ГОСТ ISO 17638-2018
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Неразрушающий контроль сварных соединений
МАГНИТОПОРОШКОВЫЙ КОНТРОЛЬ
Non-destructive testing of welds. Magnetic particle testing
ОКС 25.160.40
Дата введения 2019-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Негосударственным образовательным учреждением дополнительного профессионального образования "Научно-учебный центр "Контроль и диагностика" ("НУЦ "Контроль и диагностика") и Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 20 декабря 2018 г. N 114-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 6-2019).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 19 марта 2019 г. N 88-ст межгосударственный стандарт ГОСТ ISO 17638-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2019 г.
5 Настоящий стандарт идентичен международному стандарту ISO 17638:2016* "Контроль неразрушающий сварных швов. Магнитопорошковая дефектоскопия" ("Non-destructive testing of welds - Magnetic particle testing", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом ISO/TC 44 "Сварка и смежные процессы", подкомитетом SC 5 "Диагностика и контроль сварных швов".
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2019 год с учетом уточнения, опубликованного в ИУС 11-2019
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт определяет применение магнитопорошкового контроля для обнаружения дефектов на наружной поверхности сварных соединений в ферромагнитных материалах, включая зоны термического влияния. Приведенные в настоящем стандарте технологии контроля применимы для большинства способов сварки и видов сварных соединений. Разновидности этих технологий контроля с большей или меньшей чувствительностью приведены в приложении А.
Настоящий стандарт не определяет уровни приемки для индикаций. Информация по уровням приемки для индикаций приведена в ISO 23278 или спецификации на продукцию.
2 Нормативные ссылки
Для применения настоящего стандарта необходимы следующие ссылочные стандарты. Для недатированных ссылок используют последнее издание ссылочного стандарта, включая все изменения к нему:
ISO 3059, Non-destructive testing - Penetrant testing and magnetic particle testing - Viewing conditions (Контроль неразрушающий сварных швов. Капиллярный и магнитопорошковый контроль. Условия наблюдения)
ISO 9934-1:2015*, Non-destructive testing - Magnetic particle testing - Part 1: General principles (Контроль неразрушающий. Магнитопорошковый метод. Часть 1. Основные требования)
______________
* ISO 9934-1:2015 заменен на ISO 9934-1:2016. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 9934-2, Non-destructive testing - Magnetic particle testing - Part 2: Detection media (Контроль неразрушающий. Испытание магнитными частицами. Часть 2. Средства для обнаружения)
ISO 9934-3, Non-destructive testing - Magnetic particle testing - Part 3: Equipment (Контроль неразрушающий. Испытание магнитными частицами. Часть 3. Оборудование)
3 Термины и определения
В настоящем стандарте применены термины по ISO 12707 и ISO 17635.
4 Меры безопасности
Особое внимание следует уделять токсичным, воспламеняющимся и (или) летучим веществам, электробезопасности и защите от воздействия ультрафиолетового излучения.
Магнитопорошковый контроль часто создает сильные электромагнитные поля близко от контролируемого объекта и оборудования для намагничивания. Чувствительные к этим полям предметы из таких зон необходимо убирать.
5 Общие положения
5.1 Предварительная информация, необходимая для контроля
Перед проведением контроля определяют следующую информацию (при необходимости):
a) установленную процедуру контроля;
b) требования к сертификации персонала, осуществляющего неразрушающий контроль;
c) объем контроля;
d) состояние готовности;
e) применяемую технологию контроля;
f) общую проверку работоспособности;
g) способ размагничивания;
h) уровень приемки;
i) действия, которые необходимо предпринять в случае обнаружения неприемлемых индикаций.
5.2 Дополнительная предварительная информация, необходимая для контроля
Перед проведением контроля определяют следующую дополнительную информацию (при необходимости):
a) тип и обозначение основного металла и металла сварного шва;
b) технологию сварки;
c) расположение и протяженность сварного шва, который предстоит контролировать;
d) подготовку соединения и линейные размеры;
e) расположение и протяженность всех участков, подвергавшихся ремонту;
f) обработку после сварки (если такая предполагается);
g) состояние поверхности.
Контролеры могут запросить дополнительную информацию, которая может быть необходимой при определении характера выявляемых индикаций.
5.3 Квалификация персонала
Магнитопорошковый контроль сварных соединений и оценку результатов контроля проводят только подготовленные операторы, квалифицированные в соответствии с ISO 9712 или эквивалентным документом на соответствующий уровень и в соответствующем промышленном секторе.
5.4 Состояние поверхности и ее подготовка
Контролируемые участки должны быть сухими, если не используются средства для работы с влажными поверхностями. Возможно улучшение состояния поверхности, например при помощи наждачной бумаги или местной зачистки, для обеспечения точной интерпретации индикаций.
Любой способ очистки или подготовки поверхности не должен повреждать материал, влиять на качество обработки поверхности или на средства магнитного контроля. Магнитные индикаторы используют в температурных пределах, установленных их изготовителем.
5.5 Намагничивание
5.5.1 Оборудование для намагничивания
Общие требования к намагничиванию должны соответствовать положениям ISO 9934-1:2015 (пункт 8).
Применяют один из следующих типов оборудования, использующего намагничивание переменным током, если в спецификации на продукцию не указано иное:
a) ярмовые электромагниты;
b) генераторы тока с накладными (съемными) электроконтактами;
c) проводники с током, контактирующие с изделием, намотанные на изделие или пропущенные сквозь него, или катушка (соленоид).
Использование намагничивания с помощью постоянного тока или постоянными магнитами должно быть указано в спецификации на контроль.
Намагничивающее оборудование должно соответствовать ISO 9934-3.
При использовании электроконтактов принимают меры предосторожности, для того чтобы избежать перегрева, возгорания или дугового пробоя на концах контактов. При необходимости устраняют прожоги электродом. Пораженные участки контролируют подходящим методом, для того чтобы удостовериться в целостности поверхности.
5.5.2 Проверка намагниченности
Проверку намагниченности проводят в соответствии с 8.2 ISO 9934-1:2015.
Рекомендуется, чтобы тангенциальная составляющая напряженности магнитного поля составляла от 2 до 6 кА/м (эффективная).
Намагничивание проверяют одним из следующих способов:
a) контрольным образцом, содержащим дефект естественного или искусственного происхождения в наиболее неблагоприятном для выявления месте;
b) измерением тангенциальной составляющей напряженности магнитного поля максимально близко к поверхности с использованием датчика Холла. Измерение тангенциальной составляющей напряженности магнитного поля вблизи резких изменений формы детали или в местах выхода магнитного потока из наружной поверхности может исказить результаты измерений;
c) вычислением среднего значения тока с целью достижения рекомендуемой тангенциальной составляющей напряженности поля; вычисление может быть основано на значениях тока, которые использовались при проведении контроля по схемам, указанным на рисунках 5 и 6;
d) другими подходящими для этого способами.
Индикаторы потока (накладного типа), находящиеся в контакте с контролируемой поверхностью, могут дать показания о величине и направленности тангенциального магнитного поля, но их не применяют для определения достаточности намагничивания.
Примечание - Информация по перечислению b) приведена в ISO 9934-3.
5.6 Применение метода
5.6.1 Направления поля и зона контроля
Выявляемость дефекта зависит от угла между его основной направленностью и направлением магнитного поля. Это поясняется для одного направления намагничивания на рисунке 1.
|

![]() - угол между направлением магнитного поля и направлением дефекта;
- угол между направлением магнитного поля и направлением дефекта; ![]() - минимальный угол, необходимый для обнаружения дефекта;
- минимальный угол, необходимый для обнаружения дефекта; ![]() - пример ориентации дефекта; 1 - направление магнитного поля; 2 - направление для оптимальной чувствительности обнаружения; 3 - направление, на котором снижается чувствительность обнаружения; 4 - направление, на котором недостаточная чувствительность обнаружения
- пример ориентации дефекта; 1 - направление магнитного поля; 2 - направление для оптимальной чувствительности обнаружения; 3 - направление, на котором снижается чувствительность обнаружения; 4 - направление, на котором недостаточная чувствительность обнаружения
Рисунок 1 - Направления обнаруживаемых дефектов
Для того чтобы гарантировать выявление дефектов по всем направлениям, сварные соединения намагничивают в двух направлениях, приблизительно перпендикулярных относительно друг друга с максимальным отклонением от перпендикулярности 30°. Это может быть достигнуто с использованием одного или нескольких методов намагничивания.
Контроль только в одном направлении не рекомендуется, но может быть проведен, если это указано в спецификации на продукцию.
При использовании для контроля ярмовых электромагнитов или электроконтактов из-за большой величины намагничивания вблизи каждого полюсного наконечника или кончика электроконтакта появляется неконтролируемая область, которая, как правило, характеризуется скоплением большого числа магнитных частиц.
Обеспечен достаточный охват зон, подлежащих контролю, как показано на рисунках 2 и 3.
Размеры в миллиметрах
|

d - расстояние между полюсами ярма/электродами
Рисунок 2 - Примеры контролируемого участка - зоны эффективного контроля (закрашены) при намагничивании ярмовыми электромагнитами и электроконтактами
|
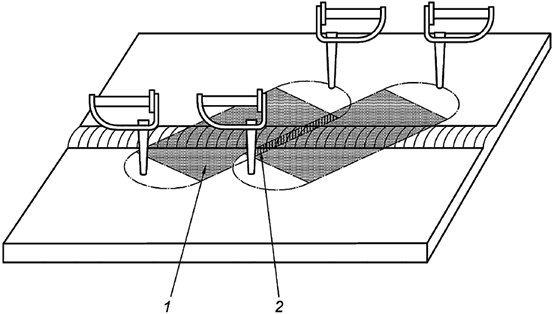
1 - контролируемый участок (эффективная зона); 2 - перекрытие (нахлест)
Рисунок 3 - Перекрытие (нахлест) контролируемых участков
5.6.2 Типовая технология магнитопорошкового контроля
Схемы применения магнитопорошкового контроля (схемы намагничивания) для наиболее часто встречающихся конфигураций сварных соединений показаны на рисунках 4-6. Численные значения расценивают только как ориентировочные. При возможности аналогичные направления намагничивания и наложения полей применяют и для сварных соединений с другой геометрией. Длина пути протекания тока (при использовании способа протекания тока) или магнитного потока (при использовании способа магнитного потока) в материале d должна быть болеее или равна ширине сварного шва, включая зону термического влияния, плюс 50 мм. В любом случае сварной шов и зона термического влияния должны быть включены в эффективную зону. Направление намагничивания определяют относительно ориентации шва.
|

1 - продольные трещины; 2 - поперечные трещины
Рисунок 4, лист 1 - Типовые схемы намагничивания ярмовым электромагнитом
|

Рисунок 4, лист 2
|

Рисунок 5 - Типовые схемы намагничивания для электроконтактов с использованием намагничивающего тока между электроконтактами
|

N - число витков; - ток (эффективное значение); а - расстояние между швом и катушкой или кабелем
Рисунок 6 - Типовые схемы намагничивания для гибкого кабеля или катушки (для выявления продольных трещин)
5.7 Магнитные индикаторы
5.7.1 Общие положения
В качестве индикаторов при магнитопорошковом контроле применяют порошки или суспензии в соответствии с ISO 9934-2.
5.7.2 Проверка выявляющей способности магнитных индикаторов
Магнитные индикаторы должны отвечать требованиям ISO 9934-2.
Индикации, полученные при помощи магнитных индикаторов, которые надо проверить, сравнивают с теми, которые получены с помощью магнитных индикаторов с известными и приемлемыми свойствами. Для этой цели сравнительные индикации могут быть:
a) реальными индикаторными рисунками;
b) фотографиями;
c) отпечатками (оттисками).
5.8 Условия осмотра
Условия осмотра должны соответствовать ISO 3059.
5.9 Нанесение магнитного индикатора
После того как объект будет подготовлен к контролю, магнитный индикатор наносят путем распыления, полива или посыпания непосредственно перед и во время намагничивания. Следом за этим нужно выждать некоторое время, чтобы дать сформироваться индикациям, прежде чем будет устранено магнитное поле.
При использовании магнитной суспензии действие магнитного поля на объект контроля сохраняют до тех пор, пока жидкость, являющаяся основой суспензии, не стечет с поверхности контроля. Таким образом удастся избежать смывания каких-либо индикаций.
В зависимости от свойств контролируемого материала, то есть от состояния наружной поверхности и магнитной проницаемости, индикации, как правило, сохраняются на поверхности контроля даже после устранения магнитного поля благодаря наличию остаточной намагниченности детали. Однако, так как наличие остаточной намагниченности гарантировать невозможно, последующие способы оценивания индикации после устранения источника первичного магнитного поля допускаются после того, как деталь полностью проверена на сохранение индикаторного рисунка.
5.10 Общая проверка чувствительности
При необходимости общую проверку чувствительности контроля для применяемого способа выполняют на рабочем месте. Проверку планируют таким образом, чтобы гарантировать надлежащее функционирование всей цепочки параметров, включая оборудование, направление и величину напряженности магнитного поля, состояние контролируемой поверхности, магнитный индикатор и освещение.
Наиболее надежную проверку выполняют на контрольных образцах, содержащих естественные дефекты известного типа, расположения, размера и направления. При их отсутствии используют специально изготовленные образцы с искусственными дефектами или магнитно-шунтовые индикаторы накладного пленочного крестового или дискового типа.
Перечисленные образцы размагничивают и освобождают от индикаторных рисунков, оставшихся от предыдущего контроля.
Примечание - Может потребоваться выполнение общей проверки чувствительности системы на рабочем месте для каждой процедуры.
5.11 Ложные индикации
Ложные индикации, которые накладываются на настоящие индикации, возникают по разным причинам, таким как изменение магнитной проницаемости, значительное изменение размера, например в зоне термического влияния. В случае подозрения о присутствии такого наложения, контролируемую поверхность шлифуют либо используют альтернативные методы контроля.
5.12 Регистрирование индикаций
Индикации регистрируют путем использования одного из следующих способов:
a) письменного описания;
b) чертежа;
c) фотографии;
d) прозрачной клейкой ленты;
e) прозрачного лака для фиксации индикации на контролируемой поверхности;
f) отслаиваемой контрастной краски;
g) видеозаписи;
h) эпоксидной смеси магнитных частиц;
i) магнитной ленты;
j) электронного сканирования.
5.13 Размагничивание
После контроля сварного соединения намагничиванием переменным током остаточная намагниченность, как правило, будет низкая, и необходимость в размагничивании объекта после контроля отсутствует.
Если требуется размагничивание, его проводят определенным методом и до заранее определенного уровня.
Перед обработкой резаньем рекомендуется остаточная намагниченность Н0,4 кА/м.
5.14 Протокол контроля
Подготавливают протокол контроля.
Протокол содержит, как минимум, следующую информацию:
a) название организации, проводящей контроль;
b) объект контроля;
c) дату проведения контроля;
d) основной металл и металл сварного шва;
e) любую термообработку после сварки;
f) тип сварного соединения;
g) толщину материала;
h) технологию (технологии) сварки;
i) температуру объекта контроля и магнитного индикатора в процессе контроля (при использовании индикатора в режиме рециркуляции);
j) показатели метода контроля и описание используемых параметров, включая:
- способ намагничивания,
- вид тока,
- магнитный индикатор,
- условия для осмотра;
k) особенности и результаты общей проверки работоспособности при необходимости;
l) уровни приемки;
m) описание и расположение регистрируемых индикаций;
n) результаты контроля со ссылкой на уровни приемки;
o) данные оператора контроля.
Приложение А
(справочное)
Факторы, влияющие на чувствительность магнитопорошкового контроля
А.1 Состояние поверхности и ее подготовка
Максимально достижимая чувствительность магнитопорошкового контроля зависит от разных факторов, но особенно на нее влияют шероховатость поверхности контролируемого объекта или наличие неровностей поверхности. В некоторых случаях необходимо:
- зачистить подрезы и неровности поверхности;
- удалить или уменьшить усиление сварного шва.
Поверхности, покрытые тонким немагнитным слоем краски (например, грунтовки), также могут быть проконтролированы, если поверхность краски равномерная и толщина ее слоя не превышает 50 мкм. При больших толщинах чувствительность метода снижается, и прежде чем продолжать контроль, нужно убедиться в том, что чувствительность достаточна.
А.2 Характеристики намагничивающего оборудования
Использование переменного тока для намагничивания позволяет получить наибольшую чувствительность обнаружения поверхностных дефектов.
Ярмовые электромагниты создают достаточное намагничивание в простых стыковых сварных соединениях, но если магнитный поток уменьшается из-за воздушного зазора или путь прохождения его через объект контроля слишком большой, как в тавровом соединении, чувствительность может снизиться.
Для сложных конфигураций соединений, таких как отводы труб с углом соединения менее 90°, контроль с применением ярмовых электромагнитов может быть непригоден. В данном случае более подходящим будет намагничивание электроконтактами или намотанным кабелем.
А.3 Напряженность магнитного поля и магнитная проницаемость
Напряженность магнитного поля, требуемая для создания индикаций, достаточно выраженных, чтобы их можно было выявить магнитопорошковым методом контроля, зависит главным образом от магнитной проницаемости материала контролируемого объекта.
Как правило, магнитная проницаемость является высокой в магнитомягких материалах, например низколегированных сталях, и низкой в магнитотвердых материалах, например мартенситных сталях. Так как магнитная проницаемость зависит от намагничивания, для материалов с низкой магнитной проницаемостью, как правило, требуется применение высокой интенсивности намагничивания по сравнению с магнитомягкими материалами для создания магнитного потока той же плотности. Следовательно, необходимо убедиться в том, что значение плотности магнитного потока достаточное, прежде чем приступать к магнитопорошковому контролю.
А.4 Магнитные индикаторы
Магнитная суспензия, как правило, дает более высокую чувствительность для выявления поверхностных дефектов, чем сухой порошок.
Флуоресцентный магнитный индикатор обычно дает более высокую чувствительность контроля, чем цветной контрастный, благодаря высокой контрастности между темным фоном и флуоресцирующей индикацией. Чувствительность флуоресцентного метода будет тем не менее снижаться пропорционально любому увеличению шероховатости поверхности, к которой могут прилипать частицы, нарушая общий флуоресцирующий фон.
Если невозможно достаточно уменьшить освещенность или мешает фоновая флуоресценция, то лучшей чувствительности можно добиться, используя цветной дефектоскопический материал на фоне контрастного покрытия.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 3059 | - | * |
ISO 9934-1 | - | * |
ISO 9934-2 | - | * |
ISO 9934-3 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. | ||
Библиография
[1] | ISO 9712 Non-destructive testing - Qualification and certification of NDT personnel (Неразрушающий контроль. Квалификация и аттестация персонала) |
[2] | ISO 12707 Non-destructive testing - Magnetic particle testing - Vocabulary (Контроль неразрушающий. Магнитопорошковая дефектоскопия. Словарь) |
[3] | ISO 17635 Non-destructive testing of welds - General rules for metallic materials (Контроль неразрушающий сварных швов. Общие правила для металлических материалов) |
[4] | ISO 23278 Non-destructive testing of welds - Magnetic particle testing - Acceptance levels (Контроль неразрушающий сварных швов. Магнитопорошковый контроль. Приемочные уровни) |
УДК 621.774.08:620.179:006.354 | ОКС 25.160.40 |
Ключевые слова: трубы стальные, неразрушающий контроль, сварное соединение, магнитопорошковый контроль, поверхностные дефекты | |
Редакция документа с учетом
изменений и дополнений подготовлена
