ГОСТ ISO 11666-2024
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Неразрушающий контроль сварных соединений
УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ
Уровни приемки
Non-destructive testing of welded joints. Ultrasonic testing. Acceptance levels
МКС 25.160.40
Дата введения 2024-05-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Негосударственным образовательным учреждением дополнительного профессионального образования "Научно-учебный центр "Контроль и диагностика" ("НУЦ "Контроль и диагностика") и Акционерным обществом "Русский научно-исследовательский институт трубной промышленности" (АО "РусНИТИ") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 января 2024 г. № 169-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 27 февраля 2024 г. № 250-ст межгосударственный стандарт ГОСТ ISO 11666-2024 введен в действие в качестве национального стандарта Российской Федерации с 1 мая 2024 г.
5 Настоящий стандарт идентичен международному стандарту ISO 11666:2018* "Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Уровни приемки" ("Non-destructive testing of welds - Ultrasonic testing - Acceptance levels", IDT).
Международный стандарт разработан Техническим комитетом по стандартизации ISO/TC 44 "Сварка и смежные процессы", подкомитетом SC 5 "Диагностика и контроль сварных швов" Международной организации по стандартизации (ISO).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт устанавливает уровень приемки 2 (AL 2) и уровень приемки 3 (AL 3) для ультразвукового контроля (УЗК) сварных соединений с полным проплавлением изделий из ферритных сталей, соответствующих уровням качества В и С по ISO 5817:2014. Настоящий стандарт не применим к уровням приемки сварных соединений, соответствующих уровню качества D по ISO 5817:2014, так как для оценки качества таких сварных соединений УЗК не требуется.
Указанные уровни приемки применимы при УЗК, выполняемом в соответствии с ISO 17640.
Настоящий стандарт применяется при УЗК сварных соединений с полным проплавлением изделий из ферритных сталей, с толщиной основного металла от 8 до 100 мм включительно. Его также допускается применять для сварных соединений других типов, изделий из других материалов и другой толщины при условии, что контроль выполняют с необходимым учетом геометрии и акустических свойств объекта и может быть достигнута достаточная чувствительность для реализации приведенных в настоящем стандарте уровней приемки. Номинальные частоты преобразователей, применяемых в настоящем стандарте, находятся в пределах от 2 до 5 МГц, если только затухание ультразвука или необходимость в более высокой разрешающей способности не потребуют применения других частот. Применение указанных уровней приемки вместе с частотами преобразователей вне указанных пределов должно быть обосновано.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 5577, Non-destructive testing - Ultrasonic testing - Vocabulary (Неразрушающий контроль. Ультразвуковой контроль. Словарь)
ISO 5817:2014, Welding - Fusion-welded joints in steel, nickel, titanium and their alloys (beam welding excluded) - Quality levels for imperfections [Сварка. Сварные соединения из стали, никеля, титана и их сплавов, полученные сваркой плавлением (исключая лучевые способы сварки). Уровни качества]
ISO 17635, Non-destructive testing of welds - General rules for metallic materials (Неразрушающий контроль сварных швов. Общие правила для металлических материалов)
ISO 17640, Non-destructive testing of welds - Ultrasonic testing - Techniques, testing levels, and assessment (Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Технология, уровни контроля и оценка)
ISO 23279, Non-destructive testing of welds - Ultrasonic testing - Characterization of discontinuities in welds (Неразрушающий контроль сварных соединений. Ультразвуковой контроль. Определение параметров несплошностей в сварных соединениях)
3 Термины и определения
В настоящем стандарте применимы термины по ISO 5577.
ISO и IEC поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ISO: доступна по адресу http://www.iso.org/obp;
- Электропедия IEC: доступна по адресу http://www.electropedia.org/.
4 Определение условной протяженности несплошности
Необходимо измерить условную протяженность несплошности, в пределах которой амплитуда эхо-сигнала превышает уровень оценки, с использованием способа фиксированного уровня амплитуды (абсолютный способ), приведенного в приложении B.
5 Настройка чувствительности и уровни контроля
Настройка чувствительности должна выполняться одним из следующих способов. При настройке чувствительности и последующем контроле следует применять одинаковые способы:
a) способ 1 - основан на применении боковых отверстий диаметром 3 мм;
b) способ 2 - основан на применении кривой зависимости амплитуды - расстояния - диаметра (АРД) плоскодонных отверстий (дисковых отражателей);
c) способ 3 - с применением кривой зависимости амплитуды - расстояния - коррекции (АРК) прямоугольного паза глубиной 1 мм и шириной 1 мм;
d) способ 4 - способ-тандем с плоскодонным отверстием диаметром 6 мм (дисковым отражателем).
В настоящем стандарте используются четыре вида уровней, установленных в ISO 17640:
a) опорный уровень;
b) уровни приемки (для двух уровней качества);
c) уровни регистрации (находятся на 4 дБ ниже соответствующих уровней приемки);
d) уровень оценки.
Все уровни связаны с эталонными отражателями, приведенными в таблице A.1.
Способы настройки чувствительности и соответствующие уровни должны соответствовать указанным в приложении A.
6 Уровни приемки
6.1 Общие положения
Соотношение между уровнями приемки, уровнями контроля и уровнями качества приведены в ISO 17635, а также в таблице 1.
Таблица 1 - Ультразвуковой контроль эхо-методом
Уровень качества по ISO 5817:2014 | Уровень контроля по ISO 17640 | Уровень приемки по настоящему стандарту |
B | Не ниже B | 2 |
С | Не ниже A | 3 |
D | Не ниже A | 3 |
Если требуется определение характеристик несплошностей, применяют ISO 23279. УЗК не рекомендуется, но может быть предусмотрен техническими требованиями (такими же, как для уровня качества C). | ||
Уровни приемки по настоящему стандарту применены для всех уровней контроля и способов контроля, установленных в ISO 17640, включая контроль с использованием прямых преобразователей.
Определение характеристик несплошностей выполняют по ISO 23279, при этом плоскостные несплошности недопустимы, а для объемных несплошностей должны быть применены уровни приемки, установленные в настоящем стандарте.
Если же определение характеристик несплошностей не требуется, то уровни приемки по настоящему стандарту применяют ко всем несплошностям.
6.2 Индикация на продольные несплошности
В таблице A.1 приведены сведения об установленных в ISO 17640 способах, применяемых для оценки несплошностей, и соответствующих уровнях оценки и приемки. В таблице A.2 приведены опорные уровни для уровней приемки 2, 3 и способа 2 с применением поперечных волн при сканировании наклонным преобразователем. В таблице A.3 приведены опорные уровни для уровней приемки 2, 3 и способа 2 с применением продольных волн при сканировании прямым преобразователем.
Рисунки A.1-A.4 приведены для способов 1 (боковые цилиндрические отверстия) и 3 (прямоугольный паз).
Рисунки A.5-A. 10 приведены для способов 2 [плоскодонные отверстия (дисковые отражатели)] и 4 (способ тандем).
Окончательная оценка должна основываться на максимальной амплитуде эхо-сигнала и измеренной протяженности.
6.3 Индикации на поперечные несплошности
Если требуется выявление поперечных несплошностей, то применяют уровни приемки, установленные в 6.2.
6.4 Условия объединения несплошностей
Условие объединения несплошностей основывается на условной протяженности отдельных допустимых несплошностей и расстоянии между ними, амплитуда сигнала от которых превышает уровень регистрации. Протяженность группы несплошностей не должна рассматриваться при дальнейшем объединении.
При оценке группа несплошностей должна считаться одиночной, если:
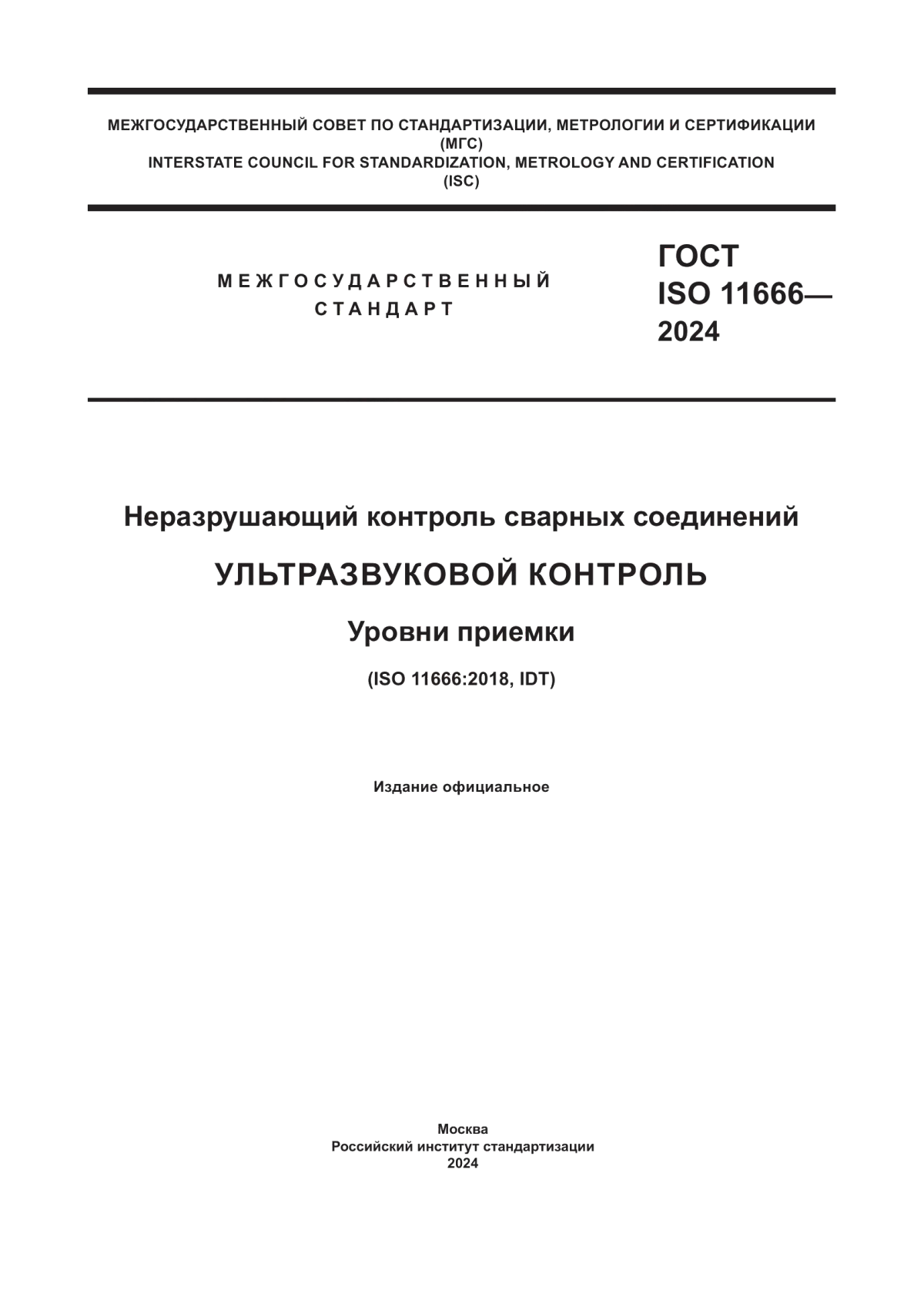
 |
Рисунок 1 - Геометрическая конфигурация для сгруппированных несплошностей
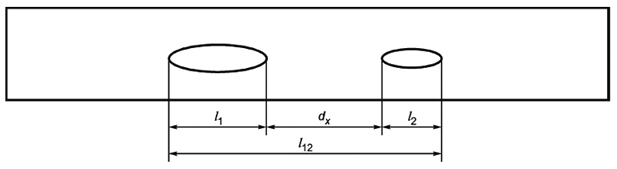 |
Рисунок 2 - Длина группы из двух несплошностей
6.5 Протяженность допустимых несплошностей
Протяженность одиночной допустимой несплошности, амплитуда сигнала от которой превышает уровень регистрации, оценивают в соответствии с критериями, указанными в настоящем пункте.
Суммарную протяженность всех отдельных допустимых несплошностей, амплитуда сигнала от которых превышает уровень регистрации, определяют как сумму протяженностей одиночных несплошностей и суммарной протяженности линейно выровненных (выстроенных в ряд) несплошностей на участке сварного шва определенной длины (см. рисунок 3).
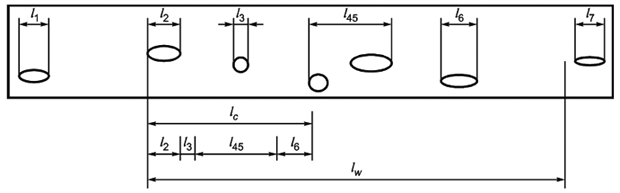 |
Рисунок 3 - Суммарная протяженность несплошностей
Приложение A
(обязательное)
Уровни чувствительности
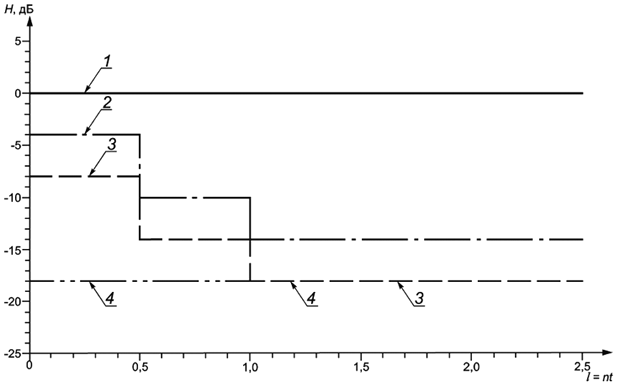
 |
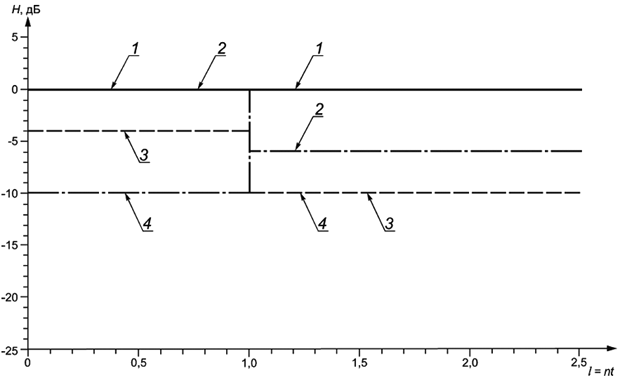
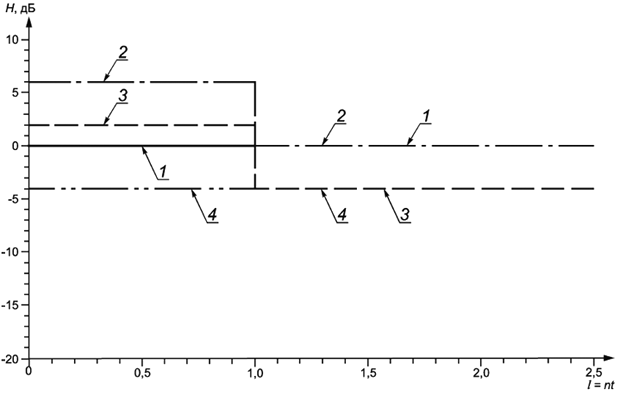
1 - опорный уровень; 2 - уровень приемки 2; 3 - уровень регистрации; 4 - уровень оценки; H - амплитуда; l - длина несплошностей; n - множитель t; t - толщина
Рисунок A.1 - Уровень приемки 2 (AL 3). Уровни при применении способов 1 и 3 для контроля толщин от 8 до 15 мм
 |
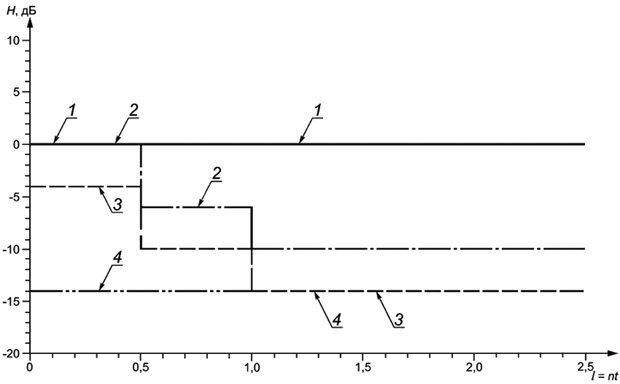
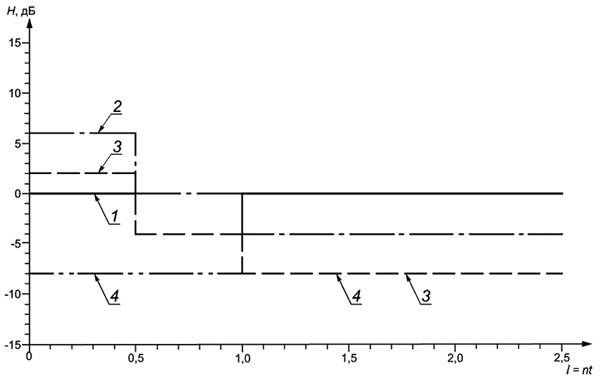
1 - опорный уровень; 2 - уровень приемки 3; 3 - уровень регистрации; 4 - уровень оценки; H - амплитуда; l - длина несплошностей; n - множитель t; t - толщина
Рисунок A.2 - Уровень приемки 3 (AL 3). Уровни при применении способов 1 и 3 для контроля толщин от 8 до 15 мм
 |
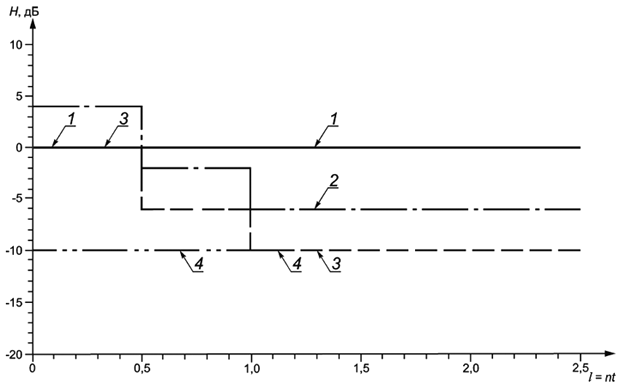
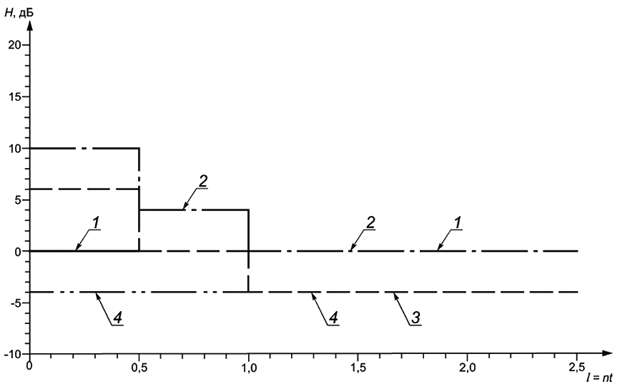
1 - опорный уровень; 2 - уровень приемки 2; 3 - уровень регистрации; 4 - уровень оценки; H - амплитуда; l - длина несплошностей; n - множитель t; t - толщина
Рисунок A.3 - Уровень приемки 2 (AL 2). Уровни при применении способа 1 для контроля толщин от 15 до 100 мм
 |
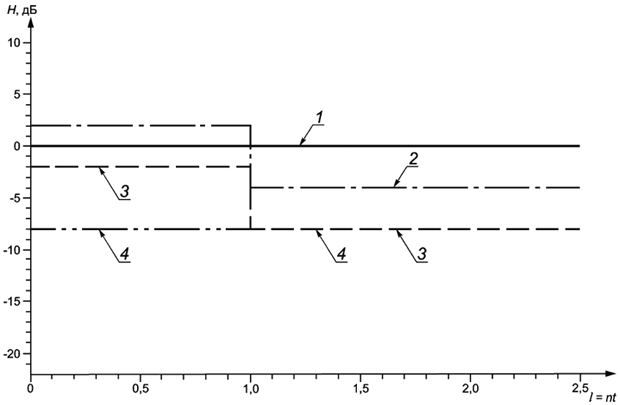
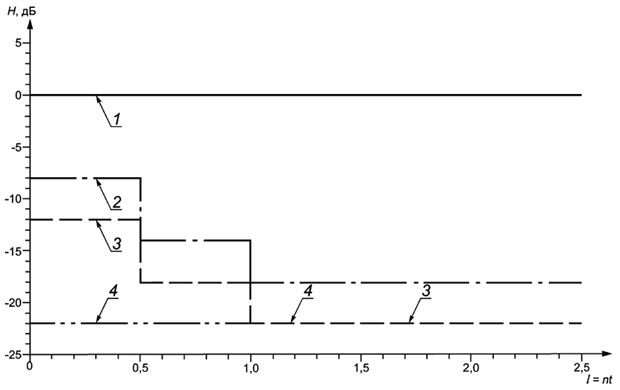
1 - опорный уровень; 2 - уровень приемки 3; 3 - уровень регистрации; 4 - уровень оценки; H - амплитуда; l - длина несплошностей; n - множитель t; t - толщина
Рисунок A.4 - Уровень приемки 3 (AL 3). Уровни при применении способа 1 для контроля толщин от 15 до 100 мм
 |
1 - опорный уровень; 2 - уровень приемки 2; 3 - уровень регистрации; 4 - уровень оценки; H - амплитуда; l - длина несплошностей; n - множитель t; t - толщина
Рисунок A.5 - Уровень приемки 2 (AL 2). Уровни при применении способа 2 для контроля толщин от 8 до 15 мм
 |
1 - опорный уровень; 2 - уровень приемки 3; 3 - уровень регистрации; 4 - уровень оценки; H - амплитуда; l - длина несплошностей; n - множитель t; t - толщина
Рисунок A.6 - Уровень приемки 3 (AL 3). Уровни при применении способа 2 для контроля толщин от 8 до 15 мм
 |
1 - опорный уровень; 2 - уровень приемки 2; 3 - уровень регистрации; 4 - уровень оценки; H - амплитуда; l - длина несплошностей; n - множитель t; t - толщина
Рисунок A.7 - Уровень приемки 2 (AL 2). Уровни при применении способа 2 для контроля толщин от 15 до 100 мм
 |
1 - опорный уровень; 2 - уровень приемки 2; 3 - уровень регистрации; 4 - уровень оценки; H - амплитуда; l - длина несплошностей; n - множитель t; t - толщина
Рисунок A.8 - Уровень приемки 2 (AL2). Уровни при применении способа 4 для контроля толщин от 15 до 100 мм
 |
1 - опорный уровень; 2 - уровень приемки 3; 3 - уровень регистрации; 4 - уровень оценки; H - амплитуда; l - длина несплошностей; n - множитель t; t - толщина
Рисунок A.9 - Уровень приемки 3 (AL 3). Уровни при применении способа 2 для контроля толщин от 15 до 100 мм
 |
1 - опорный уровень; 2 - уровень приемки 3; 3 - уровень регистрации; 4 - уровень оценки; H - амплитуда; l - длина несплошностей; n - множитель t; t - толщина
Рисунок A.10 - Уровень приемки 3 (AL3). Уровни при применении способа 4 для контроля толщин от 15 до 100 мм
Таблица A.1 - Уровни приемки 2 (AL2) и 3 (AL3) для способов 1, 2, 3 и 4
Способ по ISO | Уровень оценки | Уровень приемки 2 (AL 2) | Уровень приемки 3 (AL 3) | |||
17640 | для AL 2 | для AL 3 | 8 мм 15 мм | 15 мм 100 мм | 8 мм 15 мм | 15 мм 100 мм |
1 (боковые цилиндрические отверстия) | дБ | дБ | Для : дБ Для : дБ | Для : Для : дБ Для l>t:
дБ | Для : Для l>t:
дБ | Для : дБ Для : дБ Для l>t :
дБ |
2 [плоскодонные отверстия (дисковые отражатели)] | дБ в соответст- вии с таблицей A.2 или A.3 | дБ в соответст- вии с таблицей A.2 или A.3 | Для : дБ Для l>t:
дБ | Для : дБ Для : Для l>t:
дБ | Для : дБ Для l>t:
| Для : дБ Для : дБ Для l>t :
|
3 (прямоугольный паз) | дБ | дБ | Для : дБ Для l>t:
дБ | - | Для : Для l>t:
дБ | - |
4 (способ тандем) | дБ | дБ | - | Для : дБ Для 0 : дБ Для l>t:
дБ | - | Для : дБ Для : дБ Для l>t :
дБ |
Примечание 1 - Уровни регистрации находятся на 4 дБ ниже соответствующих уровней приемки. Примечание 2 - - опорный уровень. | ||||||
Таблица A.2 - Опорные уровни для уровней приемки 2 (AL 2) и 3 (AL 3) и способа 2 с применением поперечных волн при сканировании наклонным преобразователем
Номинальная | Толщина основного металла t | |||||
частота | 8 мм 15 мм | 15 мм 40 мм | 40 мм 100 мм | |||
преобразователя, МГц | AL 2 | AL 3 | AL 2 | AL 3 | AL 2 | AL 3 |
От 1,5 до 2,5 | - | - | 2,5 мм | 2,5 мм | 3,0 мм | 3,0 мм |
От 3,0 до 5,0 | 1,5 мм | 1,5 мм | 2,0 мм | 2,0 мм | 3,0 мм | 3,0 мм |
Примечание - - диаметр плоскодонного отверстия (дискового отражателя). | ||||||
Таблица A.3 - Опорные уровни для уровней приемки 2 (AL2) и 3 (AL3) и способа 2 с применением продольных волн при сканировании прямым преобразователем
Номинальная | Толщина основного металла t | |||||
частота | 8 мм 15 мм | 15 мм 40 мм | 40 мм 100 мм | |||
преобразователя, МГц | AL 2 | AL 3 | AL 2 | AL 3 | AL 2 | AL 3 |
От 1,5 до 2,5 | - | - | 2,5 мм | 2,5 мм | 3,0 мм | 3,0 мм |
От 3,0 до 5,0 | 2,0 мм | 2,0 мм | 2,0 мм | 2,0 мм | 3,0 мм | 3,0 мм |
Примечание - - диаметр плоскодонного отверстия (дискового отражателя). | ||||||
Приложение B
(обязательное)
Способ фиксированного уровня амплитуды
Способ определяет поперечные размеры несплошности, в пределах которых амплитуда эхо-сигнала равна или больше уровня оценки.
При выполнении измерения сканируют несплошность лучом и фиксируют положение преобразователя и длину пути звука в изделии, при которых амплитуда эхо-сигнала уменьшается до величины уровня оценки (см. рисунок В.1).
Поперечный размер l измеряют как расстояние между положениями 1 и 2.
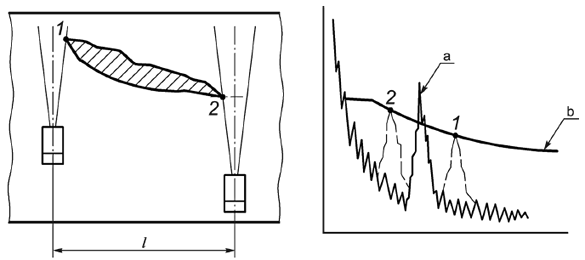 |
l - измеренный поперечный размер несплошности; 1, 2 - положения, в которых амплитуды эхо-сигнала равны уровню оценки
_______________
Рисунок B.1 - Способ фиксированного уровня амплитуды с использованием оси луча
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 5577 | - | *, |
ISO 5817:2014 | - | *, |
ISO 17635 | IDT | ГОСТ ISO 17635-2018 "Неразрушающий контроль сварных соединений. Общие правила для металлических материалов" |
ISO 17640 | - | *, |
ISO 23279 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандарта: - IDT - идентичный стандарт. | ||
_______________
УДК 621.774.08:620.179:006.354 | МКС 25.160.40 | IDT |
Ключевые слова: сварные соединения, неразрушающий контроль, ультразвуковой контроль, уровни приемки | ||
