МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ
42.4.10—
2024
Гражданская оборона
ИНЖЕНЕРНО-ТЕХНИЧЕСКОЕ ОБОРУДОВАНИЕ ЗАЩИТНЫХ СООРУЖЕНИЙ ГРАЖДАНСКОЙ ОБОРОНЫ. КЛАПАНЫ ИЗБЫТОЧНОГО ДАВЛЕНИЯ
Общие технические требования.
Методы испытаний
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ 42.4.10—2024
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 РАЗРАБОТАН Федеральным государственным бюджетным учреждением «Всероссийский научно-исследовательский институт по проблемам гражданской обороны и чрезвычайных ситуаций МЧС России» (Федеральный центр науки и высоких технологий) [ФГБУ ВНИИ ГОЧС (ФЦ)]
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 071 «Гражданская оборона, предупреждение и ликвидация чрезвычайных ситуаций»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 21 июня 2024 г. № 65-2024)
За принятие проголосовали:
Краткое наименование страны по МК(ИСО 3166) 004—97 | Код страны по МК(ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 14 августа 2024 г. № 1062-ст межгосударственный стандарт ГОСТ 42.4.10—2024 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2024 г.
5 ВВЕДЕН ВПЕРВЫЕ
II
ГОСТ 42.4.10—2024
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© Оформление. ФГБУ «Институт стандартизации», 2024
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
III
ГОСТ 42.4.10—2024
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Гражданская оборона
ИНЖЕНЕРНО-ТЕХНИЧЕСКОЕ ОБОРУДОВАНИЕ ЗАЩИТНЫХ СООРУЖЕНИЙ ГРАЖДАНСКОЙ ОБОРОНЫ. КЛАПАНЫ ИЗБЫТОЧНОГО ДАВЛЕНИЯ
Общие технические требования. Методы испытаний
Civil defense. Engineering and technical equipment of civil defense protective structures. Pressure valves. General technical requirements. Test methods
Дата введения — 2024—12—01
1 Область применения
Настоящий стандарт распространяется на клапаны избыточного давления, применяемые в системах вентиляции защитных сооружений гражданской обороны в качестве предохранительной арматуры.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.014 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.302 (ИСО 1463—82, ИСО 2064—80, ИСО 2106—82, ИСО 2128—76, ИСО 2177—85, ИСО 2178—82, ИСО 2360—82, ИСО 2361—82, ИСО 2819—80, ИСО 3497—76, ИСО 3543—81, ИСО 3613—80, ИСО 3882—86, ИСО 3892—80, ИСО 4516—80, ИСО 4518—80, ИСО 4522-1—85, ИСО 4522-2—85, ИСО 4524-1—85, ИСО 4524-3—85, ИСО 4524-5—85, ИСО 8401—86) Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 9.911—2021 Единая система защиты от коррозии и старения. Сталь атмосферостойкая. Метод ускоренных коррозионных испытаний
ГОСТ 112 Термометры метеорологические стеклянные. Технические условия
ГОСТ 166 (ИСО 3599—76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 2405 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоро-меры. Общие технические условия
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3242 Соединения сварные. Методы контроля качества
ГОСТ 4666 Арматура трубопроводная. Требования к маркировке
ГОСТ 5709 Бумага для сигарет. Технические условия
ГОСТ 9012 (ИСО 410—82, ИСО 6506—81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013 (ИСО 6508—86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9142 Ящики из гофрированного картона. Общие технические условия
ГОСТ 9544 Арматура трубопроводная. Нормы герметичности затворов
Издание официальное
1
ГОСТ 42.4.10—2024
ГОСТ 10198 Ящики деревянные для грузов массой св. 200 до 20 000 кг. Общие технические условия
ГОСТ 14192—96 Маркировка грузов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16504 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 24856 Арматура трубопроводная. Термины и определения
ГОСТ 33257 Арматура трубопроводная. Методы контроля и испытаний
ГОСТ 33530 (ISO 6789:2003) Инструмент монтажный для нормированной затяжки резьбовых соединений. Ключи моментные. Общие технические условия
ГОСТ 34437 Арматура трубопроводная. Методика экспериментального определения гидравлических и кавитационных характеристик
ГОСТ OIML R 76-1 Государственная система обеспечения единства измерений. Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 16504, ГОСТ 24856, ГОСТ 33257, ГОСТ 34437, а также следующий термин с соответствующим определением:
3.1 клапан избыточного давления; КИД: устройство, предназначенное для перепуска воздуха из одного помещения в смежное либо в атмосферу, поддерживая при этом определенное давление в помещениях, обслуживаемых системой вентиляции.
4 Общие технические требования
4.1 Ряд номинальных диаметров КИД — от 100 до 500 мм (DN).
4.2 Материал деталей и сварных швов должен быть прочным и плотным (см. 6.2).
4.3 Климатическое исполнение клапанов избыточного давления — согласно требованиям ГОСТ 15150. Рабочая температура окружающей и транспортируемой среды (воздуха) — от минус 50 °C до плюс 50 °C.
4.4 Класс герметичности А по ГОСТ 9544, норма герметичности — отсутствие видимых утечек в течение времени испытания согласно требованиям ГОСТ 9544.
4.5 Требования к конструкции
4.5.1 Отклонения от параллельности уплотнительных поверхностей присоединительных фланцев клапанов на каждые 100 мм диаметра не должны превышать:
- 200 мкм при номинальном диаметре клапана до 200 мм включительно;
- 300 мкм при номинальном диаметре клапана более 200 мм.
4.5.2 Седла клапанов выполняют заодно с корпусом либо вставными (с креплением на резьбе, запрессовкой, сваркой и другими методами).
4.5.3 Момент затяжки резьбовых соединений — не более 160 Н-м, при этом должно быть обеспечено выступание торцов болтов и шпилек из гаек не менее чем на один шаг резьбы.
2
ГОСТ 42.4.10—2024
4.5.4 Перемещение запирающего элемента (ЗЭл) должно осуществляться плавно, без рывков и заеданий.
4.5.5 Масса клапанов должна быть установлена в сборочном чертеже.
4.5.6 Для клапанов массой более 16 кг в конструкторской документации (КД) на конкретный клапан должны быть обозначены места строповки либо предусмотрены специальные устройства, или строповочные узлы. Места строповки и порядок строповки также указывают в эксплуатационной документации на конкретные клапаны.
4.6 Требования надежности
4.6.1 КИД относят к классу ремонтируемых, восстанавливаемых изделий с нерегламентированной дисциплиной восстановления.
4.6.2 Номенклатура показателей надежности КИД:
- наработка до отказа — не менее 500 циклов;
- среднее время восстановления — не более 5 ч.
4.7 Назначенный срок службы — не менее 15 лет.
4.8 Требования к изготовлению
4.8.1 Методы контроля сварных соединений — манометрический или пузырьковый по ГОСТ 3242.
4.8.2 Для проверки качества термообработки необходимо проводить измерение твердости деталей в определенном месте в соответствии с требованием КД на конкретный клапан. Измерение твердости не должно приводить к порче рабочих поверхностей деталей, влияющих на работоспособность изделия. Допускается проводить проверку на образце-свидетеле из того же материала, что и детали, если измерение твердости невозможно провести без повреждения рабочих поверхностей. Образцы-свидетели должны термически обрабатываться одновременно с деталями и помещаться в печь в равных условиях. Методы измерения твердости — по ГОСТ 9012 или ГОСТ 9013.
4.8.3 Детали КИД не должны иметь механических повреждений, загрязнений, следов коррозии.
4.8.4 Уплотнительные поверхности седел не должны иметь рисок, вмятин и других дефектов, обнаруживаемых визуальным контролем.
4.8.5 Методы контроля металлических и неметаллических неорганических покрытий деталей — по ГОСТ 9.302.
4.8.6 В КД должны быть предусмотрены требования к смазке трущихся поверхностей деталей.
4.9 Комплектность
4.9.1 В комплект поставки входит:
- клапан в сборе;
- паспорт;
- руководство по эксплуатации.
4.9.2 Паспорт должен содержать следующие разделы:
- технические характеристики [номинальный диаметр DN (мм), пропускная способность (м3/ч), масса, назначенный срок службы];
- заводской номер;
- свидетельство о приемке;
- номер партии изготовленных КИД, если приемку осуществляют партиями;
- сведения о подтверждении соответствия техническим регламентам (если таковое установлено законодательством);
- гарантии изготовителя.
4.9.3 В паспорте и руководстве по эксплуатации на КИД должна быть указана следующая информация:
- страна — изготовитель КИД;
- юридический и фактический адрес предприятия — изготовителя КИД.
В руководстве по эксплуатации дополнительно следует указывать номера телефонов и адрес электронной почты подразделения изготовителя, которое рассматривает претензии потребителей.
3
ГОСТ 42.4.10—2024
4.10 Маркировка
4.10.1 На КИД в месте, предусмотренном КД, должна быть нанесена маркировка, содержащая следующие данные:
- условное (сокращенное) наименование предприятия-изготовителя или товарный знак;
- условное обозначение КИД («КИД — диаметр условного прохода в мм»);
- обозначение настоящего стандарта;
- заводской номер;
- дату изготовления (месяц — две арабские цифры, год — четыре арабские цифры);
- назначенный срок службы (год окончания — четыре арабские цифры).
4.10.2 Маркировка должна сохраняться в течение всего срока службы КИД.
4.10.3 Отличительная окраска клапанов — по ГОСТ 4666.
4.11 Упаковка
4.11.1 Упаковка должна исключить возможность повреждения клапанов при транспортировании и хранении.
4.11.2 Противокоррозионная защита — ВЗ-4 с упаковочным материалом УМ-1 при обеспечении внутренней упаковки по вариантам ВУ-1 — ВУ-4 по ГОСТ 9.014.
4.11.3 Места опломбирования должны быть указаны в КД.
4.11.4 Транспортная тара — ящики по ГОСТ 2991, ГОСТ 9142, ГОСТ 10198. Крепление должно исключать возможность повреждения клапанов при транспортировании.
4.11.5 Маркировка транспортной тары — по ГОСТ 14192.
5 Общие требования, предъявляемые к условиям, обеспечению
и проведению испытаний
5.1 Перечень оборудования и измерительных средств, рекомендуемых к применению, приведен в приложении А.
5.2 Условия проведения испытаний
5.2.1 Испытания на герметичность, прочность, плотность и надежность, а также взвешивание КИД необходимо проводить в следующих климатических условиях:
- температура окружающего воздуха — не ниже 5 °C;
- относительная влажность воздуха — от 45 % до 98 %;
- атмосферное давление — от 84 до 106 кПа;
- температура испытательной среды (воздуха) — от 5 °C до 40 °C.
5.2.2 Климатические испытания следует проводить в следующих климатических условиях:
- атмосферное давление — от 84 до 106 кПа;
- температура испытательной среды (воздуха) в климатической камере — от минус 50 °C до плюс 50 °C.
5.3 Допускается совмещать испытания на плотность материала деталей и сварных швов КИД с испытаниями на герметичность относительно внешней среды по уплотнению подвижных и неподвижных соединений и на работоспособность (проверку функционирования) при условии обеспечения мер безопасности.
5.4 Повышать давление следует плавно с выдержками с целью проверки плотности соединений и обнаружения видимых деформаций.
5.5 Перед сборкой КИД, а также началом испытаний визуальным контролем осуществляют проверку деталей на отсутствие механических повреждений, загрязнений и следов коррозии, а также идентифицируют модель КИД измерением условного прохода (номинального диаметра DN) штангенциркулем типов II или III по ГОСТ 166. За результат принимают среднее арифметическое значение двух измерений во взаимно перпендикулярных плоскостях. В собранном виде проверку номинального диаметра клапана DN определяют по данным эксплуатационной документации и маркировке.
4
ГОСТ 42.4.10—2024
6 Методы испытаний
6.1 Испытания на работоспособность
6.1.1 Метод испытания — механический.
6.1.2 Испытаниям подвергают КИД в сборе.
6.1.3 Проводят наработку трех — пяти циклов «открыто — закрыто». ЗЭл (тарель) должен перемещаться плавно при любом положении противовесов до полного прижатия к седлу клапана без видимых зазоров.
6.1.4 В результатах испытаний фиксируют:
- наличие заеданий и рывков при закрывании и открывании клапанов или их отсутствие;
- наличие или отсутствие видимых при визуальном контроле зазоров между тарелью и седлом при осмотре на просвет;
- наличие на уплотнительной прокладке тарели четкого без разрывов пятна контакта с седлом или его отсутствие (или приводят описание дефектов пятна контакта).
6.2 Испытания на прочность и плотность материала корпусных деталей и сварных швов, находящихся под давлением рабочей среды
6.2.1 Методы испытаний — манометрический и пузырьковый.
6.2.2 Испытаниям подвергают клапан в сборе.
6.2.3 Испытания проводят при рабочем установочном положении КИД.
6.2.4 Принципиальная схема рекомендуемого стенда для испытания клапана в сборе на прочность и плотность материала корпусных деталей и сварных швов приведена на рисунке Б.1.
6.2.5 Направление подачи воздуха — со стороны запорно-регулирующего клапана.
6.2.6 При испытаниях на прочность, плотность и герметичность КИД выдерживают при установившемся давлении, в течение времени, указанного в таблице 1.
Таблица 1—Время испытания КИД
Испытание | Время выдержки КИД при установившемся давлении перед началом испытания, с, не менее | Время контроля (измерения), с, не менее | |||
ОМ 100 | Св. DN 100 до DN 300 включ. | Св. DN 300 | До DN 200 включ. | Св. DN 200 | |
Прочность и плотность материала корпусных деталей и сварных швов | 60 | 120 | 300 | Время, достаточное для осмотра после понижения давления до PN (Рр) (но не менее 60) | |
Герметичность относительно внешней среды уплотнений подвижных соединений | 60 | 60 | Время, достаточное для осмотра (но не менее 60) | ||
Герметичность клапана | 120 | 180 | 60 | 120 | |
6.2.7 Испытания КИД на прочность материала корпусных деталей и сварных швов и герметичность проводят пробным давлением Рпр (Ph), равным 0,2 МПа.
Далее проводят испытания на плотность: давление снижают до значения, указанного в КД [технических условиях (ТУ)], но не более давления, равного номинальному PN (рабочему ), после чего проводят визуальный контроль в течение времени, необходимого для осмотра.
6.2.8 В результатах испытаний фиксируют:
- для испытаний материала корпусных деталей и сварных швов на прочность — обнаружение при визуальном контроле или отсутствие механических разрушений либо остаточных деформаций; при манометрическом методе контроля — отсутствие или наличие падения давления в арматуре в процессе выдержки при установившемся давлении в течение времени, указанного в таблице 1;
5
ГОСТ 42.4.10—2024
- для испытаний материала деталей и сварных швов на плотность — обнаружение или отсутствие утечки воздуха (появление пузырьков воздуха). При этом наличие нелопающихся пузырьков при реализации пузырькового метода контроля обмыливанием не считают браковочным признаком.
6.3 Испытания на герметичность
6.3.1 Методы испытаний — манометрический или пузырьковый.
6.3.2 Испытаниям подвергают КИД в сборе.
6.3.3 Испытания проводят при вертикальном положении КИД.
6.3.4 Принципиальная схема испытательного стенда приведена на рисунке Б.1.
6.3.5 Перед началом испытаний проводят следующие процедуры:
- откручивают на один-два оборота фиксатор для обеспечения свободного вращения рычага с тарелью на оси;
- противовесы устанавливают в крайнее положение, обеспечивающее максимальное прижатие тарели к седлу;
- проводят наработку двух циклов «открыто — закрыто» без подачи воздуха на клапан.
6.3.6 При испытаниях воздух в испытуемый КИД подают во входной патрубок, а утечку контролируют со стороны запорного механизма.
6.3.7 В результатах испытаний фиксируют отсутствие (соответствие классу герметичности А) или наличие (несоответствие классу герметичности А) утечки воздуха через ЗЭл, на что указывает отсутствие или наблюдение падения давления на манометре или отсутствие (наличие) лопающихся мыльных пузырей при обмыливании тарели в месте примыкания к седлу.
6.4 Испытания надежности
6.4.1 Испытания КИД до отказа
6.4.1.1 Испытаниям подвергают КИД в сборе. Метод испытания КИД до отказа — механический.
6.4.1.2 Принципиальная схема рекомендуемого стенда для испытания КИД приведена на рисунке Б.2.
6.4.1.3 Клапан подвергают непрерывным циклам «открытие — закрытие» в объеме 500 циклов. Открытие клапана осуществляют воздухом, подаваемым на тарель со стороны рычага привода, пульсация которого осуществляется с помощью предохранительного клапана. Время на промежуточный осмотр испытуемого клапана в расчет непрерывной работы не принимается.
6.4.1.4 По истечении непрерывной наработки в 500 циклов проводят испытания КИД на плотность материала деталей и сварных швов и работоспособность. Их положительные результаты являются положительными результатами испытаний наработки до отказа.
6.4.2 Среднее время восстановления определяют расчетом как отношение общего времени на обнаружение и локализацию отказов, демонтаж арматуры из мест установки, ремонт дефектов, выполнение проверок работоспособности 10 образцов, отремонтированных КИД, к общему числу отказов, зафиксированных для этих 10 образцов КИД. Критериями отказов являются отрицательные факторы работоспособности (см. 6.1).
Исходными данными для расчета могут быть статистические данные, полученные от организаций, эксплуатирующих защитные сооружения гражданской обороны.
6.5 Климатические испытания
6.5.1 Климатические испытания включают проверку КИД на тепло- и холодоустойчивость.
6.5.2 Для проверки КИД на воздействие низких температур его помещают в климатическую камеру с пределом измерения не выше минус 60 °C и погрешностью ±2 °C, снижают температуру в камере до минус 50 °C и выдерживают КИД при этой температуре в течение 4 ч.
6.5.3 Время с момента извлечения клапана из климатической камеры до начала проведения испытания должно составлять не более 3 мин. После извлечения клапана проводят проверку на работоспособность в соответствии с требованиями 6.1.
6.5.4 Для проверки КИД на воздействие повышенных температур его помещают в климатическую камеру с пределом измерения не ниже 90 °C и погрешностью измерения ±2 °C, повышают температуру в камере до (50 ± 2) °C и выдерживают КИД при этой температуре в течение 4 ч.
6
ГОСТ 42.4.10—2024
6.5.5 Время с момента извлечения клапана из климатической камеры до начала проведения испытания должно составлять не более 3 мин. После извлечения клапана проводят проверку на работоспособность в соответствии с требованиями 6.1.
6.5.6 Результаты проверки работоспособности КИД после воздействия низкой и повышенной температуры являются результатами климатических испытаний КИД.
6.6 Отсутствие или наличие на деталях КИД механических повреждений (включая вмятины, риски и другие дефекты), загрязнений и следов коррозии проверяют визуальным контролем, используя, при необходимости, средства местной подсветки и оптического увеличения.
6.7 Наличие устройств и регламентации порядка строповки клапанов массой более 16 кг контролируют проверкой содержания руководства по эксплуатации на клапан и техническим осмотром. Конструктивное исполнение седла КИД, а также указание о массе клапана проверяют рассмотрением КД на КИД.
Фактическую массу клапана определяют взвешиванием на весах обычного класса точности IIII по ГОСТ OIML R 76-1.
Контроль содержания необходимых сведений в эксплуатационной документации (паспорт и руководство по эксплуатации) осуществляют путем сопоставления фактического содержания с требованиями 4.9.2 и 4.9.3.
6.8 Отклонения от параллельности поверхностей присоединительных фланцев проверяют калиброванными в установленном порядке щупами в соединенном состоянии фланцев клапана. Соединение фланцев производят через сигаретную бумагу марки «С» по ГОСТ 5709. Усилие затяжки болтов и шпилек резьбовых соединений фланцев для данного испытания — до момента закусывания бумаги между фланцами с прекращением ее свободного перемещения между соединяемыми поверхностями. Измерение зазора между фланцами производят не менее чем в восьми равноудаленных точках по периметру соединения. Номинальный размер щупа, который не проходит в зазор на глубину более 5 мм в любой измеряемой точке является удвоенным значением отклонения от параллельности поверхностей присоединительных фланцев.
Момент затяжки резьбовых соединений контролируют ключом моментным типа 2 класса А по ГОСТ 33530. Величину выступания торцов болтов и шпилек из гаек определяют техническим осмотром.
Места смазывания трущихся деталей КИД, а также сведения о применяемых смазках и периодичности операций смазывания определяют и контролируют проверкой содержания руководства по эксплуатации.
6.9 Комплектность поставки клапана осуществляют при техническом осмотре путем сопоставления фактического состава представленного к поставке изделия с требованиями 4.9.1.
6.10 Проверку маркировки проводят визуальным контролем путем определения наличия в месте, предусмотренном конструкторской документацией, а также на упаковке информации согласно требованиям 4.10.
6.10.1 Проверку требований к разборчивости и читаемости маркировки проводят путем визуального контроля и соблюдения требований ГОСТ 14192—96 (раздел 6). Визуальным контролем определяют соответствие отличительной окраски КИД требованиям ГОСТ 4666.
Контроль следует проводить после окончания испытаний по 6.5 при освещенности места считывания информации от 50 до 100 лк.
6.10.2 Упаковку комплекта КИД и транспортную тару на соответствие требованиям 4.11.1—4.11.4 контролируют техническим осмотром. Наличие манипуляционных знаков, в том числе обозначающих места строповки, а также информационных надписей на транспортной таре проверяют путем сличения фактического наличия манипуляционных знаков и информационных надписей в соответствии с требованиями ГОСТ 14192—96 (разделы 3—5).
6.11 Проверка назначенного срока службы
6.11.1 Назначенный срок службы Сн, лет, определяют исходя из времени достижения предельной величины коррозионного поражения по формуле
Сн=^. (1)
7
ГОСТ 42.4.10—2024
где Удоп — предельная величина коррозионного поражения, мм (принимают по требованиям эксплуатационной документации);
Ук — средняя скорость коррозии, мм/год.
6.11.2 Среднюю скорость коррозии определяют на сопрягаемых поверхностях металлических деталей КИД (в том числе через неметаллическую прокладку), перемещающихся относительно друг друга.
6.11.3 Скорость коррозионного поражения деталей КИД определяют по результатам испытаний их образцов-свидетелей, изготовленных из тех же материалов с подготовкой поверхностей с теми же характеристиками, проведением термообработки и нанесением покрытий (при необходимости) по одной технологии.
6.11.4 Для испытаний изготавливают не менее 40 образцов-свидетелей, три из которых являются контрольными. Требования к образцам-свидетелям, средствам измерений, аппаратуре, материалам, порядок подготовки и проведения испытаний, а также условия хранения контрольных образцов и образцов, снимаемых с испытаний для измерений в контрольных точках, — в соответствии с ГОСТ 9.911—2021 (разделы 5—8).
6.11.5 Испытания проводят в объеме не менее четырех циклов.
6.11.6 Глубину коррозионного поражения измеряют не менее 12 раз, снимая с испытаний каждый раз по три образца-свидетеля для измерений.
6.11.7 Глубину коррозионного поражения определяют на микрометаллографических шлифах под микроскопом при увеличении 100 или 500х с помощью окулярной шкалы и микрометрического винта микроскопа. Микрометаллографические шлифы выполняют на каждом снятом с испытаний образце в местах наибольшего коррозионного поражения, определяемых визуально.
6.11.8 Глубину коррозионного поражения определяют измерением глубины самого глубокого поражения на каждом образце. Погрешность измерения глубины коррозионного поражения не более ±10%. За результат измерения принимают среднее арифметическое значение по сумме измерений наибольшей глубины коррозионного поражения на каждом образце.
6.11.9 При испытании материала с защитным покрытием результаты измерения глубины коррозионного поражения покрытия и основного металла определяют отдельно.
6.11.10 По результатам измерений строят график зависимости глубины коррозионного поражения, У, мм, от времени воздействия лабораторными агрессивными ингредиентами, имитирующими воздействие окружающей среды т, сут (см. рисунок 1).
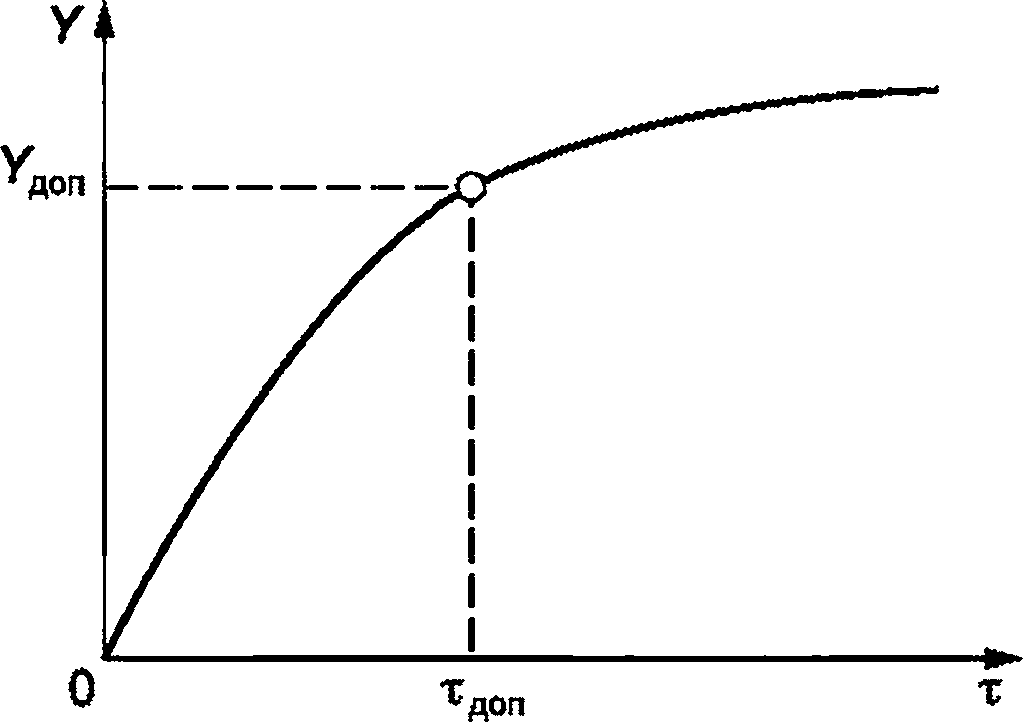
Рисунок 1 — Схема зависимости величины коррозионного поражения от времени т
6.11.11 Исключив значения коррозионного поражения У, полученные в течение первых двух циклов испытаний, аппроксимацией других значений определяют приближенную линейную зависимость коррозионного поражения деталей КИД от времени корродирующего воздействия окружающей среды (среднюю скорость коррозии Ук, мм/год).
8
ГОСТ 42.4.10—2024
Приложение А (рекомендуемое)
Перечень оборудования и измерительных средств
Таблица А.1 — Перечень оборудования и измерительных средств
Наименование оборудования, тип | Обозначение нормативного документа | Верхний предел измерений | Погрешность, класс точности |
Пневматический стенд | — | — | — |
Манометры | ГОСТ 2405 | 2,0 атм. | Класс точности не более 1,5 |
Измерительная металлическая линейка | ГОСТ 427 | В соответствии с размерами КИД | 1,0 мм |
Штангенциркуль | ГОСТ 166 | От 250 до 1600 мм | 0,1 мм |
Весы для статического взвешивания | ГОСТ OIML R 76-1 | В соответствии с весом КИД в сборе | Класс точности средний |
Секундомер | [1] | 60 мин | Класс точности 2 |
Ключ моментный типа 2 класса А | ГОСТ 33530 | 340 Н м | ±4 % |
Термометр | ГОСТ 112 | 100 °C | 0,5 °C |
Психрометр МВ-4-2М | [2] | 100 % (при температуре от минус 5 °C до плюс 40 °C) | ±0,1 °C |
Средства контроля (измерения) утечек | — | В соответствии с параметрами испытаний | — |
9
ГОСТ 42.4.10—2024
Приложение Б (рекомендуемое)
Схемы испытательных стендов
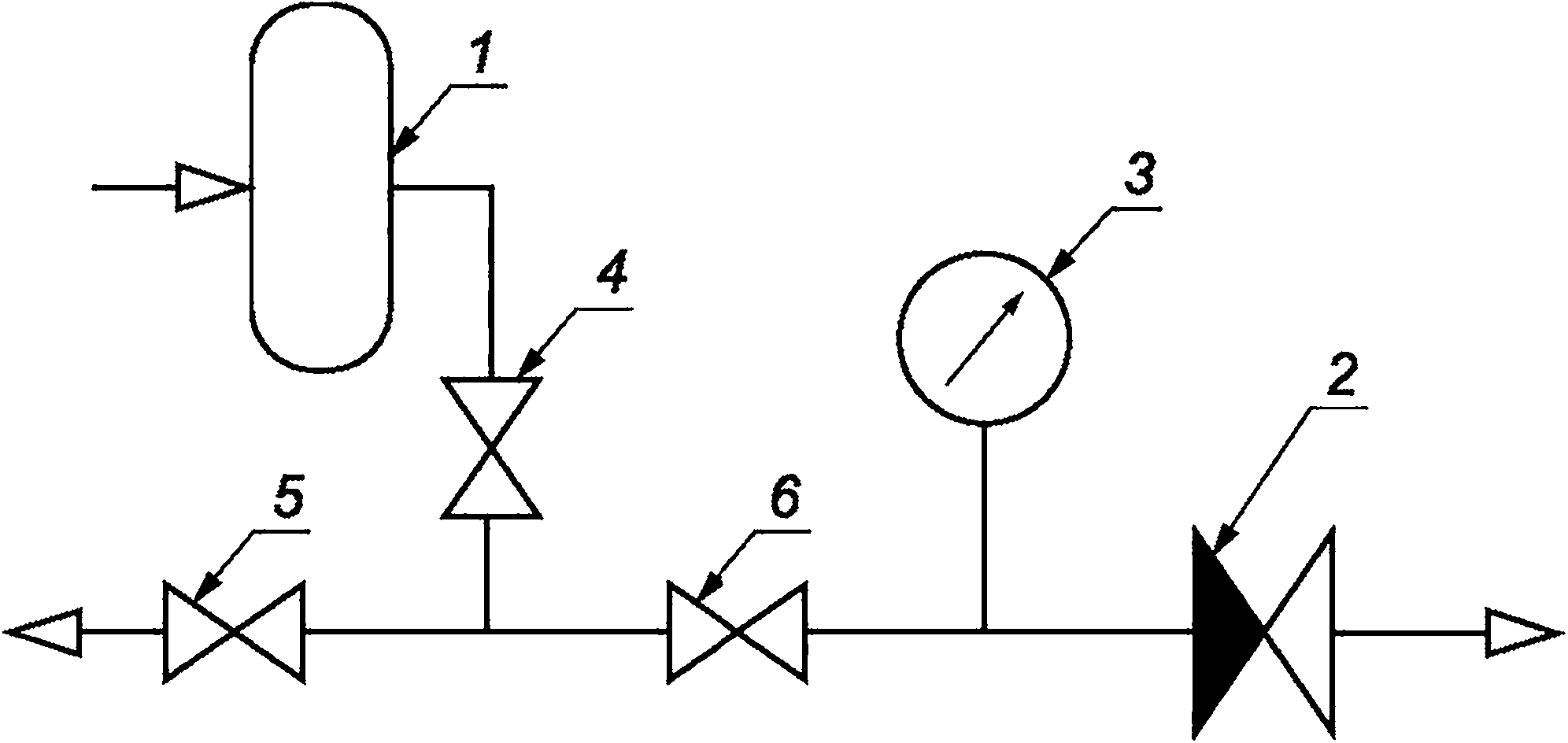
1 — источник давления; 2 — испытуемый клапан; 3 — прибор для измерения давления; 4, 5, 6 — запорно-регулирующие клапаны Рисунок Б.1 — Схема стенда для испытания на прочность, плотность и герметичность КИД манометрическим и пузырьковым методом
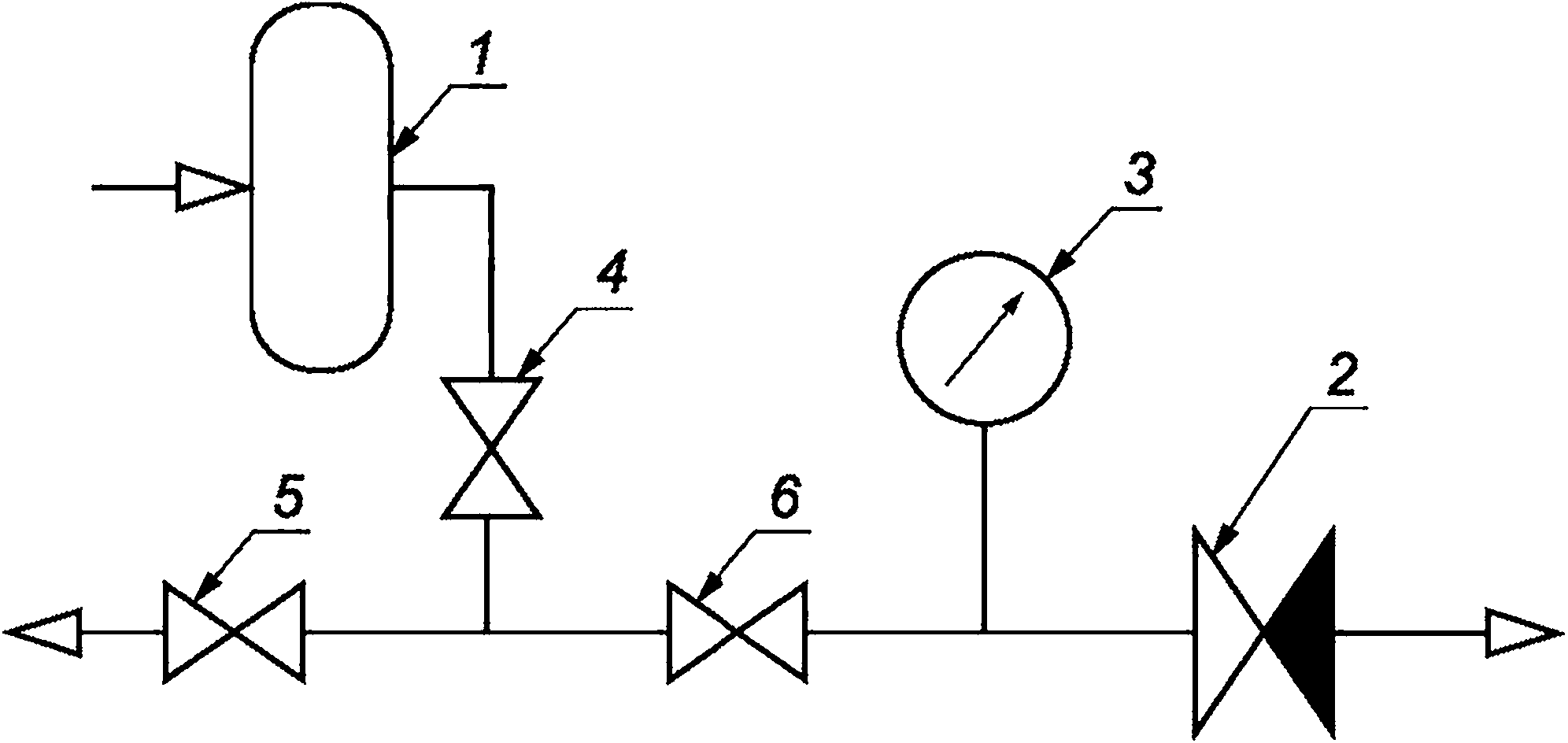
1 — источник давления; 2 — испытуемый клапан; 3 — прибор для измерения давления; 4, 5 — запорные клапаны;
6 — предохранительный клапан
Рисунок Б.2 — Схема стенда для испытания на надежность КИД (наработку)
10
ГОСТ 42.4.10—2024
Библиография
[1] ТУ 25-1819.0021-90 Секундомеры механические Слава СДСпр-1-2-000, СДСпр-4б-2-000,
СОСпр-ба-1-ООО. Технические условия
[2] ТУ 52.07-(ГРПИ.4О5132.001 )-92 Психрометры аспирационные. Технические условия
11
ГОСТ 42.4.10—2024
УДК 614.8:006.354
МКС 13.200
Ключевые слова: клапаны избыточного давления, герметичность клапана, утечка, наработка до отказа
Редактор Н.В. Таланова Технический редактор В.Н. Прусакова Корректор М.И. Першина Компьютерная верстка А.Н. Золотаревой
Сдано в набор 16.08.2024. Подписано в печать 20.08.2024. Формат 60x847а. Гарнитура Ариал. Усл. печ. л. 1,86. Уч.-изд. л. 1,58.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
