ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТ Р
ИСО 4136—
2024
Испытания разрушающие сварных швов металлических материалов
ИСПЫТАНИЕ НА ПОПЕРЕЧНОЕ РАСТЯЖЕНИЕ
(ISO 4136:2022, IDT)
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р ИСО 4136—2024
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация «Национальное Агентство Контроля Сварки» (СРО Ассоциация «НАКС») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2024 г. № 1646-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 4136:2022 «Испытания разрушающие сварных швов металлических материалов. Испытание на поперечное растяжение» (ISO 4136:2022 «Destructive tests on welds in metallic materials — Transverse tensile test», IDT).
Международный стандарт разработан подкомитетом ПК 5 «Испытания и контроль сварных швов» Технического комитета ИСО/ТК 44 «Сварка и родственные процессы».
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные, межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВЗАМЕН ГОСТ Р ИСО 4136—2009
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© ISO, 2022 ©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р ИСО 4136—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Испытания разрушающие сварных швов металлических материалов
ИСПЫТАНИЕ НА ПОПЕРЕЧНОЕ РАСТЯЖЕНИЕ
Destructive tests on welds in metallic materials.
Transverse tensile test
Дата введения — 2024—12—01
1 Область применения
Настоящий стандарт устанавливает размеры образца для испытаний и порядок проведения испытаний на поперечное растяжение с целью определения предела прочности при растяжении и места разрушения стыкового сварного соединения.
Настоящий стандарт распространяется на сварные стыковые соединения металлических материалов всех видов продукции.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения)]:
ISO 4063, Welding and allied processes — Nomenclature of processes and reference numbers (Сварка и родственные процессы. Перечень и условные обозначения процессов)
ISO 6892-1, Metallic materials — Tensile testing — Part 1: Method of test at room temperature (Материалы металлические. Испытание на растяжение. Часть 1. Метод испытания при комнатной температуре)
ISO 6892-2, Metallic materials — Tensile testing — Part 2: Method of test at elevated temperature (Материалы металлические. Испытание на растяжение. Часть 2. Метод испытания при повышенной температуре)
3 Термины и определения
В настоящем стандарте отсутствуют термины и определения.
ИСО и МЭК поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ИСО, доступная по адресу: http://www.iso.org/obp;
- Электропедия МЭК, доступная по адресу: http://www.electropedia.org/.
4 Обозначения и сокращения
В таблице 1 приведены обозначения, применяемые для испытаний на поперечное растяжение. Данные обозначения применены на рисунках 1—4.
Издание официальное
1
ГОСТ Р ИСО 4136—2024
Таблица 1—Обозначения
Обозначение | Определение | Единицы измерения |
^0 | Ширина рабочей части | мм |
Ь1 | Ширина захватной части | мм |
d | Диаметр вставки | мм |
D0 | Наружный диаметр трубыа | мм |
Lc | Длина рабочей части | мм |
^s | Максимальная ширина сварного шва после механической обработки | мм |
^t | Общая длина образца для испытания | мм |
r | Радиус закругления захватной части | мм |
So | Начальная площадь поперечного сечения рабочей части образца | мм2 |
t | Толщина сварного соединения | мм |
Толщина образца для испытания | мм | |
a Термин «труба», один или в словосочетании, применяют в значении «труба», «труба любой формы сечения» или «полый профиль» (непрямоугольного сечения). | ||
5 Принципы
Нарастающее растягивающее усилие непрерывно прикладывают до тех пор, пока не произойдет разрушение образца для испытаний, вырезанного поперек сварного соединения.
Испытание проводят при температуре окружающей среды от 10 °C до 35 °C, если не указано иное.
Испытания в контролируемых условиях проводят при температуре (23 ± 5) °C.
Температура испытания должна быть зарегистрирована.
Для конкретных пунктов настоящего стандарта применяют общие принципы ИСО 6892-1 и ИСО 6892-2, если не указано иное.
6 Подготовка образцов для испытаний
6.1 Расположение
Образец для испытания вырезают поперек сварного соединения таким образом, чтобы после механической обработки ось сварного шва оставалась по середине рабочей зоны образца для испытания.
Для труб малого диаметра испытание может быть проведено на целой трубе (см. рисунок 3). Если отсутствуют иные указания в стандартах или не достигнуто соглашение сторонами договора, то малыми диаметрами считают D < 50 мм.
6.2 Разметка
Каждую заготовку для определения ее точного расположения необходимо разметить на производственном изделии или на том соединении, из которого она будет вырезана.
При наличии требований в соответствующем стандарте на продукцию указывают направление обработки (например, прокатки, экструзии).
Каждый образец для испытания необходимо разметить на той заготовке, из которой он будет вырезан, для установления его точного расположения.
После вырезки из заготовки каждый образец для испытания маркируют.
6.3 Термическая обработка и/или старение
Термическую обработку сварного соединения или образца для испытания не проводят, если она не указана или не установлена соответствующим стандартом на продукцию, относящимся к испыту-2
ГОСТ Р ИСО 4136—2024
емому сварному соединению. Подробную информацию о термической обработке вносят в протокол испытания. Если имеет место процесс естественного старения алюминиевых сплавов, то регистрируют время между сваркой и испытанием.
Наличие водорода в металле шва черных металлов может негативно влиять на результаты испытаний и может потребоваться соответствующая термическая обработка для снижения содержания водорода.
6.4 Вырезка
6.4.1 Общие требования
Механические и термические процессы, применяемые для вырезки образцов для испытания, не должны изменять свойств образца.
6.4.2 Сталь
Рубку не применяют при толщине более 8 мм. Если для вырезки образца для испытания из сваренных листов или заготовки применяют термическую или иные виды резки, которые влияют на поверхность реза, то рез выполняют на расстоянии не менее 8 мм от поверхности рабочей части образца. Термическую резку не применяют для резки в направлении, параллельном поверхности сваренных листов или заготовки.
6.4.3 Иные металлические материалы
Рубку и термическую резку исключают и используют только механическую обработку (например, распиловку, гидроабразивную резку или фрезерование).
6.5 Механическая обработка
6.5.1 Общие требования
Применяют допуски для плоских образцов и труб, установленные в ИСО 6892-1 и ИСО 6892-2.
6.5.2 Место отбора
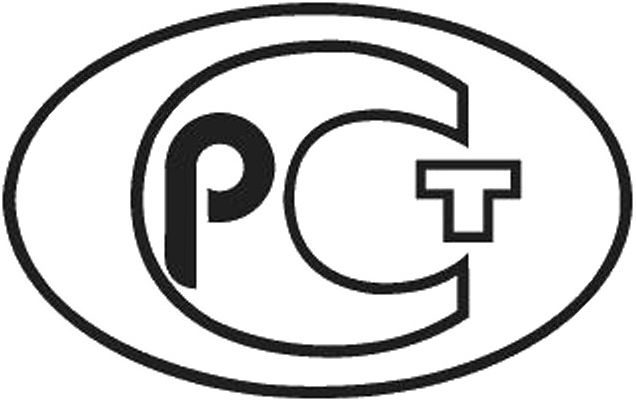
Толщина образца для испытания ts должна быть равна толщине основного металла вблизи сварного соединения [см. рисунок 1 а)]. Если соответствующий стандарт на продукцию требует проведения испытания металла всей толщины более 30 мм, то вырезают несколько образцов для испытания, чтобы перекрыть всю толщину соединения [см. рисунок 1 Ь)]. В таких случаях расположение образца для испытаний по толщине сварного соединения должно быть идентифицировано.
Ьо
а) Испытание полного сечения
Ь) Испытания нескольких образцов
Примечание — Заготовки могут перекрывать друг друга.
Рисунок 1 — Примеры расположения образцов для испытаний в соединениях
3
ГОСТ Р ИСО 4136—2024
6.5.3 Размеры
6.5.3.1 Листы и трубы
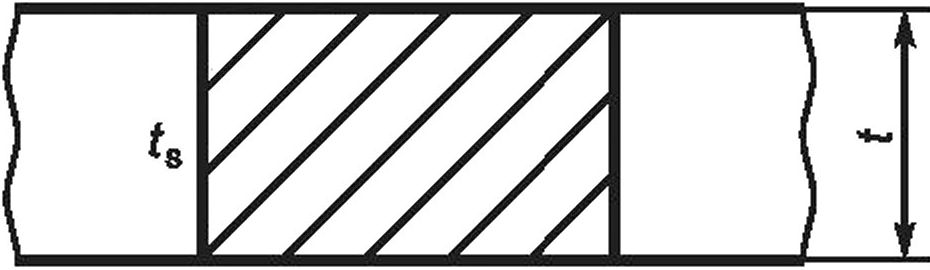
Толщина образца для испытания должна быть одинаковой вдоль всей длины рабочей части Lc Форма и размеры должны соответствовать приведенным в таблице 2 со ссылкой на условные обозначения согласно рисунку 2.
Для образцов для испытаний, вырезанных механическим способом из трубы, может потребоваться сплющивание зажимаемых концов. Это сплющивание и возможное изменение толщины не должны затрагивать длину рабочей части образца для испытания Lc.
Таблица 2 — Размеры образцов из листов и труб Размеры в миллиметрах
Наименование | Обозначение | Размеры | |
Общая длина образца для испытания | к | В зависимости от испытательной машины | |
Ширина захватной части | Ь1 | Ь0+12 | |
Ширина рабочей части | Листы | ьо | 12 для ts<2 25 для ts> 2 |
Трубы | ьо | 6 для D < 50 12 для 50 < О< 168,3 25 для О > 168,3 | |
Длина рабочей части3' ь | > Lc + 60 | ||
Радиус закругления захватной части | г | >25 | |
а Для контактной сварки, сварки давлением и лучевых способов сварки (процессы групп 2, 4 и 5 в соответствии с ИСО 4063) Ls = 0.
ь Для некоторых металлических материалов (например, алюминия, меди и их сплавов) Lc> Ls+ 100, при необходимости.
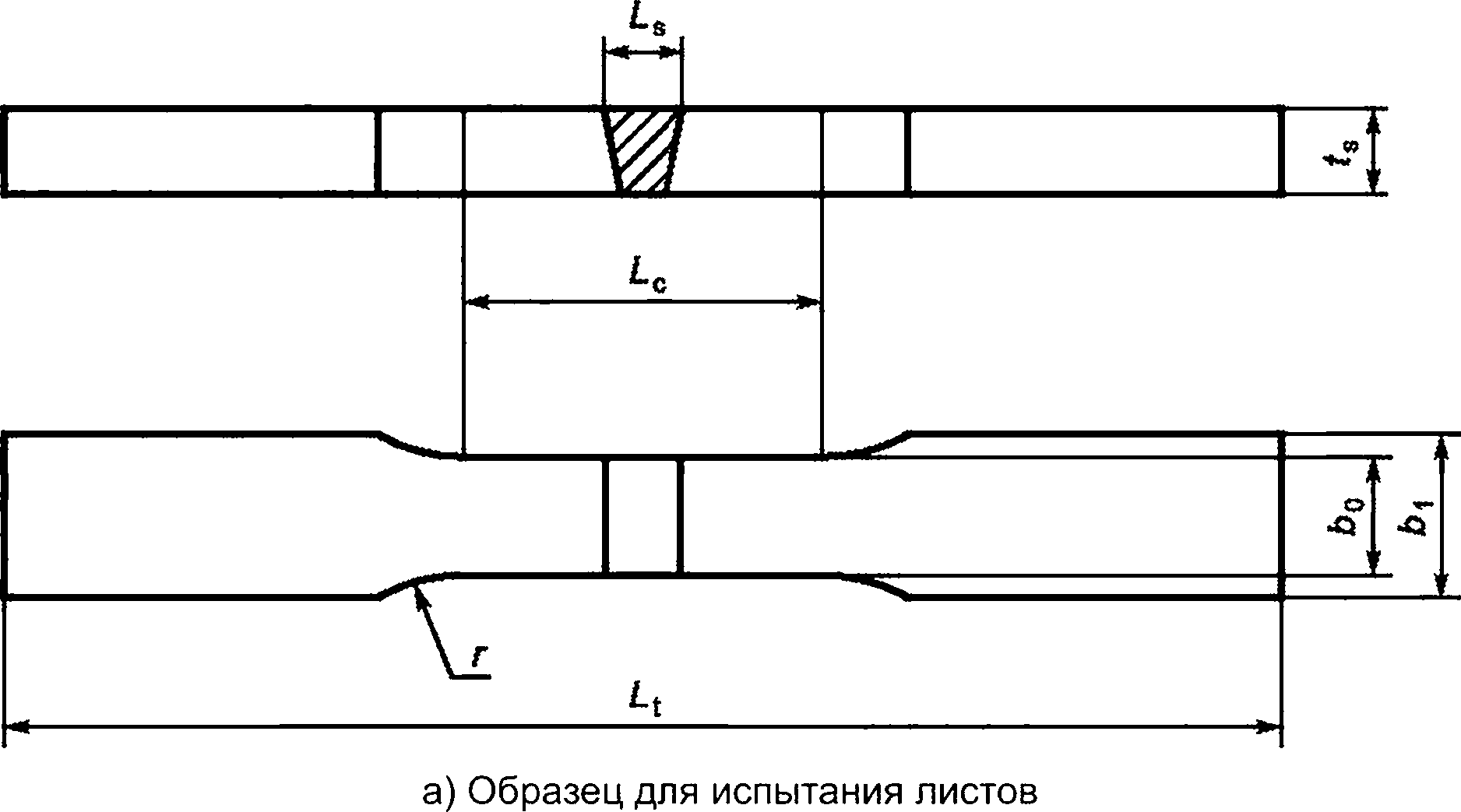
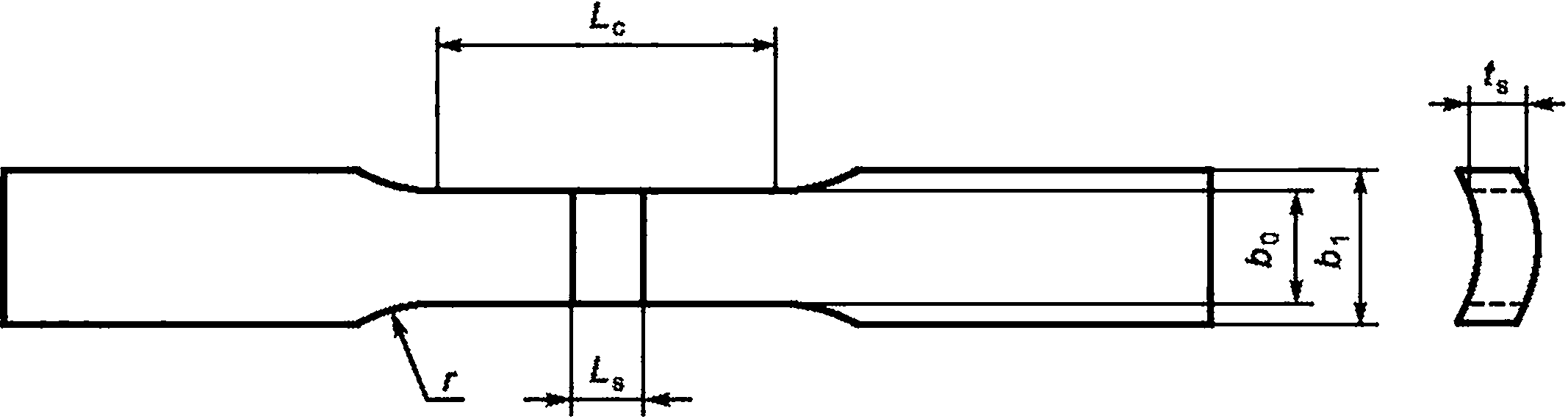
Ь) Образец для испытания труб
Рисунок 2 — Образцы для испытаний листов и труб
4
ГОСТ Р ИСО 4136—2024
6.5.3.2 Полное сечение трубы
Размеры образцов для испытания полного сечения труб показаны на рисунке 3.
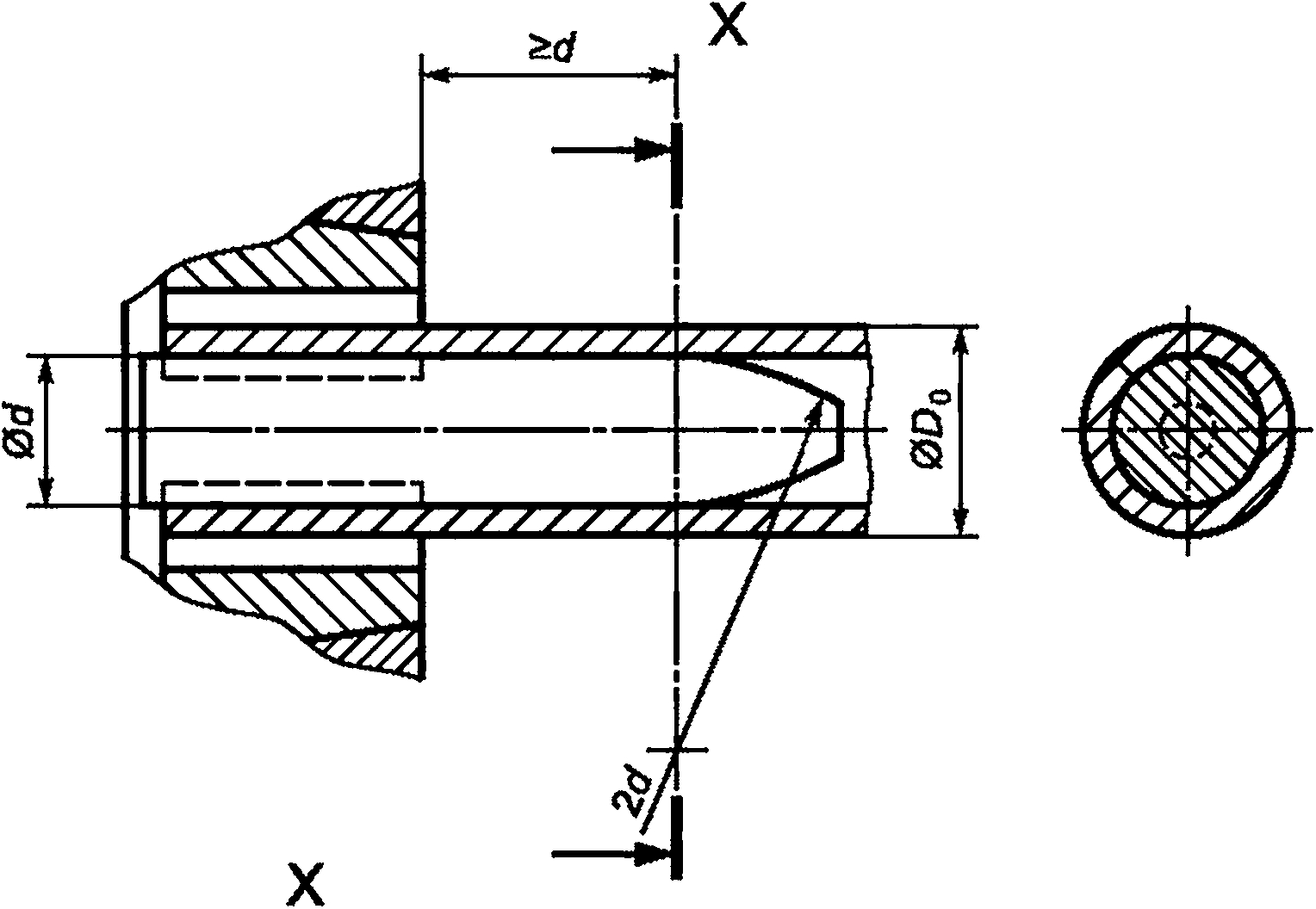
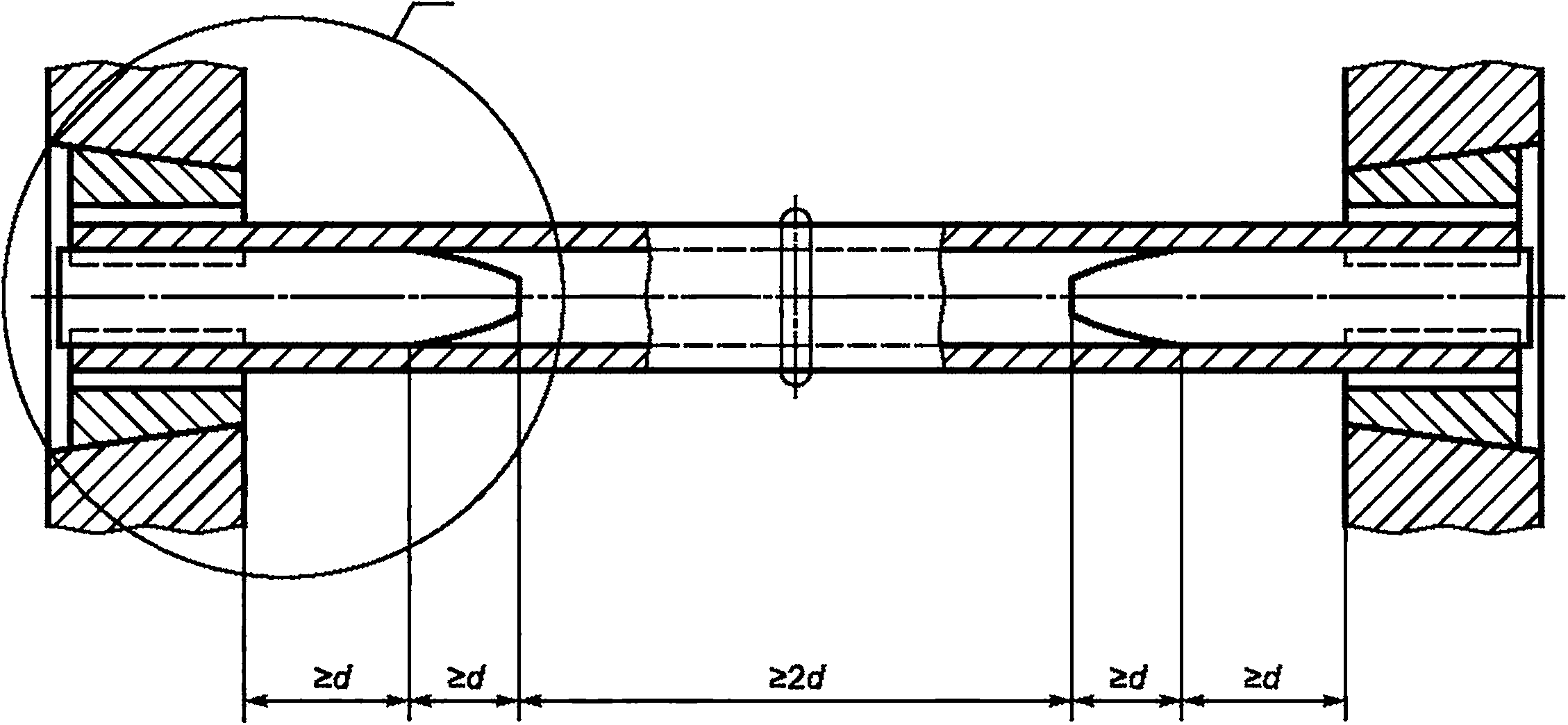
Рисунок 3 — Образец для испытаний на растяжение полного сечения труб
6.5.3.3 Сплошные сечения
Размеры образца для испытания сплошного сечения согласовываются сторонами договора. Если требуется механическая обработка цилиндрических образцов для испытаний, размеры должны соответствовать требованиям ИСО 6892-1 и ИСО 6892-2, за исключением того, что длина рабочей части образца для испытания Lc должна быть не менее Ls + 60 мм, как показано на рисунке 4.
Информация относительно алюминия, меди и их сплавов приведена в сноскеь к таблице 2.
6.5.4 Подготовка поверхности
Заключительные этапы подготовки выполняют механической обработкой или шлифованием, соблюдая соответствующие меры безопасности во избежание поверхностного деформационного упрочнения или чрезмерного нагрева материала. На поверхностях не допускаются царапины и риски поперек рабочей части образца на длине Lc, исключая подрезы, которые не допускается удалять, если иное не установлено соответствующим стандартом на продукцию.
Поверхности образца для испытания подвергают механической обработке таким образом, чтобы была удалена выпуклость с лицевой стороны и корня шва, если иное не установлено соответствующим стандартом на продукцию. Если не установлено иное, выпуклость корня шва не удаляют внутри образцов труб полного сечения.
5
ГОСТ Р ИСО 4136—2024
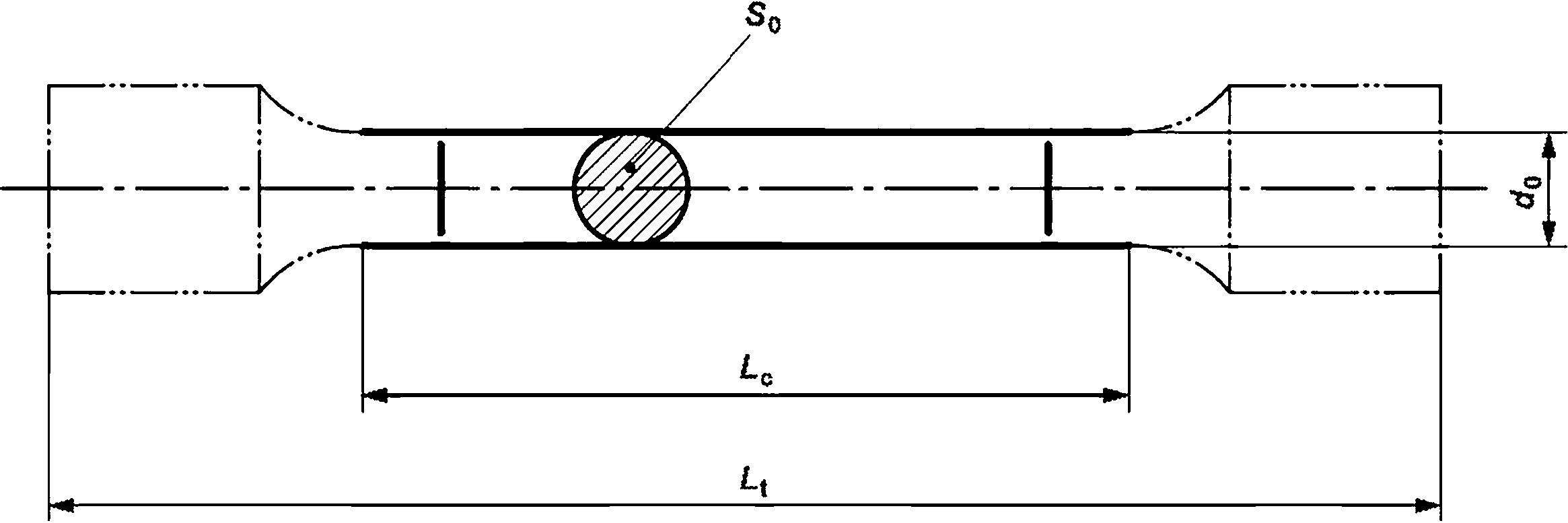
Рисунок 4 — Цилиндрический образец для испытания сплошного сечения
7 Процедура испытаний
Образец для испытаний нагружают постепенно и непрерывно в соответствии с ИСО 6892-1 и ИСО 6892-2. В большинстве случаев определяют только усилие и место разрушения. В этих случаях следует применять все варианты по ИСО 6892-1 и ИСО 6892-2.
Если требуется определить другие характеристики (для которых необходимо измерить удлинение), следует точно указать положение экстензометра в соответствии с задачей.
Начальную площадь поперечного сечения рабочей части образца So определяют в соответствии с ИСО 6892-1.
8 Результаты испытаний
8.1 Общие требования
Результаты испытаний устанавливают в соответствии с ИСО 6892-1 и ИСО 6892-2.
8.2 Место разрушения
Место разрушения должно быть обозначено и запротоколировано.
При необходимости, сторона образца для испытания может быть протравлена для определения расположения сварного шва.
8.3 Исследование поверхности разрушения
После разрушения образца для испытаний поверхность разрушения осматривают и регистрируют наличие любых дефектов, которые могут негативно повлиять на испытание, включая их вид, размер и количество. При наличии газовых пор их регистрируют, но учитывают как дефекты только в центральных областях.
9 Протокол испытания
Протокол испытания дополнительно к информации, приведенной в ИСО 6892-1 и ИСО 6892-2, должен содержать следующую информацию:
- ссылку на настоящий стандарт (ИСО 4136:2022);
- тип, размеры и расположение образца для испытания, при необходимости эскиз (см. рисунок 1);
- температуру испытания, если она выходит за пределы температуры окружающей среды;
- термическую обработку, если проводилась;
- место разрушения;
- виды и размеры выявленных дефектов.
Пример типового протокола испытания приведен в приложении А.
6
№
ГОСТ Р ИСО 4136—2024
Приложение А (справочное)
Пример протокола испытания
В соответствии с предварительными техническими требованиями к процедуре сварки (pWPS)
В соответствии с результатами испытания на поперечное растяжение
результат испытания
Производитель:__________________________________________________________________________________
Цель испытания:_________________________________________________________________________________
Вид продукции:__________________________________________________________________________________
Основной металл:_____________________________________________________________________________
Сварочный материал:__________________________________________________________________________
Температура испытания:_________________________________________________________________________
Таблица А.1 — Испытание на поперечное растяжение в соответствии с ИСО 4136
Образец №/расположение | Размер/диаметр, мм | Максимальная нагрузка Fm, Н | Предел прочности при растяжении Rm, Н/мм2 | Место разрушения | Примечание, например, тип разрушения |
Эксперт или экспертный орган:
Утверждаю:
(ФИО, дата, подпись)
(ФИО, дата, подпись)
7
ГОСТ Р ИСО 4136—2024
Приложение ДА (справочное)
Сведения о соответствии ссылочных международных стандартов национальным, межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального, межгосударственного стандарта |
ISO 4063 | IDT | ГОСТ Р ИСО 4063—2010 «Сварка и родственные процессы. Перечень и условные обозначения процессов» |
ISO 6892-1 | NEQ | ГОСТ 1497—2023 «Металлы. Методы испытаний на растяжение» |
ISO 6892-2 | — | * |
* Соответствующий национальный, межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание — В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT — идентичные стандарты; - NEQ — неэквивалентные стандарты. | ||
8
ГОСТ Р ИСО 4136—2024
Библиография
ISO 7500-1 Metallic materials — Calibration and verification of static uniaxial testing machines — Part 1: Tension/ compression testing machines — Calibration and verification of the force-measuring system
9
ГОСТ Р ИСО 4136—2024
УДК 621.791:006.354 ОКС 25.160.40
Ключевые слова: испытания разрушающие сварных швов, металлические материалы, испытание на поперечное растяжение
Технический редактор И.Е. Черепкова
Корректор И.А. Королева Компьютерная верстка И.А. Налейкиной
Сдано в набор 13.11.2024. Подписано в печать 02.12.2024. Формат 60x847s. Гарнитура Ариал. Усл. печ. л. 1,40. Уч.-изд. л. 1,18.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
