
СТАНДАРТ
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ТИПЫ, КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 14098-85
Закзнен Гостем ИУО 5 ■$#,<./$ ,■ <7.с?'
Издание официальное
государственный комитет СССР ПО ДЕЛАМ СТРОИТЕЛЬСТВА
Москва
ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЙ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ТИПЫ, КОНСТРУКЦИЯ И РАЗМЕРЫ
ГОСТ 14098-85
Издание официальное
МОСКВА-1986
РАЗРАБОТАН Научно-исследовательским институтом бетона и железобетона (НИИЖБ) Госстроя СССР
ИСПОЛНИТЕЛИ
А. М. Фридман, канд. техн, наук; Э. Ф. Горохова; Ф. И. И. Н. Галанмина; в. В. Ваконии
Машлеико, каид. техн, наук; Л. А. Зборовский;
и железобетона (НИИЖБ] Госстроя
Государственного комитета СССР по
ВНЕСЕН Научно-исследовательским институтом бетона СССР
Директор К. В. Михайлов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением делам строительства от 2 декабря 198$ г. N? 202
© Издательство стандартов, 1986
Редактор В П. Огурцов
Технический редактор О. //. Никитина
Корректор Е. И. Евтеева
Сдано в наб. 06 06 86 Подо, к нем. I2.IM.8R 3,5 ус.у псч, л. 3.75 усл. кр. огт. 2.7.'1 уч.-иэд. л. Тир. 30000 Ц«-на 15 коп.
Ордена «Знак Почета» 1Ьлател1,сгио стандартов. 123640, М<хквв. ГСП. КоионресненскиА пер.. 3.
Калужская типографии стандартов, ул. Мосхоиская. 256, Зак. 1404
УДК 61i.7*1.0S2:M4.)54
ГОСУДАРСТВЕННЫЙ
СТАНДАРТ
Групп* Ж»
СОЮЗА ССР
СОЕДИНЕНИЯ СВАРНЫЕ АРМАТУРЫ И ЗАКЛАДНЫХ ИЗДЕЛИЯ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ | ГОСТ |
Типы, конструкция и размеры | 14098-85 |
Welded joints of reinforcement and inserts for reinforce*' concrete structures. Types, construction and dimensions
ОКП 58 8000
Взамен
ГОСТ 14098—68. ГОСТ 19292—71 ГОСТ 19293-73
" 4М< ’ ,
Постановлением Госудврстгенного комитета СССР по долам строительства от 2 декабре 1W5 г. № 202 срок введение установлен < 01.01.»
Несоблюдение стандарте преследуется по закону
1. Стандарт устанавливает типы, конструкцию и размеры сварных соединений арматуры и закладных изделий, выполняемых контактной и дуговой сваркой из стержневой и проволочной арматурной стали диаметром от 3 до 40 мм, а также листового и фасонного проката при изготовлении железобетонных изделий и возведении монолитных и сборных железобетонных конструкций.
2. Обозначения типов сварных соединений и способов сварки приведены в табл. 1.
Обозначения типов сварных соединений и способов их сварки
Таблица I
Тин с»армоги сосдичеКйи | Способ и lexiio.ioniseCKiie особенное in сиарки | |||
Паименоввнис | Обозначение | Ннименоианне | Обозначение | Положение стержней ь пространстве |
KJ | Контактная точечная двух стержней | Кт | Горизонтальное | |
Крестообразное | К2 КЗ | Контактней точечная трех стержней Дуговая ручная прихватками | Кт Рр | н вертикальное |
CI | Контактная стержней одинакового диаметра | Ко | Горизонтальное | |
С2 | Контактная стержней разного диаметра | Ки | То же | |
СЗ | Контактная стержней одинакового диаметра с последующей механической обработкой | Км | » | |
С4 | Контактная стержней одинакового диаметра с предварительной механической обработкой | Кп | > | |
С5 | Ванная механизированная под флюсом о инвентарной форме | Мф | > | |
С6 | Дуговая мсханнзровапная порошковой проволокой в инвентарной форме | Мп | > | |
Стиконос | С7 | Ванная одномсктродная в инвентарной форме | Рк | » |
СВ | Ванная механизированная под флюсом н инвентарной форме | Мф | Вертикальное | |
СУ | Дугаиая механизированная порошковой проволокой а инвентарной форме | Мп | То же | |
СЮ | Ванная одиоэлсктродная в инвентарной форме | Рв | » | |
СП | Ванная механизированная под флюсом в инвентарной форме спаренных стержней | Мф | Горизонтальное | |
С12 | Дуговая механизированная порошковой проволокой в инвентарной форме спаренных стержней | Мн | То же | |
03 | Ванная одноэлектродная в инвентарной форме спаренных стержней | Рв | » | |
СН | Дуговая механизированная порошковой проволокой на стальной скобс-накладке | Мп | » |
Издание официальное
Перепечатка воспрещена
2 Зяк. 1404
Стр. 2 ГОСТ 14098-85
Продолжение табл. !
Тип сварного сшлиеимя | Сп'хоб и технологические особенности снарки | |||
Наименование | Обозначение | Наныенованяе | Обозначение | Положение стержней в пространстве |
CIS | Взшю-шонмая па стальной скобе-яакладкс | Рс | Г оризоятзльное | |
CIS | Дугоная механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной ско-бе-иакладке | Мо | То же | |
CI7 | Луговая механизированная порошковой проволокой на стальной скобс-иаклалкс | Ун | Вертикальное | |
Стыковое | CI8 | Дуговая механизированная открытой дугой голой легированной проволокой (СОДГП) на стальной скобе-накладке | Мо | То же |
CI9 | Дуговая ручная многослойными швами на стальной скобе-накладке | Рм | » | |
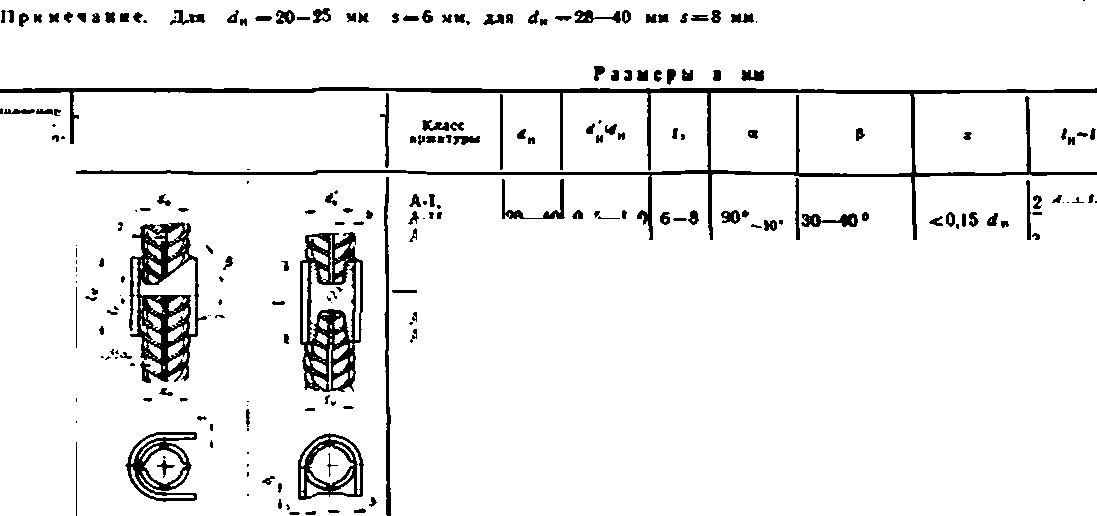
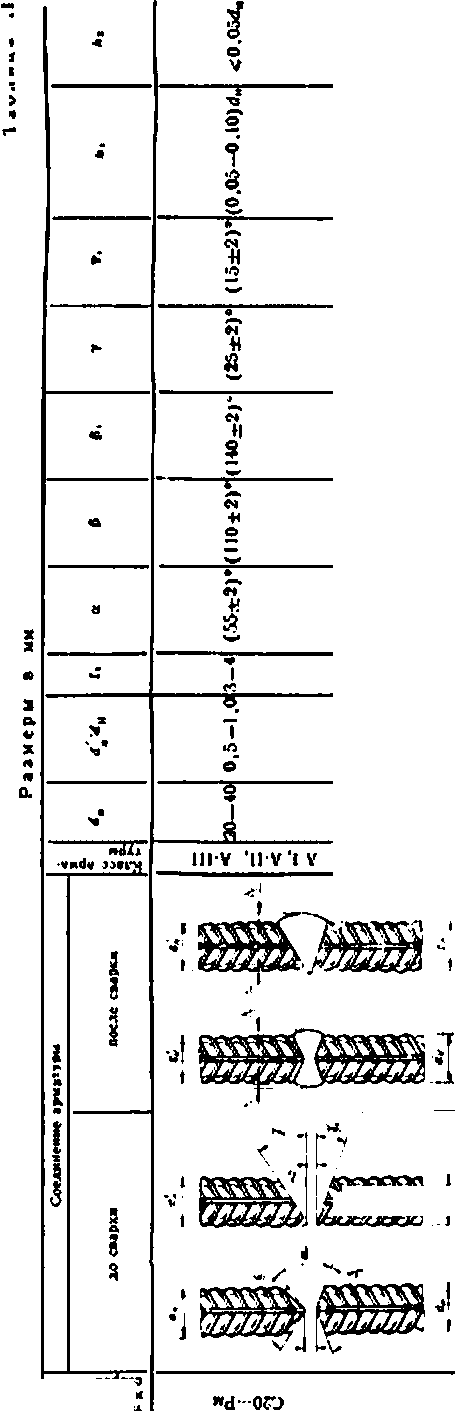
С20 | То же. ко без накладки Дуговая ручная швами с накладками из стержней | Рм | » | |
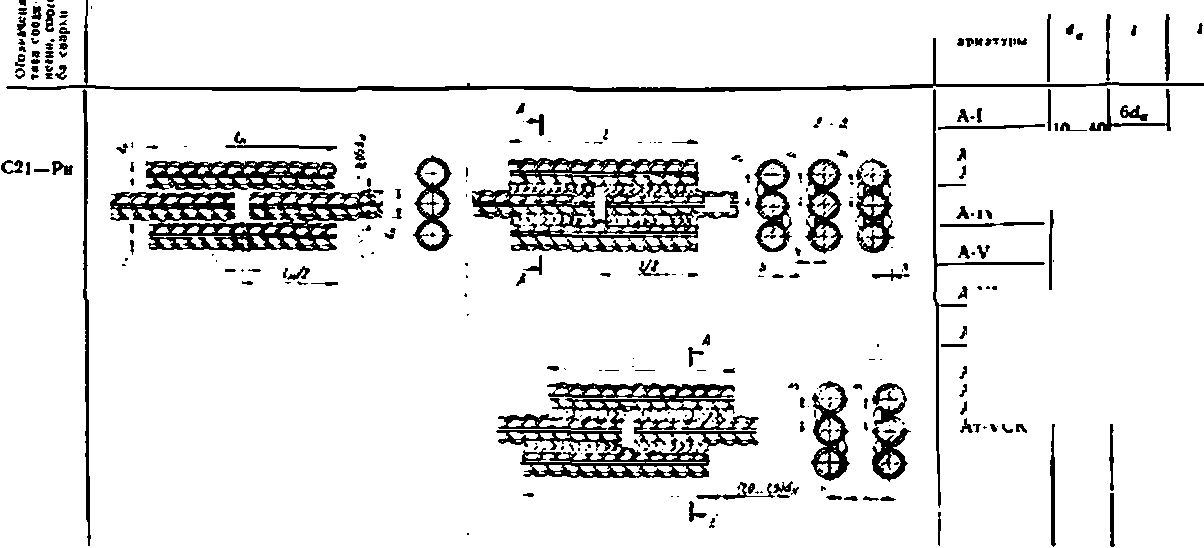
С21 | Рн | Любое | ||
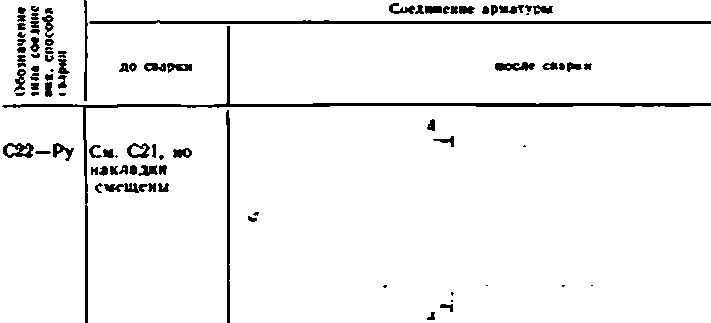
С22 | Дуговая ручная шиами с удлиненными накладками из стержней | Ру | То же | |
С23 | Дуговая ручная швами без дополнительных технологических элементов | Рэ | » | |
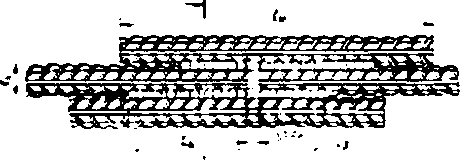
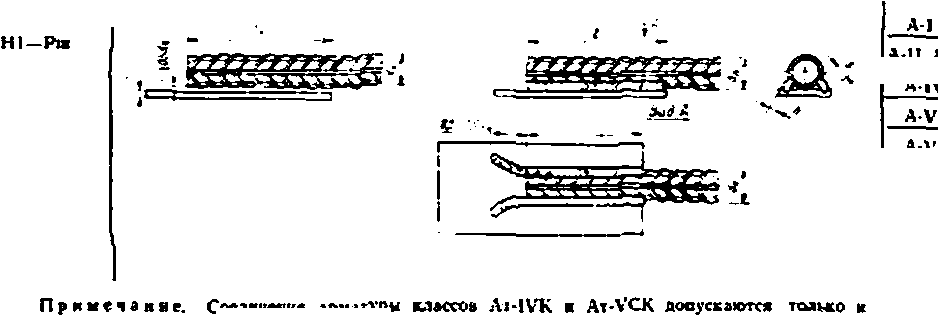
Hl | Дуговая ручная швами | Рш | Любое | |
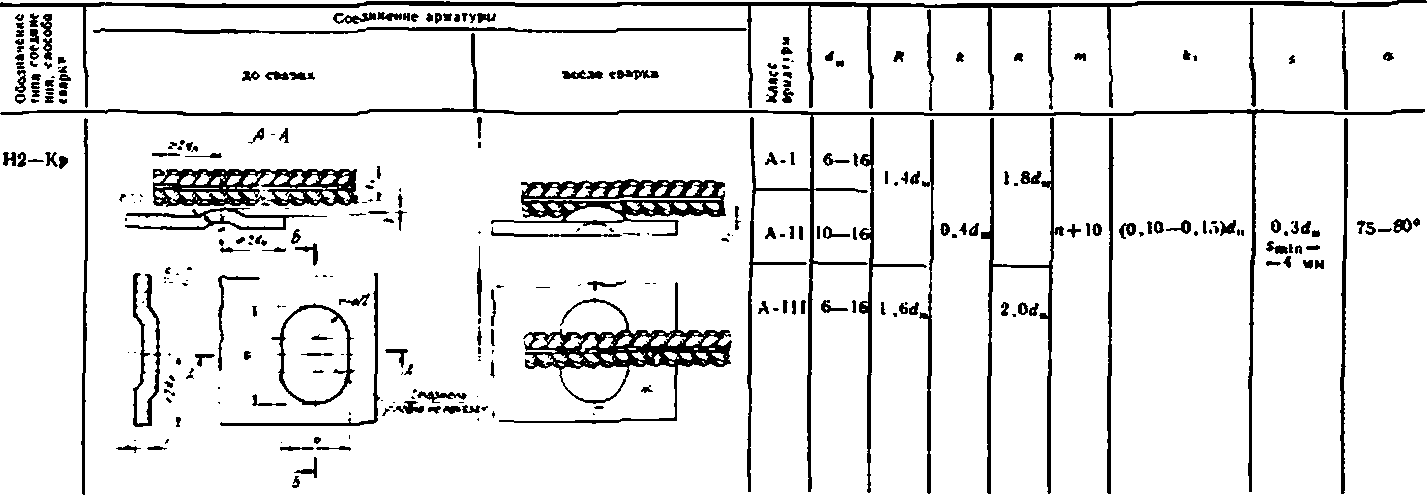
Нахлесточное | H2 | Контактная по одному рельефу на пластине | Кр | Горизонтальное |
113 | Контактная по двум рельефам на пластине | Кн | То же | |
H4 | Контактная по двум рельефам на арматуре | Ка | > | |
Tl | Дуговая механизированная под флюсом | Мф | Горизонтальное | |
Т2 | Дуговая ручная с малой механизацией вод флюсом | Рф | То же | |
тз | Дуговая механизированная под флюсом по элемск ту жесткости (рельефу) | Мж | » | |
Т4 | Дуговая механизированная под флюсом под углом к плоскости пластины | Му | > | |
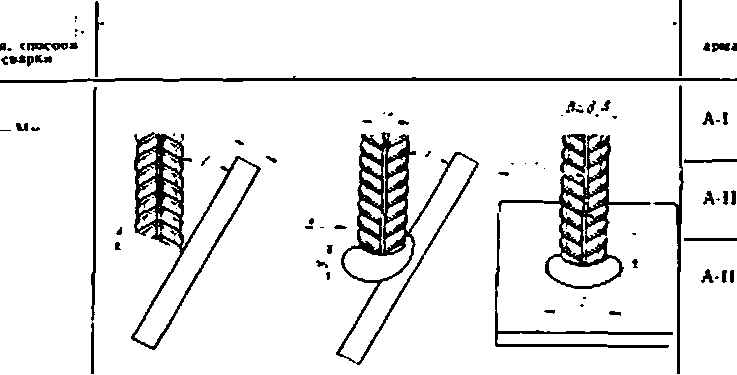
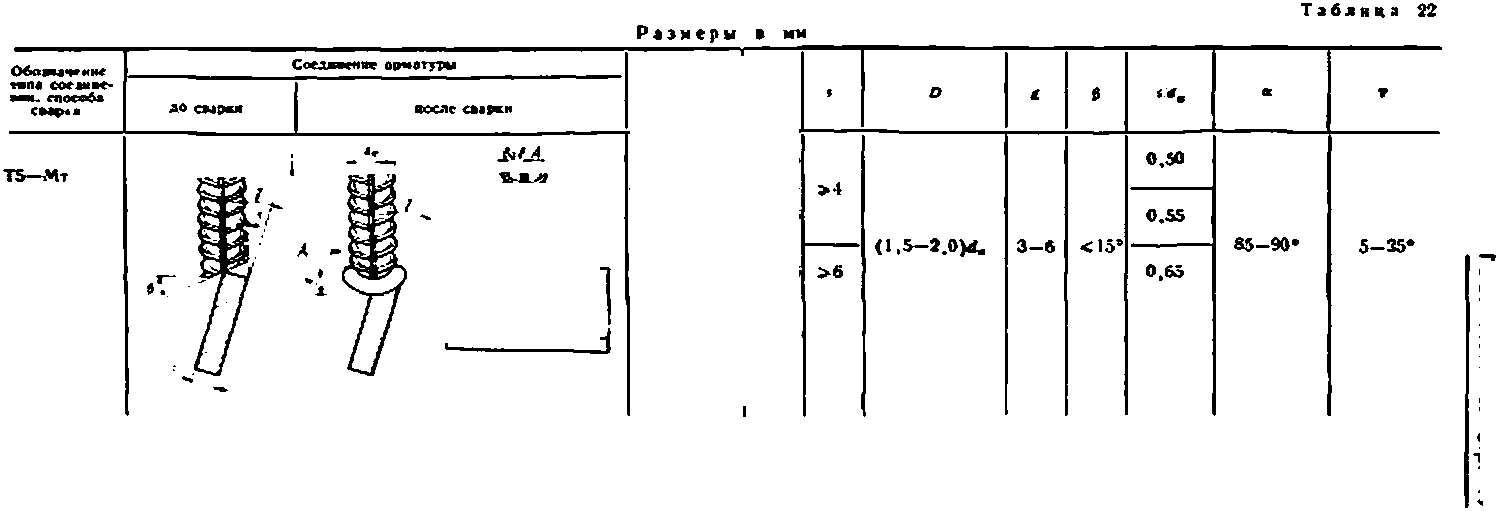
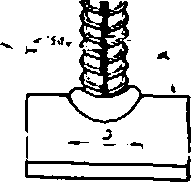
Т5 | Дуговая механнзрованная пол флюсом под углом к торцу пластины | Мт | » | |
Тавровое | Тб | Контактная рельефная сопротивлением | Кс | > |
Т7 | Контактная непрерывным оплавлением | Ко | » | |
Т8 | Дуговая механизированная в углокислом газе (СОД в иыштампоиапное отверстие | Мв | > | |
T9 | Дуговая ручная d выштампопднное отверстие | Ре | > | |
TI0 | Дуговая механизированная в СО: в цекованное отверстие Дуговая механизированная в COj в отверстие | Мз | » | |
T1I | Мс | » | ||
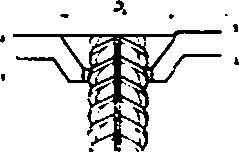
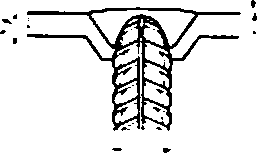
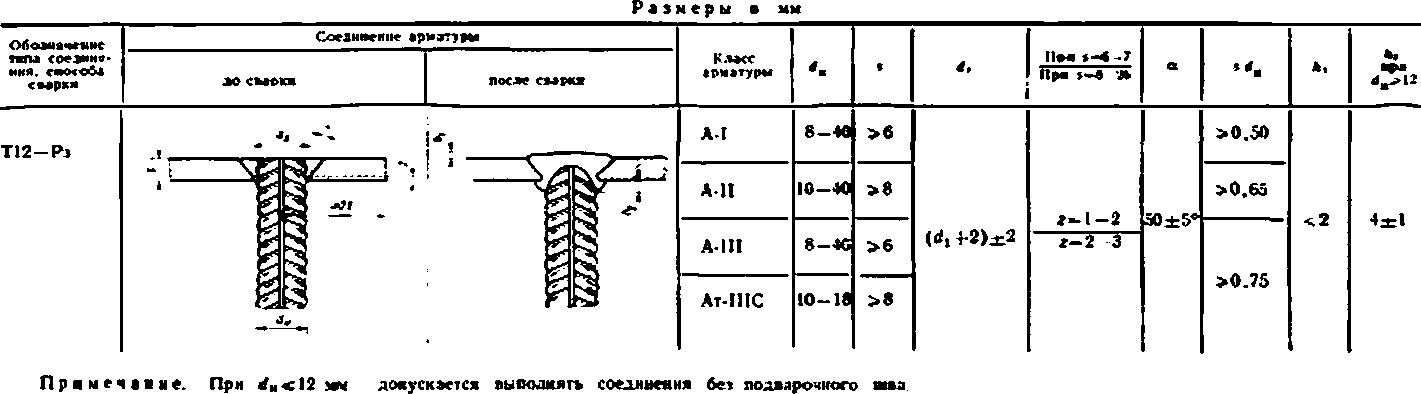
Т12 | Дуговая ручная яалнковыми швами в раззенкованное отверстие | Рз | » | |
TI3 | Ванная одноэлектродная в инвентарной форме | Ри | » |
Условное обозначение сварного соединения в целом имеет следующую структуру: х х - £ £
] Технологическая особенность способа _______________________
Способ сварки: К — контактная; Р — ручная; М — механизированная
Номер соединения
Тип сварного соединении: К— крестообразное; С —стыковое Н — нахлесточное; Т — тавровое
Пример условного обозначения соединения стыкового, выполненного ванной меха* низироваипой сваркой под флюсом в инвентарной форме, положение стержней вертикальное: С8-Мф
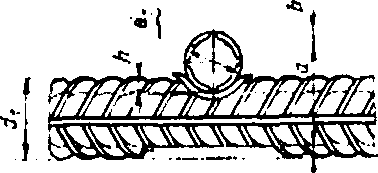
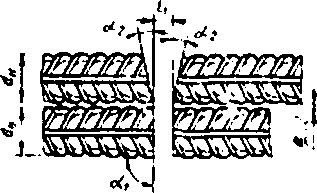
Для конструктивных элементов сварных соединений приняты обозначения: d„ — номер профиля (номинальный диаметр стержня) по ГОСТ 5781—82 (на рисунках таблиц изображен условно);
<J — внутренний диаметр стержня периодического профиля по ГОСТ 5781—82;
rfi — наружный диаметр стержня периодического профиля по ГОСТ 5781—82;
j,' — номинальный меньший диаметр стержня в сварных соединениях;
rf0 — меньший диаметр выштамнованного, раззенкованного или цекованного отверстия в плоском элементе;
D9 — больший диаметр выштамнованного, раззенкованного или цекованного отверстия в плоском элементе;
Dp — диаметр рельефа на плоском элементе;
О — диаметр грата в стыковых и наплавленного металла в тавровых соединениях;
О' — диаметр обточенной части стержня;
R — радиус кривизны рельефа;
b — ширина сварного шва;
— высота сечения сварного шва;
Л| — высота усиления наплавленного металла;
/is — высота усиления корня сварного шва;
hct— глубина проплавления (соединение (Т8);
I — длина сварного шва;
/1, li — зазоры до сварки между торцами стержней при различных разделках;
/„ — длина скоб-накладок, накладок и нахлестки стержней;
13, Л — длина сварных швов (соединение С22);
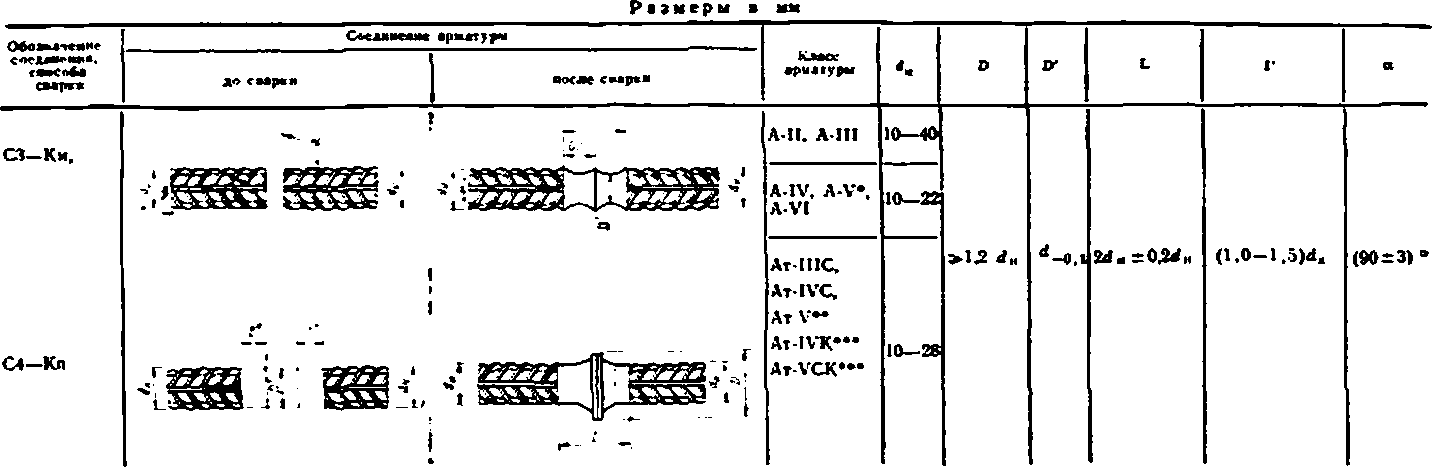
Г — длина обточенной части одного стержня (соединение С4);
L — общая длина обточенной части соединений СЗ и С4;
Li — длина вставки в соединениях типа СП; С12; С13;
z — притупления: в разделке торцов стержней под ванную сварку; в плоском элементе соединения Т12;
s — толщина: стальной скобы—накладки, плоских элементов тавровых и нахлесточных соединений;
k — высота рельефа и выштампованного профиля на плоском элементе;
ki — зазор между стержнем п плоским элементом в соединениях Н2 и НЗ;
п — ширина рельефа на плоском элементе;
т — длина рельефа на плоском элементе;
g — высота наплавленного металла или «венчика» в тавровых соединениях;
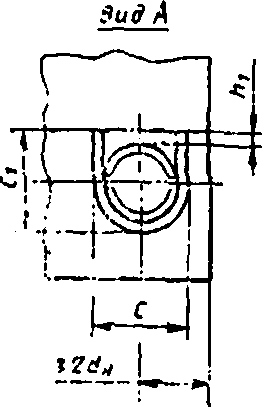
с, Ci — размеры наплавленного металла в соединении Т13;
а, «в аг; 0, fh ; T-Vt — угловые размеры конструктивных элементов сварных соединений.
3. Термины и пояснения должны соответствовать ГОСТ 2601—84 и обязательному приложению 1.
4. Для выбора рациональных типов сварных соединений и способов сварки следует руководствоваться обязательным приложением 2 и справочным приложением 3.
5. На конструкции сварных соединений, не предусмотренные настоящим стандартом, должны разрабатываться рабочие чертежи с технологическим описанием условий сварки или должен быть
разработан соответствующий ведомственный нормативный документ, утвержденный в установленном порядке.
6. Допускается замена типов соединений и способов сварки, указанных в чертежах типовых и индивидуальных рабочих проектов зданий и сооружений, на равноценные по эксплуатационным качествам в соответствии с обязательным приложением 2.
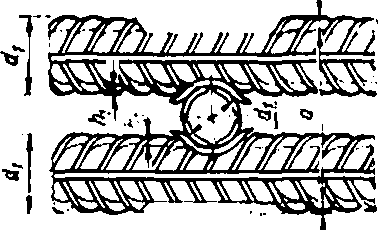
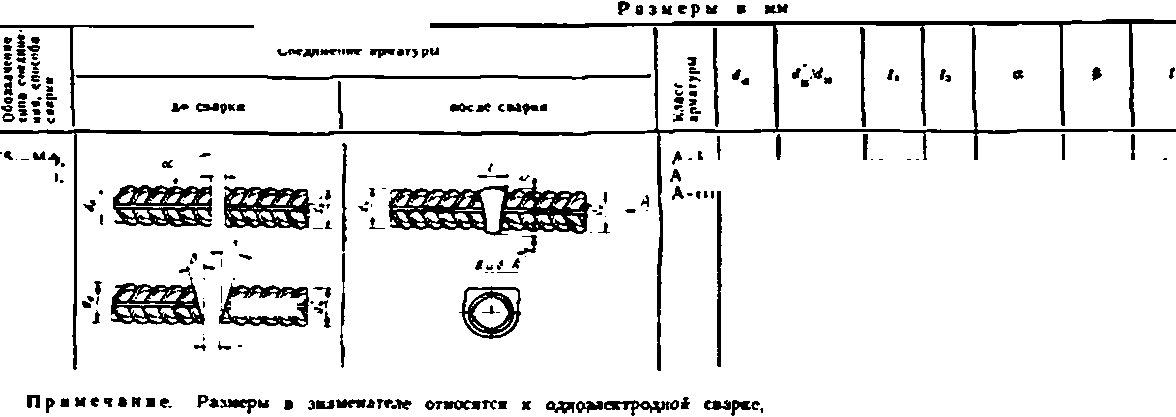
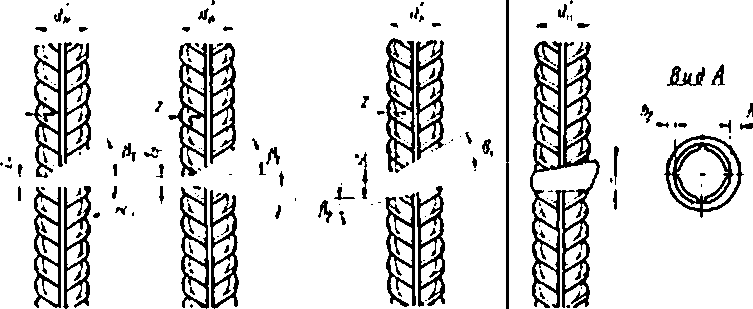
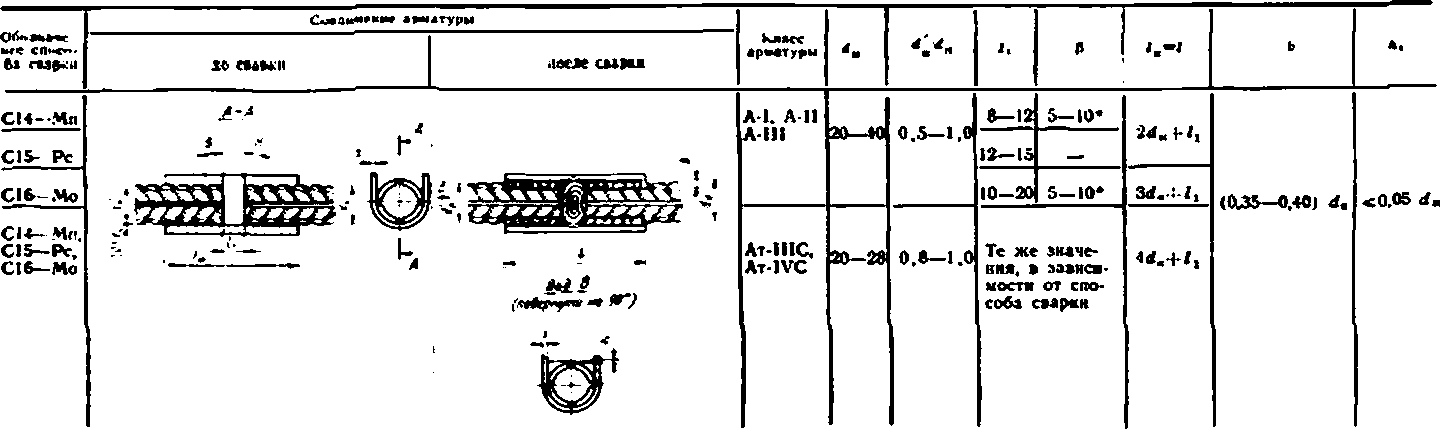
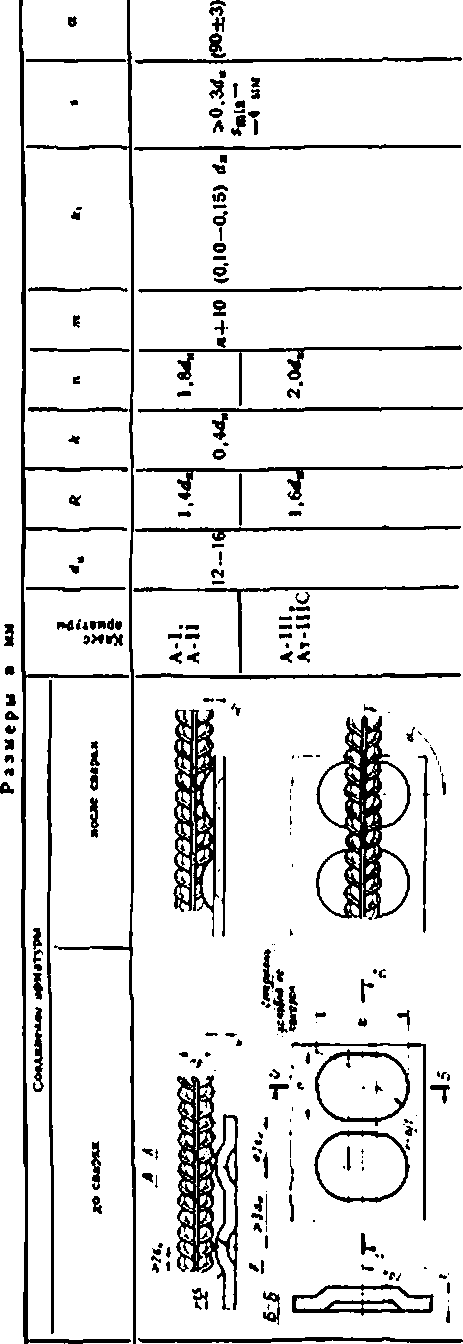
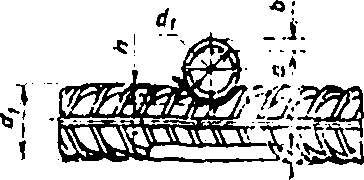
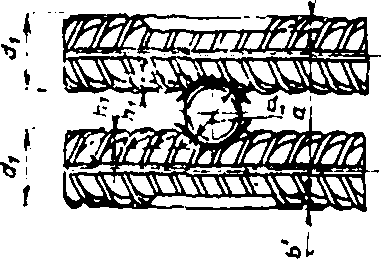
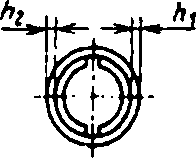
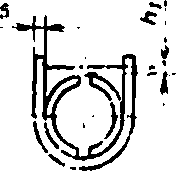
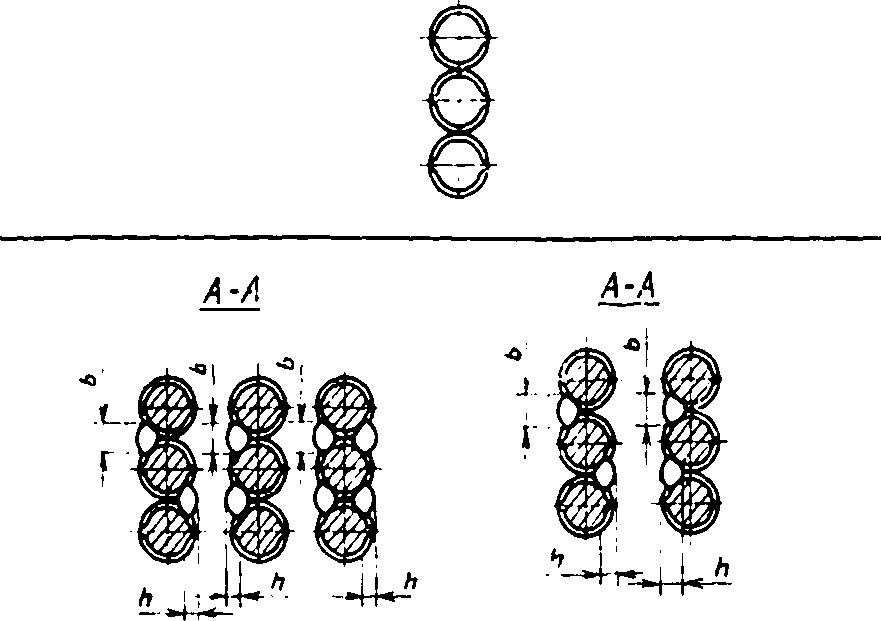
7. Конструкции крестообразных соединений, их размеры до и после сварки, обозначения типов соединений и способов сварки должны соответствовать табл. 1—3.
8. Отношения диаметров стержней следует принимать для соединений типа К1 — от 0,25 до 1,00 и типа К2 -- от 0,50 до 1,00.
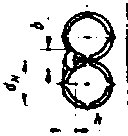
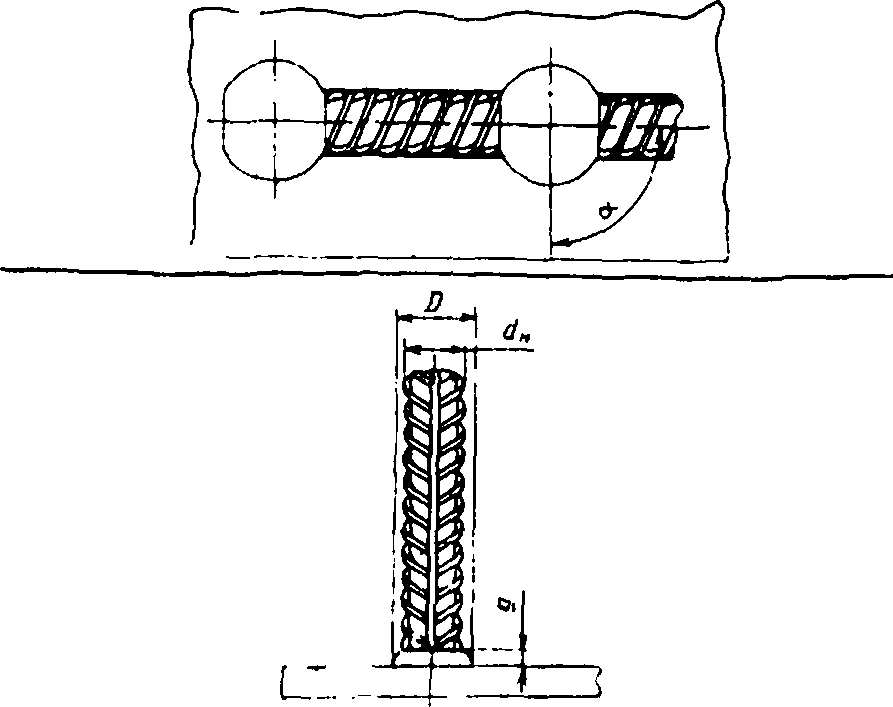
9. Для соединений типов К1 и К2 величину осадки /г (черт. I) определяют по формулам-для двух стержней Л=Х4(—(д | Ь);
для трех стержней Л|В=, | ,
где а — суммарпаятолщнна стержней после сварки в месте пересечения, мм
b — суммарная величина вмятня (b' + b"), мм.
Величины относительных осадок h/di для соединений типа К1 должны соответствовать приведенным в табл. 2. Величины относительных осадок /ii/t/ндля соединений типа К2 следует принимать в 2 раза меньше приведенных в табл. 2, во нс менее 0,10.
10. Для крестообразных соединений арматуры классов Ат-IVC, At-IVK (марок 08Г2С и 10ГС2) и Ат-V величины относительных осадок h/d„ должны соответствовать принятым для ар-
Стр. 4 ГОСТ 14098—85 матуры класса Ат-ШС при отношениях </и ldtl, равных 0,50; 0,33 и 0,25. Стержни меньшего диаметра (d* ) должны быть из стали классов В-1,Вр-1, Л-1, A ll и Л-Ш.
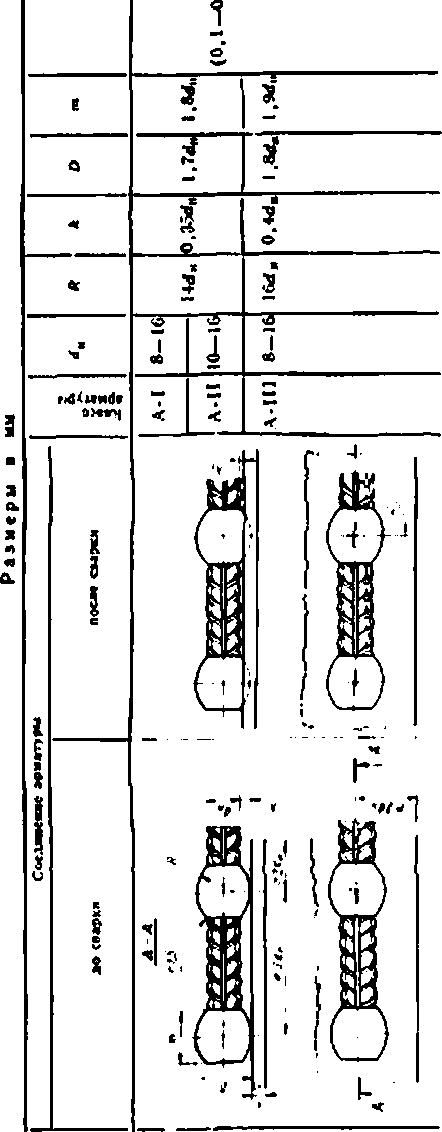
11. Конструкции стыковых соединений арматуры, размеры до и после сварки, обозначения типов соединений и способов сварки должны соответствовать приведенным в табл. 1 и 4—14.
12. В соединениях типа С2- Кн отношение dtJdH допускается от 0,3 до 0,85 при предварительном нагреве стержня большего диаметра в режиме сопротивления, используя для этого вторичный контур стыковых сварочных машин и специальные устройства.
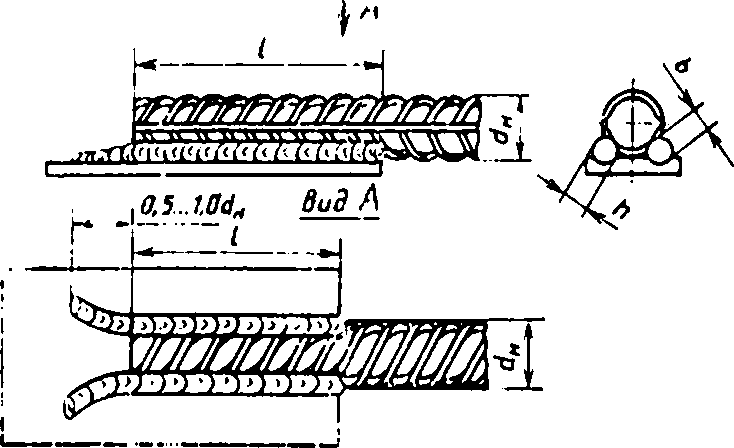
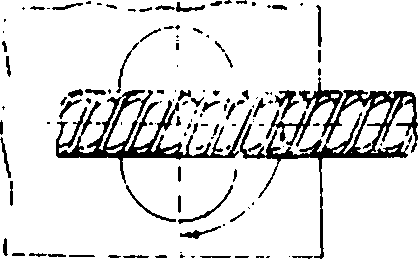
13. Конструкции нахлесточных соединений арматуры, размеры до и после сварки, обозначения типов соедннпенин и способов сварки должны соответствовать приведенным в табл. I и 15—18,
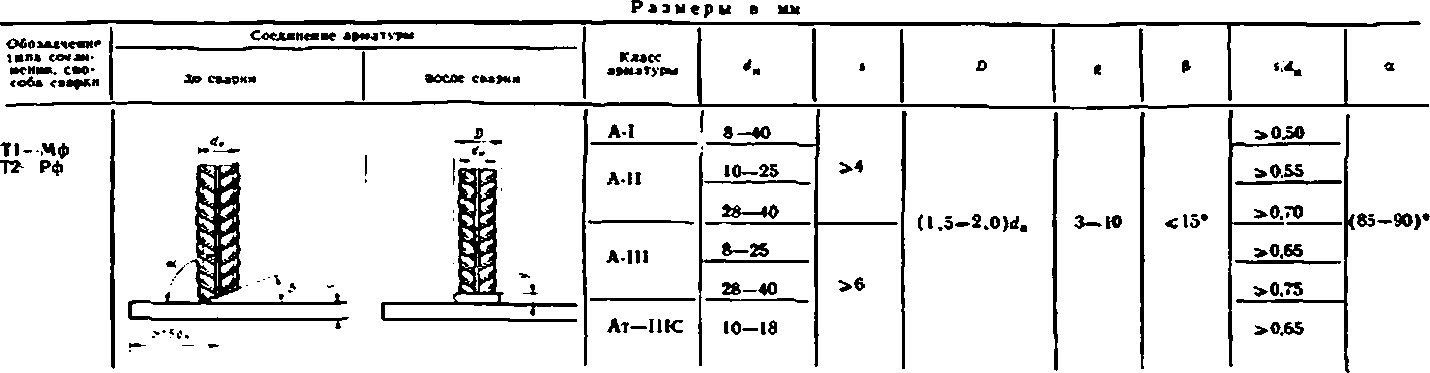
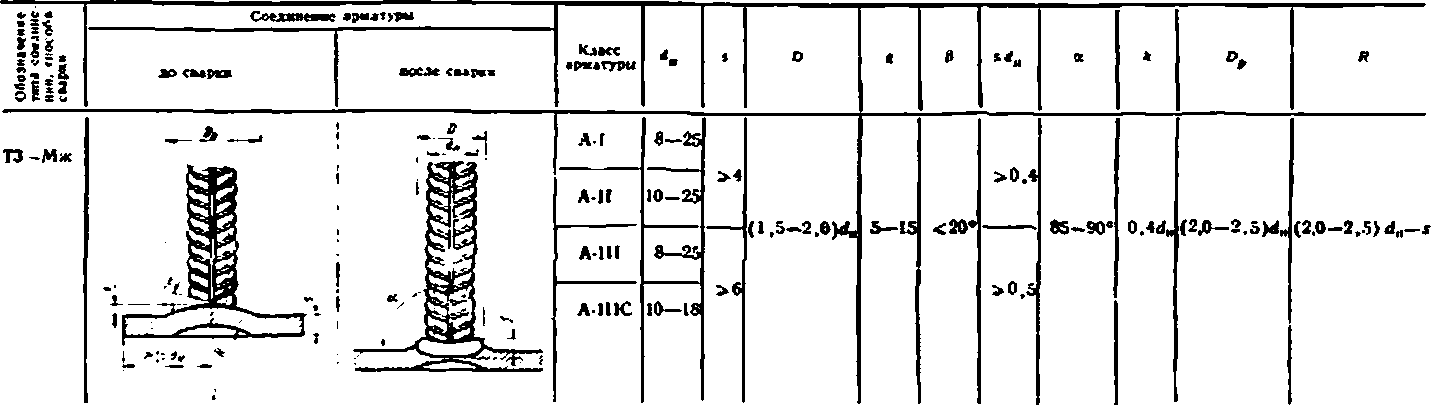
14. Конструкции тавровых соединений арматуры с плоскими элементами закладных изделий, размеры до и после сварки, обозначения типов соединений и способов сварки должны соответствовать приведенным в габл. I и 19—28.
15. Механические свойства сРариых соединений должны удовлетворять требованиям ГОСТ 10922-75 и СНиП 2.03.01-84.
к
•<5
Черт. 1
С-яакнсаве еуаатури | |
ембрья | •ОС4* €Й4рКН |
Оеанчнмя a dL. o6ecae«uaio*aa ^иаюст» «е •«« П»«6]г»№4 ГОСТ ИВТ2 *> дм епеаиигая* < <т»— имияан asawrp>« 4_ 4.
3 3м. 1404
3.22-0,35
035-4X50
1X28-6.45
0.24—0,40
6—4010,25-1X50
Э.16-0.35
0.18-0.40
021—0.45
10—40
3.22—0,42
033-0.60
O24—Q.46
028- 0л2
6—40
338—0Л5
0.40-0»
035-0.70
030-062
A-III
10-28
030—0,46 3.28-0,42
0,40-060
035—0.46
ArlllC
If—28 Си. в. 10 настоявшего стандарта
I
Ве.тняины dB/ d
с прааеленнынн. следует округлять ла ближайшего значения. укамвного в таблице.
A JVC. Ar-IVK.
Ат-V
Маякма.*»** b 4^ «Ле^пе-wwii мФятбжау* ltp**H4««b
ГОСТ 14098—8S Стр.
Размеры в мм
Обаукаееиаа там «мжиеааа. ««особа сварка | Соеаииане ерматуры | hA8C< арнгорш | стали | < | t | а | ||
Э« С8*^4• | •ЧМ C»f«» | |||||||
4. | . << | Д-1 | 10—40 | |||||
G | .АА' | Ст5нс2 | 10-18 | |||||
1 | АП | Ст5ся2 | 10—28 | |||||
КЗ-Рр | F f | 1ОГТ | 10-32 | 0.5 4И. | 0.3 d„. | |||
■1 | ||||||||
А-Ш | 25Г2С | ио не менее в | ■а ас менее 6 | |||||
Ат-ШС | — | 10—28 | ||||||
At-IVC | ||||||||
At-IVK | 08Г2С. ИГО | |||||||
1 | Ат-V | 2ОГС |
Таблмиа 4
Соеаннеаае араатурм
Размеры а мм
Обмма-ыаае гама омаапесаа. «•особа гааеаа
Эв сварка
•чае Саартг
Класс а^магурм
Cl—Ко.
С2—Км
А-1. А-Н, | 10-18 | >1Л < |
А-Ш | 20—40 | >124' |
A-IV. А-Vе, A-VI | 10-22 | >U4' |
Ат-ШС | >и < | |
AT-1VC | 10-28 | |
Ат-У | >12 4. | |
At-IVK— •. AvVCK’” |
0.85-1.0
* Арматура класса A-V диаметром эо 33 мм.
•* Арматура класса Ат-V только с ■спольчоваимем локальной термической обработке. Арматура классов Ат-tVK и Ат-VCK только длж стала марка 2ОХГС2.
(90± 10) *
ар. 6 ГОСТ 1409В—85
* Арматура класса A-V диаметром До 32 мм.
" Арматура класса Ат-V только с вепшьэоамием лсжальмоА термическое обработка. ••• Арматура классом Ат-tVK и Ar-VCK только хта стали марки 2ОХГС2
C«jvi***iw* nvarynu
С5—Мф, €^Ма. С?—Ра
1, 5du < I N,
AL
А-11. »-4® A-HI
5—12
10—15'
90-1Г
а.
(0.1-б.15Иж
о.ом.
ГОСТ 14098—8$ Стр.
Стр. 8 ГОСТ 14098—85
са-мф. С9 Мп. CIO—Pd
Обозначение типа сочинении, способа снарки
Соединение арматуры | |
до спарив | после спаркн |
Класс ,
арматуры "м
I
Л-1. Л-П. А-Ш
20-40
0,5-1,0
Примечания:
1. При сиарке одноэлсктродной н порошковой проволокой разделку стержней со скосом нижнего стержни
2. Разделку с обратным скосом нижнего стержня применять при сварке стержней диаметром >32 мм.
3. Размеры в знаменателе относятся к одноэлектродпой сварке.
Рлзмс
Об«ЭНЛ (СКИС типа соединении, способа снарки
Соединение арматуры
до снарки
после смркн
Класс арматуры
rfK
СН-Мф. С12-М(Т. С13 Ра


ез
л?
.t
&/<?_/ £_А /J
Л-Ill
32—40
Примечания:
1. В соединениях типа С13 разделку под углом аз допускается нс производить.
2. Размеры в знаменателе относятся к соединению, в котором сварной шов заполняет полностью ссчспне двурядной
Таблица 7
р ы в мм
ь | г | а. | Р | 8. | t | А. | Л» | |||
5-15 “э-U | 8-20 | <0,l5d„ | 90_ю' | 10—15° | 40-50° | 20-25° | <ч< | <25 <15 | -0.15rf.( <о,о.м7 |
производить не следует.
Таблица 8
р и п мм
/. | а. Д| | Of | L, | t | h, | h, | |
12-16 | ^->о- | 12-15° | >203 | 1.2d„ 1,3dtl | (0,10-0,15) <fH | <0,2 d„ |
арматуры.
Cip. 10 ГОСТ 140П-М
С18— Мо
СЮ-Рм
CI7- Мп, CIS—Мо, CI9—Рм
мм. хяя а
2 A-Ki
20—40 0.5— 1 .С
|3 <«+<>
2
20—28 0,8 —1.0
« 4.+1,
АП. Л-1 II
Аг-ИЮ. At-IVC
Соеаиагим яниятур** | |
Л» <**>*« | «осэе смм» |
Примечание. Длн
4„ =20—25 мм
мм «я d„ — 28—40 мм «=8 мм.
Таблиц* Ю
(035—0.40» 4
*■
>0.00
Таблица li
1«4г»Э
»0">МЭ *|МИ
0НИГ*фЭ П«
*kWW w/гл
OSS'S
СояЗяятяе авяитуры | |
до enavw | иосде сядркя |
1.4
Кы«
1МИПМ
вза scq
KJ—22
10-32
10-22
AVI
Ат-IIIC
10—»
1
A It. А1И
0.54,. NO >10
M
104.
KM„
10—40
А.IV
Ат-tVG Ат-V, At-IVK. Ar-VCK
Таблааа 12
Стр. 12 ГОСТ 14098—8$
0.54..
ко >8
0.254,. mo >4
Примечания:
1 Сседлменм арматуры классов A-IV, Л-V. Л-Vl, Лз-IVK. Ar.VCK. Ат-V следует выполнять со сыеаеммыми накладками
2. В заводами условиях довускается првмсмть сварку в утлехвсдом газе (СО,), в монтажных — самозаакгвыня порошковыми проволоками.
3. Допускаются двусторсжвве швы лашгаА 4 4. для соелянемнй арматуры классов А-1, А-11. A-III.
4. Создают арматуры класса At-IVK допускаются только из стали марки 20ХГС. а масса Ат-V — марки 20ГС.
Размеры • мм
Т абаки а 13
Размеры а ми
Мкс
At-V
At-VI
I, 1.
54.
74.
<54
5.34
».54я
6.04
8.54
7.54.
7.04
0.54. ко >8
0.234..
во >4
Таблица t4
Соезмяеяае зркатузы | ||
О6в*на««««< гада свела-и<м, ем-С«6» CMpKN | до смрка | MCdt сваям |
С 23— Рэ
is
Г
«с
Y
I»
Г")
/у /у /> ?Z 2/12/£f zz
ГТ'^ИСТТ'Т^С7^^С^СТГ^’СЧС'
I
Класе ■ев.Ъры | 4 | 1-». | а |
А-1 | 10-40 | 64 | |
А-П. А-1 И | 10—25 | «4 | 0.54. |
Ат-1 ПС | 10—18 | мо>8 | |
| At-IVC 1 | 10—18 | 104. |
0.254,. К>>4
Примечание.
Допускается двуетороммяе ты хтяяоА 4 4» лл« сседхяеян* аркатуры классов А 1 ■ АН (и> стали марсм 10 ГТ).
ГОСТ 14098—85 Стр. 13
T а бд w*a 15
СсАжя.тм spvrtypM | ||||||
до «ыма | flOCJM | Класс •аматзвы | 9 | а |
At-IIIC
At-IVC. Лт-V.
At-IVK.
At-VCK
A-VI
Соеленевкя арматур*
A-lI.A-tll
10— M °-3 rf“'
WO >4
A-IV
10-22
10—32
10—22
OJd., wo >4
10-28
0.54..
no >8
0.2A.
HO >4
Стр. 14 ГОСТ 14098—$8
к» стаде марке 20ХГС2, а класса Ат-V — марке
20ГС.
ТаОлацз Ю
Размеры в мм
ГОСТ 14WS-8J Стр. 1$
Таблава 17
«о
я в ■ ч о я
■н
'Ш
WrtWJ 9UH4
«МИ ем Ж «90
»М«(> иуоМм» ’ииа >шиюэ ru>u мк«мм«90
4*
X
I
я
X
Табд ан1
Пржмечаине. Согласная тана Т2 ж» армагуры Ai-IUC не ложускаются
Таблица 20
Размеры а мм
Стр. 16 ГОСТ 14098—8$
СиеХваса | ас «распри | |
после смр&н |
Класе <M4Vy*u
Размеры • мм
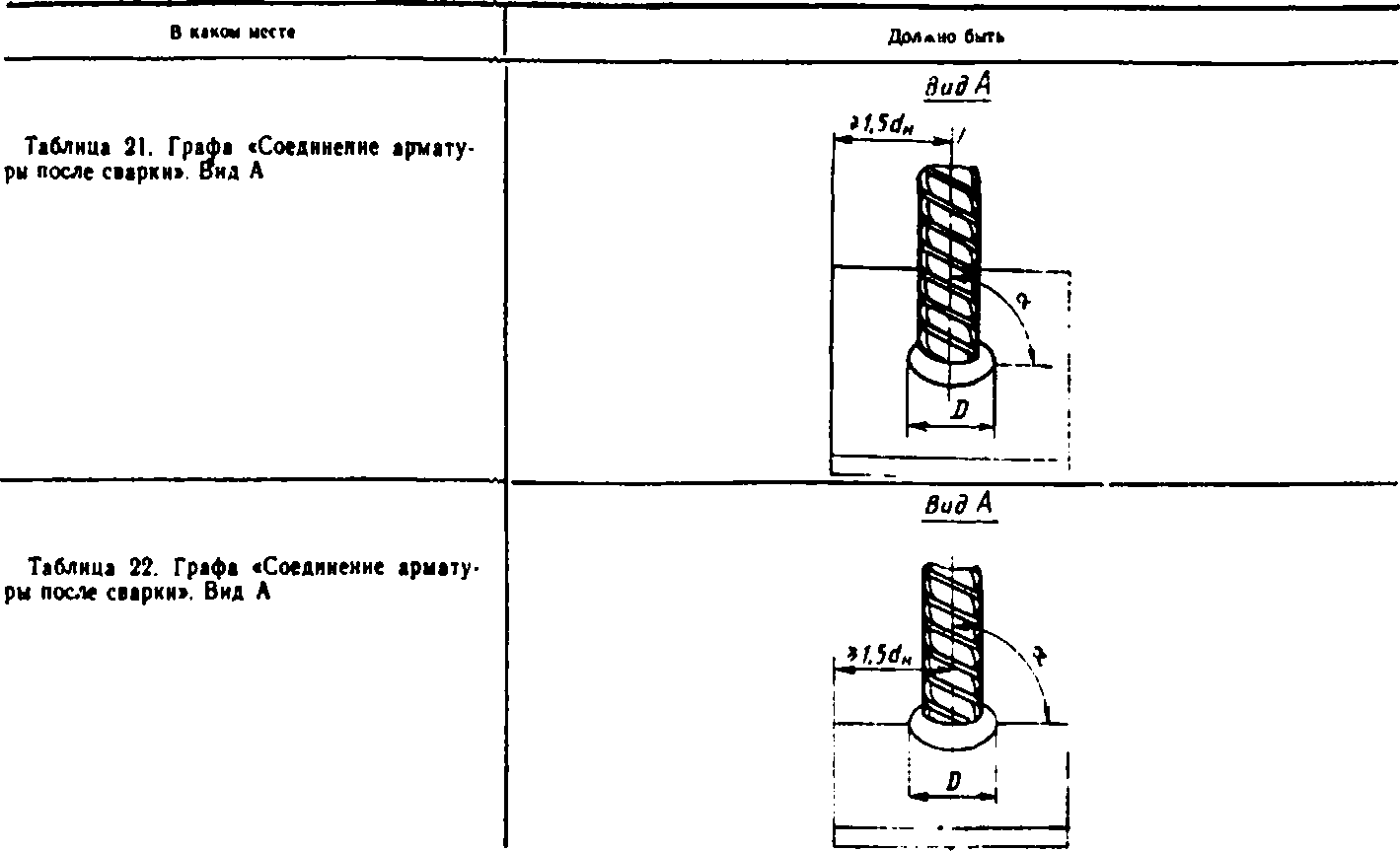
Т »бл и ■> 21
Т4—Му
25 -8S*
80—85*
25—85®
60—85"
X—85"
60-85"
8-16
18—2$
10-16
18—25
8—16
18-2$
>0a5Sj 8S-»e
ГОСТ 14W8-SS ор. 17
Клссс | |
«Ммту» | •и |
А-1 | 8-16 |
АП | 10—16 |
Л-Ш | 8-16 |
8 | ||||||||||
а | •Mi* | |||||||||
______ 1 | ||||||||||
9< | гг-oi | эш-чг | "Ж' | • ■—1---"Z Ч £ | ЗЯ--1--- ю ■* | |||||
9*0< | •р И | Ж | »-и | ш | ||||||
«05~» | • ffl> | 9< | «-DI | I1I-V IIV | ж | |||||
F0< | V ГК | »< | И-V TV | а | *> | •И-Д1 | ||||
о | *>4 | а | а | 1 | •а | RdCxCKO w*«n< | кавгм мгэои | пет «г | aatea> «деме -««а •т««э сж | |
мЛЛи-н* «мм«*Э |
К fP»cgr1
С»р. 18 ГОСТ 14091-8S
j | ■'—1 | |||||||||||||||
1 | /z. | j | ||||||||||||||
• | f | 1 | ||||||||||||||
к* ’ У | < [ | |||||||||||||||
*1 | . - - 1 | * | ||||||||||||||
/.---- --J- | ||||||||||||||||
t | ||||||||||||||||
Т‘О | $‘о< | V9‘I | 9< | К -9 | ш-v | 1 | ||||||||||
7^5 | Г | |||||||||||||||
•Л’» | ►‘0« | >«•? | ТГ| | "П’0< | *PS* I | >< | ог-oi | ll-v | 0 | |||||||
"Л’О | -яоч | •Wz | ’₽>' 1 | К -9 | l-V | ~*7^" | @s | »M-91 | ||||||||
X | р« | tt | *a | > | a | t | “p | МЛ1СИМ aaary | ИМИ» WOOD | nc««> or | ■и4м» tgeioo 'mi »<Ж1 | |||||
MXl«Md« •атаввгао’? | амлыаМдф |
КЖ S Rd»KC*d
сг «пягдех
Т8-М*
T9 Pa
Таблияа S3
Соеамыкае арматурм | |
ЛЬ сшюы | воем сыри |
Ххз^г WMsrtW | <• | » | 0. | к | *« | i, | |
Al | OS d. +<W t | 05 4. | |||||
All | 16-36 | 06 4.+08 t | 06 4. | ||||
A-111 | >4 | 24. | 07 </.+08 « | 0,7 4 „ | 4,+ (1-3) | *0.3 | |
At-IUC | 10-a |
Таблица 26
Размеры » мм
О£оава«ссс яы саеримс-■мт. своссАа сырки | Ссаамаеяае арматуры | Класе apwtTTPU | 4. | 9 | 4. | О. | •< | a. | L _ | ||||||
АЛ «аарся | ■оые саы>*и | ||||||||||||||
ТЮ-Мт | ** - | • | г | ■Ы-» •--- | A-i. А-П. All! | 12 | 22-26 | ||||||||
’ ’l-у— | тТ= | ^~г | Abril. ; | 14 | >8 | 0-1 | a A | Э6-30 | |||||||
1 | с. | 1 <*• | |||||||||||||
16 | 28-32 | ||||||||||||||
1 | >8 | >10 | 4.- 10 | *0.j | »-35 | ||||||||||
Ti 1—Мс | '■ т | i: _ | 5. | ' * *- | 20 | M-42 | |||||||||
ГГ”у | "t<it> | 1 | 0-2 | 5-6 | |||||||||||
>* | -РЛ_ | 22 | >12 | 38-44 | |||||||||||
(1 «• | 25 | 16-48 | |||||||||||||
— ’i - |
Прямечаввя:
I Арматура класса At-IUC иожет применяться а соелкзтеммк лпю» Т10 — Мэ я Til — Мс ^намегрим до 18 мм. 2. Для арматуры класса А-1П аыЛ**нне «.'Л. >055.
ГОСТ 14098—8$ Стр. 1?
Таблаца 26

Стр. 20 ГОСТ 14098—8S
ПРИЛОЖЕНИЕ I Обязательное
ТЕРМИНЫ И ПОЯСНЕНИЯ
Тернии
Поясценио
Нлиная сварка
Винная механизированная сварка
Ванная одноэлектродная сварка Мехаинзнрованная сварка порошко-вой проволокой
Инвентарная форма
Стальная скоба-накладка
Крестообразное соединение
Осадка (h, мм) стержней в крестообразных соединениях
Процесс, при котором расплавление торцом стыкуемых стержней происходит, в основном, за счет тепла ванны расплавленного металла
Процесс нанной сварки, при котором подача сварочной проволоки н зону снарки производится автоматически, а управление дугой или держателем — вручную
Процесс ванной сварки, при котором влектридный материал в виде одиночного (штучного) электрода подается о зону сварки вручную
Процесс сварки, при котором в -ищу сварки и кячестне присадочного материала подается порошковая проволока
Приспособленке многоразового (мель, графит) нлн одноразового (керамика) использования, обеспечивающее формирование расплавленного металла при ванной сварке и легкое удаление после сварки
Вспомогательный элемент, обеспечивающий формирование сварного шва. являющийся неотъемлемой частью соединения н воспринимающий часть нагрузки при работе соединения в конструкции
Соединение стержней, собранных внахлестку лол углом и сваренных в месте пересечения
Величина идавливаикя стержней друг в друга на участке, нагретом при контактной точечной сварке до пластического состояния
Стр. 22 ГОСТ 14098—58
ПРИЛОЖЕНИЕ 2 Обязательное
Оценки эксплуатационных характеристик сварных соединений
1. Комплексная оценка свариваемости арматурной стали (прочность, пластичность, ударная вязкость, металлографические факторы н др.) я зависимости от типа соединения и способа сварки, диаметра арматуры и температуры эксплу* атацнн при статическом нагружении, выряженная в баллах, приведена в табл. 1- 3.
2. Значения баллон для соединений арматуры классов А-1—Л-VI и Ar lllC (табл. 1, 2) при соблюдении регламентированной технологии изготовления:
5 — гарантируется равнопрочность исходному металлу и пластичное разрушение на расстояния нс менее 1,5 от окончания сварного шва;
4 — сварное соединение удовлетворяет требованиям, предъявляемым к механическим свойствам арматурной стали по ГОСТ 5781-82, ГОСТ 380-71 и ГОСТ 10884 -81;
3 — сварное соединение удовлетворяет требованиям ГОСТ 10922—75.
3 Значения баллов для соединений арматуры классов At-JVC, Лт-IVK. At-V н At-VCK (табл. 3) при соблюдении регламентированной технологии изготовления:
5 — гарантируются механические свойства но ГОСТ 10884—81 и разрушение по основному металлу вне зоны сварки;
4 — временное сопротивление разрыву сварного соединения может быть ниже нормируемого по ГОСТ 10884—81 до 5 %;
3 — временное сопротивление разрыву сварного соединения может быть ниже нормируемого но ГОСТ 10884—81 до 10%.
Таблица 1
Обозначение типа соединении | Тсмпсрагура жсплуатацин. -С | Армагурнан сталь | ||||||
Класс А-11, марки BCiScn2*, ВСт5пс2, диаметр, мм | Класс Л-llt. марка МГС. диаметр, мм | Класс A-HI. марка Х5Г2С, диаметр, мм | Класс AT-IIIC. диаметр до 28 мм | |||||
до 28 | до 40 | до 28 | до 4U | до 28 | до 40 | |||
KI | До 0 | 4-5 | 4 | 5 | 4 | 5 | 4 | 5 |
До -30 | 3-4 | 4-5 | 4-5 | |||||
К2 | До 0 | 4-5 | 4 | 5 | 4 | 5 | 4 | 5 |
До -30 | 3-4 | 4-5 | 4-5 | |||||
КЗ | До 0 | 3 | НД | НД | НД | 3 | НД | 3 |
До -30 | НД | НД | НД | |||||
С1 | До 0 | 4-5 | 4-5 | 5 | 4 | 5 | ||
До -30 | 3-4 | 3-4 | 5 | 4 | ||||
С2 | ДоО | 4-5 | 4-5 | 5 | 4 | at | ||
До -30 | 3-4 | 3-4 | 5 | 4 | 5 | |||
СЗ | До 0 | 5 | 5 | 5 | 4 | 5 | ||
До -30 | 4-5 | 4-5 | 5 | 4 | ||||
С4 | До 0 | 5 | 5 | г* | 4 | 5 | ||
До -30 | 4-5 | 4-5 | 5 | 5 | 4 | |||
С5 | До 0 | 4-5 | 4 | 5 | 3 | 5 | 4 | TH |
До -30 | 3-4 | 3-4 | 4 | 4 | 3 | |||
С6 | До 0 | 4-5 | 4 | 5 | 4 | 5 | 5 | TH |
До -30 | 4 | 3^1 | 4 | 4 | ||||
С7 | До 0 | 4-5 | 4 | 5 | 4 | 5 | 5 | TH |
До -30 | 4 | 3-4 | 4 | 4 | ||||
С8 | До 0 | 4-5 | 4 | 5 | 3 | 5 | 4 | TH |
До -30 | 3-4 | 3-4 | 4 | 4 | 3 |
Продолжение табл. I
Обозначение типа соединения | Температура ЗКСП.1 VSTIUMH, •'С | Арматурная сталь | ||||||
Класс A ll. марки BCrfeirJ*. ВСт5<1С2. диаметр, мм | Класс А-Ш. марка 35ГС, диаметр, мм | Класс A-III. марка 25Г2С, диаметр, мм | Класс At-IIIC. диаметр до 28 мм | |||||
до 28 | ДО 40 | до 28 | до 40 | до 28 | до 40 | |||
С9 | До 0 | 4-5 | 4 | 5 | 3 | 5 | 5 | TH |
До -30 | 3-4 | 3-4 | 4 | 4 | 4 | |||
СЮ | До 0 | 4-9 | 4 | 5 | 4 | 5 | 5 | TH |
До —30 | 4 | 3-4 | 4 | 4 | ||||
СП | До 0 | TH | TH | TH | 3 | TH | 4 | TH |
До —30 | 3 | |||||||
С12 | До 0 | TH | TH | TH | 3 | TH | 4 | TH |
До -30 | 3 | |||||||
С13 | До0 | TH | TH | TH | 3 | TH | 4 | 5 |
До -30 | 3 | 4 | ||||||
см | До 0 | 4-5 | 4 | 5 | 3 | 5 | 4 | 5 |
До -30 | 3-4 | 3-4 | 4 | 4 | 3 | 4 | ||
CI5 | До 0 | 4-5 | 4 | 5 | 3 | 5 | 4 | 5 |
До -30 | 3-4 | 3-4 | 4 | 4 | 3 | 4 | ||
CI6 | До 0 | 3-4 | 3 | 4 | э | 4 | 3 | 5 |
До -30 | 3 | 3 | 3 | 4 | ||||
С17 | До 0 | 4-5 | 4 | 5 | 3 | 5 | 4 | 5 |
До -30 | 3-4 | 3-4 | 4 | 4 | 3 | 4 | ||
CI8 | До 0 | 3-4 | 3 | 4 | 3 | 4 | 3 | 5 |
До —30 | 3 | 3 | 3 | 4 | ||||
CI9 | До 0 | 4-5 | 4 | 5 | 4 | 5 | 5 | TH |
До -30 | 4 | 4 | ||||||
С20 | ДоО | 4 5 | 4 | 5 | 4 | 5 | 5 | TH |
До —30 | 4 | 4 | ||||||
С21 | До 0 | 5 | 4 | 5 | 4 | 5 | Б | 5 |
До -30 | 4-5 | 4 | ||||||
С23 | ДоО | 4 | НД | 4 | НД | 4 | НД | 4 |
До -30 | 3-4 | |||||||
111 | До 0 | 4 | 3 | 4-5 | 3 | 4-5 | 4 | 5 |
До -30 | 3-4 | 3 | ||||||
Н2 | До 0 | 5** | TH | 5** | TH | 5,e | TH | 5" |
До -30 | ||||||||
ИЗ | До 0 | 5** | TH | 5*’ | TH | 5° | TH | 5° |
До -30 | ||||||||
Н4 | До 0 | 4 | TH | 4 | TH | 4 | TH | TH |
До -30 | ||||||||
TI | До 0 | 4 | 3 | 4 | 3 | 5 | 3 | 4 |
До -30 | 3-4 | 4 |
Стр. 24 ГОСТ 140*8—85
Продолжение табл, I
ОЛоинчеиле гное соединения | Температур» •кспл^тапим. | Арматурная стая*. | ||||||
Класс А-It, марки BC?Scn2*. uCrSaci, двамегр, мм | Класс A-JIJ, марка 38ГС. диаметр, мм | Класс А-Ш. марка 25Г2С. диаметр, им | Класс Ат-IHC. диаметр до 28 мм | |||||
io •» | ю 40 | ао “Я | ДО 40 | ло 28 | ДО 40 | |||
Т2 | До 0 | 4 | 4 | 3 | 5 | л | 4 | |
До -30 | 3-4 | 1/ | 4 | о | ||||
тз | До 0 | 4 | А | 4 | 5 | |||
До -30 | 3-4 | 3 | 3 | 4 | 3 | 4 | ||
Т4 | До 0 | 3” | ГН | 3" | TH | 3** | TH | TH |
До -30 | ||||||||
T5 | До 0 | 3" | TH | 3° | TH | 3" | TH | TH |
До -30 | ||||||||
TG | До 0 | 5е* | TH | 4" | TH | 5** | TH | TH |
До -30 | 4 | 3 | 4 | |||||
Т7 | До 0 | 5 | 4 | 5 | 4 | 6 | 4 | 4 |
До -30 | 4 | 3 | 4 | 3 | 4 | 3 | 3 | |
ТЯ, Т.9 | До 0 | 5 | 4*“ | 6 | 4" | 5 | 4" | 4" |
До -30 | 4 | 3 | 4 | 3 | 4 | 3 | 3 | |
Т10 | До 0 | 4-5" | TH | 4° | TH | 5" | TH | 3 |
До -30 | 3—4 | 4 | ||||||
тп | ДоО | 1-5" | TH | 4" | TH | Б | TH | 3 |
До -30 | 3-4 | 4 | ||||||
TI2 | До 0 | 3-4 | 4 | 4 | 4 | 3 | ||
До -30 | 3 | 3 | 3 | 3 | 4 | 3 | ||
TI3 | ДоО | 3-4 | 4 | 5 | 4 | 5 | 4 | TH |
До -30 | 4 | 3 | 4 1 | 4 |
* Соединения арматуры классом Л-1 и Л-ll (марки ЮГТ) оцениваются баллом Л. кроме соединений С10 и С1Я. *• Диаметры указаны и табл. 16—18 настоящего стандарта.
Примечание. Буквы НД означают, что соединение к применению не допускается, TH — гоелмненнс технологически невыполнимо,
Таблица 2
Оболнцчеима nua соелмкеккк | Температура акголуатаи»*. | Арматурная стали | |||||
Класс A-IV, марка 29ХГ211, диаметр, мм | Класс А V. марин 21Х2Г2Т, диаметр, мм | Класс А-VI. марки 20Х2Г2СР, 22Х2Г2АЮ. 22Х2Г2Р. диаметр, мм | |||||
10 16 | 18 -И | Ю 16 | 18-32 | 10- 16 | 18-22 | ||
Cl | До 0 | 4 | 3 | 4 | 3 | 3 | НД |
До -30 | 3 | 3 | |||||
С2 | До 0 | 4 | 3 | 4 | 3 | 3 | нд |
До -30 | 3 | 3 | |||||
сз | До 0 | 4 | 3 | 4 | 3 | 3 | НД |
До -30 | 3 | 3 |
Продолжение табл. 2
Примечание. Буквы НД означают, что соединение к применению нс допускается.
Обозначение типа соединения | Тампсранра эксплуатации. ‘С | Арматурная сталь | |||||
Класс A-IV, марка 20ХГ2Ц, диаметр. мм | Класе А-V. марка 23Х2Г2Т, диаметр. мм | Класс A-VI. марки 20Х2Г2С1’. 22Х212АЮ, 22Х2Г2Р. лиамор. ни | |||||
№-16 | 18-Я | 1O-1G | 18 32 | IU-l<i | 18 2» | ||
С4 | До 0 | 4 | 3 | 4 | 3 | 3 | НД |
До —30 | 3 | 3 | |||||
С21 | ДоО | 4 | 4 | 3 | 3 | ||
До -30 | 4 | 3 | 4 | 3 | НД | ||
HI | До 0 | 4 | 4 | 4 | 3 | 3 | |
До -30 | 4 | 3 | 3 | НД |
Таблица 3
Обозначение типа соединения | Температура эиспл^атааня, | Арматурная сталь | |||
Класс At-IVC, марка 26Г2С. анамегр ло 28 мм | Класс AvlVK, марки 08Г2С. ЮГЬ. 20ХГС2. диаметр до 28 мм | Класс At-V. марка 2иГС. диаметр ло 28 мм | Класс Ar-VCK. марка 20ХГС2. диаметр до 28 мм | ||
К1 | До 0 | б | 4* | 4 | НД |
До - 30 | 4 | 3* | 3 | ||
КЗ | ДоО | 3 | 3 | 3 | НД |
До - 30 | НД | НД | НД | ||
С1 | До 0 | 4 | 3" | 3 | 3 |
До -30 | 3 | НД | |||
С2 | До 0 | 4 | 3** | 3 | 3 |
До -30 | 3 | нл | |||
СЗ | До 0 | 4 | 3" | 3 | 3 |
До -30 | 3 | НД | |||
С4 | До 0 | 4 | 3** | 3 | 3 |
До -30 | 3 | НД | |||
С13 | До 0 | 4 | НД | НД | НД |
До -30 | 3 | ||||
CI4 | До 0 | 4 | НД | НД | нл |
До --30 | 3 | ||||
CIS | ДоО | 4 | НД | НД | НД |
До -30 | 3 | ||||
СЮ | До 0 | 4 | НД | НД | нд |
До -30 | 3 | ||||
СП | До 0 | 4 | НД | НД | НД |
До -30 | 3 | ||||
CI8 | До 0 | 4 | НД | НД | нд |
До - 30 | 3 | ||||
С20 | ДоО | 4 | 3** | 3 | 3 |
До -30 | 3 | ||||
С21"“* | До 0 | 3 | НД | НД | нд |
До -30 | НД | ||||
С22 | До 0 | 4 | 4 | 4 | 3 |
До -30 | 3 | ||||
III | ДоО | 4 | 3** | з | з |
До -30 | 3 |
* Соединения ныполниют из стили марок 08Г2С и 10ГС2.
•• Соединения выполняют из стали марки 20ХГС2. Соединение выполняют из стержней диаметром 10—20 мм.
Примечание. Буквы НД означают, что соединение к применению не допускается.
Стр. 26 ГОСТ 14098-85
ПРИЛОЖЕНИЕ 3 Справочное
Сопоставительные технико-экономические показатели на одно сварное соединение, выполненное из арматурной стали класса A-III
Обопичспня С<4' lltlicnilil | Среоннвасмие дна-МСТры арМаТ'рЫ и сопоставимых уело-оннх выполнения, мм | Чистое врсми сварки, мои | Расход электродною металла, кг | Расход дополни-1ел1ного технологического металла, кг | Расход влсн1ротяерп1н. 1(1Н-Ч | Затрлиа ipvu рабочих, чел.ч |
KI-Кт | 16 | 0,06 | 0003 | |||
К2-Кт | 16 | 0.06 | _ | — | — | 0.003 |
КЗ-Рр | 16 | 0,26 | 0.01 | — | 0,020 | 0.005 |
CI—Ко | 18 (Г) | 0.80 | — | — | 0.070 | 0.035 |
36 (Г) | 1.60 | — | 0.070 | 0.088 | ||
С2—Кк | 18 | — | — | -- | — | |
36 (Г) | 1.60 | -- | — | 0.070 | 0,088 | |
СЗ-Км | 18 (Г) | 0.80 | ... | — | 0,071 | 0,069 |
36 (Г) | 1.60 | — | — | 0.070 | 0,176 | |
С5—Мф | 36 (Г) | 2.00 | 0.23 | 1.570 | 0.087 | |
СЯ-Мф | 36 (В) | 2.70 | 0.70 | — | 4.810 | 0,118 |
СН-Мф | 36 (Г) | 6.40 | 0.26 | — | 1.78 | 0.237 |
Сб-Мп | 36 (Г) | 3.20 | 0.29 | — | 1.57 | 0.140 |
С9--Мп | 36 (В) | 4.60 | 0,83 | — | 4.46 | 0.205 |
CI2—Мп | 36 (Г) | 7.10 | 0.33 | — | 1.78 | 0.311 |
CI4—Мп | 36 (Г) | 4.30 | 0.17 | 0.30 | 0.92 | 0.190 |
CI7- Мп | 36 (В) | 6.10 | 0.31 | 0.34 | 1.66 | 0.268 |
С7—Рп | 36 (Г) | 3.60 | 0.34 | — | 1.39 | 0,071 |
СО-Рв | 36 (В) | 4.00 | 1.08 | — | 4.46 | 0.100 |
СВ-Рв | 36 (Г) | Я.Ю | 0.43 | — | 1.78 | 0.165 |
С15—Рс | 36 (Г) | 9.80 | 0.3! | 0,59 | 1,26 | 0,199 |
CI6 Мо | 36 (Г) | 4.30 | 0.39 | 0.84 | 0.25 | 0,189 |
cta-Mo | 36 (В) | 5,40 | 0,48 | 0.84 | 0.30 | 0.237 |
CI9—Рм | 36 (В) | 12.20 | 0.40 | 0.34 | 1.66 | 0JM8 |
С20—Рм | 36 | 14.50 | 0.28 | — | 1.08 | 0.248 |
C2I—Рн | 36 (Г) | 26.60 | 1.10 | 5,50 | 2.60 | 0.541 |
36 (В) | 30.10 | 1.30 | 5,50 | 2.70 | 0.612 | |
HI—Рш | 18 (Г) | 1.60 | 0.80 | — | 1.60 | 0,033 |
Н2-Кр | 14 (Г) | 0.05 | — | — | — | 0.002 |
НЗ-Кп | 14 (Г) | 0.08 | — | — | — | 0.001 |
18 (В) | 0.07 | — | 0.03* | 0.49 | 0.003 | |
Т!-Мф | .36 (В) | 0.55 | — | 0.12* | 3.85 | 0.025 |
Т2-Рф | 18 (В) | 0.16 | 0,04* | 0,28 | 0.007 | |
ТЗ-Мж | 18 (В) | 0.14 | — | 0.03* | 0,21 | 0.003 |
Т4 -Му | 18 | 1.26 | — | 0.03* | 0.20 | 0.028 |
Т5—Мт | 12 | 0.56 | — | 0,01* | 0.09 | 0.012 |
Тб-Кс | 18 (В) | 0,07 | — | 0,04* | 0,28 | 0.001 |
Т7—Ко | 18 (В) | 0.03 | — | 0,04’ | 0.14 | 0,0005 |
Т8-Мв | 18 | 0.17 | 0.04 | — | 0.47 | 0.004 |
36 | 0.67 | 0.20 | — | 3.01 | 0.015 | |
ТЮ-Мз | 18 ПО | 0.09 | 0.06 | — | 0.41 | 0,112 |
ТП-Мс | 18 (В) | 0.17 | 0.03 | — | 0,47 | 0,004 |
Т12-Рз | 18 | 0.20 | 0.13 | — | 0.52 | 0.004 |
36 | 0.80 | 0,82 | — | 3,34 | 0.016 | |
ПЗ-Рн | 18 | 0.78 | 0.12 | •— | 0.24 | 0.018 |
4 ДонолниъльныО металл на оплавление стержня.
Оботчсмне положения стержней: Г — горизонтальное; В — вертикальное; И — нижнее.
ж ГОСТ 14098-»85 Соединения сварные арматуры и закладных изделий железо бетонных конструкций. Типы, конструкция и размеры
В пкон меня
Нвпечагйип
Таблица 2
Л-II
AIVC
Величина hid.,, обеспечивающая прочность
Минимальная величина Л/du, обеспечивающая
Таблица 10. Графа ht
Таблапа 12. Графа / Примечание 4
Таблица 15, Графа $
Таблица 16. Графа «Класс арматуры»
графа S
графа а
Таблица 20
Таблица 24
Приложеянс I. Таблица I. Графа «Класс Лт-ШС, диаметр до 28 мм»
Для тиса С13
Для типа С19
сноски
>0.05 d „
/ 20ХГС
ОД d„ , 0.4 dH . 0,3 d« ( 0,4 d» «
Alli
0.3 rf„
75—80*
A-IIIC
1.3 d„
5
4
TH
** Диаметры указаны и табл. 16—18 нясгояще-га стандарта
Должно быть
АН*
Ат 1VC
Величина h/dH , обеспечивающая прочность
Минимальная величин» ЛМЯ , обеспечивающая
* Здесь и далее соединения арматуры класса А-11 идентичны соединениям арматуры специального назначения класса Ас-11
<0.05 dH
-/
2ОХГС2
>0.3 d„ , >0.4 dn . >O.3d„ , >O,4dn ,
ЛШ Лт-lllC >0.3 d.. .
75-90*
At-IIIC
>l.3d„
TH
(Продолжение поправки к ГОСТ M098—8S)
В какой месте | Напачатано | Должно быть |
Таблица 3. Графа «Обоз- | KI | KI, К2 |
качения типа соединения» | С13 | СИ |
С14 | CI5 | |
CI5 | CI6 | |
С)6 | С17 | |
CI7 | С1в | |
С18 | CI9 | |
С2О | С21 | |
Тип соединения С22: графа «Класс AtIVC. марка 25Г2С, диаметр до | С2Г" | С23 |
20 мм» | — | |
графа «Класс AiJVK. | 4 | |
марки 9&Г2С, 1ОГС2, 20ХГС2, диаметр до 28 мм» графа «Класс At-VCK, марка 20ХГС2, диаметр до | 3 | |
28 мм» | 3 | — |
сноска | ••• Соединения выполняются из стержней диаметром 19—20 мм |
(НУС № 6 1907 г.)
Гдуола жээ
к ГОСТ 14098—86 Соединения сварные арматуры и закладных изделий железобетонных конструкций. Типы, конструкция и размеры
В хаком месте | Напечатано | Должно быть |
Таблица 1. Графа «Положение стержней в пространстве», для соединения Т1 | Горизонтальное | Вертикальное |
для соединения Т1Э | » | Горизонтальное |
Таблица 2. Графа «Класс арматуры меньшего диаметра» | В-I. Вр-1 | В-1, Вр-I, Врп-1 |
Пункт 10 | из стали классов В—I. Bp—I | из стали классов В-1. Вр-1, Врп-1 |
Таблица 18. Графа R | 14 dH | 1Л^м |
16dH | 1,64и | |
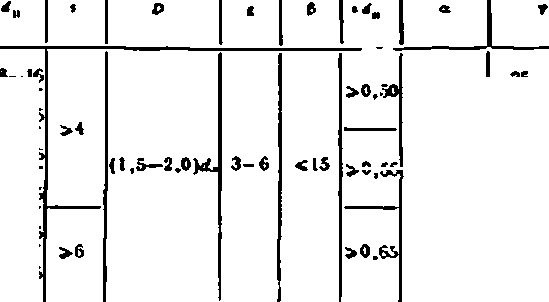
Таблица 22. Графа sldn | 0,50 | >0,50 |
0.55 | >0,55 | |
0,65 | >0,65 |
(Продолжение см. с. 348)
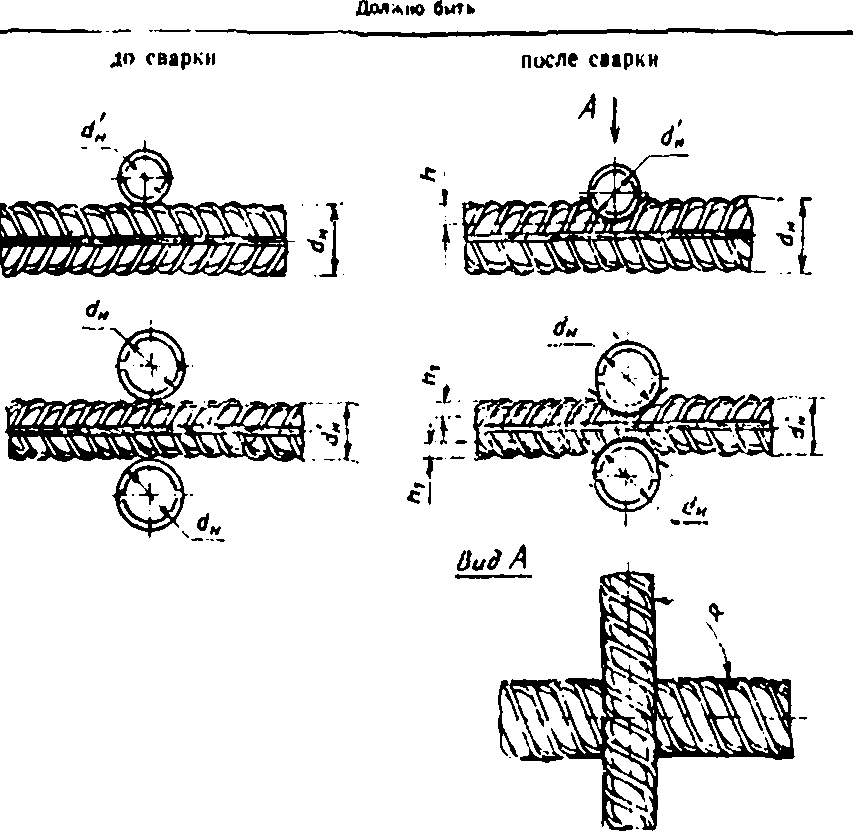
Должно бы»(.
Чертеж I
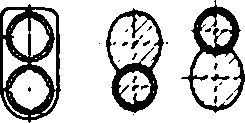
Примечание З.’.ееъ и далее я сечении стержней пнперечиые ребра ус* л-ibho не показаны
Черт I
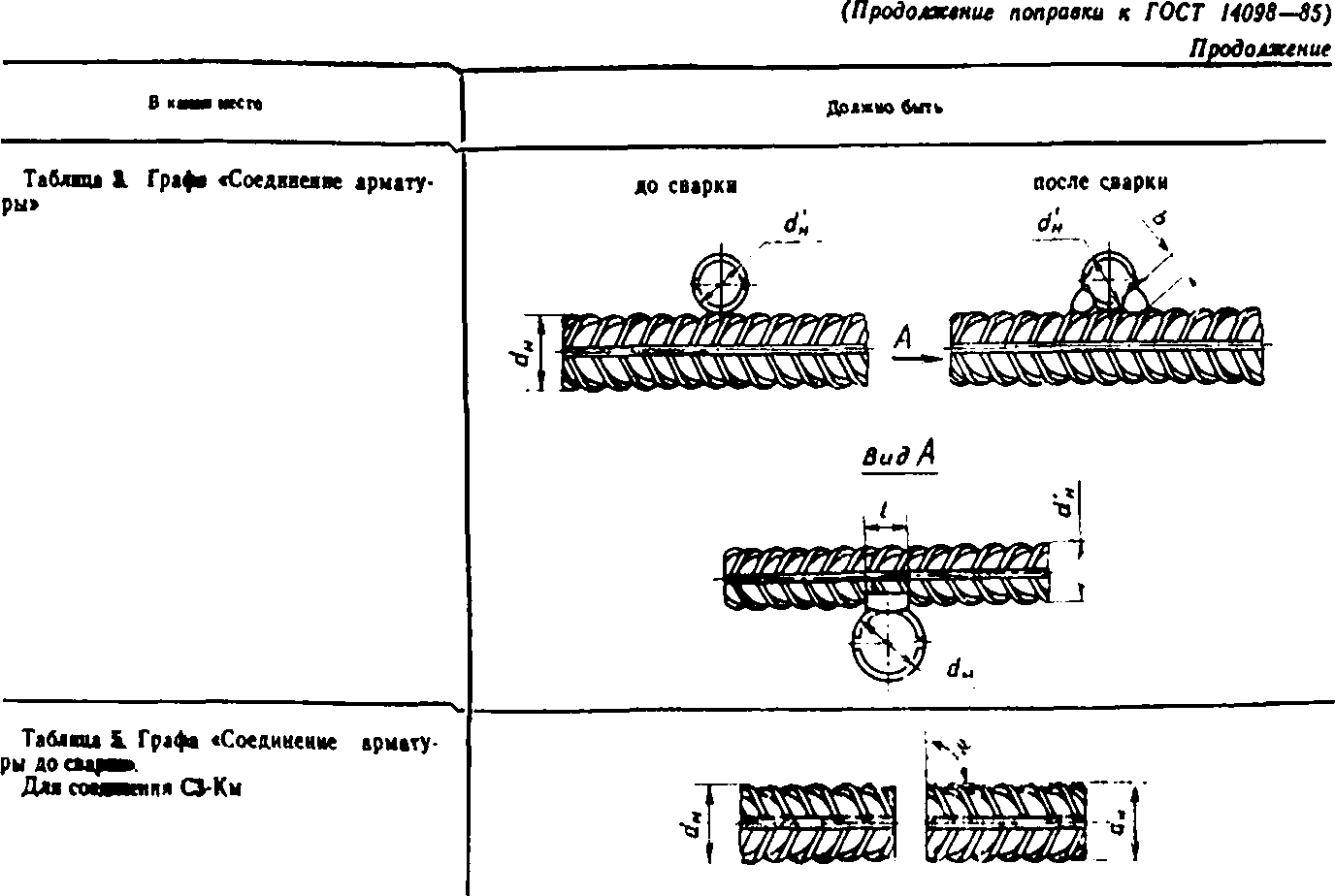
(Продолжение попраны/ к ГОСТ HOfd—JiSi ((рудпАмеиш
В маком месте
Таблица 2
Графа «Соединение арматуры»
({7ft*dr )■■*»».•< i*u л. WJ
(Продолжение см, с. 351)
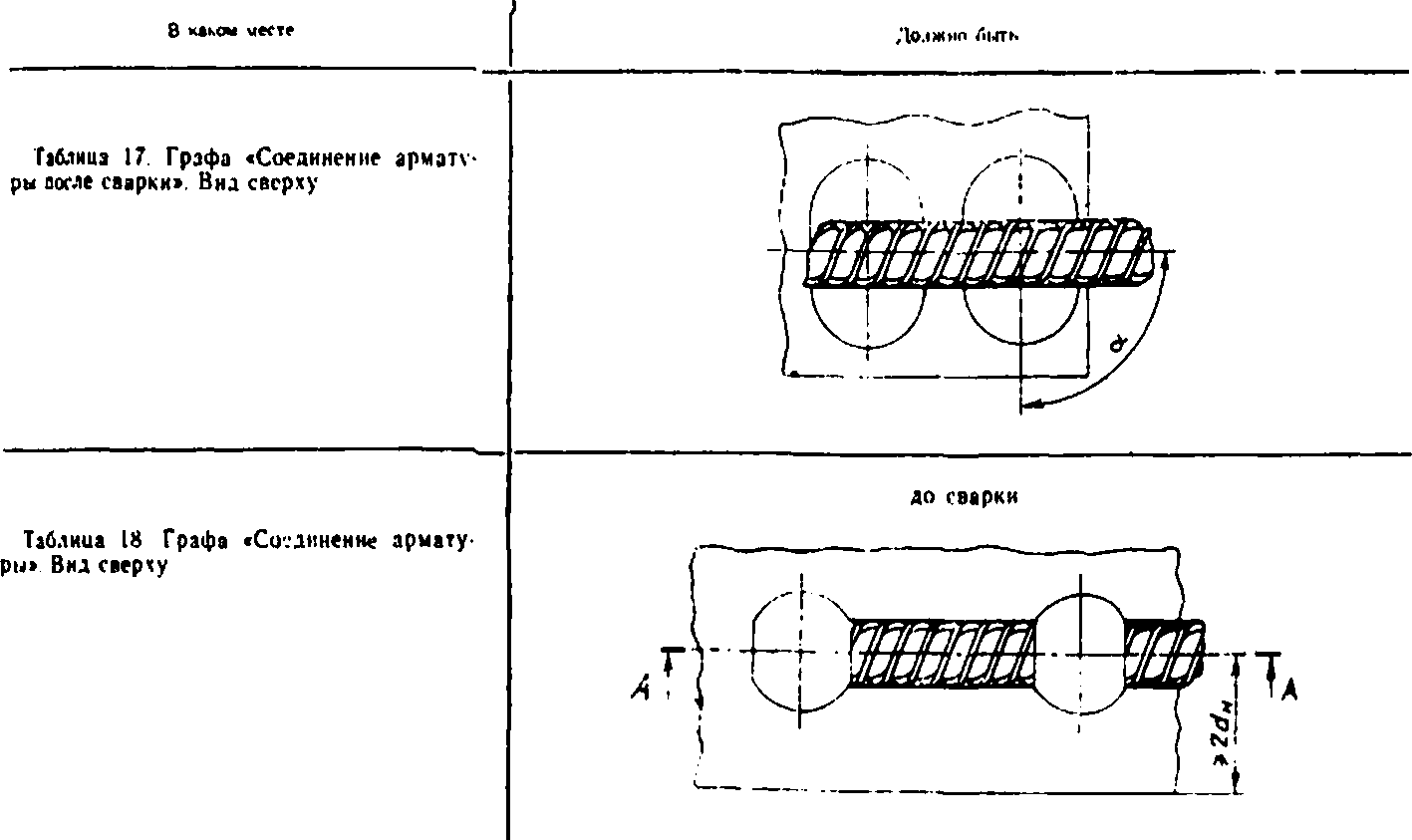
Таблиц & Графа «Соединение аркатуры после евфка»
Ви А
вид А
Таблица 7 Графа «Соединение арматуры после евфм»
Ви А
Вид А
I лб.!ЦЦа * Графа «Соединение лрчлтуры ;|<ч-ле смраж
Вид А, сстяая Б-Б. В—В
Вид А 5-6 В‘8

(П> ■'
В МММ MCCtt
Должно бить
Таблица 9. Графа «Соединение арматуры до сварки»
А-А

Графа «Соединение арматуры после сварки».
Вид В
вид В (повернуто на 909)
Таблвва 10. Графа «Соединение армату* ры»
то сварки
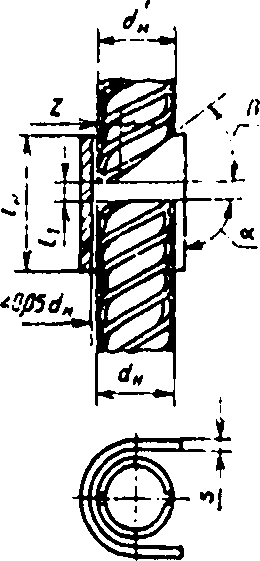
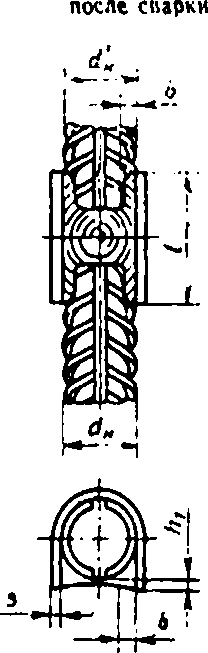
Таблица 12. Графа «Соединение арматуры до сварки». Вид сбоку
Графа «Соединение арматуры после сварка».
Сечения А—А
В каком мест* | Дрджно быть | |
Табляца 13. Графа «Соедяяеяие арматуры после сварки» Селене А—А | А-А | |
*3 I h | ||
Таблица 14. Графа «Соедяяеяяе арматуры после сварки». Вид сбоку | ||
-* | L |
В каком место
Таблица 15. Графя Сс.елиненке армату ры после снарки»
Таблица 16. Графа «Соединение арматуры после сварки» Вид сверху
Должно бып.
• Продолжение см. с 358)
В каком мете
Драмм» быть
Та&гииа 13. Графа «Соединение армату* ры». Внд сверху
Таблица 19. Графа «Соединение арматуры после сварки»
после сварки
(Продолжение поправки к ГОСТ 14098—85)
Продолжение
(Продолжение • * с 360)
В камом м«с«
Должно быт к
Темина 28. Графя «Соединение арматуры после саарни» Я ид А
(ИУС № 2 1988 г.)
Групп* ЖЭЗ
* ГОСТ 14098—85 Соединения сварные арматуры и закладных изделий железо* бетонных конструкций. Типы, конструкция я размеры
В каком мест* | Напечатано | должно быть |
Приложение 2. Наименование | Оценка эксплуатационных характеристик | Оценка эксплуатационных качеств |
(ИУС № Ы 1990 г.)
Цена 15 коп.
« ЛИЧ44Д | 7 1 | |||
Климсн»* чииг | Обсжачгни» | |||
-Mi* АЛуИЛрОЗНО* | р\<к КОС | |||
ОСНОВП 511 г д и н и ц ы с и | ||||
Длина | метр | m | м | |
Масса | килограмм | ’«<3 | KI | |
Время | секунда | $ | с | |
Силз электрического тока | ампер | А | А | |
Термодинамическая темнела | ||||
тура | к<*львии | К | К | |
ь.слнчсстзо пгшестга | моль | то! | медь | |
V ила света | кандела | cd | кд | |
ДОПОЛНИ | Т Е Л ь н Ы Е Е Д И Н И Ц Ы С И | |||
Нтлскнй уол | | радиан | rad | рад | ■ 1 |
1 | i | |||
i СЛОЖНЫМ уг.?'! | J с герадиан | sr | ср | ; 1 |
ПРОИЗЗОДНЫЕ ЕДИНИЦЫ СИ, ИМЕЮЩИЕ СПЕЦИАЛЬНЫЕ
НАИМЕНОВАНИЯ
Седпчнкз | t lKtlHUJ | Сыемжсии* чеое: и прали- и ле- еди.г.'ии (1, | ||
Наи*|?но»а П НГ | Обож^чепме | |||
меАЯуна роемое | Г-.*»чи»е | |||
Частота | 1“ ' герц | Hz | Гц | С- |
Сила | ньютон | N | и | М КТ С“‘ |
Давление | паскаль | Ра | Па | М~ КГ С"2 |
Энергия | джоуль | J | Дж | ГЛ 5 Ki С"г |
Мощность | иатт | V/ | Зт | ?.г кг е~ц |
Колнчестзо электричества | кулсп | с | Кл | * С - -г |
Электрическое напряжение | вольт | V | XJ | м кд с 1 А-! |
Электрическая емкость | фарад | т? 1 | с> | ?Г2 кг’ А ■ |
Электрическое сопротивление | G.M | Q | О*л | м' с ’• А"; | |
Электрическая проводимость | сименс | S | См | • 4*1 *л к: с* м- * « |
Поток магнитной индукции | вебер | Wb | В5 | лг с 2 Л- ! |
Магнитная индукция | тесла | т | Тл | Ki с"*' Л ; |
Индуктивное': ь | ген ри | н | Гн | М’ с*’ A-’ i 1 |
Световой пот./х | люмен | Im | лм | кд ст? 1 1 |
Освещенность | люкс | lx | лк | •»""* К1 Ср |
Активность радионуклида | беккерель | Bq | Ек | |
Поглощенная доза | грзл | Gy | Ер | -» — • М' С • |
| ионизирующего излучения | ||||
Эквивалентная доза излучения I 1_______________________________________________________________________________________________ | зиверт | Sv | Зв | М? €“'■ |
