ГОСТ 883-80
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РАЗВЕРТКИ МАШИННЫЕ СО ВСТАВНЫМИ НОЖАМИ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ
Типы и основные размеры
Machine reamers with HSS blades. Types and basic dimensions
Дата введения 1982-01-01
Постановлением Государственного комитета СССР по стандартам от 12 мая 1980 г. N 2061 дата введения установлена 01.01.82
Ограничение срока действия снято Постановлением Госстандарта СССР от 30.05.90 N 1359
ВЗАМЕН ГОСТ 883-71
ИЗДАНИЕ (ноябрь 2002 г.) с Изменением N 1, утвержденным в феврале 1984 г. (ИУС 6-84).
1. Настоящий стандарт распространяется на машинные развертки со вставными ножами из быстрорежущей стали: чистовые, черновые и с припуском под доводку.
2. Развертки должны изготовляться типов:
1 - с коническим хвостовиком;
2 - насадные.
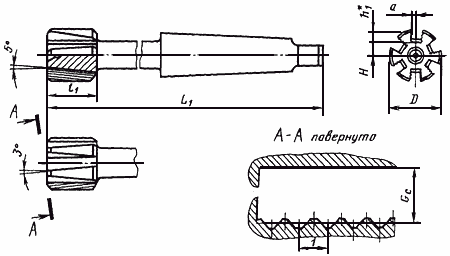
2.1. Основные размеры разверток типа 1 должны соответствовать указанным на черт.1 и в табл.1, типа 2 - на черт.2 и в табл.2.
Тип 1

Черт.1
Таблица 1
Размеры в мм
Обозначение развертки с углом | При- меняе- | Обозначение развертки с углом | При- меняе- | Обозначение развертки с углом | При- меняе- |
| Конус Морзе | Поз.1 | Поз.2 Нож ГОСТ | Поз.3 | |||||
1 | 2 | 3 | Обозначение | ||||||||||||
2364-0301 | 2364-0302 | 2364-0303 | 32 | - | - | 292 | 38 | 3 | 3 | 2364-0301/001 | 2026-0251 | 2060-0201 | |||
2364-0304 | 2364-0305 | 2364-0306 | 317 | 4 | 2364-0304/001 | ||||||||||
2364-0307 | 2364-0308 | 2364-0309 | - | 34 | 35 | 296 | 3 | 2364-0307/001 | 2026-0252 | 2060-0202 | |||||
2364-0311 | 2364-0312 | 2364-0313 | 321 | 4 | 2364-0311/001 | ||||||||||
2364-0314 | 2364-0315 | 2364-0316 | - | 296 | 3 | 2364-0314/001 | |||||||||
2364-0317 | 2364-0318 | 2364-0319 | 321 | 4 | 2364-0317/001 | ||||||||||
2364-0321 | 2364-0322 | 2364-0323 | 36 | - | 325 | 42 | 4 | 4 | 2364-0321/001 | 2026-0253 | 2060-0203 | ||||
2364-0324 | 2364-0325 | 2364-0326 | - | 37 | 2364-0324/001 | ||||||||||
2364-0327 | 2364-0328 | 2364-0329 | 38 | - | 329 | 2364-0327/001 | |||||||||
2364-0331 | 2364-0332 | 2364-0333 | 40 | - | 2364-0331/001 | 2026-0254 | 2060-0204 | ||||||||
2364-0334 | 2364-0335 | 2364-0336 | - | 42 | 333 | 2364-0334/001 | |||||||||
2364-0337 | 2364-0338 | 2364-0339 | 45 | - | 336 | 2364-0337/001 | 2026-0155 | 2060-0155 | |||||||
2364-0341 | 2364-0342 | 2364-0343 | - | 47 | 340 | 45 | 2364-0341/001 | 2060-0156 | |||||||
2364-0344 | 2364-0345 | 2364-0346 | 48 | - | 344 | 2364-0344/001 | |||||||||
2364-0347 | 2364-0348 | 2364-0349 | 50 | - | 2364-0347/001 | ||||||||||
Примечания:
1. Развертки по 1-му ряду диаметров являются предпочтительными для применения.
2. Развертки по 3-му ряду диаметров предназначены для обработки посадочных отверстий под шарико- и роликоподшипники, изготовляемые по ГОСТ 3478-79.
Пример условного обозначения развертки типа 1, диаметром =32 мм, с углом
=5°, с конусом Морзе 4 для отверстий с полем допуска по Н7:
Развертка 2364-0304 Н7 ГОСТ 883-80
То же, развертки N 2 с припуском под доводку:
Развертка 2364-0304 2 ГОСТ 883-80
То же, черновой развертки:
Развертка 2364-0304 U8 ГОСТ 883-80
Тип 2

Черт.2
Таблица 2
Размеры в мм
Обозначение развертки с углом | При- меняе- | Обозначение развертки с углом | При- меняе- | Обозначение развертки с углом | При- меняе- |
| Число ножей (клиньев) | Поз.1 | Поз.2 Нож ГОСТ | Поз.3 | |||||
1 | 2 | 3 | Обозначение | ||||||||||||
2364-0351 | 2364-0352 | 2364-0353 | 40 | - | - | 16 | 63 | 40 | 6 | 2364-0351/001 | 2026-0255 | 2060-0205 | |||
2364-0354 | 2364-0355 | 2364-0356 | - | 42 | 2364-0354/001 | ||||||||||
2364-0357 | 2364-0358 | 2364-0359 | 45 | - | - | 2364-0357/001 | |||||||||
2364-0361 | 2364-0362 | 2364-0363 | - | 47 | 19 | 71 | 45 | 2364-0361/001 | 2026-0256 | 2060-0206 | |||||
2364-0364 | 2364-0365 | 2364-0366 | - | 48 | - | 2364-0364/001 | |||||||||
2364-0367 | 2364-0368 | 2364-0369 | 50 | - | 2364-0367/001 | ||||||||||
2364-0371 | 2364-0372 | 2364-0373 | - | 52 | 2364-0371/001 | 2026-0257 | 2060-0207 | ||||||||
2364-0374 | 2364-0375 | 2364-0376 | 55 | - | 2364-0374/001 | ||||||||||
2364-0377 | 2364-0378 | 2364-0379 | - | 58 | 22 | 8 | 2364-0377/001 | ||||||||
2364-0381 | 2364-0382 | 2364-0383 | 60 | - | 2364-0381/001 | ||||||||||
2364-0384 | 2364-0385 | 2364-0386 | - | 62 | 2364-0384/001 | ||||||||||
2364-0387 | 2364-0388 | 2364-0389 | 63 | - | 2364-0387/001 | ||||||||||
2364-0391 | 2364-0392 | 2364-0393 | 65 | 2364-0391/001 | |||||||||||
2364-0394 | 2364-0395 | 2364-0396 | - | 68 | 27 | 80 | 50 | 2364-0394/001 | 2026-0258 | 2060-0208 | |||||
2364-0397 | 2364-0398 | 2364-0399 | 70 | - | 2364-0397/001 | ||||||||||
2364-0401 | 2364-0402 | 2364-0403 | - | 72 | 2364-0401/001 | ||||||||||
2364-0404 | 2364-0405 | 2364-0406 | 75 | - | 2364-0404/001 | 2026-0258 | 2060-0208 | ||||||||
2364-0407 | 2364-0408 | 2364-0409 | - | 78 | 32 | 2364-0407/001 | |||||||||
2364-0411 | 2364-0412 | 2364-0413 | 80 | 10 | 2364-0411/001 | ||||||||||
2364-0414 | 2364-0415 | 2364-0416 | - | 85 | - | 40 | 90 | 56 | 2364-0414/001 | 2026-0259 | 2060-0209 | ||||
2364-0417 | 2364-0418 | 2364-0419 | 90 | - | 2364-0417/001 | 2026-0261 | 2060-0211 | ||||||||
2364-0421 | 2364-0422 | 2364-0423 | - | 95 | 2364-0421/001 | ||||||||||
2364-0424 | 2364-0425 | 2364-0426 | 100 | - | 2364-0424/001 | ||||||||||
Примечание: Развертки по 1-му ряду являются предпочтительными для применения. Развертки по 3-му ряду предназначены для обработки посадочных отверстий под шарико- и роликоподшипники по ГОСТ 3478-79.
Пример условного обозначения насадной развертки типа 2, диаметром =50 мм, с углом
=5°, для отверстий с полем допуска по Н7:
Развертка 2364-0367 Н7 ГОСТ 883-80
То же, развертки N 2 с припуском под доводку:
Развертка 2364-0367 2 ГОСТ 883-80
То же, черновой развертки:
Развертка 2364-0367 8U ГОСТ 883-80
3. Основные размеры корпусов (поз.1) разверток типа 1 должны соответствовать указанным на черт.3 и в табл.3, типа 2 - на черт.4 и в табл.4.
Корпус развертки типа 1
________________
* Размер для справок.
Черт.3
Таблица 3
мм
Обозначение корпуса | Паз для ножей | ||||||
2364-0301/001 | 29 | 289 | 32 | 8,3 | 3,7 | 3,00 | 5,75 |
2364-0304/001 | 314 | ||||||
2364-0307/001 | 31 | 289 | 9,3 | 4,00 | 7,75 | ||
2364-0311/001 | 314 | ||||||
2364-0314/001 | 32 | 289 | 9,8 | ||||
2364-0317/001 | 314 | ||||||
2364-0321/001 | 33 | 321 | 35 | 9,4 | 4,1 | ||
2364-0324/001 | 34 | 9,9 | |||||
2364-0327/001 | 35 | 325 | 10,4 | ||||
2364-0331/001 | 37 | 10,5 | 4,5 | 4,55 | 8,55 | ||
2364-0334/001 | 39 | 329 | 11,5 | ||||
2364-0337/001 | 42 | 332 | 13,0 | ||||
2364-0341/001 | 43 | 336 | 38 | 14,0 | 4,0 | ||
2364-0344/001 | 44 | 340 | 14,5 | ||||
2364-0347/001 | 46 | 15,5 | |||||
Пример условного обозначения корпуса развертки типа 1, =32 мм, длиной
=314 мм:
2364-0317/001 ГОСТ 883-80
Корпус развертки типа 2

________________
* Размер для справок.
Черт.4
Таблица 4
Размеры в мм
Обозначение корпуса | Паз для ножа | ||||||||
2364-0351/001 | 38 | 24 | 59 | 34 | 3,1 | 10,5 | 5,5 | 8,55 | 6 |
2364-0354/001 | 40 | 11,5 | |||||||
2364-0357/001 | 43 | 13,0 | |||||||
2364-0361/001 | 45 | 30 | 67 | 38 | 14,0 | ||||
2364-0364/001 | 14,5 | ||||||||
2364-0367/001 | 46 | 15,5 | |||||||
2364-0371/001 | 48 | 32 | 4,1 | 16,0 | 9,55 | ||||
2364-0374/001 | 51 | 34 | 17,5 | 8 | |||||
2364-0377/001 | 54 | 38 | 19,0 | ||||||
2364-0381/001 | 56 | 40 | 20,0 | ||||||
2364-0384/001 | 58 | 21,0 | |||||||
2364-0387/001 | 59 | 21,5 | |||||||
2364-0391/001 | 61 | 42 | 22,5 | ||||||
2364-0394/001 | 64 | 46 | 76 | 43 | 4,4 | 22,0 | 7,0 | 11,05 | |
2364-0397/001 | 66 | 48 | 23,0 | ||||||
2364-0401/001 | 68 | 50 | 24,0 | ||||||
2364-0404/001 | 71 | 52 | 25,5 | ||||||
2364-0407/001 | 73 | 27,0 | |||||||
2364-0411/001 | 75 | 54 | 28,0 | 10 | |||||
2364-0414/001 | 80 | 60 | 86 | 48 | 30,5 | 11,55 | |||
2364-0417/001 | 85 | 29,5 | 10,5 | ||||||
2364-0421/001 | 90 | 64 | 32,0 | ||||||
2364-0424/001 | 95 | 68 | 34,5 | ||||||
Пример условного обозначения корпуса развертки типа 2, =38 мм,
=10,5 мм:
2364-0351/001 ГОСТ 883-80
(Измененная редакция, Изм. N 1).
3.1. Размеры шпоночных пазов - по ГОСТ 9472-90.
3.2. Размеры рифлений - по ГОСТ 2568-71.
3.3. Центровые отверстия - формы В (допускается форма R) по ГОСТ 14034-74.
4. Размеры конусов Морзе - по ГОСТ 25557-82.
5. Стружечные канавки в корпусе выполнять параллельно дну паза.
6. Предельные отклонения диаметра черновых и чистовых разверток - по ГОСТ 13779-77; с припуском под доводку - по ГОСТ 11173-76.
7. Для разверток, изготовленных в централизованном порядке, устанавливается:
=5° - для хрупких материалов;
=15° - для вязких материалов.
По требованию потребителя допускается изготовление разверток с =45°.
8. Неравномерная разбивка шагов - по ГОСТ 7722-77.
По требованию потребителя допускается изготовление разверток с равномерным шагом.
9. Ножи окончательно затачивать на собранной развертке.
10. Геометрические параметры и элементы конструкции разверток указаны в приложении.
11. Черновые развертки должны изготовляться по требованию потребителя.
12. Технические требования - по ГОСТ 1523-81.
ПРИЛОЖЕНИЕ
Рекомендуемое
Геометрические параметры и элементы конструкции разверток

мм
| ||||||||
5° | 15° | 45° | для разверток с коническим хвостовиком | для разверток насадных | ||||
32; 34 |
| 6,5 | 3,5 | 1,5 | 2,0 | 0,30 | 26 | - |
35 |
| |||||||
36; 37; 38 | 0,35 | 28 | ||||||
40; 42 | 27 | 36 | ||||||
45 | 22 | |||||||
47; 48; 50 | 25 | 39 | ||||||
52; 55; 58; 60; 62; 63; 65 | 8,0 | 4,5 | 2,0 | 3,0 | 0,40 | - | ||
68; 70; 72; 75; 78; 80 |
| 9,0 | 5,0 | 42 | ||||
85; 90; 95; 100 | 46 | |||||||
________________
* - фактический диаметр на длине цилиндрической части разверток.
Примечание. По договоренности с потребителем допускается изготовление разверток с обратным конусом 2-3°.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2002
