ФЕДЕРАЛЬНОЕ АГЕНТСТВО
ПО ТЕХНИЧЕСКОМУ РЕГУЛИРОВАНИЮ И МЕТРОЛОГИИ
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСТР
ИСО 17637— 2024
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ СВАРНЫХ ШВОВ
Визуальный контроль соединений, выполненных сваркой плавлением
(ISO 17637:2016, IDT)
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ Р ИСО 17637—2024
Предисловие
1 ПОДГОТОВЛЕН Саморегулируемой организацией Ассоциация «Национальное Агентство Контроля Сварки» (ОРО Ассоциация «НАКС») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 «Сварка и родственные процессы»
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 ноября 2024 г. № 1653-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 17637:2016 «Неразрушающий контроль сварных швов. Визуальный контроль соединений, выполненных сваркой плавлением» (ISO 17637:2016 «Non-destructive testing of welds. Visual testing of fusion-welded joints», IDT).
Международный стандарт разработан подкомитетом ПК 5 «Испытания и контроль сварных швов» Технического комитета ТК 44 «Сварка и родственные процессы» Международной организации по стандартизации (ИСО).
Дополнительные сноски в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала
5 ВЗАМЕН ГОСТ Р ИСО 17637—2014
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ «О стандартизации в Российской Федерации». Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе «Национальные стандарты», а официальный текст изменений и поправок — в ежемесячном информационном указателе «Национальные стандарты». В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя «Национальные стандарты». Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования — на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
© ISO, 2016 ©Оформление. ФГБУ «Институт стандартизации», 2024
Настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
II
ГОСТ Р ИСО 17637—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины и определения...............................................................1
4 Условия и средства контроля...........................................................1
5 Квалификация персонала..............................................................2
6 Визуальный контроль.................................................................2
6.1 Общие положения................................................................2
6.2 Визуальный контроль подготовки соединения..........................................2
6.3 Визуальный контроль во время сварки................................................2
6.4 Визуальный контроль выполненного сварного шва......................................3
6.5 Визуальный контроль отремонтированных сварных швов................................3
7 Протоколы контроля..................................................................4
Приложение А (справочное) Примеры средств контроля......................................5
Библиография........................................................................10
III
ГОСТ Р ИСО 17637—2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
НЕРАЗРУШАЮЩИЙ КОНТРОЛЬ СВАРНЫХ ШВОВ
Визуальный контроль соединений, выполненных сваркой плавлением
Non-destructive testing of welds. Visual testing of fusion-welded joints
Дата введения — 2024—12—01
1 Область применения
Настоящий стандарт распространяется на визуальный контроль сварных швов металлических материалов, выполненных сваркой плавлением. Настоящий стандарт допускается применять для визуального контроля подготовки соединения под сварку.
2 Нормативные ссылки
В настоящем стандарте отсутствуют нормативные ссылки.
3 Термины и определения
В настоящем стандарте термины и определения отсутствуют.
ИСО и МЭК поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- Электропедия МЭК: доступна по адресу http://www.electropedia.org/;
- платформа онлайн-просмотра ИСО: доступна по адресу http://www.iso.org/obp.
4 Условия и средства контроля
Освещенность поверхности при естественном освещении должна составлять не менее 350 лк, ношение затемненных очков (например, солнцезащитных) увеличивает требования к минимальной освещенности. В любом случае рекомендуется 500 лк.
Для прямого визуального контроля1) доступ должен быть достаточным для расположения глаз на расстоянии не более 600 мм от контролируемой поверхности и под углом не менее 30° (см. рисунок 1).
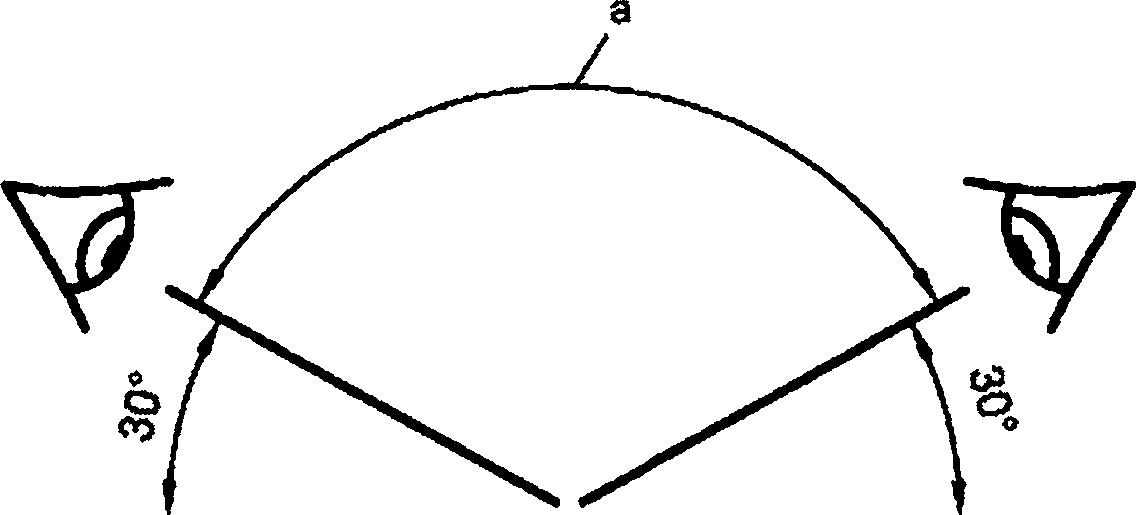
а — область
Рисунок 1 — Доступ для контроля
^Применена терминология по ГОСТР ЕН 13018—2014 «Контроль визуальный. Общие положения».
Издание официальное
1
ГОСТ Р ИСО 17637—2024
Дистанционный контроль с использованием зеркал, бороскопов, волоконно-оптических кабелей или камер следует рассматривать тогда, когда доступ для контроля в соответствии с рисунком 1 невозможен или это указано в соответствующем стандарте на продукцию.
Допускается использовать дополнительный источник света для увеличения контрастности и эффекта рельефности между дефектами и фоном.
Если результатов визуального контроля недостаточно, то визуальный контроль следует дополнять иными методами неразрушающего контроля поверхности.
Примеры средств контроля, применяемых для визуального контроля, приведены в приложении А.
5 Квалификация персонала
Визуальный контроль сварных швов и оценка результатов для окончательной приемки должны выполняться квалифицированным и опытным персоналом. Рекомендуется, чтобы персонал, проводящий непрямой визуальный контроль1), был сертифицирован в соответствии с ИСО 9712 или имел уровень, установленный в соответствующей отрасли промышленности.
6 Визуальный контроль
6.1 Общие положения
Настоящий стандарт не устанавливает объем визуального контроля. Объем должен быть определен заранее, например ссылкой на соответствующий отраслевой стандарт или стандарт на продукцию.
Специалист по контролю должен иметь доступ к необходимой документации по контролю и производственной документации.
При проведении любого визуального контроля до сварки, во время сварки или после ее завершения, должен быть обеспечен доступ к контролируемому соединению. Визуальный контроль может включать контроль обработки поверхности.
6.2 Визуальный контроль подготовки соединения
Если требуется визуальный контроль перед сваркой, то соединение должно быть проконтролировано на соответствие следующим требованиям:
а) форма и размеры подготовленных под сварку кромок соответствуют техническим требованиям к процедуре сварки WPS (welding procedure specification);
b) поверхности сплавления и прилегающие поверхности чистые и любая требуемая обработка поверхности выполнена в соответствии с отраслевым стандартом или стандартом на продукцию;
с) свариваемые детали правильно зафиксированы по отношению друг к другу согласно чертежам или инструкциям.
6.3 Визуальный контроль во время сварки
При необходимости сварной шов должен быть проконтролирован в процессе сварки для проверки следующего:
а) каждый валик или слой металла сварного шва зачищен перед наложением следующего валика, особое внимание следует уделять местам соединения металла сварного шва и поверхности сплавления;
Ь) отсутствуют видимые дефекты, т. е. трещины или полости; если обнаружены дефекты, то о них необходимо сообщить, чтобы можно было принять меры по их устранению до следующей наплавки валика металла шва;
с) переходы между валиками и между сварным швом и основным металлом выполнены таким образом, чтобы при наплавке следующего валика было получено удовлетворительное сплавление;
d) глубина и форма разделки соответствуют WPS или соизмеримы с первоначальной формой разделки при полном удалении металла шва в соответствии с требованиями;
е) после любого необходимого ремонта/восстановления сварной шов соответствует первоначальным требованиям WPS.
2
ГОСТ Р ИСО 17637—2024
6.4 Визуальный контроль выполненного сварного шва
6.4.1 Общие положения
Выполненный сварной шов следует проконтролировать, чтобы установить, соответствует ли он требованиям отраслевого стандарта или стандарта на продукцию или другим согласованным критериям приемки, например ИСО 5817 или ИСО 10042. Выполненные сварные швы должны быть проконтролированы, как минимум, в соответствии с требованиями, приведенными в 6.4.2—6.4.5.
6.4.2 Зачистка и обработка
Сварной шов должен быть проконтролирован для проверки следующего:
а) весь шлак удален ручным или механизированным способом во избежание сокрытия дефектов;
Ь) отсутствуют следы инструмента или ударов;
с) отсутствует перегрев соединения при шлифовке, следы шлифовки и неровности поверхности при наличии требований к обработке сварного шва;
d) для угловых и стыковых швов, зачищаемых заподлицо, соединение имеет плавный переход к основному металлу без углубления.
Если обнаружены дефекты (вызванные обработкой или иными причинами), то о них необходимо сообщить, чтобы могли быть приняты меры по их исправлению.
6.4.3 Форма и размеры
Сварной шов должен быть проконтролирован для проверки следующего:
а) форма поверхности сварного шва и высота выпуклости шва соответствуют требованиям критериев приемки (см. 6.4.1);
Ь) поверхность сварного шва ровная: рисунок и шаг чешуйчатости имеют равномерный и удовлетворительный вид; расстояние между последним слоем и основным металлом или расположение валиков соответствует WPS, если требуется;
с) ширина сварного шва постоянна по всему соединению и соответствует требованиям, указанным на чертеже сварного шва или критериям приемки (см. 6.4.1); в случае стыковых сварных швов подготовка под сварку должна быть проконтролирована, чтобы убедиться, что разделка полностью заполнена и соответствует требованиям чертежа или критериям приемки (см. 6.4.1).
6.4.4 Корень и поверхности сварного шва
Визуально доступные элементы сварного шва, т. е. корень стыкового шва при односторонней сварке и поверхности шва, должны быть проконтролированы на предмет отклонений от критериев приемки (см. 6.4.1).
Сварной шов должен быть проконтролирован для проверки следующего:
а) для стыковых сварных швов односторонней сварки: проплавление, вогнутость корня и любые прожоги или подрезы корня шва находятся по всей длине соединения в пределах, установленных в критериях приемки;
Ь) любой подрез находится в пределах, установленных в критериях приемки;
с) любые дефекты, такие как трещины или поры, обнаруженные, при необходимости, с помощью оптических средств на поверхности сварного шва или в зонах термического влияния, находятся в пределах, установленных в критериях приемки;
d) любые приспособления, временно приваренные к объекту для технологичности производства или сборки и препятствующие функционированию объекта или возможности его контроля, удаляют без повреждения объекта; место, где было выполнено временное соединение, должно быть проконтролировано на отсутствие трещин;
е) любые следы возбуждения дуги находятся в пределах, установленных в критериях приемки.
6.4.5 Термическая обработка после сварки
Окончательный контроль проводят после термической обработки.
6.5 Визуальный контроль отремонтированных сварных швов
6.5.1 Общие положения
Если сварные швы полностью или частично не соответствуют установленным критериям приемки и необходим их ремонт сваркой, то перед сваркой сварное соединение должно быть проконтролировано в соответствии с 6.5.2 и 6.5.3.
Каждый отремонтированный шов должен быть повторно проконтролирован в соответствии с теми же требованиями, что и первоначальный шов.
3
ГОСТ Р ИСО 17637—2024
6.5.2 Частично удаленный сварной шов
Выборка должна быть достаточно глубокой и протяженной, чтобы устранить все дефекты. Выборка должна быть клинообразной от основания реза до поверхности металла сварного шва как в основании, так и по сторонам. Ширина и форма выборки должны быть таковыми, чтобы обеспечивался достаточный доступ для повторной сварки.
6.5.3 Полностью удаленный сварной шов
После полного удаления дефектного участка сварного шва форма и размеры подготовленных кромок под сварку должны соответствовать установленным требованиям для первоначального сварного шва независимо от того, применяется вставка или нет.
7 Протоколы контроля
Если требуется протокол контроля, то он должен содержать как минимум следующую информацию:
а) наименование производителя изделия;
Ь) наименование организации, выполнившей контроль, если оно отличается от приведенного в перечислении а);
с) идентификацию контролируемого объекта;
d) материал;
е) тип соединения;
f) толщину материала;
д) процесс сварки;
h) критерии приемки;
i) дефекты, не соответствующие критериям приемки, и их расположение;
j) объем контроля со ссылкой на чертежи, если необходимо;
к) используемые устройства для контроля;
I) результат контроля со ссылкой на критерии приемки;
т) фамилию, имя, отчество лица, выполнившего контроль, и дату контроля.
Сварные швы, которые были проконтролированы и приняты, должны быть соответствующим образом замаркированы или идентифицированы.
Если требуется постоянная визуальная регистрация контролируемого сварного шва, фотографии или точные эскизы, или то и другое, то они должны быть сделаны с четко обозначенными дефектами.
4
ГОСТ Р ИСО 17637—2024
Приложение А (справочное)
Примеры средств контроля
А.1 В настоящем приложении приведен перечень средств, используемых для проведения визуального контроля сварных соединений.
А.1.1 Линейка или рулетка с ценой деления 1 мм или менее.
А. 1.2 Штангенциркуль в соответствии с ИСО 13385.
А. 1.3 Набор с достаточным количеством щупов для измерения размеров от 0,1 до 3 мм с шагом не более 0,1 мм.
А.1.4 Радиусный шаблон.
А. 1.5 Увеличительная линза с увеличением 2—5; объектив предпочтительно должен иметь шкалу (см. ИСО 3058).
А. 1.6 Светильники.
А.2 Могут потребоваться следующие средства.
А.2.1 Устройство для измерения профиля, с диаметром или шириной проволоки <1 мм, где каждый конец проволоки закруглен.
А.2.2 Материал для получения оттиска сварных швов, например пластик холодного отверждения или глина.
А.2.3 Для визуального контроля сварных швов с ограниченным доступом могут применяться зеркала, эндоскопы, бороскопы, оптоволоконная оптика или телекамеры.
А.2.4 Другие измерительные устройства, например специально разработанные сварочные шаблоны, средства измерения высоты/глубины, линейки или угломеры.
А.З Типовые измерительные инструменты и сварочные шаблоны приведены в таблице А.1.
Примечание — Эти инструменты и шаблоны даны в качестве примеров средств контроля. Некоторые из образцов могут быть зарегистрированными образцами или предметом патентных прав.
5
° Таблица А.1 — Измерительные инструменты и сварочные шаблоны. Диапазоны и точность измерений
Сварочный шаблон | Описание | Тип шва | Диапазон измерений, мм | Точность измерений, мм | Угол разделки кромок или угол между свариваемыми угловым швом деталями, град | Допустимое отклонение угла разделки кромок или угла между свариваемыми угловым швом деталями | |||
Угловой шов | Стыковой шов | ||||||||
Плоский шов | Вогнутый шов | Выпуклый шов | |||||||
...... 4 «И$$ WE ТЁКШИЕ SME , lili 1 i 1 i 1 | Простой сварочный шаблон: а) измеряет угловой шов толщиной от 3 до 15 мм. Шаблон размещают изогнутой частью на поверхностях сплавления таким образом, чтобы иметь три точки контакта с заготовкой и угловым швом. Ь) измеряет выпуклость стыковых швов прямой частью. Поскольку шаблоны произведены из мягкого алюминия, они быстро изнашиваются | X | X | X | 3-15 | =0,5 | 90 | Незначительное | |
^^^^^^^^^ | Комплект сварочных шаблонов. Измеряет угловые швы толщиной от 3 до 12 мм; от 3 до 7 мм: с градацией 0,5 мм; далее 8, 10 и 12 мм. Измерения проводятся по принципу трехточечного контакта | X | X | 3—12 | В зависимости от шаблона | 90 | Не регламентировано | ||
ГОСТ Р ИСО 17637—2024
Продолжение таблицы А. 1
Сварочный шаблон | Описание | Тип шва | Диапазон измерений, мм | Точность измерений, мм | Угол разделки кромок или угол между свариваемыми угловым швом деталями, град | Допустимое отклонение угла разделки кромок или угла между свариваемыми угловым швом деталями | |||
Угловой шов | Стыковой шов | ||||||||
Плоский шов | Вогнутый шов | Выпуклый шов | |||||||
Сварочный шаблон с нониусом. Измеряет угловые швы, позволяет измерить выпуклость стыковых швов. Опоры шаблона изготовлены таким образом, что могут быть измерены углы разделки кромок 60°, 70°, 80° и 90° V-образного стыкового шва и V-образного стыкового шва с широкой разделкой. Незначительные отклонения углов разделки приводят к значительным ошибкам | X | X | X | 0—20 | 0,1 | 90 | Не регламентировано | ||
/ 91 \ | Самодельный сварочный шаблон. Измеряет семь толщин угловых швов с углом 90° между свариваемыми элементами | X | — | — | — | 0—20 | 0,2 | 90 | Не регламентировано |
Трехшкальный сварочный шаблон. Измеряет толщину и катет углового шва. Может измерять выпуклость сварных стыковых швов. Легок в применении. Применим для измерений асимметричных угловых швов | X | X | X | X | 0—15 | 0,1 | 90 | Незначительное | |
ГОСТ Р ИСО 17637—2024
00 Продолжение таблицы А. 1
Сварочный шаблон | Описание | Тип шва | Диапазон измерений, мм | Точность измерений, мм | Угол разделки кромок или угол между свариваемыми угловым швом деталями, град | Допустимое отклонение угла разделки кромок или угла между свариваемыми угловым швом деталями | ||||
Угловой шов | Стыковой шов | |||||||||
Плоский шов | Вогнутый шов | Выпуклый шов | ||||||||
6 | Шаблон для контроля формы угловых швов. Контроль одной формы для одного размера угловых швов. Для шаблона этого типа требуется отдельная модель для каждого размера углового сварного шва | — | — | — | — | — | — | — | — | |
^s^b^ | Универсальный шаблон. Измеряет угол скоса кромки, катет углового шва, подрезы, смещение кромок, толщину и выпуклость шва | X | X | X | X | 0—50 | 0,3 | 0—45 (угол скоса) | Не регламентировано | |
^^^^^^^^^^ | Универсальный сварочный шаблон. Измеряет: - угловые швы: форму и размеры; - стыковые швы: смещение кромок, подготовку соединения (угол разделки кромок), выпуклость шва, ширину шва, подрезы | X | X | X | X | 0—30 | 0,1 | ±25 % | ||
Щуп для измерения зазора. Измеряет ширину зазоров | — | — | — | X | 0—6 | 0,1 | — | — | ||
ГОСТ Р ИСО 17637—2024
со
Окончание таблицы А. 1
Сварочный шаблон | Описание | Тип шва | Диапазон измерений, мм | Точность измерений, мм | Угол разделки кромок или угол между свариваемыми угловым швом деталями, град | Допустимое отклонение угла разделки кромок или угла между свариваемыми угловым швом деталями | |||||||
Угловой шов | Стыковой шов | ||||||||||||
Плоский шов | Вогнутый шов | Выпуклый шов | |||||||||||
Крючковый сварочный шаблон для измерения смещения. Измеряет смещение на стадии подготовки стыковых сварных соединений листов и труб | — | — | — | X | 0—100 | 0,05 | — | — | |||||
3 | Универсальный сварочный шаблон для стыковых швов. | X | X | X | X | 0—30 | 0,1 | — | ±25 % | ||||
4Х 5^ | э | ~ \ Д ^ V \ 3 | Х1 ^6 ^2 | Измеряет подготовленное соединение и выполненный стыковой шов: - угол скоса 1', - ширину зазора в корне шва 2; - выпуклость шва 3; - ширину шва 4; - глубину подреза 5; - диаметр сварочных материалов 6 | |||||||||
ГОСТ Р ИСО 17637—2024
ГОСТ Р ИСО 17637—2024
Библиография | |
[1] ISO 3058 [2] ISO 5817 | Non-destructive testing —Aids to visual inspection — Selection of low-power magnifiers Welding. Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) — Quality levels for imperfections |
[3] ISO 9712 [4] ISO 10042 [5] ISO 13385 (all parts) [6] ISO 17635 | Non-destructive testing — Qualification and certification of NDT personnel Welding —Arc-welded joints in aluminium and its alloys — Quality levels for imperfections Geometrical product specifications (GPS) — Dimensional measuring equipment Non-destructive testing of welds — General rules for metallic materials |
10
ГОСТ Р ИСО 17637—2024
УДК 621.791:006.354
ОКС 25.160.40
Ключевые слова: неразрушающий контроль, сварные швы, визуальный контроль, сварка плавлением
11
Редактор Е.В. Якубова
Технический редактор В.Н. Прусакова
Корректор С.И. Фирсова
Компьютерная верстка А.Н. Золотаревой
Сдано в набор 13.11.2024. Подписано в печать 03.12.2024. Формат 60x84%. Гарнитура Ариал.
Усл. печ. л. 1,86. Уч.-изд. л. 1,48.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
