ГОСТ Р 59398-2021
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ ТЕРМОПЛАСТОВ
Классификация
Imperfections in thermoplastic welded joints. Classification
ОКС 25.160.40
Дата введения 2021-09-01
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация "Национальное Агентство Контроля Сварки" (СРО Ассоциация "НАКС") на основе собственного перевода на русский язык немецкоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 11 июня 2021 г. N 545-ст
4 Настоящий стандарт идентичен стандарту ДИН ЕН 14728:2019* "Дефекты сварных соединений термопластов. Классификация" (DIN EN 14728:2019 "![]() an
an ![]() von thermoplastischen Kunststoffen - Einteilung ", IDT).
von thermoplastischen Kunststoffen - Einteilung ", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Стандарт разработан Техническим комитетом CEN/TC 249 "Пластмассы".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных европейских стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает систему классификации дефектов сварных соединений термопластов, возникающих в процессе производства, и содержит примеры дефектов для следующих сварочных процессов:
- сварка нагретым инструментом встык;
- сварка нагретым инструментом враструб;
- сварка с закладными нагревателями;
- сварка нагретым газом;
- сварка экструзионная;
- сварка растворителем враструб.
В настоящем стандарте не описаны дефекты, имевшиеся до сварки или возникшие из-за плохой подготовки и сборки деталей. Правильная подготовка и сборка деталей описаны в соответствующих технических требованиях к процедуре сварки WPS (Welding Procedure Specification).
Настоящий стандарт не распространяется на исследования возможного влияния дефектов на свойства соединений при различных видах нагрузок, которым соединения могут подвергаться, а также на исследования способов предотвращения возникновения таких дефектов.
Для оценки сварных швов настоящий стандарт может применяться с ЕН 16296.
В настоящем стандарте рассматриваются дефекты, приводящие к неоднородности материалов или к изменениям в геометрии, с указанием их типа, формы и расположения. Данная классификация может быть использована для определения причин возникновения дефектов.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий документ. Для датированных ссылок применяют только указанное издание ссылочного документа, для недатированных - последнее издание (включая все изменения).
EN 12201-3:2011+A1:2012, Plastics piping systems for water supply, and for drainage and sewerage under pressure - Polyethylene (PE) - Part 3: Fittings [Системы трубопроводов пластмассовые для водоснабжения и напорные для дренажа и сточных вод. Полиэтилен (ПЭ). Часть 3. Фитинги]
3 Термины и определения
Настоящий стандарт не содержит терминов и определений.
ИСО и МЭК поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- Электропедия МЭК доступна по адресу: http://www.electropedia.org/;
- онлайн-платформа ИСО доступна по адресу: http://www.iso.org/obp.
4 Описание и классификация дефектов
Система обозначений, используемая для классификации дефектов, должна соответствовать приложению А. Примеры дефектов сварных соединений термопластов приведены в следующих таблицах:
- при сварке нагретым инструментом встык в таблице 1;
- при сварке нагретым инструментом враструб в таблице 2;
- при сварке с закладными нагревателями в таблице 3;
- при сварке нагретым газом в таблице 4;
- при экструзионной сварке в таблице 5;
- при сварке растворителем враструб в таблице 6.
Описание символов, используемых в системе обозначения дефектов, приведено в приложении А.
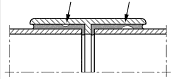
Таблица 1 - Сварка нагретым инструментом встык
Обозначение | Наименование | Описание | Рисунок |
2BAAA | Газовая полость | Полость, образованная выделением или включением газа(ов). Такая полость является различимой и имеет тот же цвет, что и окружающий материал. Полость может быть: сферической, вытянутой, трубчатой (червеобразной) |
|
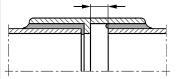
2CAAI | Усадочная раковина | Полость, возникшая из-за усадки сварного шва при затвердевании. Такую полость можно обнаружить по изменению пластичности или побелению под действием напряжения |
|
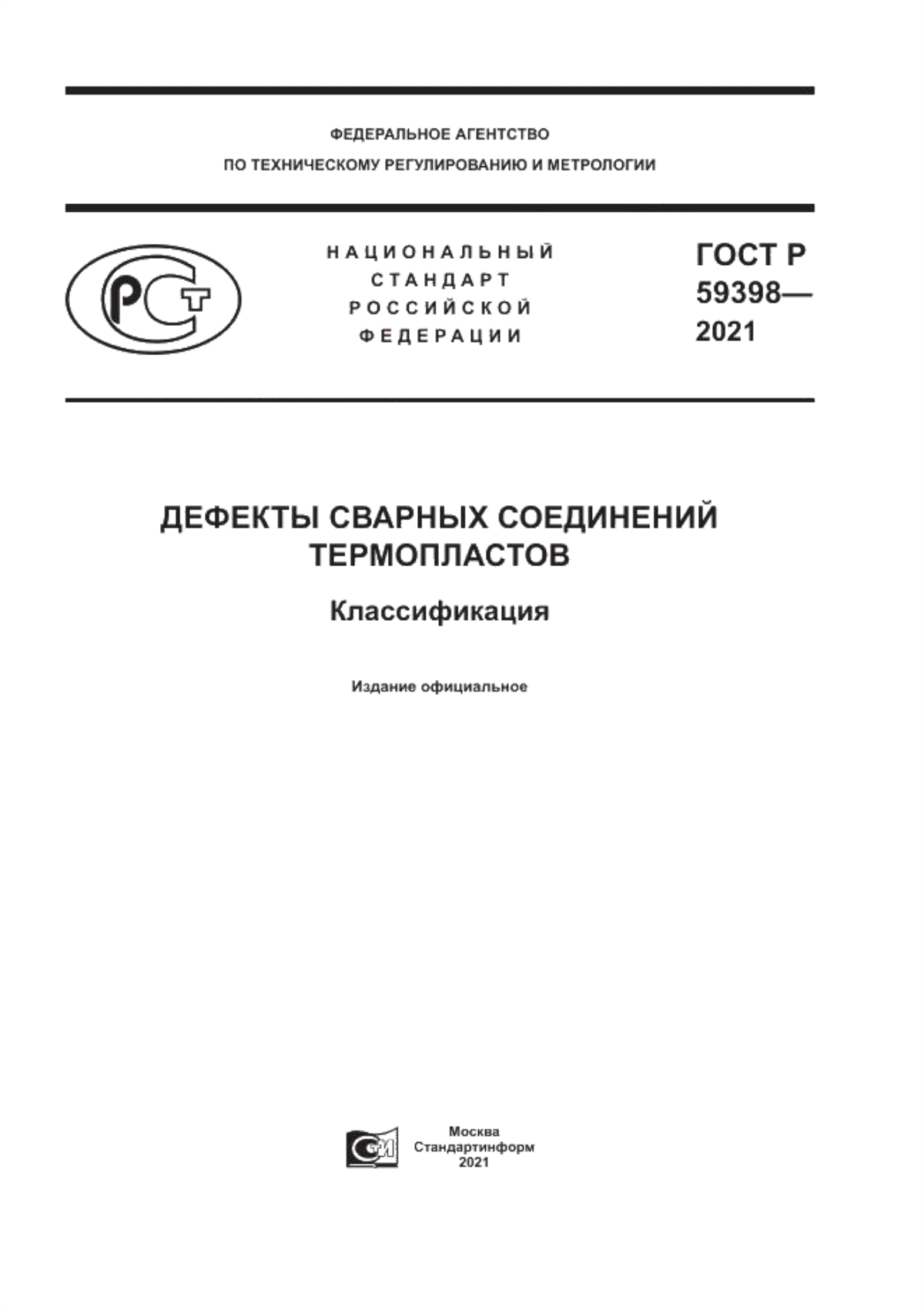
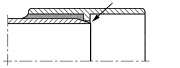
2MAAA | Поверхностная пора | Пора на поверхности грата (сварного шва) |
|
3AAAI | Твердое включение | Включения твердого инородного материала на свариваемых поверхностях. |
|
3AAAF | Включения твердого инородного материала на поверхности грата (сварного шва) | ||
3JAAI | Включение основного материала | Включение частиц основного материала на свариваемых поверхностях |
|
3KAAI | Деградированный полимер | Включения продуктов деградации полимера на свариваемых поверхностях. |
|
3KAAF | Включения продуктов деградации полимера на поверхности сварного шва | ||
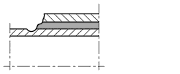
4BAAA | Несплавление | Отсутствие сплавления свариваемых поверхностей |
|
4QBAF | Надрез в грате или сварном шве | Чрезмерная глубина впадины по центру сварного шва |
|
4WAAA | Непровар | Неполное сплавление свариваемых поверхностей |
|
5CAAA | Неправильная форма сварного шва | Отклонение от заданной формы сварного шва |
|
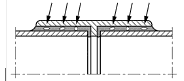
5EIAA | Линейное смещение | Отклонение от заданных допусков двух свариваемых деталей, расположенных в параллельных плоскостях |
|
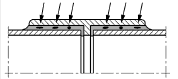
5EJAA | Угловое смещение | Отклонение от заданного угла между двумя свариваемыми деталями |
|
5GAAA | Неравномерная ширина грата (сварного шва) | Чрезмерное изменение ширины валиков грата или сварного шва |
|
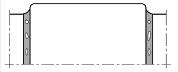
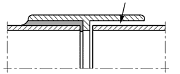
6DAAA | Превышение ширины грата (сварного шва) | Ширина грата (сварного шва) больше заданной |
|
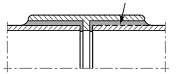
6HAAA | Чрезмерная асимметрия грата (сварного шва) | Асимметрия валиков грата (сварного шва) |
|
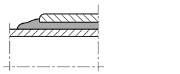
6MAAA | Недостаточный грат | Грат меньше заданного значения |
|
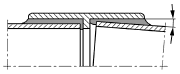
7BAAA | Термическое повреждение вне зоны сварки | Повреждение поверхности в результате случайного воздействия источника нагрева |
|
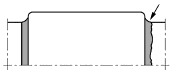
7VAAA | Чрезмерное втягивание | Отклонение наружного диаметра трубы в месте сварки относительно наружного диаметра, удаленного от места сварки (на другом конце трубы) |
|
9CAAA | Следы инструмента | Местное повреждение вследствие фиксации деталей |
|
Обозначения:
| |||
| |||
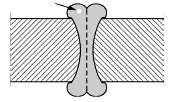
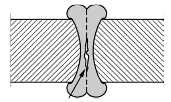
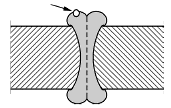
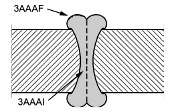
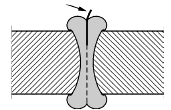
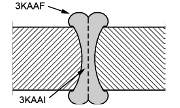
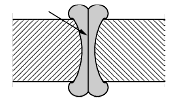
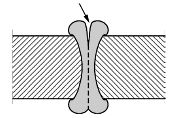
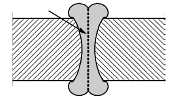
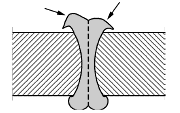
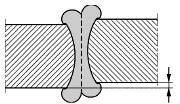
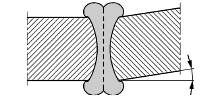
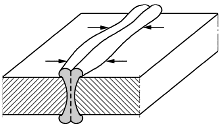
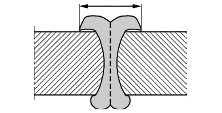
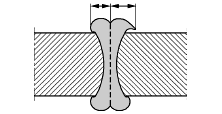
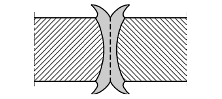
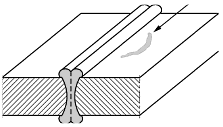
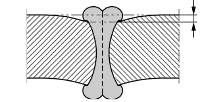
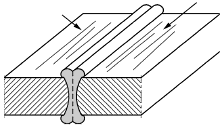
Таблица 2 - Сварка нагретым инструментом враструб
Номер | Обозначение | Описание | Рисунок |
2CAAA | Усадочная раковина | Полость, возникшая из-за усадки сварного шва при затвердевании |
|
2MAAA | Поверхностная пора | Пора на поверхности грата (сварного шва) |
|
3AAAF | Твердое включение | Включения твердого инородного материала на поверхности сварного шва |
|
3AAAI | Включения твердого инородного материала на свариваемых поверхностях | ||
3KAAF | Деградированный полимер | Включения продуктов деградации полимера на поверхности сварного шва |
|
3KAAI | Включения продуктов деградации полимера на свариваемых поверхностях | ||
4BAAA | Несплавление | Отсутствие сплавления между трубой и фитингом |
|
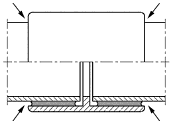
4CAAA | Недостаточная глубина введения | Недостаточная глубина введения трубы (труб) в фитинг |
|
4PAAA | Выход расплава материала | Выход расплава материала из соединения |
|
4RAAA | Чрезмерная глубина введения | Труба введена дальше центрального упора фитинга |
|
4WAAA | Непровар | Неполное сплавление свариваемых поверхностей |
|
5EJAA | Угловое смещение | Отклонение от заданного угла между трубой и фитингом |
|
5GAEF | Неравномерная ширина грата (сварного шва) | Превышение отклонения ширины сварного шва |
|
6DAAA | Превышение ширины грата (сварного шва) | Ширина грата (сварного шва) больше заданной |
|
6HAAA | Чрезмерная асимметрия | Отклонение от заданной формы грата (сварного шва) |
|
6MAAA | Недостаточный грат | Грат меньше заданного значения |
|
7BAAA | Термическое повреждение | Деформация поверхности в результате случайного воздействия источника нагрева |
|
9CAAA | Следы инструмента | Местные повреждения, вызванные воздействием инструмента для подготовки под сварку |
|
Обозначения:
| |||
Примечание - Все дефекты могут встречаться на одной или двух сторонах соединения | |||
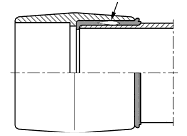
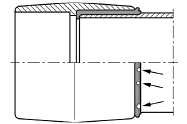
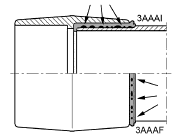
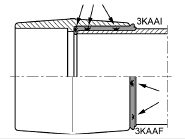
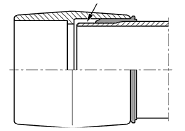
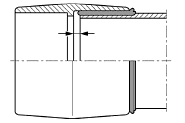
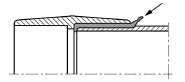
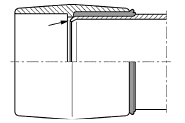
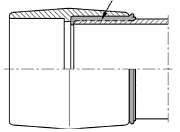
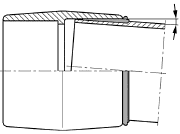
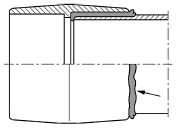
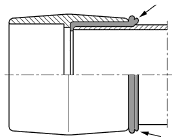
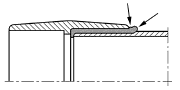
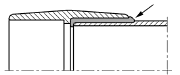
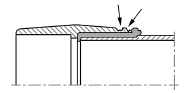
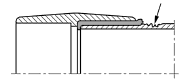
Таблица 3 - Сварка с закладными нагревателями
Номер | Обозначение | Описание | Рисунок |
2BAAA | Газовая полость | Полость, образованная выделением или включением газа(ов) |
|
2CAAA | Усадочная раковина | Полость, возникшая из-за усадки сварного шва при затвердевании |
|
3AAAA | Твердое включение | Включения твердого инородного материала в сварном шве |
|
3DAAA | Оксидное включение | Отсутствуют признаки зачистки трубы или зачистка неполная | Рисунок не требуется |
4BAAA | Несплавление | Отсутствие сплавления между трубой и фитингом |
|
4CAAA | Недостаточная глубина введения | Недостаточная глубина введения трубы в фитинг |
|
4PAAA | Выход расплава материала | Выход расплава материала из соединения или индикатора нагрева |
|
4TAAA | Смещенный закладной нагреватель | Чрезмерное смещение закладного нагревателя во время сварки |
|
4UAAA | Неисправность индикатора нагрева | Отсутствует перемещение индикатора нагрева во время сварки |
|
4WAAA | Непровар | Неполное сплавление между трубой и фитингом |
|
5EJAA | Угловое смещение | Отклонение от заданного угла между трубой и фитингом |
|
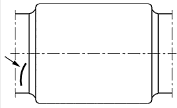
7VAAA | Чрезмерное втягивание | Отклонение наружного диаметра трубы в месте сварки относительно наружного диаметра, удаленного от места сварки (на другом конце трубы) |
|
9CAAA | Следы инструмента | Местные повреждения, вызванные воздействием инструмента для подготовки под сварку |
|
Обозначения: нет лини - качественное сплавление свариваемых поверхностей;
| |||
Примечание - Все дефекты могут встречаться на одной или двух сторонах соединения. | |||
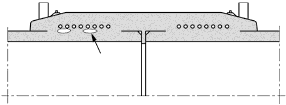
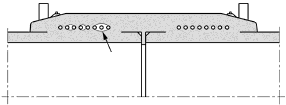
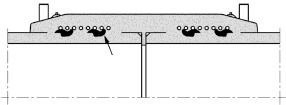
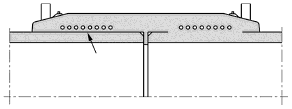
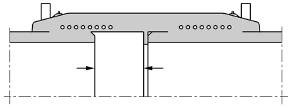
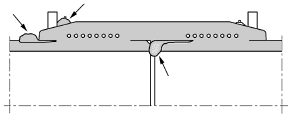
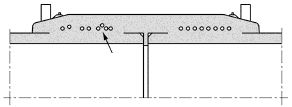
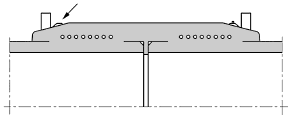
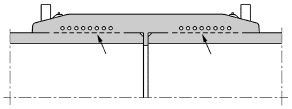
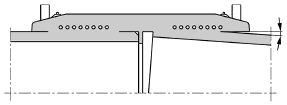
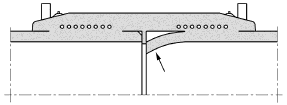
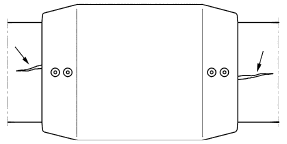
Таблица 4 - Сварка нагретым газом
Номер | Обозначение | Описание | Рисунок |
2BGFB | Газовая полость | Газовая полость на границе сварного шва. |
|
2BGAC | Газовая полость между валиком сварного шва и основным материалом. | ||
2BGAJ | Межваликовая газовая полость | ||
3AAAH | Твердое включение | Включения твердого инородного материала между валиком сварного шва и основным материалом |
|
3AAAJ | Включения твердого инородного материала между валиками сварного шва | ||
3JAAC | Включения основного материала | Включения частей основного материала между валиком сварного шва и основным материалом |
|
3KAAH | Деградированный полимер | Включение продуктов деградации полимера между валиком сварного шва и основным материалом. |
|
3KAAJ | Включение продуктов деградации полимера между валиками сварного шва | ||
4BAAH | Несплавление | Отсутствие сплавления между валиком сварного шва и основным материалом |
|
4BAAJ | Отсутствие сплавления между последовательными валиками сварного шва | ||
4CAAG | Неполное проплавление | Заполнение разделки в соединении меньше заданного значения. |
|
4CAAJ | Неполное проплавление между валиками сварного шва | ||
4DAAG | Превышение проплава | Избыточный материал в корне сварного шва |
|
4EAAF | Подрез | Углубление в основном материале по границе валика сварного шва |
|
4QBAJ | Надрез в выпуклости сварного шва | Чрезмерная глубина впадины между внешними валиками сварного шва |
|
4WAAC | Непровар | Неполное сплавление между валиками сварного шва и основным материалом |
|
4WAAJ | Неполное сплавление между валиками сварного шва | ||
5BAEE | Чрезмерная деформация основного материала | Чрезмерная деформация основного материала вследствие перегрева |
|
5CAEB | Неправильная форма сварного шва | Отклонение от заданной формы сварного шва |
|
5EIAA | Линейное смещение | Отклонение от заданных допусков двух свариваемых деталей, расположенных в параллельных плоскостях |
|
5EJAA | Угловое смещение | Отклонение от заданного угла между двумя свариваемыми деталями |
|
5FAAA | Прожог | Местное разрушение валика сварного шва (в корне сварного шва) |
|
5GAEF | Неравномерная ширина сварного шва | Локальное изменение ширины сварного шва |
|
5HAAF | Неровная поверхность | Чрезмерное изменение поверхности сварного шва (шероховатость, волнистость) |
|
6AAEE | Отклонение угла разделки | Неправильный угол разделки под сварку |
|
6BAAB | Избыточный материал сварного шва | Избыточное количество валиков сварного шва |
|
6CAAB | Превышение толщины углового шва | Только для угловых сварных швов |
|
6FAAF | Незаполненная разделка кромок | Локальное или протяженное недостаточное заполнение разделки кромок |
|
6GAAB | Занижение толщины углового шва | Только для угловых сварных швов |
|
6HBAF | Чрезмерная асимметрия | Несимметричная наплавка валиков сварного шва |
|
7BAAE | Термическое повреждение вне зоны сварки | Повреждение поверхности в результате случайного воздействия источника нагрева |
|
7GAAA | Плохое возобновление сварки | Избыточное количество полимера в соединении вследствие медленного начала перемещения при сварке |
|
7TAAA | Пересечение сварных швов | Пересечение валиков сварных швов |
|
9CAAE | Следы инструмента | Местные повреждения, вызванные воздействием инструмента для подготовки под сварку |
|
Обозначения:
| |||
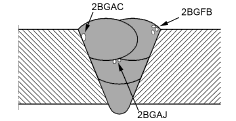
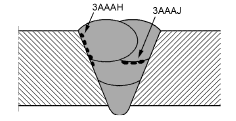
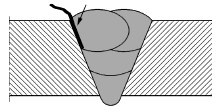
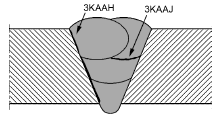
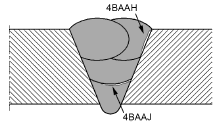
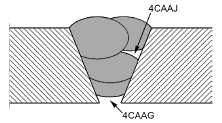
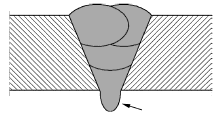
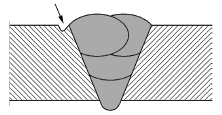
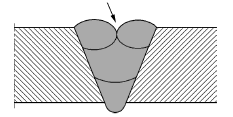
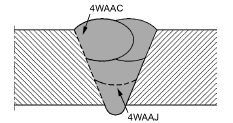
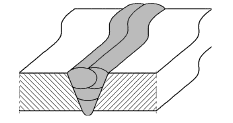
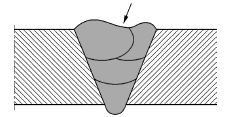
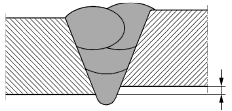
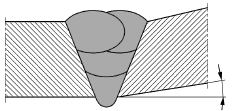
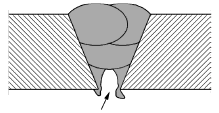
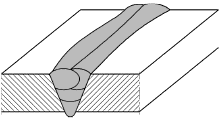
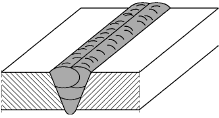
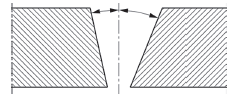
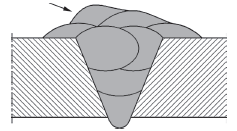
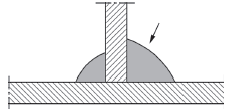
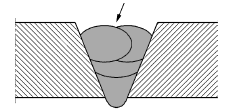
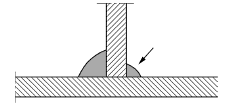
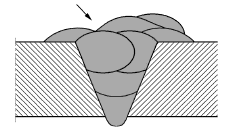
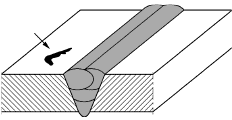
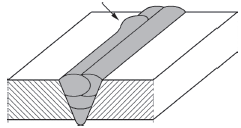
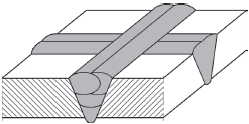
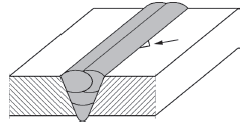
Таблица 5 - Сварка экструзионная
Номер | Обозначение | Описание | Рисунок |
2BGAB | Газовая полость | Газовая полость на границе сварного шва |
|
2BGAC | Газовая полость между валиком сварного шва и основным материалом | ||
2CAAB | Усадочная раковина | Полость, возникшая из-за усадки сварного шва при затвердевании |
|
3AAAC | Твердое включение | Включения твердого инородного материала между валиком сварного шва и основным материалом |
|
3KAAB | Деградированный полимер | Включения продуктов деградации полимера по границе сварного шва |
|
3KAAC | Включения продуктов деградации полимера между валиком сварного шва и основным материалом | ||
3JAAC | Включения основного материала | Включения частей основного материала между валиком сварного шва и основным материалом |
|
4BAAC | Несплавление | Отсутствие сплавления свариваемых поверхностей |
|
4CAAG | Неполное проплавление | Заполнение разделки в соединении меньше заданного значения |
|
4DAAG | Превышение проплава | Избыток материала в корне сварного шва |
|
4EAAF | Подрез | Углубление в основном материале по границе валика шва |
|
4WAAC | Непровар | Неполное сплавление между валиком шва и основным материалом |
|
5BAEE | Чрезмерная деформация основного материала | Чрезмерная деформация основного материала вследствие перегрева |
|
5CAEB | Неправильная форма сварного шва | Отклонение от заданной формы сварного шва |
|
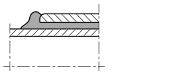
5DAAA | Натек | Материал шва, натекший на поверхность основного материала без сплавления с ним |
|
5EIAA | Линейное смещение | Отклонение от заданных допусков двух свариваемых деталей, расположенных в параллельных плоскостях |
|
5EJAA | Угловое смещение | Отклонение от заданного угла между двумя свариваемыми деталями |
|
5FAAA | Прожог | Валик шва проплавляет нижнюю деталь (только для соединения деталей внахлест) |
|
5GAEF | Неравномерная ширина сварного шва | Чрезмерное отклонение ширины сварного шва от заданной |
|
5HAAF | Неровная поверхность | Чрезмерная неровность поверхности сварного шва (шероховатость, волнистость) |
|
5NAAB | Усадка сварного шва | Толщина в центре сварного шва меньше толщины детали |
|
6AAEE | Отклонение угла разделки | Неправильный угол V-образной разделки для сварного шва |
|
6BAAB | Избыточный материал сварного шва | Чрезмерное отклонение от заданной высоты валика сварного шва |
|
6CAAB | Превышение толщины углового шва | Только для угловых сварных швов |
|
6FAAB | Незаполненная разделка кромок | Локальное или протяженное недостаточное заполнение разделки кромок |
|
6GAAB | Занижение толщины углового шва | Только для угловых швов |
|
6HAAB | Чрезмерная асимметрия сварного шва | Сварочный башмак не отцентрирован по соединению |
|
6JAAG | Вогнутость корня сварного шва | В потолочных сварных швах |
|
7BAAA | Термическое повреждение | Повреждение поверхности в результате случайного воздействия источника нагрева |
|
7GAAA | Плохое возобновление сварки | Недостаток материала сварного шва или избыточное его количество в месте возобновления сварки |
|
7TAAA | Пересечение сварных швов | Пересечение валиков сварных швов |
|
9CAAE | Следы инструмента | Местные повреждения, вызванные воздействием инструмента для подготовки под сварку |
|
Обозначения:
| |||
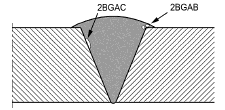
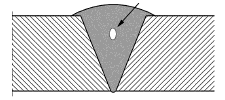
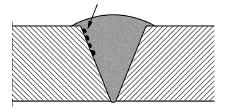
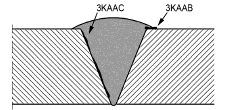
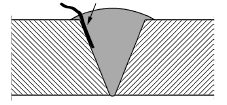
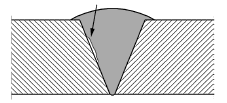
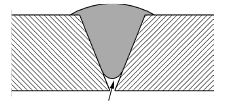
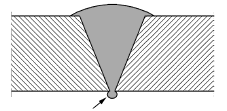
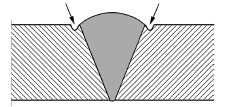
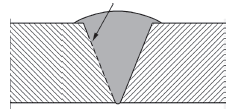
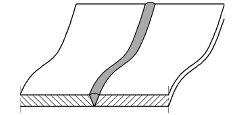
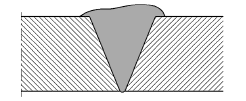
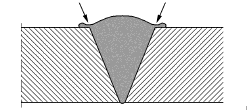
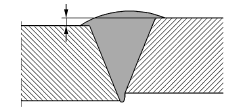
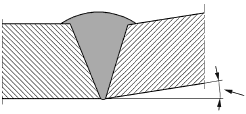
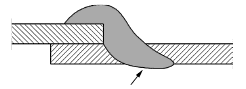
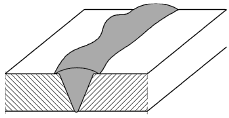
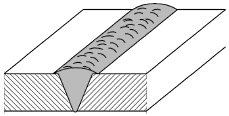
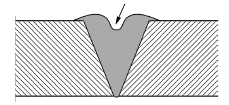
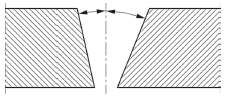
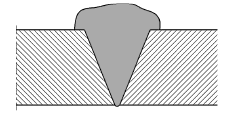
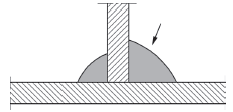
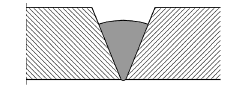
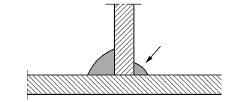
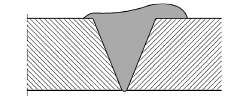
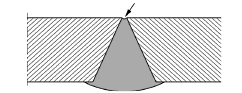
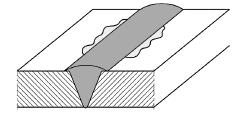
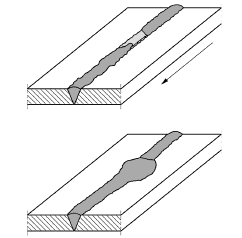
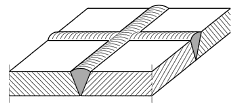
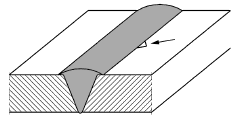
Таблица 6 - Сварка растворителем враструб
Номер | Обозначение | Описание | Рисунок |
2BAAA | Газовая полость | Полость, образованная выделением газа(ов) |
|
2MAAA | Поверхностная пора | Пора на сварном шве |
|
3AAAA | Твердое включение | Включения твердого инородного материала в сварном шве |
|
4BAAA | Несплавление | Отсутствие связующего материала между трубой и фитингом |
|
4CAAA | Недостаточная глубина введения | Недостаточная глубина введения трубы в фитинг |
|
4DAAA | Чрезмерная глубина введения | Труба введена дальше центрального упора фитинга |
|
4EAAF | Подрез | Уменьшение толщины стенки трубы (углубление в стенке трубы) по границе шва |
|
4FAAA | Отсутствие связующего материала | Связующий материал отсутствует |
|
4WAAA | Непровар | Неполное сплавление между трубой и фитингом |
|
5CAAF | Неправильная форма сварного шва | Связующий материал удален некачественно |
|
5EJAA | Угловое смещение | Отклонение от заданного угла между трубой и фитингом |
|
5GAAB | Неравномерная ширина грата (сварного шва) | Превышение отклонения ширины грата (сварного шва) по всей окружности соединения |
|
6DAAB | Превышение ширины грата (сварного шва) | Ширина грата (сварного шва) больше заданной |
|
6MAAB | Недостаточный грат | Отсутствует видимый грат (сварной шов) |
|
9CAAE | Следы инструмента | Местные повреждения, вызванные воздействием инструмента для подготовки под сварку |
|
Обозначения:
| |||
Примечание - Все дефекты могут встречаться на одной или двух сторонах соединения. | |||
Приложение A
(обязательное)
Описание символов
Первый символ, описанный в таблице A.1, обозначает группу дефектов
Таблица A.1 - Описание первого символа
Символ | Группа дефектов |
2 | Полости |
3 | Твердые включения |
4 | Дефекты соединения или проплавления |
5 | Дефекты формы |
6 | Размерные отклонения |
7 | Прочие дефекты |
9 | Дефекты поверхности, не относящиеся непосредственно к сварке |
Второй символ, описанный в таблице A.2, обозначает подгруппу дефектов
Таблица A.2 - Описание второго символа
Символ | Подгруппа дефектов |
2A | Полости |
2B | Газовые полости |
2C | Усадочная раковина |
2M | Поверхностные поры |
3A | Твердые включения |
3D | Оксидное включение |
3J | Включение основного материала |
3K | Деградированные полимеры |
4A | Дефекты соединения или проплавления |
4B | Несплавление |
4C | Отсутствие проплавления или неполное проплавление |
4D | Превышение проплава в корне сварного шва/чрезмерная глубина введения |
4E | Подрез или усадочная впадина |
4F | Отсутствие сварного шва |
4P | Выход расплава материала наружу |
4Q | Надрез в сварном шве или в выпуклости |
4T | Смещенный закладной нагреватель |
4U | Неисправность индикатора нагрева |
4W | Непровар |
5A | Отклонение формы |
5B | Чрезмерная деформация |
5C | Неправильная форма сварного шва |
5D | Натек |
5E | Смещение |
5F | Прожог |
5G | Неравномерная ширина сварного шва |
5H | Неровная поверхность |
5N | Усадка сварного шва |
6A | Отклонение угла разделки |
6B | Избыточный материал сварного шва |
6C | Превышение толщины углового шва |
6D | Превышение ширины сварного шва |
6F | Незаполненная разделка |
6G | Занижение толщины углового шва |
6H | Чрезмерная асимметрия |
6J | Вогнутость корня |
6M | Недостаточный грат |
7A | Прочие дефекты |
7B | Термическое повреждение вне зоны сварки |
7G | Плохое возобновление сварки |
7T | Пересечение швов |
7V | Чрезмерное втягивание |
9C | Следы инструмента |
Третий символ, описанный в таблице A.3, обозначает форму одиночного дефекта
Таблица A.3 - Описание третьего символа
Символ | Форма одиночного дефекта |
A | Неопределенная форма |
B | Продольная (по оси X) |
C | Поперечная (по оси Y) |
D | По толщине (ось Z) |
E | Трубчатый или червоточина |
F | Разветвленный |
G | Сферическая |
H | Расходящийся (звезда) |
I | Удлиненный или линейный |
J | Угловой |
Четвертый символ, описанный в таблице A.4, обозначает структуру группы дефектов
Таблица A.4 - Описание четвертого символа
Символ | Структура группы дефектов |
A | Неопределенная |
B | Локальная (ограниченная определенным пространством в области контроля) |
C | Прерывистая |
D | Локальная прерывистая |
E | Протяженная |
F | Кластерная |
G | Равномерно распределенная |
H | Выровненная (линейно распределенная) |
I | Разъединенная |
J | Одиночный (только один дефект в области контроля) |
K | Неравномерная |
L | Открытая |
M | Локальная кластерная |
Пятый символ, описанный в таблице A.5, обозначает расположение дефектов
Таблица A.5 - Описание пятого символа
Символ | Расположение дефектов |
A | Неопределенное |
B | Сварной шов/полимер шва |
C | Сварное соединение/граница наружной поверхности шва |
D | Зона термического влияния (ЗТВ) |
E | Неповрежденный основной материал |
F | Поверхность шва/верхняя часть кромки |
G | Корень шва/нижняя часть кромки |
H | Боковая поверхность/поверхность разделки |
I | Свариваемая поверхность |
J | Заполняющий проход |
K | Кратер/окончание шва |
L | Прихваточный шов |
M | Мембрана |
N | Впадина |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных европейских стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного европейского стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
EN 12201-3:2011+A1:2012 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного европейского стандарта. Официальный перевод данного европейского стандарта находится в Федеральном информационном фонде стандартов. | ||
Библиография
[1] | EN 16296 | Imperfections in thermoplastics welded joints - Quality levels (Дефекты сварных соединений термопластов. Уровни качества) |
УДК 621.791:006.354 | ОКС 25.160.40 |
Ключевые слова: дефекты швов, сварные соединения термопластов, сварка с закладными нагревателями, сварка нагретым инструментом, экструзионная сварка, сварка полимеров, сварка враструб, сварка пластмасс | |
Электронный текст документа
и сверен по:
, 2021
