ГОСТ Р ИСО 9692-4-2020
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка и родственные процессы
РЕКОМЕНДАЦИИ ПО ПОДГОТОВКЕ СОЕДИНЕНИЙ
Часть 4
Плакированные стали
Welding and allied processes. Recommendations for joint preparation. Part 4. Clad steels
ОКС 25.160.40
Дата введения 2020-12-01
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 июня 2020 г. N 278-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 9692-4:2003* "Сварка и родственные процессы. Рекомендации по подготовке соединений. Часть 4. Плакированные стали" (ISO 9692-4:2003 "Welding and allied processes - Recommendations for joint preparation - Part 4: Clad steels", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом ISO/TC 44 "Сварка и родственные процессы", подкомитетом SC 7.
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Серия стандартов ИСО 9692 под общим наименованием "Сварка и родственные процессы. Типы подготовки соединений" включает в себя следующие части:
- часть 1. Сварка ручная дуговая плавящимся электродом, сварка дуговая плавящимся электродом в защитном газе, сварка газовая, сварка дуговая вольфрамовым электродом в инертном газе и сварка лучевая сталей;
- часть 2. Сварка дуговая сталей под флюсом;
- часть 3. Сварка дуговая в инертном газе плавящимся и вольфрамовым электродом алюминия и его сплавов;
- часть 4. Плакированные стали.
1 Область применения
Настоящий стандарт устанавливает типы подготовки соединений для плакированных сталей.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных - последнее издание (включая все изменения).
EN 1011-5, Welding - Recommendations for welding of metallic materials - Part 5: Welding of clad steels (Сварка. Рекомендации по сварке металлических материалов. Часть 5. Сварка плакированных сталей)
3 Материалы
Типы подготовки соединений, рекомендованные в настоящем стандарте, применяются для всех свариваемых плакированных сталей.
4 Типы подготовки соединений
Рекомендуемые типы подготовки соединений и размеры указаны в таблицах 1-4.
Рекомендации по сварке плакированных сталей приведены в EН 1011-5.
Рисунки, показывающие выполненные соединения, даны в таблице 4.
В отдельных случаях, когда сварочный процесс может дать хрупкую фазу, например для сталей, плакированных титаном, цирконием и их сплавами, возможно отклонение от приведенной подготовки соединений к сварке.
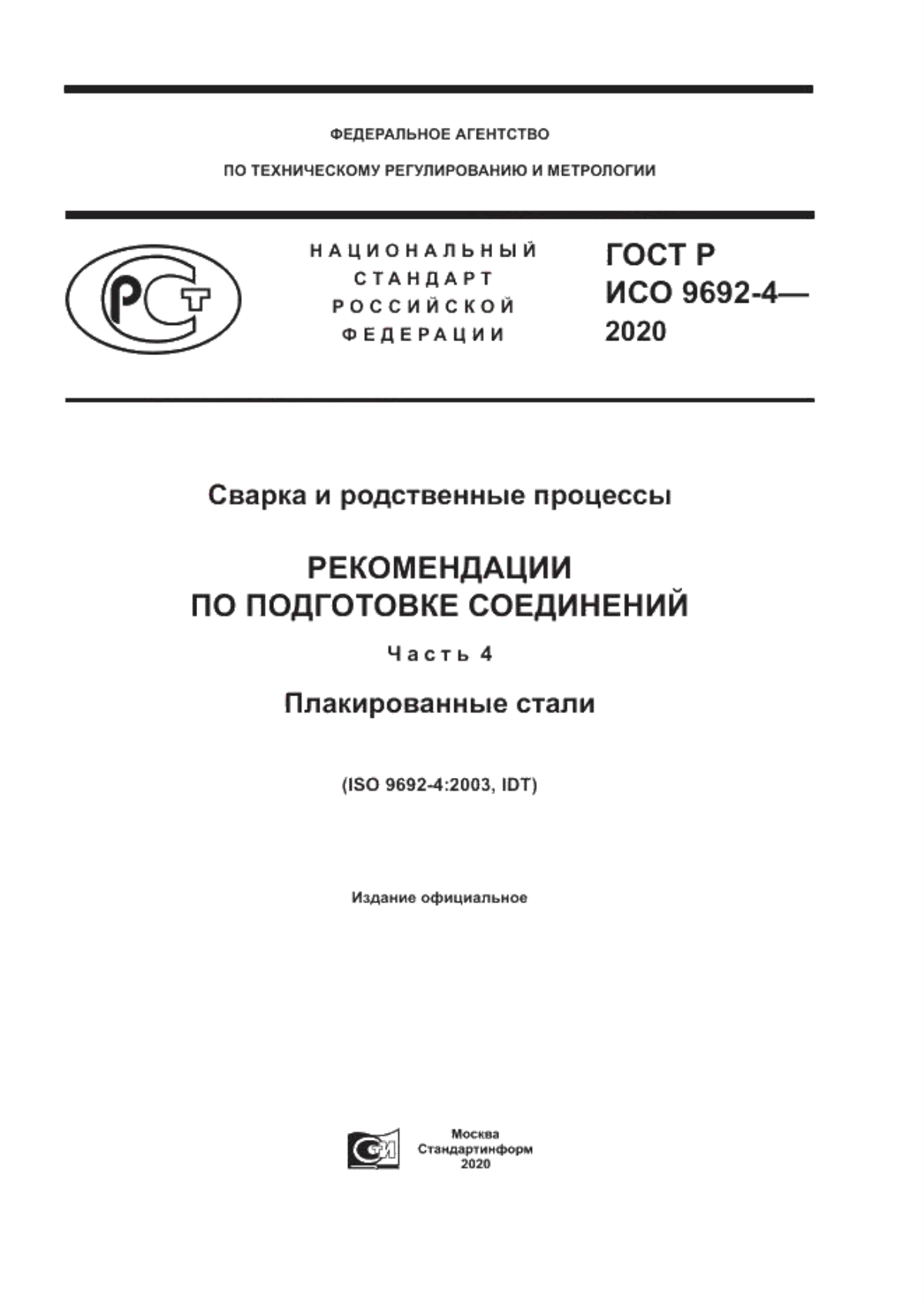
Таблица 1 - Подготовка соединений для двусторонней сварки
N | Тол- | Тип подготовки | Поперечное сечение | Угол | Зазор b, мм; радиус R, мм | Размер притуп- | Высо- | Удале- | Примечания |
1.1 |
| Односторонняя с V-образным скосом кромок с увеличенным притуплением |
| 50°< | 4<R<8 | 2 | - | - | Шлифовка или механическая обработка со стороны плакирующего слоя |
1.2 | Односторонняя с U-образным скосом кромок |
| |||||||
1.3 |
| Двусторонняя с V-образным скосом кромок с увеличенным притуплением |
| 50° | 4 | 2 | h=3 | - | - |
1.4 | Односторонняя с U-образным скосом кромок с V-образным скосом для корня шва |
| |||||||
1 - основной металл; 2 - плакирующий слой; | |||||||||
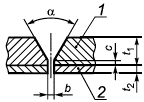
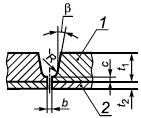
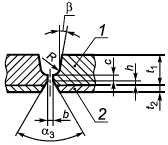
Таблица 2 - Подготовка соединений для двусторонней сварки с удалением плакирующего слоя
N | Тол- | Тип подготовки | Поперечное сечение | Угол | Зазор b, мм; радиус R, мм | Размер притуп- | Высота подготовки h, мм | Удале- | Примечания |
2.1 |
| Односторонняя с V-образным скосом кромок |
| 50°< | 3 |
| - |
| Шлифовка или механическая обработка со стороны плакирующего слоя. |
2.2 | Односторонняя с U-образным скосом кромок |
| При использовании дуговой сварки под флюсом удаление слоя е должно составлять не менее 8 мм | ||||||
2.3 |
| Двусторонняя с V-образным скосом кромок |
| 50° | 3 |
|
|
| - |
1 - основной металл; 2 - плакирующий слой; | |||||||||
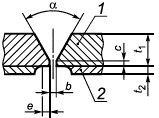
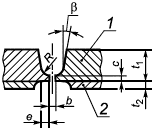
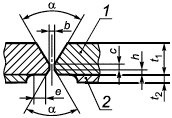
Таблица 3 - Подготовка соединений для односторонней сварки
N | Тол- | Тип подготовки | Поперечное сечение | Угол | Зазор b, мм | Размер притуп- | Высо- | Удале- | Примечания |
3.1 |
| Односторонняя с V-образным скосом кромок |
| 20° | 2 | - | - |
| - |
3.2 | Односторонняя с V-образным скосом кромок c V-образным скосом для корня шва |
| |||||||
3.3 |
| Сварка труб |
| 30° | 1 |
| - |
| Следует применять для сварки труб |
1 - основной металл; 2 - плакирующий слой; | |||||||||
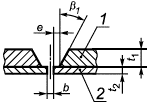
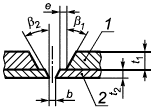
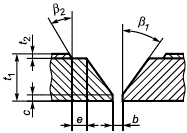
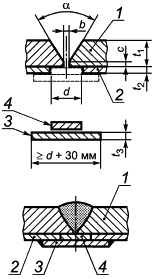
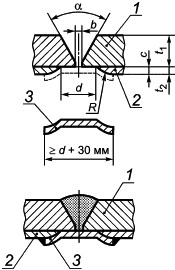
Таблица 4 - Подготовка соединений на подложке, с вставкой или накладкой
N | Толщина основного металла | Тип подготовки | Поперечное сечение | Угол | Зазор b, мм; радиус R, мм | Размер притуп- | Высо- | Удале- | Примечания |
4.1 |
| Односторонняя с V-образным скосом кромок |
| 50° |
|
| - | - | Вставку для формирования соединения с размерами |
4.2 |
| Односторонняя с V-образным скосом кромок |
| 50° |
|
| - | - | Плакирующий слой удаляют на ширину d, где |
1 - основной металл; 2 - плакирующий слой; 3 - накладка; 4 - вставка; | |||||||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
EN 1011-5 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. | ||
Библиография
Перечень стандартов, соответствующих европейским, приведенным в разделе 2.
Европейский стандарт, приведенный в разделе 2 | Соответствующий технический отчет ISO | Наименование технического отчета |
EN 1011-5 | ISO TR 17671-5 | "Сварка. Рекомендации по сварке металлических материалов. Часть 5. Сварка плакированных сталей" |
УДК 621.791:006.354 | ОКС 25.160.40 | ||
Ключевые слова: сварка, типы подготовки соединений, плакированные стали | |||
Электронный текст документа
и сверен по:
, 2020
