ГОСТ 20392-74*
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
РАЗВЕРТКИ МАШИННЫЕ НАСАДНЫЕ СО ВСТАВНЫМИ НОЖАМИ
ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ЛЕГКИХ СПЛАВОВ
Конструкция и размеры
Machine shell reamers with inserted high-speed blades for light alloys.
Design and dimensions
Дата введения 1976-01-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 25.12.74 N 2794 срок действия установлен с 01.01.76 до 01.01.81**
_________________
** Информация приведена из официального издания - Развертки машинные насадные для обработки деталей из легких сплавов. ГОСТ 20388-74 - ГОСТ 20394-74: Сб. ГОСТов. - М.: Издательство стандартов, 1975. - Примечание "КОДЕКС".
Постановлением Госстандарта СССР N 5192 от 02.12.81 снято ограничение срока действия
_________________
* ПЕРЕИЗДАНИЕ (февраль 1995 года) с Изменениями N 1, 2, утвержденными в апреле 1977 года, в феврале 1982 года (ИУС 4-77, 2-82)
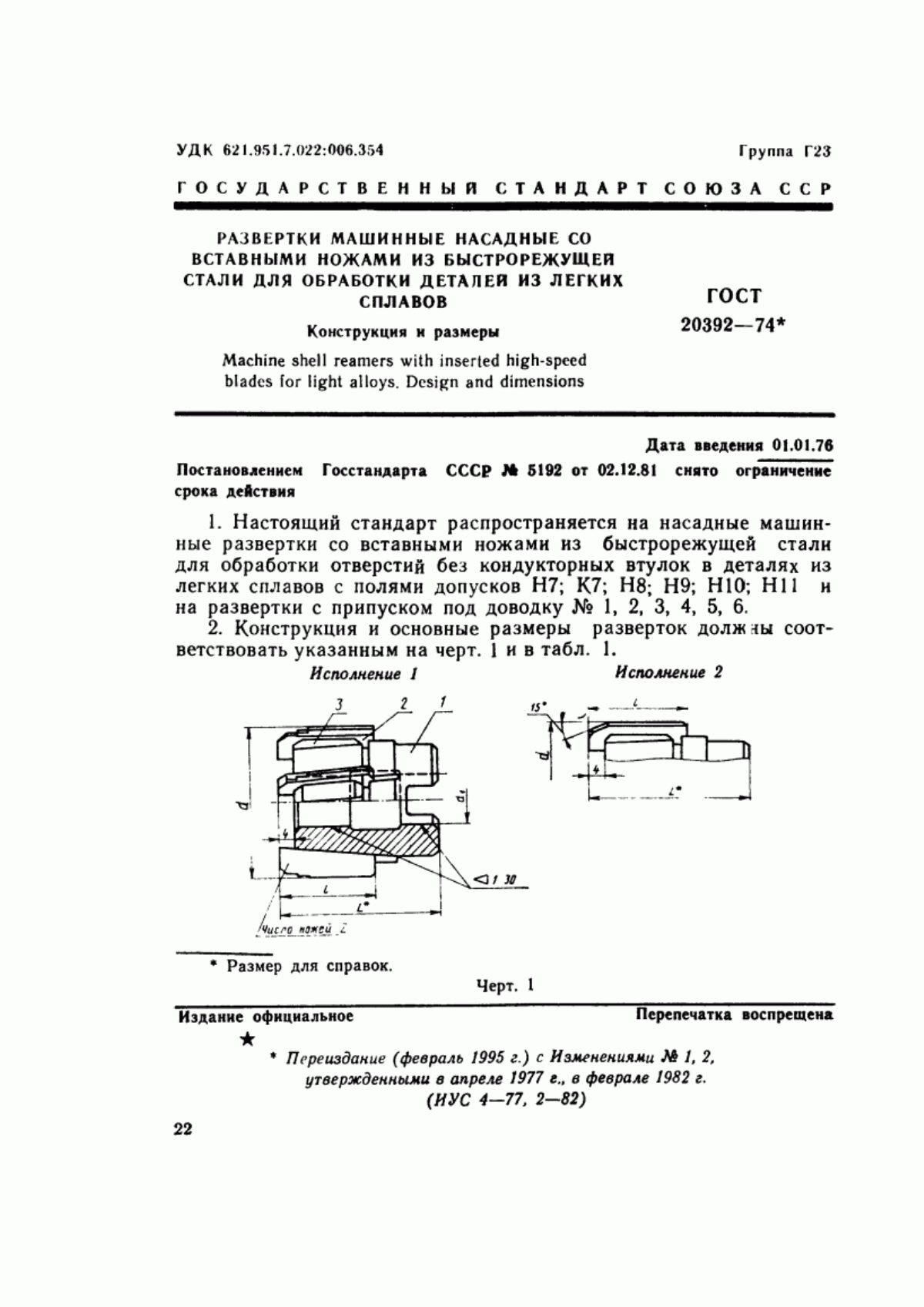
1. Настоящий стандарт распространяется на насадные машинные развертки со вставными ножами из быстрорежущей стали для обработки отверстий без кондукторных втулок в деталях на легких сплавов с полями допусков Н7; К7; Н8; Н9; Н10; Н11 и на развертки с припуском под доводку N 1, 2, 3, 4, 5, 6.
2. Конструкция и основные размеры разверток должны соответствовать указанным на черт.1 и в табл.1.

_________________
* Размер для справок.
Таблица 1
Размеры в мм
Развертки исполнения 1 | Развертки исполнения 2 | Число ножей | Поз.1. | Поз.2. | Поз.3. | ||||||
Обозна- | Применяе- | Обозна- | Применяе- | Обозначение | |||||||
2364-0201 | 2364-0202 | 40 | 12 | 54 | 40 | 6 | 2364-0201/001 | 2026-0255 | 2060-0205 | ||
2364-0203 | 2364-0204 | 42 | 2364-0203/001 | ||||||||
2364-0251 | 2364-0252 | 44 | 2364-0251/001 | ||||||||
2364-0205 | 2364-0206 | 45 | 2364-0205/001 | ||||||||
2364-0253 | 2364-0254 | 46 | 19 | 60 | 45 | 2364-0253/001 | 2026-0256 | 2060-0206 | |||
2364-0207 | 2364-0208 | 47 | 2364-0207/001 | ||||||||
2364-0209 | 2364-0212 | 48 | 2364-0209/001 | ||||||||
2364-0213 | 2364-0214 | 50 | 2364-0213/001 | ||||||||
2364-0215 | 2364-0216 | 52 | 8 | 2364-0215/001 | 2026-0257 | 2060-0207 | |||||
2364-0217 | 2364-0218 | 55 | 2364-0217/001 | ||||||||
2364-0255 | 2364-0256 | 56 | 22 | 67 | 2364-0255/001 | ||||||
2364-0219 | 2364-0222 | 58 | 2364-0219/001 | ||||||||
2364-0223 | 2364-0224 | 60 | 2364-0223/001 | ||||||||
2364-0225 | 2364-0226 | 62 |
|
| 2364-0225/001 | ||||||
2364-0227 | 2364-0228 | 63 | 2364-0227/001 | ||||||||
2364-0229 | 2364-0232 | 67 | 50 | 2364-0229/001 | 2026-0258 | 2060-0208 | |||||
2364-0233 | 2364-0234 | 68 | 27 | 75 | 2364-0233/001 | ||||||
2364-0235 | 2364-0236 | 70 | 2364-0235/001 | ||||||||
2364-0257 | 2364-0258 | 71 | 2364-0257/001 | ||||||||
2364-0237 | 2364-0238 | 72 | 2364-0237/001 | ||||||||
2364-0239 | 2364-0242 | 75 | 2364-0239/001 | ||||||||
2364-0243 | 2364-0244 | 78 | 32 | 84 | 2364-0243/001 | ||||||
2364-0245 | 2364-0246 | 80 | 10 | 2364-0245/001 | |||||||
Пример условного обозначения машинной, насадной развертки со вставными ножами, диаметром =50 мм, исполнения 2, для отверстия с полем допуска Н7:
Развертка 2364-0214 Н7 ГОСТ 20392-74
То же, развертки N 2 с припуском под доводку:
Развертка 2364-0214 N 2 ГОСТ 20392-74
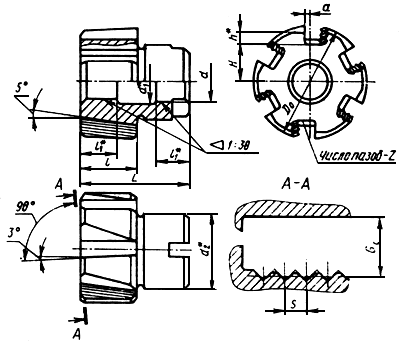
3. Конструкция и основные размеры корпусов (поз.1) разверток должны соответствовать указанным на черт.2 и в табл.2.
_______________
* Размеры для справок.
Черт.2
Таблица 2
Размеры в мм
Обозначение корпусов | Пазы для ножей | Число пазов | ||||||||||
2364-0201/001 | 38 | 16 | 17 | 24 | 50 | 34 | 12 | 3,1 | 10,5 | 5,5 | 8,55 | 6 |
2364-0203/001 | 40 | 11,5 | ||||||||||
2364-0251/001 | 42 | 12,5 | ||||||||||
2364-0205/001 | 43 | 13,0 | ||||||||||
2364-0253/001 | 44 | 19 | 20 | 30 | 56 | 38 | 14 | 13,5 | ||||
2364-0207/001 | 45 | 14,0 | ||||||||||
2364-0209/001 | 14,5 | |||||||||||
2364-0213/001 | 46 | 15,5 | ||||||||||
2364-0215/001 | 48 | 32 | 16,0 | 8 | ||||||||
2364-0217/001 | 51 | 34 | 17,5 | |||||||||
2364-0255/001 | 52 | 22 | 23 | 36 | 63 | 16 | 18,0 | |||||
2364-0219/001 | 54 | 38 | 19,0 | |||||||||
2364-0223/001 | 56 | 40 | 20,0 | |||||||||
2364-0225/001 | 58 | 21,0 | ||||||||||
2364-0227/001 | 59 | 21,5 | ||||||||||
2364-0229/001 | 63 | 46 | 43 | 2,9 | 7,0 | 9,55 | ||||||
2364-0233/001 | 64 | 27 | 28 | 71 | 18 | 22,0 | ||||||
2364-0235/001 | 66 | 48 | 23,0 | |||||||||
2364-0257/001 | 67 | 50 | 23,5 | |||||||||
2364-0237/001 | 68 | 24,0 | ||||||||||
2364-0239/001 | 71 | 52 | 25,5 | |||||||||
2364-0243/001 | 73 | 32 | 33 | 80 | 20 | 27,0 | ||||||
2364-0245/001 | 75 | 54 | 28,0 | 10 | ||||||||
1-3. (Измененная редакция, Изм. N 2).
4. Размеры рифлений - по ГОСТ 2568-71.
5. Стружечные канавки в корпусе следует выполнять параллельно дну паза.
6. Размеры шпоночных пазов - по ГОСТ 9472-70.
7. Предельные отклонения диаметра чистовых разверток - по ГОСТ 19272-73, разверток с припуском под доводку - по ГОСТ 11173-76.
(Измененная редакция, Изм. N 2).
8. (Исключен, Изм. N 2).
9. Неравномерная разбивка шагов зубьев разверток - по ГОСТ 7722-77.
Пример условного обозначения корпуса развертки диаметром =38 мм:
Корпус развертки 2364-0201/001 ГОСТ 20392-74
10. Технические требования - по ГОСТ 1523-81 и НТД.
11. Геометрические параметры режущей части разверток указаны в приложении.
12. Ножи окончательно затачивать на собранной развертке.
(Введен дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ
Рекомендуемое
ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ РЕЖУЩЕЙ ЧАСТИ РАЗВЕРТОК
1. Геометрические параметры разверток исполнения 1 приведены на черт.1 и в табл.1, исполнения 2 - на черт.2 и в табл.2.

_______________
* Размер для справок.
Черт.1
Таблица 1
мм
Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
От 40,0 до 50,8 |
| -0,039 |
| -0,039 | 3 | 0,35 | 2,6 |
Св. 50,8 до 60,0 | -0,046 | -0,046 | 4 | 0,40 | |||
Св. 60,0 до 71,0 | 2,8 | ||||||
Св. 71,0 до 80,0 | 3,0 | ||||||

Черт.2
Таблица 2
мм
Св. 40,0 до 45,0 | 36 | 3 | 0,35 | 2,0 |
От 45,0 до 50,8 | 39 | |||
Св. 50,8 до 65,0 | 4 | 0,40 | 2,5 | |
Св. 65,0 до 80,0 | 42 |
(Измененная редакция, Изм. N 2).
Текст документа сверен по:
Развертки машинные насадные для обработки деталей
из легких сплавов. ГОСТ 20388-74 - ГОСТ 20392-74: Сб. ГОСТов. -
М.: Издательство стандартов, 1995
