ГОСТ 8034-76
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СВЕРЛА СПИРАЛЬНЫЕ МАЛОРАЗМЕРНЫЕ ДИАМЕТРОМ ОТ 0,1 ДО 1,5 мм
С УТОЛЩЕННЫМ ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
Технические условия
Small spiral drills with 0,1 to 1,5 mm diameter and thickened cylindrical tails.
Specifications
МКС 25.100.30
ОКП 39 1200
Дата введения 1978-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 06.10.76 N 2292
3. Стандарт полностью соответствует СТ СЭВ 3314-81
4. ВЗАМЕН ГОСТ 8034-67
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
4.12 | |
5.3 | |
4.2 | |
4.8 | |
2.3 | |
4.9 | |
4.11 | |
5.1, 5.2 | |
2.1 | |
3.1 | |
4.11 |
6. Ограничение срока действия снято по протоколу N 2-92 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 2-93)
7. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в январе 1983 г., апреле 1987 г. (ИУС 5-83, 8-87)
Настоящий стандарт распространяется на малоразмерные спиральные сверла длинной и короткой серий диаметром от 0,1 до 1,5 мм с утолщенным цилиндрическим хвостовиком.
(Измененная редакция, Изм. N 2).
1. КОНСТРУКЦИЯ И ОСНОВНЫЕ РАЗМЕРЫ
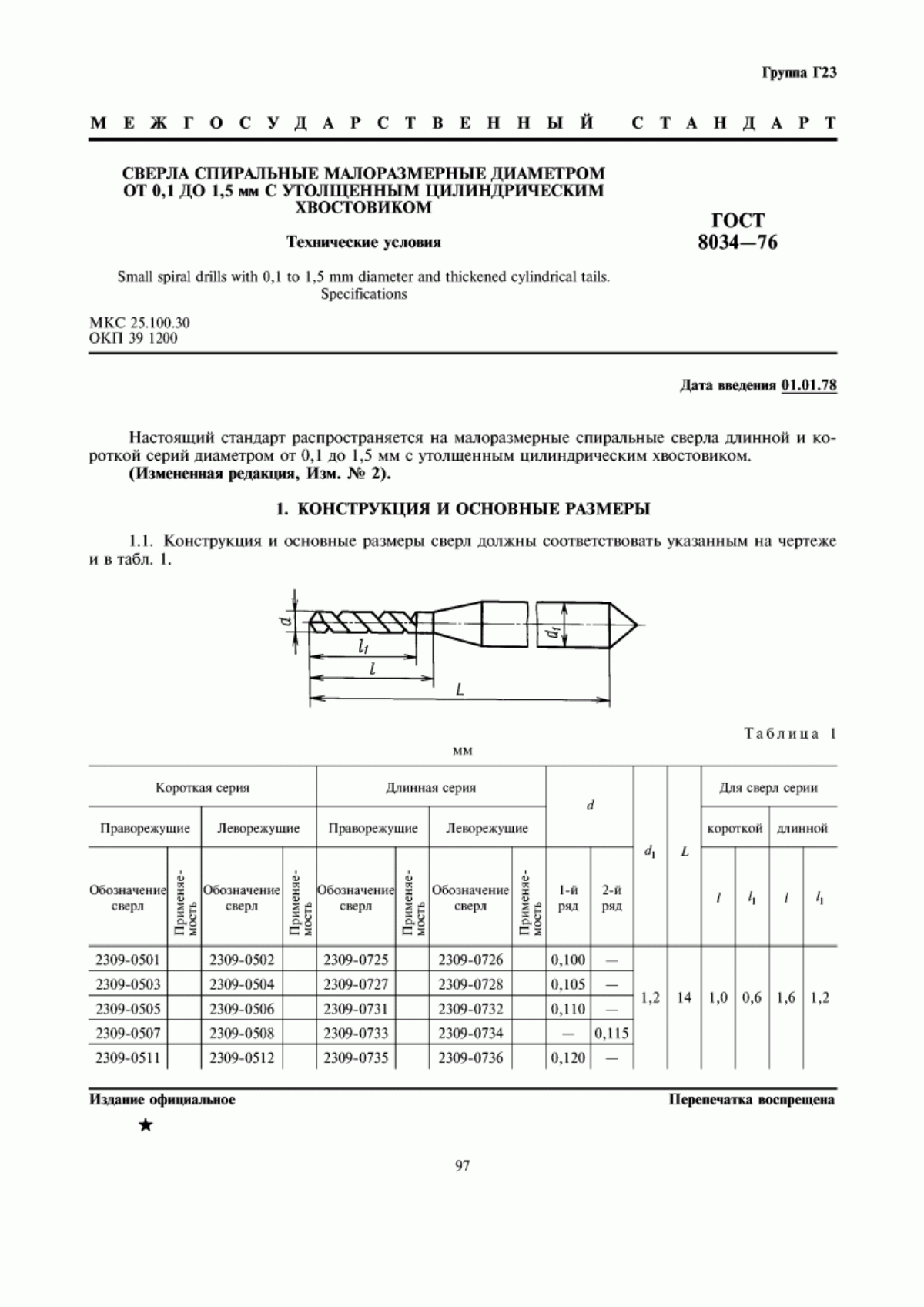
1.1. Конструкция и основные размеры сверл должны соответствовать указанным на чертеже и в табл.1.
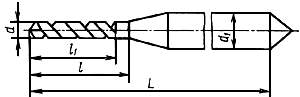
Таблица 1
мм
Короткая серия | Длинная серия |
| Для сверл серии | ||||||||||||
Праворежущие | Леворежущие | Праворежущие | Леворежущие | короткой | длинной | ||||||||||
Обозна- чение сверл | При- меня- емость | Обозна- чение сверл | При- меня- емость | Обозна- чение сверл | При- меня- емость | Обозна- чение сверл | При- меня- емость | 1-й | 2-й ряд | ||||||
2309-0501 | 2309-0502 | 2309-0725 | 2309-0726 | 0,100 | - | 1,2 | 14 | 1,0 | 0,6 | 1,6 | 1,2 | ||||
2309-0503 | 2309-0504 | 2309-0727 | 2309-0728 | 0,105 | - | ||||||||||
2309-0505 | 2309-0506 | 2309-0731 | 2309-0732 | 0,110 | - | ||||||||||
2309-0507 | 2309-0508 | 2309-0733 | 2309-0734 | - | 0,115 | ||||||||||
2309-0511 | 2309-0512 | 2309-0735 | 2309-0736 | 0,120 | - | ||||||||||
2309-0513 | 2309-0514 | 2309-0737 | 2309-0738 | - | 0,125 | ||||||||||
2309-0515 | 2309-0516 | 2309-0741 | 2309-0742 | 0,130 | - | ||||||||||
2309-0517 | 2309-0518 | 2309-0743 | 2309-0744 | - | 0,135 | ||||||||||
2309-0521 | 2309-0522 | 2309-0745 | 2309-0746 | 0,140 | - | ||||||||||
2309-0523 | 2309-0524 | 2309-0747 | 2309-0748 | - | 0,145 | ||||||||||
2309-0525 | 2309-0526 | 2309-0751 | 2309-0752 | 0,150 | - | 16 | 1,2 | 0,8 | 2,0 | 1,6 | |||||
2309-0527 | 2309-0528 | 2309-0753 | 2309-0754 | - | 0,155 | ||||||||||
2309-0531 | 2309-0532 | 2309-0755 | 2309-0756 | 0,160 | - | ||||||||||
2309-0533 | 2309-0534 | 2309-0757 | 2309-0758 | - | 0,165 | ||||||||||
2309-0535 | 2309-0536 | 2309-0761 | 2309-0762 | 0,170 | - | ||||||||||
2309-0537 | 2309-0538 | 2309-0763 | 2309-0764 | - | 0,175 | ||||||||||
2309-0541 | 2309-0542 | 2309-0765 | 2309-0766 | 0,180 | - | ||||||||||
2309-0543 | 2309-0544 | 2309-0767 | 2309-0768 | - | 0,185 | ||||||||||
2309-0545 | 2309-0546 | 2309-0771 | 2309-0772 | 0,190 | - | ||||||||||
2309-0547 | 2309-0548 | 2309-0773 | 2309-0774 | - | 0,195 | ||||||||||
2309-0551 | 2309-0552 | 2309-0775 | 2309-0776 | 0,200 | - | 18 | 1,8 | 1,3 | 2,5 | 2,0 | |||||
2309-0553 | 2309-0554 | 2309-0777 | 2309-0778 | - | 0,205 | ||||||||||
2309-0555 | 2309-0556 | 2309-0781 | 2309-0782 | 0,210 | - | ||||||||||
2309-0557 | 2309-0558 | 2309-0783 | 2309-0784 | 0,220 | - | ||||||||||
2309-0561 | 2309-0562 | 2309-0785 | 2309-0786 | - | 0,230 | ||||||||||
2309-0563 | 2309-0564 | 2309-0787 | 2309-0788 | 0,240 | - | ||||||||||
2309-0565 | 2309-0566 | 2309-0791 | 2309-0792 | 0,250 | - | 2,2 | 1,7 | 4,0 | 3,0 | ||||||
2309-0567 | 2309-0568 | 2309-0793 | 2309-0794 | 0,260 | - | ||||||||||
2309-0571 | 2309-0572 | 2309-0795 | 2309-0796 | - | 0,270 | ||||||||||
2309-0573 | 2309-0574 | 2309-0797 | 2309-0798 | 0,280 | - | ||||||||||
2309-0575 | 2309-0576 | 2309-0801 | 2309-0802 | - | 0,290 | ||||||||||
2309-0577 | 2309-0578 | 2309-0803 | 2309-0804 | 0,300 | - | ||||||||||
2309-0581 | 2309-0582 | 2309-0805 | 2309-0806 | - | 0,310 | 20 | 2,8 | 2,2 | 5,0 | 4,0 | |||||
2309-0583 | 2309-0584 | 2309-0807 | 2309-0808 | - | 0,315 | ||||||||||
2309-0585 | 2309-0586 | 2309-0811 | 2309-0812 | 0,320 | - | ||||||||||
2309-0587 | 2309-0588 | 2309-0813 | 2309-0814 | - | 0,330 | ||||||||||
2309-0591 | 2309-0592 | 2309-0815 | 2309-0816 | 0,340 | - | ||||||||||
2309-0593 | 2309-0594 | 2309-0817 | 2309-0818 | - | 0,350 | ||||||||||
2309-0595 | 2309-0596 | 2309-0821 | 2309-0822 | 0,360 | - | ||||||||||
2309-0975 | 2309-0598 | 2309-0823 | 2309-0824 | - | 0,370 | ||||||||||
2309-0601 | 2309-0602 | 2309-0825 | 2309-0826 | 0,380 | - | ||||||||||
2309-0603 | 2309-0604 | 2309-0827 | 2309-0828 | - | 0,390 | 22 | 3,6 | 3,0 | 6,0 | 5,0 | |||||
2309-0605 | 2309-0606 | 2309-0831 | 2309-0832 | 0,400 | - | ||||||||||
2309-0607 | 2309-0608 | 2309-0833 | 2309-0834 | - | 0,410 | ||||||||||
2309-0611 | 2309-0612 | 2309-0835 | 2309-0836 | 0,420 | - | ||||||||||
2309-0613 | 2309-0614 | 2309-0837 | 2309-0838 | - | 0,430 | ||||||||||
2309-0615 | 2309-0616 | 2309-0841 | 2309-0842 | - | 0,440 | ||||||||||
2309-0617 | 2309-0618 | 2309-0843 | 2309-0844 | 0,450 | - | ||||||||||
2309-0621 | 2309-0622 | 2309-0845 | 2309-0846 | - | 0,460 | ||||||||||
2309-0623 | 2309-0624 | 2309-0847 | 2309-0848 | - | 0,470 | ||||||||||
2309-0625 | 2309-0626 | 2309-0851 | 2309-0852 | 0,480 | - | ||||||||||
2309-0627 | 2309-0628 | 2309-0853 | 2309-0854 | - | 0,490 | 4,0 | 3,5 | 8,0 | 6,0 | ||||||
2309-0631 | 2309-0632 | 2309-0855 | 2309-0856 | 0,500 | - | ||||||||||
2309-0633 | 2309-0634 | 2309-0857 | 2309-0858 | - | 0,510 | ||||||||||
2309-0635 | 2309-0636 | 2309-0861 | 2309-0862 | - | 0,520 | ||||||||||
2309-0637 | 2309-0638 | 2309-0863 | 2309-0864 | 0,530 | - | ||||||||||
2309-0641 | 2309-0642 | 2309-0865 | 2309-0866 | - | 0,540 | 25 | 4,5 | 4,0 | 10,0 | 8,0 | |||||
2309-0643 | 2309-0644 | 2309-0867 | 2309-0868 | - | 0,550 | 1,2 | 25 | 4,5 | 4,0 | 10,0 | 8,0 | ||||
2309-0645 | 2309-0646 | 2309-0871 | 2309-0872 | 0,560 | - | ||||||||||
2309-0647 | 2309-0648 | 2309-0873 | 2309-0874 | - | 0,570 | ||||||||||
2309-0651 | 2309-0652 | 2309-0875 | 2309-0876 | - | 0,580 | ||||||||||
2309-0653 | 2309-0654 | 2309-0877 | 2309-0878 | 0,600 | - | ||||||||||
2309-0655 | 2309-0656 | 2309-0881 | 2309-0882 | - | 0,615 | 5,0 | 4,2 | ||||||||
2309-0657 | 2309-0658 | 2309-0883 | 2309-0884 | 0,630 | - | ||||||||||
2309-0661 | 2309-0662 | 2309-0885 | 2309-0886 | - | 0,650 | ||||||||||
2309-0663 | 2309-0664 | 2309-0887 | 2309-0888 | 0,670 | - | ||||||||||
2309-0665 | 2309-0666 | 2309-0891 | 2309-0892 | - | 0,700 | 5,6 | 4,5 | ||||||||
2309-0667 | 2309-0668 | 2309-0893 | 2309-0894 | 0,710 | - | ||||||||||
2309-0671 | 2309-0672 | 2309-0895 | 2309-0896 | - | 0,730 | ||||||||||
2309-0673 | 2309-0674 | 2309-0897 | 2309-0898 | 0,750 | - | ||||||||||
2309-0675 | 2309-0676 | 2309-0901 | 2309-0902 | - | 0,780 | 6,3 | 5,0 | 11,2 | 9,0 | ||||||
2309-0677 | 2309-0678 | 2309-0903 | 2309-0904 | 0,800 | - | ||||||||||
2309-0681 | 2309-0682 | 2309-0905 | 2309-0906 | - | 0,825 | ||||||||||
2309-0683 | 2309-0684 | 2309-0907 | 2309-0908 | 0,850 | - | ||||||||||
2309-0685 | 2309-0686 | 2309-0911 | 2309-0912 | - | 0,875 | ||||||||||
2309-0687 | 2309-0688 | 2309-0913 | 2309-0914 | 0,900 | - | ||||||||||
2309-0691 | 2309-0692 | 2309-0915 | 2309-0916 | - | 0,925 | 7,1 | 5,5 | ||||||||
2309-0693 | 2309-0694 | 2309-0917 | 2309-0918 | 0,950 | - | 11,2 | 9,0 | ||||||||
2309-0695 | 2309-0696 | 2309-0921 | 2309-0922 | - | 0,975 | 8,0 | 6,0 | ||||||||
2309-0697 | 2309-0698 | 2309-0923 | 2309-0924 | 1,000 | - | ||||||||||
2309-0701 | 2309-0702 | - | - | 1,050 | - | 1,6 | 32 | - | - | ||||||
2309-0703 | 2309-0704 | - | - | 1,100 | - | 9,0 | 7,0 | ||||||||
2309-0705 | 2309-0706 | - | - | 1,150 | - | ||||||||||
2309-0707 | 2309-0708 | - | - | 1,200 | - | 10,0 | 8,0 | ||||||||
2309-0711 | 2309-0712 | - | - | - | 1,250 | ||||||||||
2309-0713 | 2309-0714 | - | - | 1,300 | - | ||||||||||
2309-0715 | 2309-0716 | - | - | - | 1,350 | 11,2 | 9,0 | ||||||||
2309-0717 | 2309-0718 | - | - | 1,400 | - | ||||||||||
2309-0721 | 2309-0722 | - | - | - | 1,450 | ||||||||||
2309-0723 | 2309-0724 | - | - | 1,500 | - | ||||||||||
Примечание. Диаметры сверл по первому ряду диаметров являются предпочтительными для применения.
Пример условного обозначения сверла короткой серии =0,5 мм праворежущего:
Сверло 2309-0631 ГОСТ 8034-76
(Измененная редакция, Изм. N 1).
1.2. Конструктивные элементы сверл приведены в приложении 1, профиль инструмента для обработки канавок сверл - в приложении 2.
1.3. Допускается изготовлять сверла без обратного конуса на хвостовике.
(Введен дополнительно, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Сверла должны изготовляться из быстрорежущей стали по ГОСТ 19265.
2.2. Твердость рабочей части сверл должна быть:
для сверл диаметром до 0,7 мм | 60...63 НRC | |||
" " " св. 0,7 мм | 61...64 НRC | |||
На рабочей части сверл не должно быть обезуглероженного слоя.
Твердость рабочей части сверла из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы НRC.
2.3. Параметры шероховатости поверхности по ГОСТ 2789 не должны превышать значений или
, указанных в таблице 1а.
Таблица 1а
Наименование поверхности | Параметры шероховатости, мкм | |
Задняя поверхность режущей части, поверхность хвостовика, поверхность канавки | 1,6 | 6,3 |
Задняя вспомогательная поверхность (ленточки) | 0,8 | 3,2 |
2.2, 2.3. (Измененная редакция, Изм. N 1).
2.4. Предельные отклонения диаметров сверл не должны быть более:
для | h5 | |||
" | h6 | |||
" | h7 | |||
для | h8 | |||
2.5. Предельные отклонения длин сверл: или
- по h15,
- по h16.
(Измененная редакция, Изм. N 1).
2.6. Сверла должны иметь на рабочей части уменьшение диаметра в миллиметрах по направлению к хвостовику (обратную конусность) для сверл диаметром, мм:
от 0,1 до 0,6 | до 0,010 | |||
св. 0,6 до 1,0 | 0,005-0,015 | |||
" 1,0 " 1,5 | 0,010-0,020 | |||
Изготовление сверл с прямой конусностью не допускается.
(Измененная редакция, Изм. N 2).
2.7. Допуск радиального биения рабочей части сверла относительно поверхности хвостовика должен быть, мм, не более:
для сверл короткой серии диаметром до 0,6 мм | 0,02 | |||
" " " " " св. 0,6 до 1,0 мм | 0,03 | |||
" " " " " " 1,0 " 1,5 мм | 0,04 | |||
для сверл длинной серии диаметром до 0,6 мм | 0,03 | |||
" " " " " св. 0,6 до 1,0 мм | 0,04 | |||
" " " " " " 1,0 " 1,5 мм | 0,05 | |||
(Измененная редакция, Изм. N 1).
2.8. На поверхностях сверл не должно быть трещин, заусенцев, выкрошенных мест, следов коррозии, а также черновин и прижогов.
(Измененная редакция, Изм. N 2).
2.9. Сверла должны быть заточены.
На режущих кромках не должно быть следов выкрашиваний и завалов.
2.10. Сверла диаметром до 1,0 мм допускается изготовлять без ленточек.
2.11. Утолщение сердцевины по направлению к хвостовику должно быть от 0,1 до 0,15 мм на длине 10 мм.
Сверла допускается изготовлять без утолщения сердцевины.
2.10, 2.11. (Введены дополнительно, Изм. N 1).
2.12. Надежность сверл определяют по средней наработке до отказа и установленной безотказной наработке.
Средняя наработка до отказа и установленная безотказная наработка должны быть не менее указанных в табл.2 при условиях испытаний, приведенных в разд.4.
Критерием затупления сверл является достижение допустимого износа по поперечной кромке, равного указанному в табл.2.
Таблица 2
Диаметр сверла, мм | Средняя наработка до отказа (количество просверленных отверстий) | Установленная безотказная наработка (количество просверленных отверстий) | Износ по поперечной кромке, мм |
От 0,1 до 0,1 | 90 | 32 | 0,08-0,1 |
От 0,2 до 0,6 | 180 | 63 | |
Св. 0,6 | 250 | 88 | 0,15-0,2 |
(Введен дополнительно, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Правила приемки сверл - по ГОСТ 23726.
(Измененная редакция, Изм. N 1).
3.2. Испытания сверл, в том числе на среднюю наработку до отказа, следует проводить один раз в три года не менее чем на пяти сверлах.
Испытания на установленную безотказную наработку следует проводить два раза в год не менее чем на пяти сверлах.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Испытания сверл проводят на настольно-сверлильных станках или станках-автоматах с применением вспомогательного инструмента, которые должны соответствовать установленным для них нормам точности и жесткости.
4.2. Сверла должны быть испытаны на образцах из стали марки 45 по ГОСТ 1050 твердостью 187...207 НВ сверлением глухих отверстий глубиной три диаметра.
При сверлении отверстий диаметром до 1 мм поверхность заготовки допускается предварительно кернить.
4.3. Параметры в мкм шероховатости поверхности образца должны быть для сверл диаметром, мм:
до 0,35 | 6,3 | |||
св. 0,35 | 10 | |||
св. 1,0 | 20 | |||
4.4. Испытаниям на среднюю наработку до отказа и установленную безотказную наработку следует подвергать сверла трех типоразмеров следующих диаметров: 0,2; 0,4; 1,0 мм на режимах, указанных в табл.3.
Допускается испытывать сверла других диаметров из числа регламентируемых стандартом.
Таблица 3
Диаметр сверла, мм | Подача, мм/об | Скорость резания, м/мин |
От 0,1 до 0,20 | 0,003 | 4-10 |
Св. 0,20 " 0,60 | 0,004 | 10-15 |
" 0,60 | 0,005 | 15-20 |
Примечание. Подача указана для станков-автоматов, при испытании сверл на настольно-сверлильных станках подача - ручная.
4.5. При испытаниях на работоспособность каждым сверлом должно быть просверлено 10 отверстий - для сверл диаметром до 0,6 мм, 20 отверстий - для сверл диаметром свыше 0,6 мм.
4.6. После испытаний на работоспособность на режущих кромках сверл не должно быть сколов, выкрашиваний и они должны быть пригодны для дальнейшей работы.
4.7. Приемочные значения средней наработки до отказа и установленной безотказной наработки должны быть не менее указанных в табл.4.
Таблица 4
Диаметр сверла, мм | Приемочное значение наработки (количество отверстий) | |
средней | установленной | |
От 0,1 до 0,2 | 102 | 36 |
" 0,2 " 0,6 | 203 | 70 |
Св. 0,6 | 283 | 100 |
4.8. В качестве смазочно-охлаждающей жидкости следует применять 5%-ный по массе раствор эмульсола в воде, веретенного масла по нормативно-технической документации, утвержденной в установленном порядке или скипидара по ГОСТ 1571.
4.9. Твердость сверл проверяют по ГОСТ 9013.
4.10. Контроль внешнего вида осуществляют визуально.
4.11. Параметры шероховатости поверхности сверл проверяют сравнением при помощи лупы ЛП-1-2 по ГОСТ 25706 с образцами шероховатости по ГОСТ 9378, имеющими значения параметров шероховатости поверхностей не более указанных в п.2.3.
4.12. При контроле параметров сверл должны применяться методы и средства измерения, погрешность которых не превышает:
- при измерении линейных размеров - значений, указанных в ГОСТ 8.051;
- при измерении углов - 35% значения допуска на проверяемый угол;
- при контроле формы и расположения поверхностей - 25% значений допуска на проверяемый параметр.
Разд.4. (Измененная редакция, Изм. N 2).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Маркировку наносят на тару по ГОСТ 18088.
Дополнительно на поверхности тары указывают диаметр сверла и букву Л для леворежущих сверл.
5.2. Упаковка, транспортирование и хранение сверл - по ГОСТ 18088.
5.3. Вариант внутренней упаковки - ВУ-1 по ГОСТ 9.014.
5.2, 5.3. (Измененная редакция, Изм. N 2).
Разд.6. (Исключен, Изм. N 2).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ СВЕРЛ
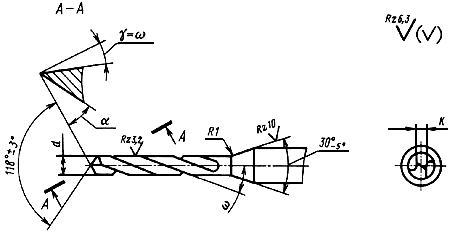
Номинальный диаметр сверла |
|
|
| |
Номин. | Пред. откл. | |||
От 0,100 до 0,115 | 17 | 0,04 | ±0,010 | 27 |
Св. 0,115 до 0,135 | 0,05 | |||
Св. 0,135 до 0,165 | 0,06 | ±0,015 | 30 | |
Св. 0,165 до 0,185 | 0,07 | ±0,020 | ||
Св. 0,185 до 0,230 | 0,08 | |||
Св. 0,230 до 0,280 | 18 | 0,09 | ||
Св. 0,280 до 0,360 | 0,10 | |||
Св. 0,360 до 0,410 | 0,12 | ±0,025 | 28 | |
Св. 0,410 до 0,470 | 19 | 0,13 | ||
Св. 0,470 до 0,490 | 0,14 | 27 | ||
Св. 0,490 до 0,540 | 20 | 0,15 | + 0,020 | |
Св. 0,540 до 0,560 | 0,16 | |||
Св. 0,560 до 0,615 | 0,17 | |||
Св. 0,615 до 0,670 | 0,19 | |||
Св. 0,670 до 0,750 | 0,20 | |||
Св. 0,750 до 0,875 | 21 | 0,22 | + 0,030 | |
Св. 0,875 до 1,000 | 22 | 0,24 | ||
Св. 1,000 до 1,250 | 0,25 | |||
Св. 1,250 до 1,500 | 0,26 | |||
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2
Справочное
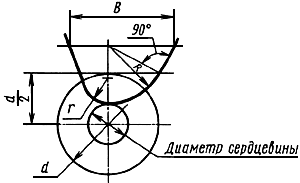
ПРОФИЛЬ ИНСТРУМЕНТА ДЛЯ ОБРАБОТКИ КАНАВОК СВЕРЛ
мм
Номинальный диаметр сверла | |||
От 0,10 до 0,15 | 0,06 | 0,02 | 0,11 |
Св. 0,15 " 0,20 | 0,09 | 0,04 | 0,16 |
" 0,20 " 0,25 | 0,12 | 0,05 | 0,20 |
" 0,25 " 0,32 | 0,15 | 0,06 | 0,25 |
" 0,32 " 0,40 | 0,18 | 0,07 | 0,31 |
" 0,40 " 0,50 | 0,23 | 0,09 | 0,39 |
" 0,50 " 0,62 | 0,28 | 0,11 | 0,48 |
" 0,62 " 0,80 | 0,36 | 0,14 | 0,61 |
" 0,80 " 1,00 | 0,45 | 0,18 | 0,75 |
" 1,00 " 1,20 | 0,55 | 0,22 | 0,94 |
" 1,20 " 1,50 | 0,68 | 0,27 | 1,15 |
ПРИЛОЖЕНИЕ 3. (Исключено, Изм. N 2).
Текст документа сверен по:
Сверла спиральные. Часть 1: Сб. ГОСТов. -
М.: ИПК Издательство стандартов, 2003
