ГОСТ Р ИСО 17659-2009
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Сварка
ТЕРМИНЫ МНОГОЯЗЫЧНЫЕ ДЛЯ СВАРНЫХ СОЕДИНЕНИЙ
Welding. Multilingual terms for welded joints
ОКС 25.160.40
Дата введения 2010-07-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным учреждением "Научно-учебный центр "Сварка и контроль" при МГТУ им.Н.Э.Баумана (ФГУ НУЦСК при МГТУ им.Н.Э.Баумана), Национальным агентством контроля и сварки (НАКС) и Санкт-Петербургским государственным политехническим университетом (СПбГПУ) на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 364 "Сварка и родственные процессы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 4 августа 2009 г. N 279-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 17659:2002* "Сварка. Многоязычные термины для сварных соединений с рисунками" (ISO 17659:2002 "Welding - Multilingual terms for welded joints with illustrations", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Март 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Международный стандарт ИСО 17659 разработан техническим комитетом ИСО/ТК 44 "Сварка и родственные процессы", подкомитетом ПК 7 "Термины и определения".
Тип соединения и подготовка соединения под сварку являются важными составляющими сварных конструкций и зависят от толщины деталей, материалов, процесса сварки и положения сварного шва в пространстве. Поэтому при чтении на разных языках необходимо, чтобы эквивалентные термины толковались однозначно; недоразумения могут иметь серьезные и даже опасные последствия.
Цель данного стандарта - дать однозначное представление сварочных терминов общего употребления. Схематические изображения привязаны к русским, английским и французским терминам, однако, при необходимости, их можно адаптировать, добавляя соответствующие термины на других языках.
1 Область применения
Настоящий стандарт описывает с помощью графического изображения большинство наиболее употребительных терминов на русском, английском и французском языках, относящихся к типам соединений, их подготовке и сварным швам.
Настоящий стандарт может использоваться самостоятельно или совместно с другими подобными стандартами.
Примечания
1 Приведенные в настоящем стандарте рисунки являются лишь эскизами, служащими для пояснения характерных особенностей различных типов соединения. Необязательно изображать эти рисунки в таком же виде на проектных или технических чертежах (например, согласно ИСО 2553).
2 В настоящем стандарте приведены эквивалентные термины на трех официальных языках ИСО (русском, английском и французском).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 857-1, Welding and allied processes - Vocabulary - Part 1: Metal welding processes (Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов)
ISO 2553, Welded, brazed and soldered joints - Symbolic representation on drawings (Соединения сварные и паяные. Условные обозначения на чертежах)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями.
3.1 | 3.1 the junction of workpieces or the edges of workpieces that are to be joined or have been joined | 3.1 disposition relative des | ||
3.2 | 3.2 welding involving localized melting without the application of external force in which the fusion surface(s) has (have) to be melted NOTE Filler metal may or may not be added | 3.2 soudage avec fusion locale sans application d'effort NOTE Un | ||
3.3 Примечание - Сопрягаемые поверхности допускается нагревать, чтобы облегчить получение соединения (ИСО 857-1). | 3.3 welding in which sufficient external force is applied to cause more or less plastic deformation of both the contact surfaces, generally without the addition of filler metal NOTE The faying surfaces may be heated to permit or facilitate joining. [ISO 857-1] | 3.3 NOTE Les faces | ||
3.4 | 3.4 surface of one component that is intended to be in contact with a surface of another component to form a joint | 3.4 surface de I'une des | ||
3.5 | 3.5 penetration that is intentionally not full penetration | 3.5 | ||
3.6 | 3.6 penetration that is less than that required or specified | 3.6 | ||
3.7 | 3.7 type of joint where the parts lie approximately in the same plane and abut against one another | 3.7 type d'assemblage dans lequel les | ||
3.8 | 3.8 type of joint where the parts lie parallel to each other, e.g. in explosive cladding | 3.8 type d'assemblage dans lequel les | ||
3.9 | 3.9 type of joint where the parts lie parallel to each other and overlap each other | 3.9 type d'assemblage dans lequel les | ||
3.10 | 3.10 type of joint where the parts meet each other at approximately right angles (forming a T-shape) | 3.10 type d'assemblage dans lequel les | ||
3.11 | 3.11 type of joint where two parts lying in the same plane each meet, at right angles, a third part lying between them (forming a double T-shape) | 3.11 type d'assemblage dans lequel deux | ||
3.12 | 3.12 type of joint where one part meets the other at an acute angle | 3.12 type d'assemblage dans lequel les | ||
3.13 | 3.13 type of joint where two parts meet at their edges at an angle greater than 30° to each other | 3.13 type d'assemblage dans lequel deux | ||
3.14 | 3.14 type of joint where two parts meet at their edges at an angle of 0° to 30° | 3.14 type d'assemblage dans lequel deux | ||
3.15 | 3.15 type of joint where three or more parts meet at any required angle to each other | 3.15 type d'assemblage dans lequel trios | ||
3.16 | 3.16 type of joint where two parts (e.g. wires) lie crossing over each other | 3.16 type d'assemblage dans lequel deux | ||
3.17 Примечание - Измерение обычно проводят по поперечному сечению шва. | 3.17 dimension measured from the deepest point of the penetration in fillet welds or the extremity of the root run in butt welds to the highest point of the excess weld metal NOTE This is usually measured from a cross-section. | 3.17 soudures d'angle distance NOTE Cette distance est habituellement | ||
3.18 | 3.18 throat thickness specified by the designer | 3.18 gorge | ||
3.19 | 3.19 (fillet welds), the value of the height of the largest isosceles triangle that can be inscribed in the section of the finalized weld (butt welds), the minimum distance from the surface of the part to the bottom of the penetration [ISO 2553] | 3.19 (soudures d'angle) hauteur duplus grand triangle | ||
3.20 | 3.20 dimension that is responsible for carrying the load, dependent on the shape and penetration of the weld | 3.20 dimension qui transmet I'effort et qui | ||
3.21 | 3.21 side of the largest isosceles triangle that can be inscribed in the section | 3.21 soudures d'angle |
4 Использование эквивалентных терминов
Последующие таблицы отображают общепринятое употребление терминов на разных языках, но термины, показанные как эквивалентные, необязательно в точности соответствуют друг другу по значению и определению. В частности, английский термин "fusion face" ("расплавляемая поверхность") относится к любой части поверхности заготовки, расплавляемой во время сварки; в зависимости от контекста этот термин может соответствовать французским терминам "face souder" или "face du chanfrei".
Сравнимые термины, применяемые в США, приведены в приложении А.
5 Типы соединений
Тип соединения определяют количеством, размерами и относительной ориентацией соединяемых деталей. На рисунке 1 схематично показаны примеры с соответствующими терминами и пояснениями.
|
|
| ||||
а) стыковое соединение | b) параллельное соединение Parallel joint Assemblage | с) нахлесточное соединение Lap joint | ||||
|
| |||||
d) тавровое соединение под прямым углом T-joint | e) крестообразное соединение | |||||
|
|
| ||||
f) тавровое соединение под острым углом | g) угловое соединение | h) торцовое соединение под острым углом | ||||
|
| |||||
i) соединение нескольких деталей | j) перекрестное соединение | |||||

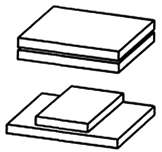








Рисунок 1 - Типы соединений
Figure 1 - Types of joints
Figure 1 - Types d'assemblages
6 Типы подготовки соединений под сварку и геометрия соединений
Рисунки 2-11 и таблицы 1-5 иллюстрируют термины, относящиеся к подготовке соединений и геометрии соединений. Обозначения, показанные на рисунках, приведены перед соответствующими терминами. Линейные размеры и углы показаны числами, а поверхности - буквами. Рисунки приведены в описательных целях и не могут быть основой для технических чертежей.
Рисунки 2-8 относятся к типам подготовки соединений и геометрии соединений при сварке плавлением, рисунки 9-11 - при сварке давлением.
В некоторых случаях соответствующие цифровые обозначения на разных рисунках относятся к одним и тем же терминам, однако это не всегда справедливо для всех рисунков, приведенных в настоящем стандарте.
| |
Рисунок 2 - Подготовка под сварку стыкового соединения без скоса кромок | Рисунок 3 - Подготовка под сварку стыкового соединения со скосом одной кромки с притуплением и с подкладкой |
|
|
Рисунок 4 - Подготовка под сварку стыкового соединения с V-образным скосом кромок и с притуплением | Рисунок 5 - Подготовка под сварку стыкового соединения с U-образным скосом кромок |




Таблица 1 - Термины, относящиеся к подготовке стыковых соединений
Позиция | Русский | English |
|
А | Лицевая поверхность детали | upper workpiece surface | face |
В | Обратная сторона детали | reverse side | face |
С | Боковая кромка пластины | plate edge | chant de la |
D | Расплавляемая поверхность (без скоса кромки) | fusion face (unprepared) | face |
Е | Расплавляемая поверхность (со скосом кромки) | fusion face (prepared) | face du chanfrein |
F | Поверхность притупления кромки | root face |
|
X | Подкладка | weld pool backing | latte-support |
1 | Толщина пластины | plate thickness |
|
3 | Боковое ребро детали | side edge of workpiece |
|
4 | Зазор между свариваемыми поверхностями | root gap |
|
5 | Ребро стыкуемой поверхности | side of gap face |
|
6 | Боковое ребро расплавляемой поверхности | side of fusion face |
|
7 | Длина соединения | joint length | longueur du joint |
8 | Продольное ребро скошенной кромки | longitudinal edge of preparation |
|
9 | Толщина соединения | joint thickness | profondeur du joint |
10 | Радиус при вершине разделки | root radius | rayon |
12 | Притупление кромки | depth of root face | hauteur du talon |
14 | Боковое ребро притупления кромки | side edge of root face |
|
15 | Боковое ребро скошенной кромки | side edge of preparation |
|
16 | Ширина обработки кромки | width of preparation | largeur du chanfrein |
17 | Угол скоса кромки | angle of bevel | angle du chanfrein |
18 | Глубина обработки кромки | depth of preparation | profondeur du chanfrein |
19 | Ширина скошенной поверхности кромки | width of prepared face | largeur de la face du chanfrein |
20 | Ширина разделки | joint width | largeur de I'ouverture |
21 | Угол разделки кромок | included angle | angle d'ouverture |
44 | Выступ кромки | land | |
|
|
|
|
|
Рисунок 6 - Подготовка под сварку таврового соединения | Рисунок 7 - Подготовка под сварку таврового соединения с двусторонним скосом кромки |


Таблица 2 - Термины, относящиеся к подготовке тавровых соединений
Позиция | Русский | English |
|
Е | Расплавляемая поверхность | fusion face (prepared) | face du chanfrein |
I | Расплавляемая поверхность | fusion face (fillet weld) | face |
1 | Толщина пластины | plate thickness |
|
4, 11 | Зазор между свариваемыми деталями | root gap |
|
7 | Длина соединения | joint length | longueur du joint |
8 | Продольное ребро скошенной кромки | longitudinal edge of preparation |
|
12 | Притупление кромки | depth of root face | hauteur du talon |
13 | Продольное ребро притупления кромки | longitudinal edge of root face |
|
14 | Боковое ребро притупления кромки | side edge of root face |
|
15 | Боковое ребро скошенной кромки | side edge of preparation |
|
16 | Ширина обработки кромки | width of preparation | largeur du chanfrein |
17 | Угол скоса кромки | angle of bevel | angle du chanfrein |
18 | Глубина обработки кромки | depth of preparation | profondeur du chanfrein |
20 | Ширина разделки | joint width | largeur de l'ouverture |
21 | Угол разделки кромок | included angle | angle d'ouverture |
|
|
|
|

Рисунок 8 - Подготовка под сварку стыкового соединения с отбортовкой кромок
Figure 8 - Preparation for butt weld between plates with raised edges
Figure 8 - Assemblage bords
![]()
Таблица 3 - Термины, относящиеся к подготовке стыкового соединения с отбортовкой кромок
Позиция | Русский | English |
|
D | Расплавляемая поверхность (без скоса кромки) | fusion face (unprepared) | face |
1 | Толщина пластины | plate thickness | Epaisseur de la |
22 | Длина отбортовки кромок | length of raised edge | longueur du bord |
23 | Продольное ребро отбортованной кромки | longitudinal side of raised edge |
|
24 | Стык отбортованных кромок | abutment of raised edge |
|
25 | Высота отбортовки кромки | depth of raised edge | hauteur du bord |
26 | Радиус отбортовки кромки | radius of raised edge | rayon de pliage du bord |
|
|
|
|
|
а) круглые выступы | b) удлиненные выступы |
| |
с) кольцевые выступы | |



Рисунок 9 - Формы соединений при рельефной сварке
Figure 9 - Forms of projection welds
Figure 9 - Formes de bossages
Таблица 4 - Термины, относящиеся к подготовке соединения под рельефную сварку
Позиция | Русский | English |
|
1 | Толщина пластины | plate thickness |
|
27 | Шаг выступа | pitch (of projections) | entraxe (des bossages) |
28 | Высота выступа | projection height | hauteur du bossage |
29 | Длина выступа | projection length | longueur du bossage |
30 | Ширина выступа | projection width | largeur du bossage |
31 | Диаметр выступа | projection diameter |
|
32 | Диаметр кольцевого выступа | annular projection diameter |
|
33 | Расстояние до края детали | edge distance | distance au bord (de la |
|
|
Рисунок 10 - Сборка под контактную точечную и шовную сварки с раздавливанием кромок | Рисунок 11 - Сборка под шовную контактную стыковую сварку по фольге |


Таблица 5 - Термины, относящиеся к сборке под сварку давлением нахлесточных соединений
Позиция | Русский | English |
|
G | Область нахлестки | lapped area | surface de recouvrement |
Н | Поверхность контакта с фольгой | foil contact surface | surface de contact du feuillard |
1 | Толщина пластины | plate thickness |
|
2 | Ширина детали | workpiece | larqeur de la |
5 | Ребро стыкуемой поверхности | side of gap face |
|
34 | Длина нахлестки | lap lenqth | lonqueur de recouvrement |
35 | Ширина нахлестки | lap width | larqeur de recouvrement |
36 | Длина фольги | foil lenqth | lonqueur du feuillard |
37 | Ширина фольги | foil width | larger du feuillard |
38 | Толщина фольги | foil thickness |
|
7 Швы при сварке плавлением
Термины, относящиеся к типовым швам, выполненным сваркой плавлением, приведены на рисунке 12. На рисунке 13 схематично показаны элементы стыковых швов, на рисунках 14 и 15 - элементы угловых швов различной формы, на рисунке 16 - элементы многопроходных швов.
|
|
а) стыковой шов с V-образной разделкой кромок | b) угловой шов |


Рисунок 12 - Примеры швов при сварке плавлением
Figure 12 - Typical examples of fusion welds
Figure 12 - Exemples types de soudures par fusion
Таблица 6 - Термины, относящиеся к сварным соединениям при сварке плавлением
Позиция | Русский | English |
|
1 | Основной металл | parent metal |
|
2 | Металл шва | weld metal |
|
3 | Зона термического влияния | heat-affected zone | zone thermiquement |
4 | Зона сварного соединения | weld zone | zone |
5 | Глубина проплавпения | fusion penetration |
|
6 | Граница шва | fusion line | zone de liaison |
7 | Корень шва | root of weld | racine (de la soudure) |
8 | Ширина шва | weld width | largeur de la soudure |
9 | Высота выпуклости шва | excess weld metal |
|
10 | Катет углового шва | leg length | |
11 | Высота выпуклости корня шва | penetration bead thickness |
|
25 | Глубина проплавления корня шва | root penetration |
|
26 | Зона проплавления | fusion zone | zone de dilution |
|
|
а) общий вид стыкового шва | b) стыковой шов с полным проплавлением |
|
|
c) стыковой шов с неполным проплавлением | d) стыковой шов таврового соединения |

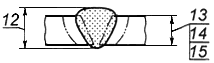


Рисунок 13 - Примеры стыковых швов
Figure 13 - Typical examples of butt welds
Figure 13 - Exemples types de soudures bout a bout
Таблица 7 - Термины, относящиеся к стыковым швам при сварке плавлением
Позиция | Русский | English |
|
12 | Максимальная толщина шва | maximum throat thickness |
|
13 | Проектная толщина шва | design throat thickness |
|
14 | Теоретическая толщина шва | actual throat thickness |
|
15 | Эффективная толщина шва | effective throat thickness |
|
16 | Угол перехода шва к основному металлу | weld toe angle | angle de raccordement |
17 | Длина шва | weld length | longueur de Ia soudure |
18 | Чешуйчатая поверхность шва | weld surface with bead ripples | surface de la soudure avec vagues de solidification |
27 | Ширина выпуклости корня шва | root width | largeur du cordon |
|
|
|
8 Толщина угловых швов
В связи с тем, что существуют различные формы угловых швов, необходимо учитывать различные значения размеров их толщин (см. также рисунок 12b).
|
|
а) (14) больше, чем (13) | b) (14) меньше, чем (13) |


Рисунок 14 - Толщины угловых швов
Figure 14 - Throat thicknesses for fillet welds
Figure 14 - Gorges des soudures d'angle
Таблица 8 - Термины, относящиеся к толщине угловых швов
Позиция | Русский | English |
|
12 | Максимальная толщина шва | maximum throat thickness | gorge totale |
13 | Проектная толщина шва | design throat thickness | gorge |
14 | Теоретическая толщина шва | actual throat thickness | gorge |
15 | Эффективная толщина шва | effective throat thickness | gorge efficace |
|
|
а) угловой выпуклый шов | b) угловой вогнутый шов |
|
|
с) угловой шов с зазором | d) угловой шов с разными катетами |
|
|
e) угловой шов с неполным проплавлением | f) угловой шов с глубоким проплавлением |
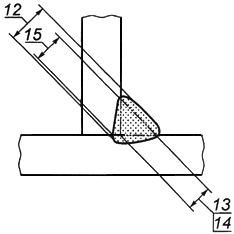





Рисунок 15 - Примеры угловых швов различной формы
Figure 15 - Typical examples of fillet welds with different shapes
Figure 15 - Exemples types de soudures d'angle avec ![]() configurations
configurations
|
|
а) стыковой шов с V-образной разделкой кромок и с притуплением | b) стыковой шов таврового соединения с односторонней разделкой кромки |
|
|
с) стыковой шов с V-образной разделкой кромок и с подварочным валиком | d) стыковой шов с Х-образной разделкой кромок |
| |
e) многопроходный угловой шов | |





Рисунок 16 - Примеры многопроходных швов при сварке плавлением
Figure 16 - Typical examples of multi-run fusion welds
Figure 16 - Exemples types de soudures par fusion multipasses
Таблица 9 - Термины, относящиеся к соединениям с многопроходными швами при сварке плавлением
Позиция | Русский | English |
|
5 | Глубина проплавления | fusion penetration |
|
10 | Катет углового шва | leg length | |
11 | Высота выпуклости корня шва | penetration bead thickness |
|
19 | Границы проходов на наружной поверхности шва | toe | raccordement |
20 | Корневой проход | root run | passe de fond |
21 | Слой заполняющих проходов | layers of filling runs | passes de remplissage |
22 | Слой облицовочных проходов | layer of capping runs | passe(s) terminale(s) |
23 | Подварочный валик | sealing run | reprise a I'envers |
24 | Первый проход с обратной стороны | first run on the second side |
|
25 | Глубина проплавления корня шва | root penetration |
|
9 Швы при сварке давлением
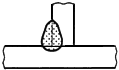
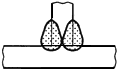
Термины, относящиеся к типовым швам, которые выполнены сваркой давлением, приведены на рисунке 17.
|
|
|
а) шов с гратом при стыковой сварке сопротивлением | b) шов с гратом при стыковой сварке оплавлением или трением | с) шов при приварке шпильки |



|
|
d) шов при точечной контактной сварке | e) шов при шовной контактной сварке |


|
|
|
f) двойной ряд сварных точек, расположенных в шахматном порядке | g) шов при точечной контактной сварке | h) шов при рельефной сварке |

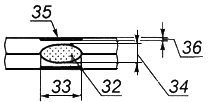

Рисунок 17 - Примеры швов при сварке давлением
Figure 17 - Typical examples of welds made using pressure
Figure 17 - Exemples types de soudures avec pression
Таблица 10 - Термины, относящиеся к швам при сварке давлением
Позиция | Русский | English |
|
4 | Зона сварного соединения | weld zone | zone |
30 | Выдавленный металл | upset metal | bourrelet de refoulement |
31 | Грат | flash | bavure |
32 | Ядро сварной точки | weld nugget | noyau de la soudure |
33 | Диаметр ядра сварной точки | nugget diameter | diameter du noyau |
34 | Толщина ядра сварной точки | nugget thickness |
|
35 | Вмятина | indentation | indentation |
36 | Глубина вмятины | indentation depth | profondeur d'indentation |
37 | Зона контакта между свариваемыми деталями | weld interface | interface |
38 | Длина шва | weld length | longueur de la soudure |
39 | Шаг сварных точек | weld pitch | entraxe (des points de soudure) |
40 | Перекрытие сварных точек | nugget overlap | recouvrement des noyaux |
41 | Продольное смещение точек в соседних рядах | stagger |
|
42 | Расстояние между рядами сварных точек | row pitch |
|
43 | Расстояние до края детали | edge distance | distance au bord (de la |
45 | Шпилька | stud | goujon |
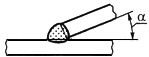
10 Примеры швов при сварке плавлением соединений различных типов и с различной подготовкой деталей под сварку
Примеры типов соединений и швов и подготовки деталей при сварке плавлением приведены на рисунках 18.01-18.39 в таблице 11.
Таблица 11
Рисунок | Тип соединения | Характеристика шва | Подготовка деталей под сварку | |
18.01
| Р: | Стыковое | Проплавление полное | Без скоса кромок и зазора |
Е: | Butt | Full penetration | Close square | |
F: | Bout | A pleine | Bords droits | |
18.02
135° | P: | Стыковое | Проплавление полное | Без скоса кромок |
Е: | Butt | Full penetration | Close square (single-V, unprepared) | |
F: | Bout | A pleine | Bords droits | |
18.03
| Р: | Стыковое | Проплавление полное | Отбортовка кромок |
Е: | Butt | Full penetration | Raised edges | |
F: | Bout | A pleine | Bords | |
18.04
| P: | Стыковое | Проплавление частичное | Без скоса кромок и зазора |
E: | Butt | Partial penetration | Close square | |
F: | Bout |
| Bords droits | |
18.05
| P: | Стыковое | Двусторонний с полным проплавлением | Без скоса кромок и зазора |
E: | Butt | Full penetration butt welded from both sides | Close square | |
F: | Bout |
| Bords droits | |
18.06
| P: | Стыковое | Проплавление полное | V-образный скос кромок с притуплением и с зазором |
E: | Butt | Full penetration | Single-V with root faces and root gap | |
F: | Bout |
| En V | |
18.07
| P: | Стыковое | Проплавление полное | Без скоса кромок с зазором и с подкладкой |
E: | Butt | Full penetration | Open square with backing bar | |
F: | Bout |
| Bords droits avec latte-support | |
18.08
| P: | Стыковое | Проплавление полное | V-образный скос кромок и с подкладкой |
E: | Butt | Full penetration | Single-V with backing bar | |
F: | Bout |
| en V avec latte-support | |
18.09
| P: | Стыковое | Полное проплавление с подварочным швом | V-образный скос кромок с притуплением |
E: | Butt | Full penetration with sealing run | Single-V with root faces | |
F: | Bout |
| en Y | |
18.10
| P: | Стыковое | Двусторонний с полным проплавлением | Х-образный скос кромок с притуплением и с зазором |
E: | Butt | Full penetration welded from both sides | Double-V with root faces and root gap | |
F: | Bout |
| en X ou en double V | |
18.11
| P: | Стыковое | Двусторонний с частичным проплавлением | Двусторонняя с V-образными скосами кромок и с притуплением |
E: | Butt | Partial penetration welded from both sides | Double-V | |
F: | Bout |
| en double Y | |
18.12
| P: | Стыковое | Стыковой и угловой шов с частичным проплавлением | V-образный скос кромок с притуплением |
E: | Butt | Butt and fillet partial penetration | Single-Vs | |
F: | Bout |
| Avec chanfrein en Y d'un seul | |
18.13
| P: | Стыковое | Двусторонний с полным проплавлением | Х-образный скос кромок с притуплением и с зазором |
E: | Butt | Full penetration welded from both sides | Double-V with root faces and root gap | |
F: | Bout |
| En X ou en double V | |
18.14
| P: | Стыковое | Угловой двусторонний | Без скоса кромок и зазора |
E: | Butt | Fillet welded from both sides | Close square | |
F: | Bout |
| Bords droits | |
18.15
| P: | Стыковое | Проплавление полное | Односторонний скос кромки с притуплением и с зазором |
E: | Butt | Full penetration | Single-bevel with root face and root gap | |
F: | Bout |
| En demi-V | |
18.16
| P: | Стыковое | Проплавление полное с подварочным швом | Односторонний скос кромки с притуплением и с зазором; более толстая пластина утонена |
E: | Butt | Full penetration with sealing run | Single-bevel with root face and root gap; thicker plate tapered | |
F: | Bout |
| En demi-V avec | |
18.17
| P: | Стыковое | Комбинированный: стыковой и угловой с подварочным швом | Односторонний скос кромки с притуплением и с зазором |
E: | Butt | Compound of butt and fillet with sealing run | Single-bevel with root face and root gap | |
F: | Bout |
| En demi-V | |
18.18
| P: | Стыковое | Двусторонний с полным проплавлением | Односторонний скос кромки с притуплением и с зазором |
E: | Butt | Full penetration welded from both sides | Single-bevel with root face and root gap | |
F: | Bout |
| En demi-V | |
18.19
| P: | Тавровое под прямым углом | Проплавление полное | Односторонний скос кромки с притуплением и с зазором |
E: | Т | Full penetration | Single-bevel with root face and root gap | |
F: | En T |
| En demi-V | |
18.20
| P: | Тавровое под прямым углом | Угловой односторонний | Без скоса кромки и зазора |
E: | T | Fillet welded from one side | Close square | |
F: | Еn Т | Soudure d'angle | Bords droits | |
18.21
| P: | Тавровое под прямым углом | Угловой двусторонний с полным проплавлением | Без скоса кромки и зазора |
E: | T | Full penetration fillet welded from both sides | Close square | |
F: | Еn Т | Double soudure d'angle | Bords droits | |
18.22
| P: | Тавровое под прямым углом | Угловой двусторонний | Без скоса кромки и зазора |
E: | T | Fillet welded from both sides | Close square | |
F: | Еn Т | Double soudure d'angle | Bords droits | |
18.23
| P: | Тавровое под прямым углом | Двусторонний с полным проплавлением | Двусторонний скос кромки с зазором |
E: | T | Full penetration welded from both sides | Double bevel with root gap | |
F: | Еn Т |
| En K | |
18.24
| P: | Тавровое под прямым углом | Двусторонний с полным проплавлением. Комбинация стыкового и углового швов | Двусторонний скос кромки с зазором |
E: | Т | Full penetration welded from both sides. Combined butt and fillets | Double bevel with root gap | |
F: | Еn Т | Double soudure d'angle | En K | |
18.25
| P: | Тавровое под прямым углом | Двусторонний с частичным проплавлением | Двусторонний скос кромки с притуплением |
E: | Т | Partial penetration welded from both sides | Double bevel | |
F: | Еn Т | Double soudure d'angle | En demi-Y double | |
18.26
| P: | Тавровое под острым углом | Проплавление полное | Односторонний скос кромки с зазором |
E: | Angle | Full penetration | Single-bevel with root gap | |
F: | En angle |
| En demi-V | |
18.27
5° | P: | Тавровое под острым углом | Угловой | Без скоса кромки и зазора |
E: | Angle | Fillet | Close square | |
F: | En angle |
|
| |
18.28
| P: | Крестообразное | Стыковой двусторонний с полным проплавлением | Двусторонний скос кромок |
E: | Cruciform | Full penetration butt welded from both sides | Double bevel | |
F: | En croix | Doubles soudures d'angle | En double K | |
18.29
| P: | Крестообразное | Угловой двусторонний | Без скоса кромок и зазора |
E: | Cruciform | Fillet welded from both sides | Close square | |
F: | En croix | Doubles soudures d'angle | Bords droits | |
18.30
0° | P: | Нахлесточное | Угловой | Без скоса кромки |
E: | Lap | Fillet | Square edge | |
F: |
| Soudure d'angle | Bords droits | |
18.31
| P: | Нахлесточное или параллельное | Пробочный | Отверстие(я) в одной пластине |
E: | Lap or parallel | Plug | Hole(s) in one plate | |
F: |
| En bouchon | Trou(s) dans l'une des | |
18.32
| P: | Нахлесточное или параллельное | Угловой по замкнутому контуру | Отверстие(я) в одной пластине |
E: | Lap or parallel | Fillet welded all round | Hole(s) in one plate | |
F: |
| En entaille | Trou(s) dans l'une des | |
18.33
| P: | Нахлесточное или параллельное | Точечный, полученный при сварке плавлением | Отсутствует |
E: | Lap or parallel | Fusion spot | None | |
F: |
| Par points par fusion | Aucune | |
18.34
| P: | Угловое | Стыковой с полным проплавлением | Односторонний скос кромки с притуплением и с зазором |
E: | Corner | Full penetration butt welded | Single bevel with root face and root gap | |
F: | En angle |
| En demi-V | |
18.35
30° | P: | Угловое | Угловой | Кромки обрабатываются (при необходимости) |
E: | Corner | Fillet | Edges prepared as necessary | |
F: | En angle | Soudure d'angle | Bords droits | |
18.36
| P: | Угловое | Угловой двусторонний с полным проплавлением | Без скоса кромок |
E: | Corner | Full penetration fillet welded from both sides | Square edge | |
F: | En angle | Double soudure d'angle | Bords droits | |
18.37
| P: | Угловое | Угловой двусторонний с частичным проплавлением | Без скоса кромок |
E: | Corner | Partial fillet welded from both sides | Square edges | |
F: | En angle | Double soudure d'angle | Bords droits avec chevauchement partiel des | |
18.38
| P: | Торцовое | Проплавление торцов полное | Без скоса кромок |
E: | Edge | Edges fully covered | Square edges | |
F: | Sur chant | Avec fusion totale des deux chants | Bords droits | |
18.39
| P: | Нахлесточное | Соединение с уступом на листе | Без скоса кромок |
E: | Lap | Joggle joint | Square edges | |
F: |
| Soudure | Bords droits | |
P, E, F - обозначение русского, английского и французского языков соответственно. | ||||



















Приложение А
(справочное)
Сравнение с терминами, применяемыми в США
Пункт/ рисунок | Термин на русском языке, применяемый в настоящем стандарте | Термин на английском языке, применяемый в ИСО 17659 | Термин, |
3.8 | Параллельное соединение | parallel joint | edge joint |
3.11 | Крестообразное соединение | cruciform joint | double T-joint |
3.12 | Тавровое соединение под острым углом | angle joint | skewed T-joint |
3.15 | Соединение нескольких деталей | multiple joint | multiple member joint |
2 | Стыковое соединение без скоса кромок | square butt weld | single square groove weld |
3 | Стыковое соединение со скосом одной кромки | single bevel butt weld | single bevel groove weld |
4 | Стыковое соединение с V-образным скосом кромок | single V-butt weld | single V-groove weld |
5 | Стыковое соединение с U-образным скосом кромок | single U-butt weld | single U-groove weld |
8 | Стыковое соединение с отбортовкой кромок | butt weld between plates with raised edges | edge flanged weld |
Алфавитный указатель на русском языке
В | Рисунок/пункт | Позиция |
Валик подварочный | Рисунок 16 с) | 23 |
Вид стыкового шва общий | Рисунок 13 а) | |
Вмятина | Рисунок 17 g) | 35 |
Высота выпуклости корня шва | Рисунок 12 а) и 16 а), b) | 11 |
Высота выпуклости шва | Рисунок 12 а), b) | 9 |
Высота выступа | Рисунок 9 а), b), с) | 28 |
Высота отбортовки кромок | Рисунок 8 | 25 |
Выступ кольцевой | Рисунок 9 с) | |
Выступ кромки | Рисунок 5 | 44 |
Выступ круглый | Рисунок 9 а) | |
Выступ удлиненный | Рисунок 9 b) | |
Г | ||
Глубина вмятины | Рисунок 17 g) | 36 |
Глубина обработки кромки | Рисунки 4 и 7 | 18 |
Глубина проплавления | Рисунок 12 а), b) и 16 е) | 5 |
Глубина проплавления корня шва | Рисунок 12 b) и 16 е) | 25 |
Граница прохода наружной поверхности шва | Рисунок 16 а)-е) | 19 |
Граница шва | Рисунок 12 а), b) | 6 |
Грат | Рисунок 17 b), с) | 31 |
Д | ||
Диаметр выступа | Рисунок 9 а) | 31 |
Диаметр кольцевого выступа | Рисунок 9 с) | 32 |
Диаметр ядра сварной точки | Рисунок 17 d), e), g), h) | 33 |
Длина выступа | Рисунок 9 b) | 29 |
Длина нахлестки | Рисунок 10 | 34 |
Длина отбортовки кромок | Рисунок 8 | 22 |
Длина соединения | Рисунки 2, 5 и 6 | 7 |
Длина фольги | Рисунок 11 | 36 |
Длина шва | Рисунки 13 а) и 17 е), f) | 17,38 |
З | ||
Зазор между свариваемыми поверхностями | Рисунки 2-7 | 4 и 11 |
Зона контакта между свариваемыми деталями | Рисунок 17 а), b) | 37 |
Зона проплавления | Рисунок 12 а), b) | 26 |
Зона сварного соединения | Рисунки 12 а), b) и 17 а), b), с) | 4 |
Зона термического влияния | Рисунок 12 а), b) | 3 |
К | ||
Катет углового шва | 3.21; Рисунки 12 b) и 16 е) | 10 |
Корень шва | Рисунок 12 а), b) | 7 |
Кромка пластины боковая | Рисунок 2 | С |
М | ||
Металл выдавленный | Рисунок 17 а) | 30 |
Металл основной | Рисунок 12 а), b) | 1 |
Металл шва | Рисунок 12 а), b) | 2 |
О | ||
Область нахлестки | Рисунок 10 | G |
П | ||
Перекрытие сварных точек | Рисунок 17 е) | 40 |
Поверхность детали лицевая | Рисунки 2 и 3 | А |
Поверхность контакта с фольгой | Рисунок 11 | Н |
Поверхность притупления кромки | Рисунки 3-5 | F |
Поверхность расплавляемая | Рисунки 6 и 7 | I |
Поверхность расплавляемая (без скоса кромки) | Рисунки 2, 3 и 8 | D |
Поверхность расплавляемая (со скосом кромки) | Рисунки 3, 4, 5 и 7 | Е |
Поверхность сопрягаемая | 3.4 | |
Поверхность шва чешуйчатая | Рисунок 13 а) | 18 |
Подготовка под сварку стыкового соединения без скоса кромок | Рисунок 2 | |
Подготовка под сварку стыкового соединения со скосом одной кромки с притуплением и с подкладкой | Рисунок 3 | |
Подготовка под сварку стыкового соединения с отбортовкой кромок | Рисунок 8 | |
Подготовка под сварку стыкового соединения с U-образным скосом кромок | Рисунок 5 | |
Подготовка под сварку стыкового соединения с V-образным скосом кромок и притуплением | Рисунок 4 | |
Подготовка под сварку таврового соединения | Рисунок 6 | |
Подготовка под сварку таврового соединения с двухсторонним скосом кромок | Рисунок 7 | |
Подкладка | Рисунок 3 | X |
Примеры стыковых швов | Рисунок 13 | |
Примеры швов при сварке плавлением | Рисунок 12 | |
Притупление кромки | Рисунки 3, 4, 5 и 7 | 12 |
Проплавление неполное | 3.6 | |
Проход корневой | Рисунок 16 а)-d) | 20 |
Проход с обратной стороны первый | Рисунок 16 d) | 24 |
Р | ||
Радиус отбортовки кромки | Рисунок 8 | 26 |
Радиус при вершине разделки | Рисунок 5 | 10 |
Расстояние до края детали | Рисунок 9 а), b), с) | 33 |
Рисунок 17 f) | 43 | |
Расстояние между рядами сварных точек | Рисунок 17 f) | 42 |
Ребро детали боковое | Рисунок 2 | 3 |
Ребро отбортованной кромки продольное | Рисунок 8 | 23 |
Ребро притупления кромки боковое | Рисунки 4, 5 и 7 | 14 |
Ребро притупления кромки продольное | Рисунки 6 и 7 | 13 |
Ребро расплавляемой поверхности боковое | Рисунок 2 | 6 |
Ребро скошенной кромки боковое | Рисунки 4 и 7 | 15 |
Ребро скошенной кромки продольное | Рисунки 5 и 7 | 8 |
Ребро стыкуемой поверхности | Рисунки 2 и 10 | 5 |
Ряд двойной сварных точек, расположенных в шахматном порядке | Рисунок 17 f) | |
С | ||
Сборка под контактную точечную и шовную сварки с раздавливанием кромок | Рисунок 10 | |
Сборка под шовную контактную стыковую сварку по фольге | Рисунок 11 | |
Сварка давлением | 3.3 | |
Сварка плавлением | 3.2 | |
Слой заполняющих проходов | Рисунок 16 а)-d) | 21 |
Слой облицовочных проходов | Рисунок 16 а)-d) | 22 |
Смещение точек в соседних рядах продольное | Рисунок 17 f) | 41 |
Соединение | 3.1 | |
Соединение крестообразное | 3.11; Рисунок 1 е) | |
Соединение нахлесточное | 3.9; Рисунок 1 с) | |
Соединение нескольких деталей | 3.15; Рисунок 1 i) | |
Соединение параллельное | 3.8; Рисунок 1 b) | |
Соединение перекрестное | 3.16; Рисунок 1 j) | |
Соединение стыковое | 3.7; Рисунок 1 а) | |
Соединение с уступом | Рисунок 18.39 | |
Соединение тавровое под острым углом | 3.12; Рисунок 1 f) | |
Соединение тавровое под прямым углом | 3.10; Рисунок 1 d) | |
Соединение торцовое | 3.14; Рисунок 1 h) | |
Соединение угловое | 3.13; Рисунок 1 g) | |
Сторона детали обратная | Рисунки 2 и 3 | В |
Стык отбортованных кромок | Рисунок 8 | 24 |
Т | ||
Толщина пластины | Рисунки 2-6, 8, 9 а), 10, 11 | 1 |
Толщина соединения | Рисунки 2-5 | 9 |
Толщина фольги | Рисунки 11 | 38 |
Толщина шва максимальная | 3.17; Рисунки 13 а)-d), 14 а), b) и 15 a)-f) | 12 |
Толщина шва проектная | 3.18; Рисунки 13 a)-d), 14 а), b) и 15 a)-f) | 13 |
Толщина шва теоретическая | 3.19 | |
Рисунки 14 а), b) и 15 а)-f) | 14 | |
Толщина ядра сварной точки | Рисунок 17 g), h) | 34 |
Толщины угловых швов | Рисунок 14 | |
У | ||
Угол перехода шва к основному металлу | Рисунок 13 а) | 16 |
Угол разделки кромок | Рисунки 4, 5 | 21 |
Угол скоса кромки | Рисунки 4, 5 и 7 | 17 |
Ф | ||
Форма соединений при рельефной сварке | Рисунок 9 | |
Ш | ||
Шаг выступа | Рисунок 9 а), b), с) | 27 |
Шаг сварных точек | Рисунок 17 d), f) | 39 |
Ширина выпуклости корня шва | Рисунок 13 а) | 27 |
Ширина выступа | Рисунок 9 b), с) | 30 |
Ширина детали | Рисунок 11 | 2 |
Ширина нахлестки | Рисунок 10 | 35 |
Ширина обработки кромки | Рисунки 4, 5 и 7 | 16 |
Ширина разделки соединения | Рисунки 3-5, 7 | 20 |
Ширина скошенной поверхности | Рисунок 4 | 19 |
Ширина фольги | Рисунок 11 | 37 |
Ширина шва | Рисунок 12 а) | 8 |
Шов при приварке шпильки | Рисунок 17 с) | |
Шов при рельефной сварке | Рисунок 17 h) | |
Шов при стыковой сварке с гратом | Рисунок 17 b) | |
Шов при стыковой сварке сопротивлением | Рисунок 17 а) | |
Шов при точечной контактной сварке | Рисунок 17 d), g) | |
Шов при шовной контактной сварке | Рисунок 17 е) | |
Шов стыковой с неполным проплавлением | Рисунок 13 с) | |
Шов стыковой с V-образной разделкой кромок | Рисунок 12 а) | |
Шов стыковой с V-образной разделкой кромок и с подварочным валиком | Рисунок 16 с) | |
Шов стыковой с V-образной разделкой кромок и с притуплением | Рисунок 16 а) | |
Шов стыковой с Х-образной разделкой кромок | Рисунок 16 d) | |
Шов стыковой с полным проплавлением | Рисунок 13 b) | |
Шов стыковой таврового соединения | Рисунок 13 d) | |
Шов стыковой таврового соединения с односторонней разделкой кромки | Рисунок 16 b) | |
Шов угловой | Рисунок 12 b) | |
Шов угловой вогнутый | Рисунок 15 b) | |
Шов угловой выпуклый | Рисунок 15 а) | |
Шов угловой многопроходный | Рисунок 16 е) | |
Шов угловой с глубоким проплавлением | Рисунок 15 f) | |
Шов угловой с зазором | Рисунок 15 с) | |
Шов угловой с неполным проплавлением | Рисунок 15 е) | |
Шов угловой с разными катетами | Рисунок 15 d) | |
Шпилька | Рисунок 17 с) | 45 |
Я | ||
Ядро точки сварной | Рисунок 17 g), h) | 32 |
Алфавитный указатель на английском языке
Figure/reference | Identification | |
А | ||
abutment of raised edge | Figure 8 | 24 |
actual throat thickness | 3.19 | |
Figures 14 a), b) and 15 a) to f) | 14 | |
angle joint | 3.12; Figure 1 f) | |
angle of bevel | Figures 4, 5 and 7 | 17 |
annular projection diameter | Figure 9 c) | 32 |
annular projections | Figure 9 c) | |
arc stud weld | Figure 17 c) | |
В | ||
butt join | 3.7; Figure 1 a) | |
butt weld T-joint | Figure 13 d) | |
butt weld with flash (flash or friction) | Figure 17 b) | |
butt weld with upset | Figure 17 a) | |
С | ||
concave fillet weld | Figure 15 b) | |
configuration for foil-seam-welds | Figure 11 | |
configuration for spot, seam or mash welds | Figure 10 | |
convex fillet weld | Figure 15 a) | |
corner joint | 3.13; Figure 1 g) | |
cross joint | 3.16; Figure 1 j) | |
cruciform joint | 3.11; Figure 1 e) | |
D | ||
depth of preparation | Figures 4 and 7 | 18 |
depth of raised edge | Figure 8 | 25 |
depth of root face | Figures 3, 4, 5 and 7 | 12 |
design throat thickness | 3.18 | |
Figures 13 a) to d), 14 a), b) and 15 a) to f) | 13 | |
double row of staggered, spaced spot welds | Figure 17 f) | |
double V-butt weld | Figure 16 d) | |
E | ||
edge distance | Figure 9 a), b), c) | 33 |
Figure 17 f) | 43 | |
edge joint | 3.14; Figure 1 h) | |
effective throat thickness | 3.20 | 15 |
Figures 13 b), c), d), 14 a), b) and 15 a) to f) | ||
elongated projections | Figure 9 b) | |
excess weld metal | Figure 12 a), b) | 9 |
F | ||
faying surface | 3.4 | |
fillet weld | Figure 12 b) | |
fillet weld with deep penetration | Figure 15 f) | |
fillet weld with gap | Figure 15 c) | |
fillet weld with incomplete penetration | Figure 15 e) | |
fillet weld with unequal legs | Figure 15 d) | |
first run on the second side | Figure 16 d) | 24 |
flash | Figure 17 b), c) | 31 |
foil contact surface | Figure 11 | H |
foil length | Figure 11 | 36 |
foil thickness | Figure 11 | 38 |
foil width | Figure 11 | 37 |
forms of projection welds | Figure 9 | |
full penetration butt weld | Figure 13 b) | |
fusion face (fillet weld) | Figures 6 and 7 | I |
fusion face (prepared) | Figures 3, 4, 5 and 7 | E |
fusion face (unprepared) | Figures 2, 3 and 8 | D |
fusion line | Figure 12 a), b) | 6 |
fusion penetration | Figures 12 a), b), 16 e) | 5 |
fusion welding | 3.2 | |
fusion zone | Figure 12 a), b) | 26 |
G | ||
general view of butt weld | Figure 13 a) | |
H | ||
heat-affected zone | Figure 12 a), b) | 3 |
I | ||
included angle | Figures 3-7 | 21 |
incomplete penetration | 3.6 | |
incomplete penetration butt weld | Figure 13 c) | |
indentation | Figure 17 g) | 35 |
indentation depth | Figure 17 g) | 36 |
J | ||
joggle joint | Figure 18.39 | |
joint | 3.1 | |
joint length | Figures 2, 5 and 6 | 7 |
joint thickness | Figures 2-5 | 9 |
joint width | Figures 3-5 and 7 | 20 |
L | ||
land | Figure 5 | 44 |
lap joint | 3.9; Figure 1 c) | |
lap length | Figure 10 | 34 |
lapped area | Figure 10 | G |
lap width | Figure 10 | 35 |
layer of capping runs | Figure 16 a) to d) | 22 |
layers of filling runs | Figure 16 a) to d) | 21 |
leg length | 3.21 | 10 |
Figures 12 b) and 16 e) | ||
length of raised edge | Figure 8 | 22 |
longitudinal edge of preparation | Figures 5 and 7 | 8 |
longitudinal edge of root face | Figures 6 and 7 | 13 |
longitudinal side of raised edge | Figure 8 | 23 |
М | ||
maximum throat thickness | 3.17 | |
Figures 13 a) to d), 14 a), b) and 15 a) to f) | 12 | |
multiple joint | 3.15; Figure 1 i) | |
multi-run fillet weld | Figure 16 e) | |
N | ||
nugget diameter | Figure 17 d), e), g), h) | 33 |
nugget overlap | Figure 17 e) | 40 |
nugget thickness | Figure 17 g), h) | 34 |
P | ||
parallel joint | 3.8; Figure 1 b) | 1 |
parent metal | Figure 12 a), b) | |
partial penetration | 3.5 | 11 |
penetration bead thickness | Figures 12 a) and 16 a), b) | 27 |
pitch (of projections) | Figure 9 a), b), c) | С |
plate edge | Figure 2 | 1 |
plate thickness | Figures 2-6, 8, 9 a), 10, 11 | |
preparation for butt weld between plates with raised edges | Figure 8 | |
preparation for double-bevel T-butt welds | Figure 7 | |
preparation for fillet weld (T-joint) | Figure 6 | |
preparation for single bevel butt weld with backing | Figure 3 | |
preparation for single U-butt weld | Figure 5 | |
preparation for single V-butt weld | Figure 4 | |
preparation for square butt weld | Figure 2 | |
projection diameter | Figure 9 a) | 31 |
projection height | Figure 9 a), b), c) | 28 |
projection length | Figure 9 b) | 29 |
projection weld | Figure 17 h) | |
projection width | Figure 9 b), c) | 30 |
R | ||
radius of raised edge | Figure 8 | 26 |
resistance spot weld | Figure 17 g) | |
reverse side | Figures 2 and 3 | В |
root face | Figures 3-5 | F |
root gap | Figures 2-7 | 4 and 11 |
root of weld | Figure 12 a), b) | 7 |
root penetration | Figures 12 b) and 16 e) | 25 |
root radius | Figure 5 | 10 |
root run | Figure 16 a) to d) | 20 |
root width | Figure 13 a) | 27 |
round projections | Figure 9 a) | |
row pitch | Figure 17 f) | 42 |
S | ||
sealing run | Figure 16 c) | 23 |
seam weld | Figure 17 e) | |
side edge of preparation | Figures 4 and 7 | 15 |
side edge of root face | Figures 4, 5 and 7 | 14 |
side edge of workpiece | Figure 2 | 3 |
side of fusion face | Figure 2 | 6 |
side of gap face | Figures 2 and 10 | 5 |
single bevel T-butt weld | Figure 16 b) | |
single V-butt weld | Figure 12 a) | |
single V-butt weld with root face | Figure 16 a) | |
single V-butt weld with sealing run | Figure 16 c) | |
spot welds | Figure 17 d) | |
stagger | Figure 17 f) | 41 |
stud | Figure 17 c) | 45 |
Т | ||
throat thicknesses for fillet welds | Figure 14 | |
T-joint | 3.10; Figure 1 d) | |
toe | Figure 16 a) to e) | 19 |
typical examples of butt welds | Figure 13 | |
typical examples of fusion welds | Figure 12 | |
U | ||
upper workpiece surface | Figures 2 and 3 | A |
upset metal | Figure 17 a) | 30 |
W | W | |
welding using pressure | 3.3 | |
weld interface | Figure 17 a), b) | 37 |
weld length | Figure 13 a) | 17 |
Figure 17 e), f) | 38 | |
weld metal | Figure 12 a), b) | 2 |
weld nugget | Figure 17 g),h) | 32 |
weld pitch | Figure 17 d), f) | 39 |
weld pool backing | Figure 3 | X |
weld surface with bead ripples | Figure 13 a) | 18 |
weld toe angle | Figure 13 a) | 16 |
weld width | Figure 12 a) | 8 |
weld zone | Figures 12 a), b) and 17 a), b), c) | 4 |
width of preparation | Figures 4, 5 and 7 | 16 |
width of prepared face | Figure 4 | 19 |
workpiece width | Figure 11 | 2 |
Алфавитный указатель на французском языке
Figure/Paragraphe | Identification | |
А | ||
angle d'ouverture | Figures 3 | 21 |
angle de raccordement | Figure 13 a) | 16 |
angle du chanfrein | Figures 4, 5 et 7 | 17 |
| Figures 4 et 7 | 15 |
| Figures 4, 5 et 7 | 14 |
| Figure 2 | 3 |
| Figure 2 | 6 |
| Figure 8 | 23 |
| Figures 5, 7 | 8 |
Figures 2, 10 | 5 | |
| Figure 8 | 24 |
| Figure 7 | 13 |
assemblage | Paragraphe 3.1 | |
assemblage | Figure 8 | |
assemblage | Paragraphe 3.15; Figure 1 i) | |
assemblage | Paragraphe 3.9; Figure 1 c) | |
assemblage | Paragraphe 3.8; Figure 1 b) | |
assemblage bout | Paragraphe 3.7; Figure 1 a) | |
assemblage de fils (ou de ronds) en croix | Paragraphe 3.16; Figure 1 j) | |
assemblage en angle | Paragraphe 3.12; Figure 1 f) | |
assemblage en angle | Paragraphe 3.13; Figure 1 g) | |
assemblage en croix | Paragraphe 3.11; Figure 1 e) | |
assemblage en T | Paragraphe 3.10; Figure 1 d) | |
assemblage sur chant | Paragraphe 3.14; Figure 1 h) | |
В | ||
bavure | Figure 17 b) et c) | 31 |
bossages | Figure 9 b) | |
bossages annulaires | Figure 9 c) | |
bossages ronds | Figure 9 a) | |
bourrelet de refoulement | Figure 17 a) | 30 |
С | ||
chant de la | Figure 2 | С |
configuration pour soudure | Figure 11 | |
configuration pour soudure par points, | Figure 10 | |
Paragraphe 3.21; Figures 12 b) et 16 e) | 10 | |
D | ||
| Figure 17 f) | 41 |
| Figure 9 a) | 31 |
| Figure 9 c) | 32 |
| Figure 17 d), e), g) et h) | 33 |
distance au bord (de la | Figure 9 a), b) et c) | 33 |
Figure 17 f) | 43 | |
double | Figure 17 f) | |
par points en quinconce | ||
E | ||
| Figures 3, 4, 5 et 7 | 11 |
| Figures 2 et 6 | 4 |
| Figure 17 f) | 42 |
entraxe (des bossages) | Figure 9 a), b) et c) | 27 |
entraxe (des points de soudure) | Figure 17 d) et f) | 39 |
| Figures 2 | 1 |
| Figure 11 | 38 |
| Figure 17g) et h) | 34 |
| Paragraphe 3.20; Figure 13 b) | 15 |
| Paragraphe 3.19; Figure 13 a) | 14 |
| Paragraphe 3.18; Figure 13 а) | 13 |
epaisseur totale | Paragraphe 3.17; Figure 13 a) | 12 |
exemples types de soudures bout | Figure 13 | |
exemples types de soudures par fusion | Figure 12 | |
F | ||
face | Paragraphe 3.4 | |
Figures 2, 3, et 8 | D | |
Figure 6 | I | |
face du chanfrein | Figures 3, 4, 5 et 7 | E |
face | Figures 2 et 3 | В |
face | Figures 2 et 3 | A |
formes de bossages | Figure 9 | |
G | ||
gorge efficace | Paragraphe 3.20; Figures 13 b), c) et d), 14 a) et b) et 15 a) | 15 |
gorge | Paragraphe 3.19; Figures 14 a) et b) et 15 a) | 14 |
gorges des soudures d'angle | Figure 14 | 45 |
gorge | Paragraphe 3.18; Figures 13 a) | 13 |
gorge totale | Paragraphe 3.17; Figures 13 a) | 12 |
goujon | Figure 17 c) | 45 |
H | ||
hauteur du bord | Figure 8 | 25 |
hauteur du bossage | Figure 9 a) | 28 |
hauteur du talon | Figures 3, 4, 5 et 7 | 12 |
I | ||
indentation | Figure 17 g) | 35 |
interface | Figure 17 a) et b) | 37 |
L | ||
largeur de la face du chanfrein | Figure 4 | 19 |
largeur de la | Figure 11 | 2 |
largeur de la soudure | Figure 12 a) | 8 |
largeur de I'ouverture | Figures 3, 4, 5 et 7 | 20 |
largeur de recouvrement | Figure 10 | 35 |
largeur du bossage | Figure 9 b) et c) | 30 |
largeur du chanfrein | Figures 4, 5 et 7 | 16 |
largeur du cordon | Figure 13 a) | 27 |
largeur du feuillard | Figure 11 | 37 |
latte-support | Figure 3 | X |
Figure 5 | 44 | |
longueur de la soudure | Figure 13 a) | 17 |
Figure 17 e) et f) | 38 | |
longueur de recouvrement | Figure 10 | 34 |
longueur du bord | Figure 8 | 22 |
longueur du bossage | Figure 9 b) | 29 |
longueur du feuillard | Figure 11 | 36 |
longueur du joint | Figures 2, 5 et 6 | 7 |
M | ||
manque de | Paragraphe 3.6 | |
| Figures 3, 4 et 5 | F |
| Figure 12 a) et b) | 1 |
| Figure 12 a) et b) | 2 |
N | ||
noyau de la soudure | Figure 17 g) et h) | 32 |
P | ||
passe de fond | Figure 16 a) | 20 |
passes de remplissage | Figure 16 a) | 21 |
passe(s) terminale(s) | Figure 16 a) | 22 |
| Figures 12 a) et b) et 16 e) | 5 25 |
| Figures 12 b) et 16 e) | 24 |
| Paragraphe 3.5 | |
| Figure 16 d) | |
| Figure 5 | |
| Figure 4 | |
| Figure 2 | |
| Figure 3 | |
| Figure 6 | |
| Figure 7 | |
profondeur d'indentation | Figure 17 g) | 36 |
profondeur du chanfrein | Figures 4 et 7 | 18 |
profondeur du joint | Figures 2, 3, 4 et 5 | 9 |
R | ||
raccordement | Figure 16 a) | 19 |
racine (de la soudure) | Figure 12 a) et b) | 7 |
rayon | Figure 5 | 10 |
rayon de pliage du bord | Figure 8 | 26 |
recouvrement des noyaux | Figure 17e) | 40 |
reprise | Figure 16 c) | 23 |
S | ||
soudure | Figure 13 b) | |
soudure avec bavure d'etincelage ou de friction | Figure 17 b) | |
soudure avec bourrelet de refoulement | Figure 17 a) | |
soudure avec manque de | Figure 13 c) | |
soudage avec pression | Paragraphe 3.3 | |
soudure bout | Figure 12 a) | |
soudure d'angle | Figure 12 b) | |
soudure d'angle | Figure 15 e) | |
soudure d'angle | Figure 15 f) | |
soudure d'angle | Figure 15 d) | |
soudure d'angle avec jeu | Figure 15 c) | |
soudure d'angle concave | Figure 15 b) | |
soudure d'angle convexe | Figure 15 a) | |
soudure d'angle multipasse | Figure 16 e) | |
soudure de goujon | Figure 17 c) | |
soudure en demi-V sur assemblage en T | Figures 13 d) et 16 b) | |
soudure en ligne continue par points | Figure 17 e) | |
soudure en V avec reprise | Figure 16 c) | |
soudure en V | Figure 16 a) | |
soudure en X | Figure 16 d) | |
soudure par bossage | Figure 17 h) | |
soudage par fusion | Paragraphe 3.2 | |
soudure par points | Figure 17 d) | |
soudure par | Figure 17 g) | |
| Figure 12 a) et b) | 9 |
| Figures 12 a) et 16 a) et b) 11 | 11 |
surface de contact du feuillard | Figure 11 | H |
surface de la soudure avec vagues de solidification | Figure 13 a) | 18 |
surface de recouvrement | Figure 10 | G |
T | ||
talon | Figures 3, 4 et 5 | F |
V | ||
vue d'ensemble d'une soudure bout | Figure 13 a) | |
Z | ||
zone de dilution | Figure 12 a) et b) | 26 |
zone de liaison | Figure 12 a) et b) | 6 |
zone | Figures 12 a) et b) et 17 a), b) et c) | 4 |
zone thermiquement | Figure 12 a) et b) | 3 |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
ISO 857-1 | IDT | ГОСТ Р ИСО 857-1-2009 "Сварка и родственные процессы. Словарь. Часть 1. Процессы сварки металлов. Термины и определения" |
ISO 2553 | IDT | ГОСТ Р ИСО 2553-2017 "Сварка и родственные процессы. Условные обозначения на чертежах. Сварные соединения" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
УДК 621.791:006.354 | ОКС 25.160.40 |
Ключевые слова: сварка, соединение, шов, термины | |
Электронный текст документа
и сверен по:
, 2020
