ГОСТ 27788-88
(СТ СЭВ 6683-89)
Группа Г27
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ГОЛОВКИ ЗАХВАТНЫЕ К ХВОСТОВИКАМ ИНСТРУМЕНТАЛЬНЫХ ОПРАВОК
С КОНУСОМ 7:24
Конструкция
Retention knobs for tool shanks with 7:24 taper. Design
ОКП 39 2800
Дата введения 1989-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
Л.М.Кордыш, Ю.Л.Непомнящий, Н.П.Семченкова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 27.07.88 N 2765
3. Срок проверки - 1999 г.; периодичность проверки - 10 лет
4. В стандарт введен международный стандарт ИСО 7388/2, 3.
5. ВВЕДЕН ВПЕРВЫЕ
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
Приложение 2 | |
Приложение 2 | |
Приложение 2 | |
6 | |
5 | |
2, приложение 1 |
7. ПЕРЕИЗДАНИЕ (Февраль 1994 г.) с Изменением N 1, утвержденным в марте 1990 г. (ИУС 6-90)
Настоящий стандарт распространяется на захватные головки к хвостовикам инструментальных оправок с конусом 7:24 для автоматического закрепления в шпинделе станка, используемые во вновь проектируемых станках.
Стандарт содержит все требования СТ СЭВ 6683-89.
(Измененная редакция, Изм. N 1).
1. Головки захватные должны изготовляться двух типов:
А - основное исполнение;
В - по заказу потребителя.
2. Основные размеры захватных головок должны соответствовать указанным на черт.1-2 и в табл.1-2. Основные размеры захватных головок для хвостовиков инструментальных оправок с конусом 60 и 70 приведены в приложении 1.
3. Предельные допустимые усилия для захватных головок, предназначенных для хвостовиков инструментальных оправок с конусами:
30-15 кН;
40-25 кН;
45-40 кН;
50-60 кН.
4. Допускается изготовление захватных головок:
с отверстием меньше, чем указано в табл.1 и 2 или без этого отверстия;
с фаской под углом 45° равной вместо поверхности радиуса
.
(Измененная редакция, Изм. N 1).
5. Форма и размеры проточки для метрической резьбы - по ГОСТ 10549-80.
6. Форма и размеры канавки для выхода шлифовального круга при шлифовании по цилиндру и торцу - по ГОСТ 8820-69.
Тип А
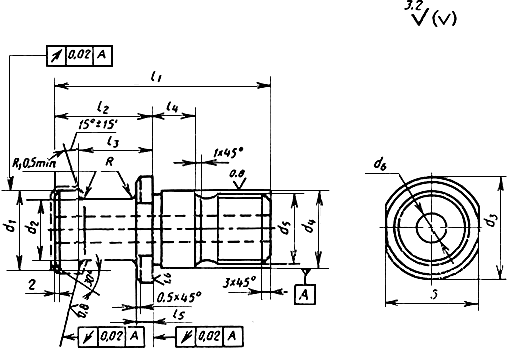
Черт.1
Таблица 1
мм
Обозначение конуса по |
|
|
|
|
|
|
|
|
| ||||
30 | 12 | 8 | 16 | 13 | М12 | 4,15 | 44 | 24 | 19 | 5 | 4 | 2 | 14 |
40 | 19 | 14 | 23 | 17 | М16 | 7,0 | 54 | 26 | 20 | 7 | 4 | 3 | 19 |
45 | 23 | 17 | 30 | 21 | М20 | 9,50 | 65 | 30 | 23 | 8 | 5 | 4 | 24 |
50 | 28 | 21 | 36 | 25 | М24 | 11,5 | 74 | 34 | 25 | 10 | 5 | 5 | 30 |
(Измененная редакция, Изм. N 1).
Пример условного обозначения захватной головки типа А для конуса без отверстия :
А40 ГОСТ 27788-88
То же, с отверстием :
А40-0 ГОСТ 27788-88
Тип В
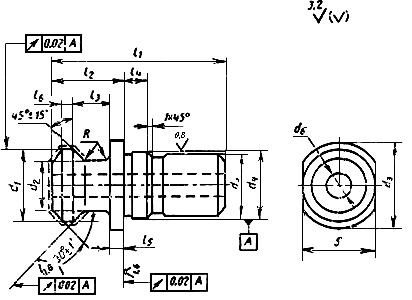
Черт.2
7. Неуказанные предельные отклонения размеров:
отверстий Н14; валов h14; угловых ![]() ; остальных
; остальных ![]() .
.
8. В местах сопряжения и
с
не должно быть следов от инструмента.
9. Материал захватной головки - легированная сталь с 1000 МПа.
Твердость поверхностей, отмеченных пунктирной линией, - 57…61 HRC .
Твердость сердцевины - 37…46,5 HRC.
Рекомендуемые марки материалов, термообработка и покрытие приведены в приложении 2.
(Измененная редакция, Изм. N 1).
Таблица 2
мм
Обозначение конуса по |
|
|
|
|
|
|
|
|
| |||||
30 | 13,35 | 9,30 | 16,50 | - | М12 | 4,15 | 27,00 | 11,80 | 8,15 | - | 2,75 | 1,25 | 2,65 | 14 |
40 | 18,95 | 12,95 | 22,50 | 17 | М16 | 7,35 | 44,50 | 16,40 | 11,15 | 7 | 3,25 | 1,75 | 2,65 | 19 |
45 | 24,05 | 16,30 | 30,00 | 21 | М20 | 9,25 | 56,00 | 20,95 | 14,85 | 8 | 4,25 | 2,25 | 2,65 | 24 |
50 | 29,10 | 19,60 | 37,00 | 25 | М24 | 11,55 | 65,50 | 25,55 | 17,95 | 10 | 5,25 | 2,75 | 2,65 | 30 |
(Измененная редакция, Изм. N 1).
Пример условного обозначения захватной головки типа В для конуса 40 без отверстия :
В40 ГОСТ 27788-88
То же, с отверстием :
В40-0 ГОСТ 27788-88
ПРИЛОЖЕНИЕ 1
Справочное
Основные размеры захватных головок для инструментальных
хвостовиков с конусом 60 и 70
Тип А
Таблица 3
мм
Обозначение конуса |
|
|
|
|
| |||||||||
Но- | Пред. откл. | |||||||||||||
60 | 36,6 | 25 | 46 | 31 | М30 | 12 | 110 | 60 | 48 | 12 | 10 | 6 | 36 | -0,34 |
70 | 40 | 30 | 65 | 50 | М36 | 13 | 110 | 60 | 48 | 12 | 10 | 8 | 55 | -0,4 |
Тип В
Таблица 4
мм
Обозначение конуса |
|
|
|
|
| ||||||||||
Но- | Пред. откл. | ||||||||||||||
60 | 35 | 25 | 46 | 31 | M30 | 12 | 80 | 33 | 24 | 11 | 10 | 3,25 | 3 | 36 | 0,34 |
70 | 40 | 30 | 65 | 50 | M36 | 12 | 98 | 38 | 28 | 15 | 10 | 3,75 | 3 | 55 | -0,4 |
ПРИЛОЖЕНИЕ 2
Справочное
Рекомендуемые марки материала. Термообработка и покрытия
Таблица 5
Номер вари- | Материал (сталь) | Термообработка | Глу- | Твердость | Покрытие*** |
1* | 18ХГТ | Ионная нитроцементная | 0,4...0,6 | Поверхность 57…61 HRC | Не требуется |
2** | 18ХГТ | Нитроцементация с непосредственной закалкой | Химическое оксидирование промасленное | ||
3 | 25ХГТ | Сердцевина 33…38 HRC | |||
4 | 25ХГМ | ||||
5 | 40ХФА | Азотирование | 0,3...0,4 | Поверхность HV 610…700 | Не требуется |
6 | 30Х3МФ | 0,2...0,3 |
________________
* Для конуса 30 вместо 18ХГТ следует применять 30Х3МФ.
** Вариант допускается использовать только при наличии отверстия . Предпочтительные варианты - N 1 и 3.
*** Технические требования к покрытию - по ГОСТ 9.301-86.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1994
