | 3,2 |
" 200 " 315 | 160 | 100 | 12 | 5,0 |
" 315 | 250 | 160 | 20 | 8,0 |
2.8. Удельная сила притяжения на полюсе для включенных патронов должна быть не менее для патронов классов точности: Н и П - 70 Н/см
, В и А - 40 Н/см
.
2.9. На двух полюсах в зоне расположения механизма переключения удельная сила притяжения должна быть не менее 0,5 .
2.10. Направление остаточного магнетизма включенного патрона должно быть противоположным направлению магнитного поля включенного патрона.
Удельная сила притяжения , вызываемая остаточным магнетизмом, для всех классов точности патрона должна быть не более 0,5 Н/см
.
Допускается в 10% контрольных точек измерения увеличение остаточного магнетизма до 1 Н/см.
(Измененная редакция, Изм. N 2).
2.11. Магнитные патроны должны быть статически уравновешены во включенном положении. Статическая неуравновешенность патронов не должна превышать значений, указанных в табл.5.
Таблица 5
Диаметр патрона, мм | Предельные допускаемые значения неуравновешенности, гс·см, | |
Н; П | В; А | |
80 | 28 | 11 |
100 | 40 | 16 |
125 | 56 | 22 |
160 | 80 | 32 |
200 | 110 | 45 |
250 | 160 | 63 |
315 | 220 | 90 |
400 | 320 | 125 |
500 | 450 | 180 |
2.12. Усилия на рукоятке ключа включения и выключения патронов диаметром до 125 мм не должно превышать 50 Н, а для патронов диаметром более 125 мм - 80 Н.
(Измененная редакция, Изм. N 3).
2.13. Срок службы патронов - 10 лет (при этом допускается подшлифовка рабочей поверхности патронов).
(Измененная редакция, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия патронов требованиям настоящего стандарта при серийном производстве предприятие-изготовитель должно проводить приемосдаточные, периодические и типовые испытания (виды испытаний - по ГОСТ 16504).
(Измененная редакция, Изм. N 1).
3.2. Периодические испытания должны проводить не реже одного раза в год.
3.3. Типовым и периодическим испытаниям подвергают патроны на соответствие требованиям пп.1.1, 1.2, 2.1, 2.3-2.5, 2.7-2.12.
3.4. При типовых и периодических испытаниях для каждого вида испытаний отбирают не менее пяти патронов из текущего выпуска. Если хотя бы один из проверяемых патронов не будет удовлетворять требованиям стандарта или рабочих чертежей, проводят повторные испытания.
Для повторных испытаний отбирают не менее 10 патронов.
Результаты повторных испытаний считают окончательными.
3.5. Приемосдаточным испытаниям должны подвергать все патроны, выпускаемые изготовителем на соответствие требованиям пп.1.1, 1.2, 2.1, 2.3-2.5, 2.8-2.12.
3.6. Погрешность измерения при контроле не должна превышать 10% допускаемых предельных отклонений на изделия.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Методы проверок норм точности и жесткости патронов должны соответствовать указанным в пп.4.2-4.9.
Допускается применение методов, отличающихся от указанных в настоящем стандарте, при условии, что они обеспечивают выполнение и соблюдение требований и показателей, приведенных в пп.4.1-4.11.
4.2. Шероховатость рабочей поверхности и основания патронов (п.2.4) проверяют сопоставлением с эталоном или универсальными средствами контроля.
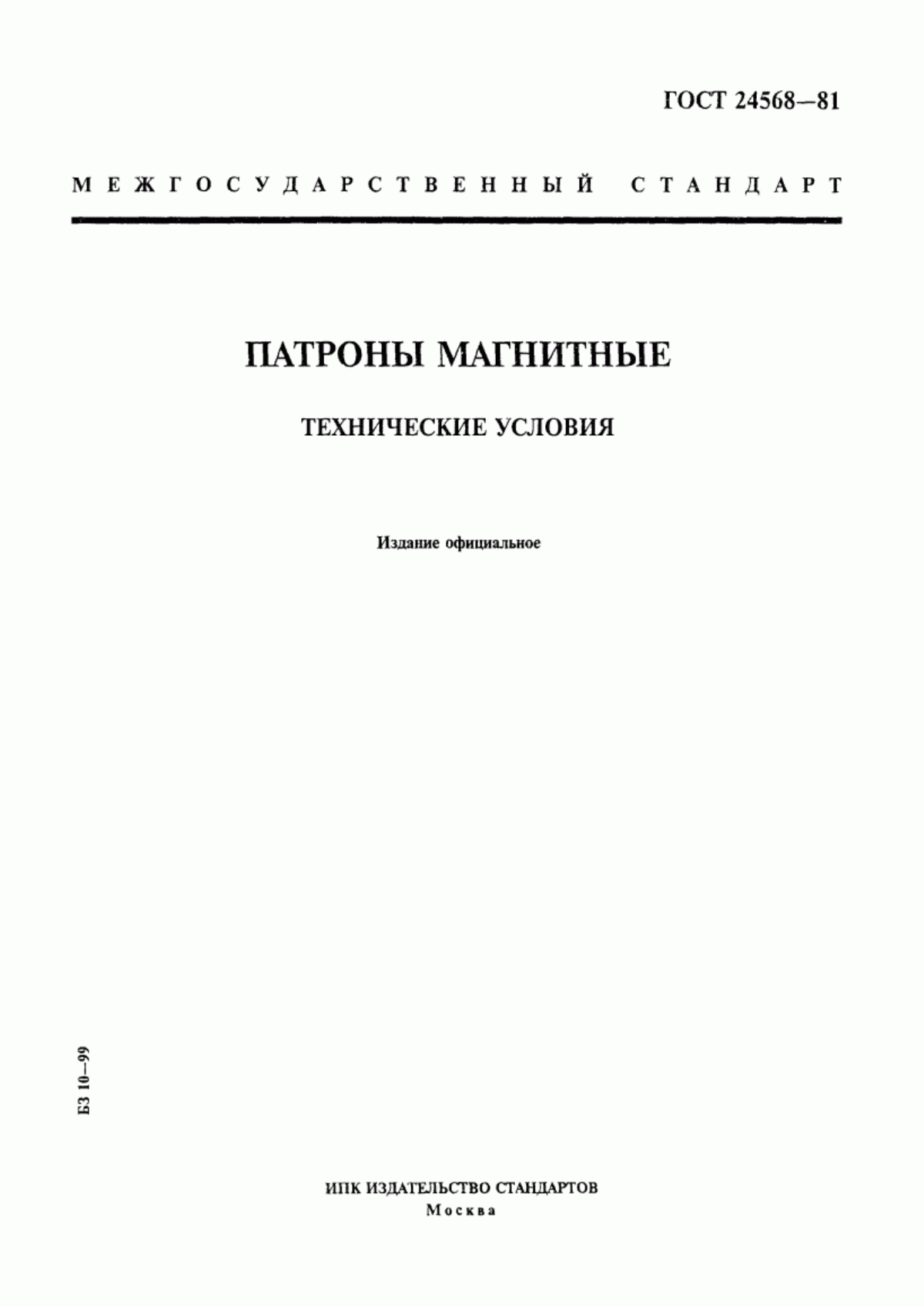
4.3. Плоскостность рабочей поверхности патрона
На контрольной плите 1 устанавливают проверяемый патрон 2 во включенном положении и при помощи подкладок 3 (черт.2) проверяют параллельность рабочей поверхности патрона контрольной плите.
Черт.2
Прямолинейность проверяют при помощи показывающего измерительного прибора 4, установленным на контрольной плите.
Показывающий прибор перемещают так, чтобы его измерительный наконечник был направлен перпендикулярно плите.
Проверку проводят в направлениях АЕ, БЖ, ВИ и ГК.
Отклонение от прямолинейности определяют как наибольшее значение алгебраической разности показаний прибора в каждом проверяемом сечении.
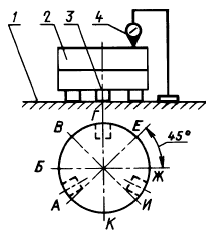
4.4. Параллельность рабочей поверхности патрона относительно поверхности основания патрона (п.2.5)
На контрольной плите 1 устанавливают проверяемый патрон 2 во включенном положении (черт.3).
Черт.3
Параллельность проверяют при помощи показывающего прибора 3, установленного на контрольной плите.
Показывающий прибор перемещают так, чтобы его измерительный наконечник был направлен перпендикулярно к плите и касался проверяемой поверхности. Проверку проводят в направлениях АЕ, БЖ, ВИ и ГК.
Отклонение от параллельности определяют как наибольшее значение алгебраической разности показаний показывающего прибора.
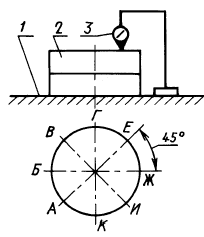
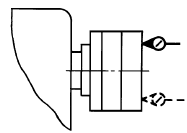
4.5. Радиальное биение наружной поверхности патрона (п.2.4) (черт.4)
Черт.4
Схема и способ измерения - по ГОСТ 22267 разд.15, метод 1.
4.6. Торцовое биение рабочей поверхности патрона (п.2.5) (черт.5).
Схема и способ измерения - по ГОСТ 22267, разд.18, метод 1.
4.7. Проверка патронов в работе
Образец-изделие, предварительно обработанный, укрепляют на рабочей поверхности патрона.
После обточки образца-изделия при режимах, указанных в табл.6, предельные отклонения показателей точности магнитных патронов контролируются согласно пп.4.3, 4.4-4.6.
Черт.5
Таблица 6
Диаметр патрона, мм | Размер образца-изделия, мм | Классы точности патрона | Режим обработки | |||
диаметр | толщина | Глубина резания, мм | Подача, | Скорость резания м/мин | ||
80 | 80 | 10 | Н, П | 0,40 | 0,110 | 20 |
100 | 100 | Н, П | 0,45 | 0,120 | ||
125 | 125 | 20 | Н, П | 0,50 | 0,140 | |
160 | 160 | Н, П | 0,56 | 0,160 | ||
200 | 200 | Н, П | 0,63 | 0,180 | ||
250 | 250 | Н, П | 0,71 | 0,200 | ||
315 | 315 | Н, П | 0,80 | 0,220 | ||
400 | 400 | Н, П | 0,90 | 0,250 | ||
500 | 500 | Н, П | 1,00 | 0,280 | ||
Материал для изготовления образца изделия - сталь 45 по ГОСТ 1050.
Тип резца - проходной с главным углом в плане 45°.
Примечание. При проведении проверок по пп.4.5-4.7 патроны магнитные крепят через промежуточный фланец к шпинделю станка. Предельные отклонения от показателей точности промежуточного фланца указаны в приложении.
Точность образца-изделия, установленного и обработанного на токарных станках - по ГОСТ 18097, кругло-шлифовальных - по ГОСТ 11654.
4.8. Жесткость патрона (п.2.7)
Проверяемый во включенном положении патрон 2 закрепляют на специальном приспособлении 1 (черт.6). На рабочей поверхности патрона на расстоянии, равном 0,6 патрона, устанавливают образец - стальной куб 3 со стороной , где
- межполюсное расстояние;
- ширина полюса.
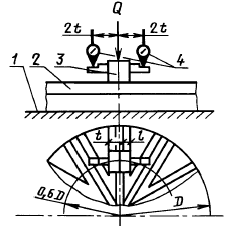
Черт.6
К образцу три раза прикладывают плавно возрастающую от 0 до нагружающую силу, направленную перпендикулярно к рабочей поверхности патрона. Смещение
образца измеряют двумя показывающими приборами 4, установленными на расстоянии 2
от оси образца.
Проверку проводят на каждой паре полюсов.
Шероховатость и плоскостность поверхностей образца и приспособления, прилегающих к патрону, не должны быть ниже, чем у поверхностей патрона. Смещение для данной пары полюсов определяют как среднее арифметическое результатов измерений двумя показывающими приборами.
4.9. Удельная сила притяжения на полюсе (п.2.8)
Испытательную пластину 1 помещают между перекрывающими пластинами 2 на рабочей поверхности патрона 3 (черт.7).
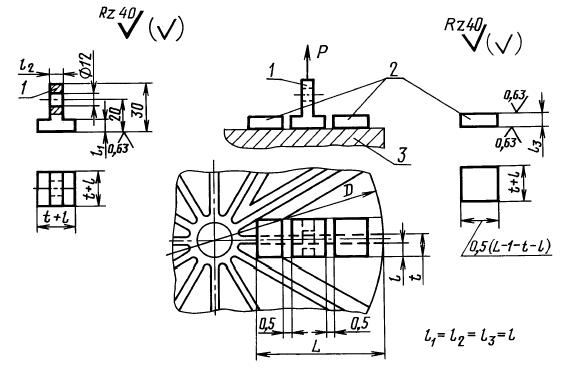
Черт.7
К испытательной пластине в точке пересечения осей симметрии прикладывают усилие, необходимое для отрыва пластины от рабочей поверхности патрона, в направлении, перпендикулярном рабочей поверхности патрона.
Усилие измеряют динамометром с точностью до 5%.
Материал для изготовления испытательной и перекрывающих пластин - сталь 10 по ГОСТ 1050.
Удельную силу притяжения , Н/см
на полюсе определяют по формуле
![]() ,
,
где - усилие отрыва,
- ширина полюса,
- межполюсное расстояние.
Удельную силу притяжения измеряют для каждой пары полюсов.
4.10. Удельную силу притяжения , вызываемую остаточным магнетизмом (п.2.11) проверяют при невключенном патроне без перекрывающих пластин. В остальном метод проверки должен соответствовать требованиям п.4.9.
(Измененная редакция, Изм. N 1).
4.11. Усилие включения и выключения патрона (п.2.12).
Усилие определяют на конце рукоятки ключа динамометром или тарированным грузом при удельной силе притяжения , указанной в п.2.8. При этом рабочая поверхность должна быть загружена деталями не менее чем на 40%.
(Измененная редакция, Изм. N 3).
5. ОФОРМЛЕНИЕ РЕЗУЛЬТАТОВ ИСПЫТАНИЙ
5.1. Результаты приемосдаточных испытаний (проверок) должны вноситься в акт приемосдаточных испытаний.
5.2. Результаты периодических и типовых испытаний должны записываться в следующую документацию:
в отчет по испытаниям;
в акт испытаний.
5.1, 5.2. (Измененная редакция, Изм. N 1).
5.3. Акт типовых и периодических испытаний должен содержать: результаты испытаний; заключение о пригодности патронов данного типа к производству.
6. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
6.1. На корпусе патрона четким нестирающимся шрифтом должны быть указаны следующие данные:
условное обозначение патрона (в соответствии с настоящим стандартом);
товарный знак предприятия-изготовителя;
порядковый номер патрона по системе нумерации предприятия-изготовителя;
год выпуска.
6.2. Патроны на период их хранения и транспортирования подлежат консервации в соответствии с требованиями ГОСТ 9.014 (2 группа изделия). Срок защиты без переконсервации не менее 3-х лет в условиях хранения по категории 3 в соответствии с ГОСТ 15150.
6.3. Патроны, подлежащие транспортированию, упаковывают в дощатые многооборотные ящики типов III-VII по ГОСТ 9396, разовые из листовых древесных материалов типов V, VI по ГОСТ 5959, дощатые типов III, IV, VI по ГОСТ 2991, типа I-1 по ГОСТ 10198, типов I-V по ГОСТ 10198, выстланные водонепроницаемой бумагой по ГОСТ 8828 или битумной бумагой марки БУ-Б по ГОСТ 515 или универсальные контейнеры АУК-1,25 и УУК-3 по ГОСТ 18477. При транспортировании в один адрес нескольких грузовых мест необходимо формировать их в транспортные пакеты по ГОСТ 2929 и ГОСТ 24597.
6.2, 6.3. (Измененная редакция, Изм. N 1).
6.4. Патроны должны быть надежно прикреплены к основанию ящика во избежании их перемещения внутри ящика во время транспортирования.
6.5. Руководство по эксплуатации патрона должно быть обернуто влагонепроницаемым материалом и уложено внутри ящика.
6.6. Требования к транспортной маркировке - в соответствии с ГОСТ 14192.
6.7. Патроны транспортируют транспортом всех видов в закрытых транспортных средствах согласно правилам перевозки грузов, действующих на транспорте этих видов.
6.8. Условия хранения патронов - по группе условий хранения 2 или 3 в соответствии с ГОСТ 15150.
6.6-6.8. (Измененная редакция, Изм. N 1).
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие магнитных патронов требованиям настоящего стандарта при соблюдении условий транспортирования, эксплуатации и хранения.
Гарантийный срок эксплуатации 24 мес со дня пуска патрона в эксплуатацию.
ПРИЛОЖЕНИЕ
Рекомендуемое
Допуски радиального биения центрирующей шейки переходного фланца
под патрон и биения торцовой опорной поверхности переходного
фланца под патрон, установленного на шпинделе станка
Диаметр патрона, мм | Допуски, мкм, для патронов классов точности | |||
Н | П | В | А | |
До 125 | 6 | 4 | 2,5 | 1,5 |
Св. 125 " 200 | 8 | 5 | 3,0 | 2,0 |
" 200 " 315 | 10 | 6 | 4,0 | 2,5 |
" 315 | 12 | 8 | 5,0 | 3,0 |
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2001
