ГОСТ Р 54790-2011/ISO/TR 17641-3:2005
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИСПЫТАНИЯ РАЗРУШАЮЩИЕ СВАРНЫХ ШВОВ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ
Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки
Часть 3
Испытания с приложением внешней нагрузки
Destructive tests on welds in metallic materials. Hot cracking tests for weldments. Arc welding processes. Part 3. Externally loaded tests
ОКС 25.160.40
Дата введения 2013-01-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана" (ФГУ "НУЦСК при МГТУ им.Н.Э.Баумана"), Национальным агентством контроля сварки (НАКС) на основе собственного перевода на русский язык англоязычной версии документа, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. N 1031-ст
4 Настоящий стандарт идентичен международному документу ISO/TR 17641-3:2005* "Разрушающие испытания сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 3. Испытания с приложением внешней нагрузки" (ISO/TR 17641-3:2005 "Destructive tests on welds in metallic materials - Hot cracking tests for weldments - Arc welding processes - Part 3: Externally loaded tests", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Июнь 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
ISO/TR 17641-3:2005 подготовлен Европейским комитетом по стандартизации (СЕН), Техническим комитетом СЕН/ТК 121 "Сварка", секретариат которого закреплен за Немецким институтом стандартов (ДИН), в сотрудничестве с Техническим комитетом ИСО/ТК 44 "Сварка и родственные процессы", Подкомитетом ПК 5 "Испытания и проверка сварных швов" в соответствии с Соглашением по техническому сотрудничеству между ИСО и СЕН (Венское соглашение).
Серия ИСО 17641 состоит из следующих частей под общим наименованием "Разрушающие испытания сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки":
- часть 1. Общие положения;
- часть 2. Испытания с естественной жесткостью;
- часть 3. Испытания с приложением внешней нагрузки (технический отчет).
1 Область применения
Настоящий стандарт определяет методы и процедуры испытаний сварных соединений с приложением внешней нагрузки для оценки сопротивляемости образованию горячих трещин.
Установлены следующие испытания:
- на растяжение в горячем состоянии;
- с приложением нагрузок, действующих вдоль и поперек сварного шва;
- на плоскостное растяжение.
Указанные испытания могут предоставлять информацию о сопротивляемости образованию горячих трещин основных материалов, металла сварных швов и сварных соединений. Оценка основывается на измерении "интервала температур хрупкости" (BTR), в котором возникают трещины.
Настоящий стандарт применяют преимущественно для сварных узлов и сварочных материалов из аустенитных коррозионно-стойких сталей, никеля, сплавов на основе никеля и никелемедных сплавов. Однако принципиальные положения могут быть распространены и на другие материалы, такие как алюминиевые сплавы и высокопрочные стали, соглашением между участниками контракта.
2 Нормативные ссылки
В настоящем стандарте использована нормативная ссылка на следующий стандарт. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ЕN ISO 17641-1:2004, Destructive test on welds in metallic materials - Hot cracking tests for weldments - Arc welding processes - Part 1: General (Испытания разрушающие сварных швов металлических материалов. Испытания на горячее растрескивание сварных узлов. Процессы дуговой сварки. Часть 1. Общие положения)
3 Термины и определения
В настоящем стандарте применены термины и определения, приведенные в ЕН ИСО 17641-1:2004.
4 Показатели, обозначения и единицы измерения
Для настоящего стандарта применяют показатели, обозначения и единицы измерения, приведенные в таблице 1.
Таблица 1 - Показатели, обозначения и единицы измерения
Обозначение | Показатель | Единица измерения |
Испытание на растяжение в горячем состоянии | ||
BTR | Интервал температур хрупкости, т.е. разница между NST и DTR (см. рисунок 2) | °С |
DRR | Скорость восстановления пластичности, разница (2-3)/(1-3)·100 (см. рисунок 2) | % |
DRT | Температура восстановления пластичности, т.е. температура снижения на 5% во время охлаждения при испытании на растяжение | °С |
NDR | Интервал температур нулевой пластичности, расстояние 4-6 (см. рисунок 2) | °С |
NST | Температура нулевой прочности, т.е. пик температуры испытания (см. рисунок 2, точка 6) | °С |
RDR | Отношение восстановленной пластичности, область (2-3-4)/область (1-3-5)·100 (см. рисунок 2) | - |
Предел прочности на растяжение | МРа | |
Местное сужение | % | |
Температура солидуса (см. рисунок 2, точка 7) | °С | |
Испытания с приложением нагрузки, действующей вдоль сварного шва (Varestraint test), и нагрузки, действующей поперек сварного шва (Transvarestraint test) | ||
Суммарная длина всех обнаруженных горячих трещин | мм | |
Длина образца | мм | |
Радиус оправки | мм | |
Толщина образца | мм | |
Ширина образца | мм | |
Испытание на плоскостное растяжение | ||
Деформация образца | % | |
Скорость деформирования | мм/с | |
Критическая деформация для возникновения первой горячей трещины | мм/с | |
Скорость сварки | см/мин | |
5 Принципиальные положения
Испытания на сопротивляемость образованию горячих трещин с приложением внешней нагрузки можно использовать для получения количественной информации о возникновении кристаллизационных, ликвационных и вызванных падением пластичности трещин в соответствии с таблицей 2. Эти испытания применимы для оценки сопротивляемости образованию горячих трещин основных материалов, сварных соединений и металла сварного шва. Однако точные механизмы различных форм образования горячих трещин поняты не до конца.
Описанные испытания с приложением внешней нагрузки используют разные критерии для оценки сопротивляемости образованию горячих трещин. Ни одно из них точно не воспроизводит условия температуры, скорости охлаждения и напряжений, вызванных ограничением деформаций и приложением внешней нагрузки, которые в широком диапазоне наблюдаются на производстве, где образование горячих трещин может рассматриваться как потенциальная проблема. Эти испытания могут быть использованы только для ранжирования основных, сварочных материалов и условий сварки. Для установления их потенциальной пригодности результаты целесообразно сравнивать с данными имеющегося опыта. По этой причине нельзя делать вывод о наибольшем соответствии отдельного испытания специфическому требованию. На основе накопленного опыта или предварительных экспериментов пользователь должен решить, какое испытание наиболее предпочтительно для конкретного применения.
Описанные испытания на сопротивляемость образованию горячих трещин, их соответствие типам трещинообразования и возможные области применения представлены в таблице 2.
Таблица 2 - Испытания на сопротивляемость образованию горячих трещин, типы растрескивания и применения
Тип испытания | Тип растрескивания | Результаты | Применение |
С приложением нагрузки, действующей вдоль сварного шва (Varestraint test) | Кристаллизационное |
| Выбор и сертификация основного материала; выбор металла сварного шва и процедуры сварки |
Ликвационное | |||
Из-за падения пластичности | |||
С приложением нагрузки, действующей поперек сварного шва (Transvarestraint test) | Кристаллизационное | Выбор металла сварного шва и процедуры сварки | |
На плоскостное растяжение (PVR-test) | Кристаллизационное | Выбор металла многопроходных сварных швов, процедур сварки и сочетания материалов | |
Ликвационное | |||
Из-за падения пластичности | |||
На растяжение в горячем состоянии (Gleeble | Кристаллизационное | BTR | Выбор и сертификация материала |
Ликвационное | BTR |
Все испытания на сопротивляемость образованию горячих трещин связаны с приложением к образцу внешней нагрузки с помощью подходящего испытательного оборудования.
Эта нагрузка может создавать деформацию и скорость деформирования в интервале температур хрупкости (BTR) и, следовательно, воспроизводить определенные аспекты процесса сварки. Полученные результаты испытания являются количественными и обычно воспроизводятся при использовании одинаковых процедур и аналогичного оборудования.
К сожалению, оборудование и процедуры испытаний не стандартизованы, и абсолютная воспроизводимость результатов при испытаниях в разных лабораториях не достигается. При применении внутри одной лаборатории одинаковых процедур и оборудования воспроизводимость результатов обычно является хорошей.
Когда испытывают основные материалы, образец нагревают либо проплавлением металла сваркой в инертном газе неплавящимся электродом при испытаниях с приложением нагрузки, действующей вдоль сварного шва, и при испытаниях на плоскостное растяжение, либо нагревом электрическим сопротивлением при испытании на растяжение в горячем состоянии. В обоих случаях образуется зона термического влияния, которую подвергают растяжению и последующей оценке на сопротивляемость образованию горячих трещин.
Когда испытывают металл сварного шва, выполняют наплавку с применением соответствующего процесса дуговой сварки и при испытаниях с приложением нагрузки, действующей вдоль сварного шва, и при испытаниях на плоскостное растяжение деформируют металл при кристаллизации сварного шва. Любое трещинообразование является базой оценки. Для испытания на растяжение в горячем состоянии образец изготовляют из многопроходного сварного соединения и оценивают механические свойства с помощью соответствующей процедуры (см. 6.1.1).
Многопроходные сварные швы также можно оценивать при испытаниях с приложением нагрузки, действующей вдоль сварного шва, и на плоскостное растяжение, для чего следует применять образцы с многопроходными наплавками. Повторный нагрев металла сварного шва должен осуществляться с использованием процесса сварки в инертном газе неплавящимся электродом, аналогичного применяемому при испытании основного материала.
Хотя в определенном контрольном образце возможно присутствие более чем одной формы горячего растрескивания, формирование его типа, например кристаллизационного, может уменьшить напряжения в образце до такой степени, что другие формы проявляться не будут. Таким образом, отсутствие в контрольном образце определенной формы растрескивания не означает на практике отсутствие его риска по этому типу.
Испытание нагрузкой, действующей в направлении поперек сварного шва, в основном предназначено для оценки кристаллизационного растрескивания металла шва при деформациях, поперечных по отношению к его длине. Возможно образование при этом и других форм горячего растрескивания, которое должно быть отмечено в протоколе испытаний.
6 Описание испытаний
6.1 Испытание на растяжение в горячем состоянии
6.1.1 Общие положения
Испытание на растяжение в горячем состоянии определяет сопротивляемость материала образованию горячих трещин при использовании образца цилиндрической формы, который подвергают термическому циклу, подобному наблюдающемуся при сварке. Образец может быть разрушен в любой момент прохождения термического цикла. Для изучения образования горячих трещин, если необходимо воспроизвести нагрев, вызываемый сваркой плавлением, образец нагревают до температуры плавления. Используют количество цилиндрических образцов для испытания на растяжение, которое может быть доведено до разрушения в заданной точке (процедура А).
Чтобы воспроизвести термический цикл зоны термического влияния и ликвационное растрескивание, образец нагревают до температуры, близкой к температуре нулевой прочности (NST), ниже точки плавления. Эта процедура одинакова для ликвационного растрескивания в зонах термического влияния основного материала и отдельных валиков многопроходных сварных швов (процедура В). Такие испытания используются, в первую очередь, для изучения образования горячих трещин в металле сварного шва, характеризуясь хорошей воспроизводимостью.
6.1.2 Размеры образца
Процедура А - для воспроизведения кристаллизационного растрескивания и нагрева до точки плавления применяют образец длиной 130 мм и диаметром 10 мм.
Процедура В - для воспроизведения ликвационного растрескивания в зоне термического влияния и определения температуры NST используют образец длиной 110 мм и диаметром 6 мм.
Размеры образца и место расположения сварного соединения приведены на рисунке 1.
Размеры в мм
|
|

1 - металл сварного шва; a=130 для кристаллизационного растрескивания, 110 - для ликвационного растрескивания
1) Для ликвационного растрескивания.
2) Для кристаллизационного растрескивания.
Рисунок 1 - Размеры образца для испытания на растяжение в горячем состоянии
6.1.3 Защитная атмосфера
Образцы для испытания нагревают в камере, которую после создания разрежения заполняют аргоном для предупреждения чрезмерного окисления металла при высокой температуре. Содержание кислорода в начале испытания не должно превышать 0,1%.
6.1.4 Процедура испытания
6.1.4.1 Общие положения
Температуру образца измеряют термопарой Pt-PtRh диаметром 0,2/0,25 мм, фиксируемой в середине его длины ударной сваркой.
6.1.4.2 Процедура А - Исследования кристаллизационного растрескивания
Образец диаметром 10 мм закрепляют в водоохлаждаемых медных зажимах и затем нагревают до точки плавления, используя управляемый нагрев сопротивлением. Центральную часть образца предохраняют от разрушения при нахождении вблизи точки плавления с помощью прилегающей кварцевой трубки. Во время кристаллизации и дальнейшего охлаждения зажимы приспособления остаются фиксированными таким образом, чтобы ограничение деформаций при усадке не вызвало растрескивания.
При последующих испытаниях после выполнения цикла нагрева может быть применено управляемое сжатие, чтобы установить деформацию, позволяющую избежать растрескивания.
6.1.4.3 Процедура В - Исследования ликвационного растрескивания
Чтобы определить пик температуры нулевой прочности (NST), образец диаметром 6 мм нагревают до температуры на 50°С-100°С ниже температуры солидуса со скоростью приблизительно 50°С/с (для некоторых сплавов до 250°С/с). На этой стадии скорость нагрева уменьшают примерно до 2°С/с, пока образец не разрушится под действием постоянной нагрузки, приблизительно равной 100 Н. Пластичность в горячем состоянии может быть определена с использованием испытаний при нагреве и охлаждении.
Для испытаний при охлаждении образец должен быть нагрет до NST и затем охлажден до температуры проведения испытания на растяжение.
Для испытаний при нагреве образец требуется только нагреть до температуры испытания и затем подвергнуть растяжению при скорости деформирования 50 мм/с. Скорости нагрева и охлаждения должны соответствовать воспроизводимому термическому циклу металла сварного шва.
Во время нагрева необходимо обеспечить свободное удлинение образца, однако, если доступна информация о реальном положении, можно воспроизвести деформации при сварке с использованием программно управляемого оборудования. Во время охлаждения следует обеспечить свободное сжатие образца или альтернативно управляемое сжатие до достижения температуры восстановления пластичности (DRT).
Это компенсирует сжатие образца в осевом направлении и может быть использовано для количественного измерения деформаций, необходимых для предупреждения растрескивания. Обычно для построения достоверной кривой пластичности в горячем состоянии требуется не менее 12 образцов.
6.1.5 Результаты испытания
После испытания местное сужение () в зоне разрушения вычисляют как долю от первоначального сечения образца для испытания. Предел прочности на растяжение (
) может быть получен делением наибольшего усилия на исходную площадь поперечного сечения образца. Эта характеристика и местное сужение поперечного сечения должны быть представлены для испытаний при нагреве и охлаждении в виде функций от температуры испытания. Типичные графики приведены на рисунке 2.
|

1 - нагрев; 2 - охлаждение
Рисунок 2 - Графики, построенные по результатам испытания
Материал считают чувствительным к горячему растрескиванию, пока он находится в интервале температур хрупкости (BTR), который определяется разницей между температурами нулевой прочности (NST) и восстановления пластичности (DRT). Для сравнения материалов DRT определяется как температура, при которой местное сужение при охлаждении достигает 5%.
Чувствительность к ликвационному растрескиванию материала может характеризоваться коэффициентом восстановления пластичности (RDR), скоростью ее восстановления (DRR) и интервалом температур нулевой пластичности (NDR) - см. таблицу 1.
Наиболее достоверным критерием является коэффициент восстановления пластичности (RDR), который может быть использован для прогнозирования горячего растрескивания в зоне термического влияния основного металла.
6.2 Принципы испытаний с приложением нагрузки, действующей вдоль сварного шва (Varestraint test), и нагрузки, действующей поперек сварного шва (Transvarestraint test)
6.2.1 Общие принципы
Испытания нагрузкой, действующей вдоль сварного шва, и нагрузкой, действующей поперек сварного шва, могут быть использованы для измерения сопротивляемости образованию горячих трещин основного металла, присадочных материалов и сварных узлов с помощью одновременного выполнения сварного шва и приложения испытательного усилия.
При испытании нагрузкой, действующей вдоль сварного шва, усилие прикладывают в продольном по отношению к выполняемому шву направлении. При этом можно воспроизвести три типа горячего растрескивания, а именно: кристаллизационное, ликвационное и вызванное падением пластичности (см. таблицу 2).
При испытании нагрузкой, действующей поперек сварного шва, усилие прикладывают в поперечном по отношению к выполняемому шву направлении. Это испытание предназначено в первую очередь для оценки чувствительности к растрескиванию при кристаллизации. Нагружаемым материалом может быть основной металл, или металл ранее выполненного сварного шва, получаемого переплавлением дуговой сваркой неплавящимся электродом, или металл сварного шва, выполняемого при проведении испытания.
Рисунок 3 иллюстрирует общие принципы методов испытания, когда для нагружения образца и синхронизации процедур сварки и нагружения требуется специальное оборудование. Поскольку оно имеет значительные различия, воспроизводимость результатов при испытаниях в разных лабораториях может быть довольно низкой. Однако испытания, проводимые в одной лаборатории, можно применять для ранжирования материалов и их сравнения с материалами, сопротивляемость которых образованию трещин в практических условиях известна.
Явным преимуществом испытания является быстрота проведения испытания и оценки, сочетаемая с низким разбросом и хорошей воспроизводимостью результатов (при применении одной испытательной машины). Испытание способно выявить влияние небольших изменений химического состава материала и/или условий сварки. При заданном наборе условий (обычно от 1 до 3) полезная информация может быть получена при небольшом числе испытаний.
6.2.2 Размеры образца
Размеры образца не являются фиксированными и зависят от применяемого материала, точности испытания и усилия, развиваемого испытательной машиной.
При испытании нагрузкой, действующей вдоль сварного шва, наиболее простой формой образца является плоская пластина длиной () от 80 до 300 мм, шириной (
) от 40 до 100 мм и толщиной (
), зависимыми от испытуемого материала и усилия, развиваемого испытательной машиной.
При испытании нагрузкой, действующей поперек сварного шва, типичными размерами образца являются: длина 100 мм, ширина 40 мм и толщина 10 мм.
Примечание - Размеры образца для испытания как продольной, так и поперечной по отношению к оси сварного шва нагрузкой применительно к тонким листовым материалам и трубам могут быть изменены.
Размеры в мм |
|

1 - положение горелки при изгибе образца; 2 - окончание сварки; 3 - образец; 4 - изменяемая гидравлической системой скорость изгиба образца
Рисунок 3 - Схема проведения испытания нагрузкой, действующей вдоль сварного шва (сверху), и нагрузкой, действующей поперек сварного шва (внизу)
6.2.3 Процедура испытания
Проведение испытаний в стандартной форме включает выполнение сваркой в инертном газе неплавящимся электродом наплавочного шва на основном материале или предварительно переплавленном металле.
Параметры сварки могут быть выбраны в зависимости от частных применений, но стандартными условиями являются:
- 12,5 V, 85 А, 18 см/мин (малое вложение тепла);
- 13,5 V, 205 А, 11 см/мин (большое вложение тепла).
Параметры сварки должны записываться.
В фиксированной точке валика, наплавленного сваркой в инертном газе неплавящимся электродом, обычно в центре образца при изгибе вокруг оправки заданной формы (см. рисунок 3) происходит его деформация. Нагружение обычно осуществляется гидравлическим приводом с управляемой скоростью плунжера, которая должна достигать 1,8 мм/с, и автоматически синхронизируется со сваркой.
6.2.4 Результаты испытания
По завершении каждого испытания следует визуально при 25-кратном увеличении проверить наличие трещин. Суммарная длина видимых трещин () должна определяться и отражаться на графике как функция деформации от изгиба. Кривая, определяющая длину трещин в зависимости от деформации на поверхности образца, дает возможность оценить сопротивляемость образованию горячих трещин (см. рисунок 4).
Хотя результаты, показанные в качестве примера на рисунке 4, относятся к испытанию нагрузкой, действующей вдоль сварного шва, подобные диаграммы могут быть получены и при испытании нагрузкой, действующей поперек сварного шва, построением кривой, устанавливающей зависимость суммарной длины трещин от вызванной изгибом деформации на поверхности. Представление результатов на рисунке 4 является иллюстрацией того, как они могут быть оценены с точки зрения прогноза поведения при сварке. Три области, указывающие на "хорошую свариваемость", "ограниченную свариваемость" и "плохую свариваемость", представляют лишь иллюстрацию и не дают абсолютной оценки свариваемости или сопротивляемости образованию горячих трещин.
Поскольку чрезвычайно сложно установить связь между деформациями, заданными при испытании и возникающими в сварном соединении при реальном производстве, настоятельно рекомендуется, чтобы испытания использовались для сравнения новых материалов или сварных швов с теми, характеристики которых известны из имеющейся практики.
|
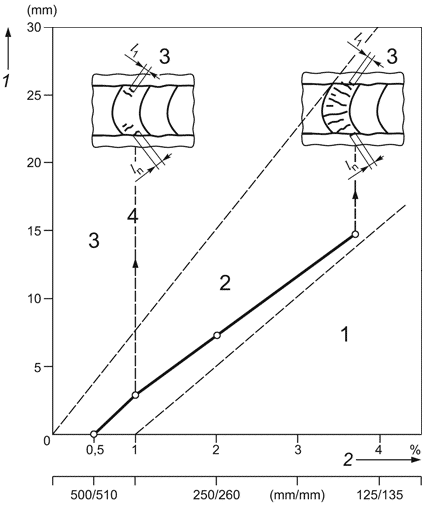
1 - суммарная длина трещин; 2 - радиус оправки/плунжера; 3 - образец для испытания нагрузкой, действующей вдоль сварного шва; 4 - длина, измеренная стереомикроскопом с 25-кратным увеличением: ![]() , 5 - скорость сварки; область 1 - высокая сопротивляемость образованию горячих трещин; область 2 - увеличенный риск образования горячих трещин; область 3 - высокий риск образования горячих трещин
, 5 - скорость сварки; область 1 - высокая сопротивляемость образованию горячих трещин; область 2 - увеличенный риск образования горячих трещин; область 3 - высокий риск образования горячих трещин
Рисунок 4 - Типичное представление результатов испытаний нагрузкой, действующей вдоль сварного шва, и нагрузкой, действующей поперек сварного шва
6.3 Испытание на плоскостное растяжение (Flat tensile test)
6.3.1 Общие положения
Испытание на плоскостное растяжение (например, на сопротивляемость образованию трещин программируемым деформированием) способно количественно определять чувствительность к горячему растрескиванию основного металла, металла сварного шва и процедур сварки.
Испытание на сопротивляемость образованию горячих трещин выполняют с использованием одного образца для испытания на плоскостное растяжение, который нагружается в испытательной машине для горизонтального растяжения с программируемым линейным увеличением его скорости. Процедура PVR-испытания (программируемым деформированием) отличается от испытаний нагрузкой, действующей вдоль сварного шва, и нагрузкой, действующей поперек сварного шва, фактически тем, что программируемое деформирование линейным увеличением скорости растяжения происходит во время наплавки валика в том же направлении. Испытание можно проводить с применением присадочных материалов и без него.
Основные материалы могут оцениваться с использованием стандартизованных параметров сварки в инертном газе неплавящимся электродом, присадочные материалы - с применением условий сварки, рекомендованных изготовителем или имеющихся в реальном производстве.
Для минимизации риска образования горячих трещин процедура сварки может быть оптимизирована варьированием ее условий (например, параметров сварки, типа сварочного материала, смесей защитного газа, сочетаний флюса и проволоки и т.п.).
Все три типа горячего растрескивания (при кристаллизации, ликвации и падении пластичности) могут быть воспроизведены в одном испытании, отражающем чувствительность материала к нему.
При доступности для сравнения справочных данных требуется только одно испытание, чтобы установить сопротивляемость основного материала или металла сварного шва образованию горячих трещин.
Испытание воспроизводится с малым разбросом и способно хорошо различать три типа горячего растрескивания.
6.3.2 Размеры образца
Точные размеры образца на плоскостное растяжение определяются мощностью испытательной машины и обычно составляют (4010
300) мм (ширина
толщина
длина), как показано на рисунке 5. Поверхность образца должна быть обработана на станке и шлифована в продольном направлении до достижения параметра шероховатости
6,3 мкм. Следует избегать перпендикулярных направлению сварки зарубок на поверхности, которые могут вызвать ложные трещины. Образец для испытания на плоскостное растяжение сваривают в специальном зажимном приспособлении для обеспечения оборудованием программируемого деформирования.
Размеры в мм |
|

1 - поверхность, шлифованная в продольном направлении
Рисунок 5 - Размеры контрольного образца для испытания на сопротивляемость образованию трещин программируемым деформированием (PVR-test)
6.3.3 Процедура испытания
Процедура испытания в стандартной форме показана на рисунке 6. Сварка (с применением постоянной скорости) выполняется в сочетании с линейно возрастающей скоростью растяжения , начинающейся с нуля и достигающей 70 мм/мин по завершении процедуры испытания. Хотя испытание в стандартной форме выполняется при совпадении направлений сварки и растягивающей нагрузки, можно также оценивать сварные швы, перпендикулярные направлению ее действия.
По завершении испытания сварочный валик на контрольном образце проверяют на микроскопе с 25-кратным увеличением, чтобы установить критическую скорость нагружения , соответствующую появлению первой горячей трещины для каждого из различных типов горячего растрескивания (если при испытании наблюдается более одного типа).
|
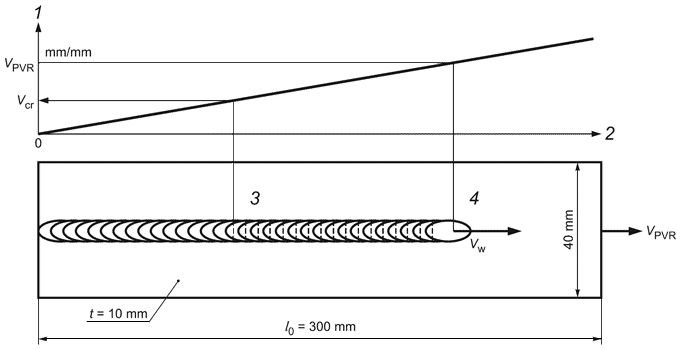
1 - линейно увеличивающаяся скорость растяжения; 2 - время, с; 3 - первая горячая трещина; 4 - скорость сварки
Рисунок 6 - Процедура испытания на сопротивляемость образованию горячих трещин программируемым деформированием (PVR-испытание)
6.3.4 Результаты испытания
Критическая скорость нагружения соответствует возникновению первой трещины, которая обнаруживается визуально при 25-кратном увеличении. Эту скорость используют в качестве критерия для PVR-испытания, чтобы определить сопротивляемость образованию горячих трещин. Он может быть установлен для каждого из типов горячих трещин.
7 Протоколы испытания
Любая оценка сопротивляемости образованию горячих трещин должна включать в каждом протоколе испытания, как минимум, следующую информацию:
a) ссылку на настоящий стандарт;
b) описание испытания(ий);
c) характеристику основного и присадочного материалов (если применяется);
d) идентификацию контрольного образца/образцов;
e) размеры контрольного образца/образцов;
f) условия сварки;
g) любые специальные условия испытаний;
h) результаты (специфичные для проведенного испытания).
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
EN ISO 17641-1:2004 | IDT | ГОСТ Р ИСО 17641-1-2011 "Испытания разрушающие сварных швов металлических материалов. Испытания на сопротивляемость образованию горячих трещин в сварных соединениях. Процессы дуговой сварки. Часть 1. Общие положения" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT - идентичный стандарт. | ||
УДК 621.791.053:006.354 | ОКС 25.160.40 |
Ключевые слова: сварные швы, дуговая сварка, горячее растрескивание, испытания | |
Электронный текст документа
и сверен по:
, 2020
