ГОСТ 14953-80
Группа Г23
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗЕНКОВКИ КОНИЧЕСКИЕ
Технические условия
Taper countersinks. Specifications
МКС 25.100.30
ОКП 39243
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.12.80 N 6138
3. Стандарт полностью соответствует СТ СЭВ 698-77 и СТ СЭВ 699-77
4. ВЗАМЕН ГОСТ 14953-69, МН 725-60
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, по который дана ссылка | Номер пункта |
4.9 | |
5.2 | |
2.4, 4.2 | |
2.8 | |
1.3 | |
2.4 | |
2.2 | |
4.10 | |
4.11 | |
Вводная часть, 4.2 | |
Вводная часть, 1.4, 4.2 | |
2.3 | |
5.3 | |
2.2 | |
3.1 | |
1.3 | |
4.11 |
6. Ограничение срока действия снято Постановлением Госстандарта СССР от 11.10.91 N 1607
7. ИЗДАНИЕ (август 2003 г.) с Изменениями N 1, 2, утвержденными в декабре 1986 г., марте 1989 г. (ИУС 3-87, 6-89)
Настоящий стандарт распространяется на конические зенковки для обработки центровых отверстий по ГОСТ 14034 и конические зенковки с углом при вершине 90° для обработки конических опорных поверхностей по ГОСТ 12876, изготовляемые для потребностей экономики страны и для экспорта.
(Измененная редакция, Изм. N 1).
ВНЕСЕНА поправка, опубликованная в ИУС N 6, 2018 год
Поправка внесена изготовителем базы данных
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Конические зенковки должны изготовляться типов:
1 - зенковки с углом при вершине 60° центровочные;
2 - зенковки центровочные для центровых отверстий с углом при вершине 60° без предохранительного конуса;
3 - зенковки центровочные для центровых отверстий с углом при вершине 60°с предохранительным конусом 120°;
4 - зенковки центровочные для центровых отверстий с углом при вершине 75° без предохранительного конуса;
5 - зенковки с углом при вершине 60° с цилиндрическим хвостовиком;
6 - зенковки с углом при вершине 90°с цилиндрическим хвостовиком;
7 - зенковки с углом при вершине 120° с цилиндрическим хвостовиком;
8 - зенковки с углом при вершине 60° с коническим хвостовиком;
9 - зенковки с углом при вершине 75° с коническим хвостовиком;
10 - зенковки с углом при вершине 90° с коническим хвостовиком;
11 - зенковки с углом при вершине 120° с коническим хвостовиком.
1.2. Основные размеры зенковок должны соответствовать указанным на черт.1-6 и в табл.1-6.
Тип 1

Черт.1
Таблица 1
мм
Обозначение зенковки | Применяемость | |||
2353-0081 | 5 | 50 | 10 | |
2353-0082 | 8 | 60 | 12 |
Пример условного обозначения зенковки типа 1, диаметром =5 мм:
Зенковка 2353-0081 ГОСТ 14953-80
Тип 2

Черт.2
Таблица 2
мм
Обозначение зенковки | Применяемость | ||||
2353-0083 | 5,0 | 2,00 | 45 | 3,0 | |
2353-0084 | 6,3 | 2,50 | 50 | 3,7 | |
2353-0085 | 8,0 | 3,15 | 4,7 | ||
2353-0086 | 10,0 | 4,00 | 56 | 6,0 | |
2353-0087 | 12,5 | 5,00 | 63 | 7,4 | |
2353-0088 | 16,0 | 6,30 | 71 | 9,5 |
Пример условного обозначения зенковки типа 2, диаметром =5 мм:
Зенковка 2353-0083 ГОСТ 14953-80
Тип 3
Черт.3
Таблица 3
мм
Обозначение зенковки | Применяемость | |||||
2357-0001 | 0,80 | 5,0 | 1,55 | 35,5 | 0,82 | |
2357-0002 | 1,00 | 6,3 | 2,00 | 1,13 | ||
2357-0003 | 1,25 | 7,1 | 2,40 | 40,0 | 1,21 | |
2357-0004 | 1,60 | 8,0 | 3,10 | 45,0 | 1,52 | |
2357-0005 | 2,00 | 10,0 | 4,00 | 2,20 | ||
2357-0006 | 2,50 | 12,5 | 5,00 | 50,0 | 2,60 | |
2357-0007 | 3,15 | 14,0 | 6,40 | 3,30 | ||
2357-0008 | 4,00 | 16,0 | 7,90 | 56,0 | 4,20 | |
2357-0009 | 5,00 | 20,0 | 10,00 | 63,0 | 5,20 | |
2357-0010 | 6,30 | 25,0 | 12,50 | 71,0 | 6,50 |
Пример условного обозначения зенковки типа 3, диаметром =5 мм:
Зенковка 2357-0001 ГОСТ 14953-80
Тип 4

Черт.4
Таблица 4
мм
Обозначение зенковки | Применяемость | ||||
2353-0089 | 6,3 | 45 | 2,0 | 3,1 | |
2353-0090 | 8,0 | 50 | 2,5 | 3,9 |
Пример условного обозначения зенковки типа 4, диаметром =6,3 мм:
Зенковка 2353-0089 ГОСТ 14953-80
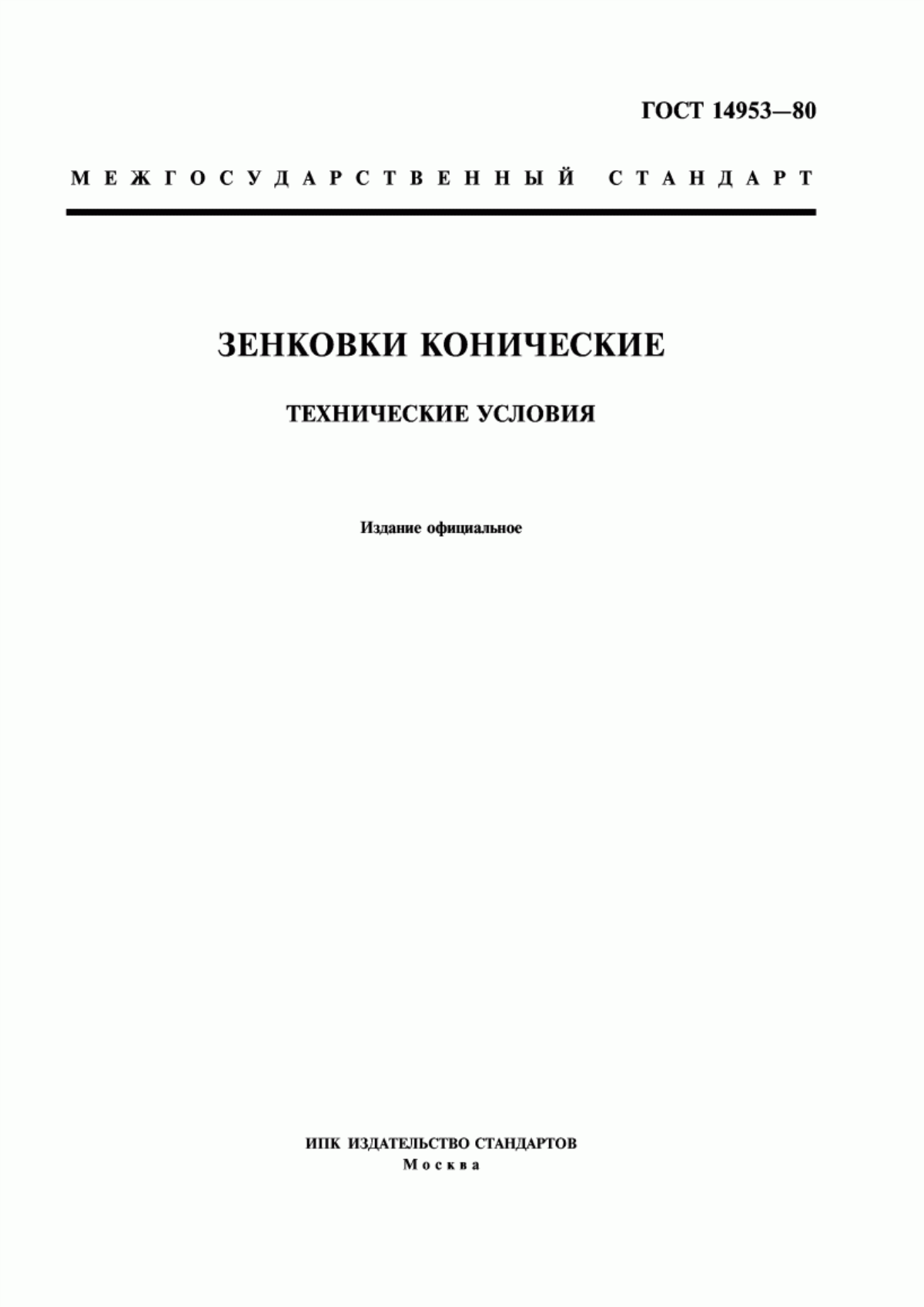
Типы 5, 6, 7

Черт.5
Таблица 5
мм
Обозначение зенковки типа 5 | Приме- | Обозначение зенковки типа 6 | Приме- | Обозначение зенковки типа 7 | Приме- | |||||||
Тип 5 | Типы 6, 7 | Тип 5 | Типы 6, 7 | |||||||||
2353-0101 | 8,0 | 1,6 | 8 | 48 | - | 16 | - | |||||
2353-0107 | - | 44 | - | 12 | ||||||||
2353-0114 | ||||||||||||
2353-0102 | 10,0 | 2,0 | 50 | - | 18 | - | ||||||
2353-0108 | - | 46 | - | 14 | ||||||||
2353-0115 | ||||||||||||
2353-0103 | 12,5 | 2,5 |
| 52 | - | 20 | - | |||||
2353-0109 | - | 48 | - | 16 | ||||||||
2353-0116 | ||||||||||||
2353-0104 | 16,0 | 3,2 | 10 | 60 | - | 24 | - | |||||
2353-0111 | - | 56 | - | 20 | ||||||||
2353-0117 | ||||||||||||
2353-0105 | 20,0 | 4,0 | 64 | - | 28 | - | ||||||
2353-0112 | - | 60 | - | 24 | ||||||||
2353-0118 | ||||||||||||
2353-0106 | 25,0 | 7,0 | 69 | - | 33 | - | ||||||
2353-0113 | - | 65 | - | 29 | ||||||||
2353-0119 | ||||||||||||
Пример условного обозначения зенковки типа 6, диаметром =10 мм:
Зенковка 2353-0108 ГОСТ 14953-80
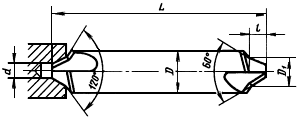
Типы 8, 9, 10, 11

Черт.6
Таблица 6
Размеры, мм
Обозна- | При- ме- | Обозна- | При- ме- | Обозна- | При- ме- | Обозна- | При- ме- | Конус Морзе | ||||||||
Тип 8 | Тип 9 | Типы 10, 11 | Тип 8 | Тип 9 | Типы 10, 11 | |||||||||||
2353-0121 | 16,0 | 3,2 | 97 | - | - | 24 | - | - | 1 | |||||||
2353-0133 | - | 93 | - | 20 | ||||||||||||
2353-0142 | ||||||||||||||||
2353-0122 | 20,0 | 4,0 | 120 | - | 28 | - | 2 | |||||||||
2353-0134 | - | 116 | - | 24 | ||||||||||||
2353-0143 | ||||||||||||||||
2353-0123 | 25,0 | 7,0 | 125 | - | - | 33 | - | - | 2 | |||||||
2353-0135 | - | 121 | - | 29 | ||||||||||||
2353-0144 | ||||||||||||||||
2353-0124 | 31,5 | 9,0; 7,0* | 132 | - | - | 40 | - | - | ||||||||
2353-0129 | - | 127 | - | 35 | ||||||||||||
2353-0136 | - | 124 | - | 32 | ||||||||||||
2353-0145 | ||||||||||||||||
2353-0125 | 40,0 | 12,5; 11,0* | 160 | - | - | 45 | - | - | 3 | |||||||
2353-0131 | - | 155 | - | 40 | ||||||||||||
2353-0137 | - | 150 | - | 35 | ||||||||||||
2353-0146 | ||||||||||||||||
2353-0126 | 50,0 | 16,0 | 165 | - | - | 50 | - | - | ||||||||
2353-0138 | - | 153 | - | 38 | ||||||||||||
2353-0147 | ||||||||||||||||
2353-0127 | 63,0 | 20; 18,0* | 200 | - | - | 58 | - | - | 4 | |||||||
2353-0132 | - | 192 | - | 50 | ||||||||||||
2353-0139 | - | 185 | - | 43 | ||||||||||||
2353-0148 | ||||||||||||||||
2353-0128 | 80,0 | 25,0 | 215 | - | - | 73 | - | - | ||||||||
2353-0141 | - | 196 | - | 54 | ||||||||||||
2353-0149 | ||||||||||||||||
______________
* Для типа 9.
Пример условного обозначения зенковки типа 8, диаметром =16 мм:
Зенковка 2353-0121 ГОСТ 14953-80
(Измененная редакция, Изм. N 1), (Поправка. ИУС N 6-2018).
1.3. Размеры конусов Морзе - по ГОСТ 25557. Допуск конусов Морзе АТ8 - по ГОСТ 2848.
1.4. Центровые отверстия формы А (допускается формы R) по ГОСТ 14034, у зенковок с 7 мм со стороны рабочей части центровые отверстия не изготавливать.
1.5. Конструктивные размеры и геометрические параметры зенковок указаны в приложении 1.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. (Исключен, Изм. N 2).
2.2. Зенковки должны изготовляться из быстрорежущей стали по ГОСТ 19265. Допускается изготовление зенковок из других марок быстрорежущей стали, обеспечивающих работоспособность и стойкость зенковок, не уступающим зенковкам, изготовленным из быстрорежущей стали по ГОСТ 19265. По согласованию с потребителем допускается изготовление зенковок из инструментальной легированной стали марки 9ХС по ГОСТ 5950.
2.3. Зенковки из быстрорежущей стали с цилиндрическим хвостовиком диаметрами от 8 до 16 мм должны изготовляться цельными, диаметрами 20 и 25 мм - сварными. Зенковки из быстрорежущей стали с коническим хвостовиком должны изготовляться сварными.
В зоне сварки не допускаются: непровар, кольцевые трещины, поверхностные раковины.
Допускается изготовление паяных зенковок с цилиндрическим и коническим хвостовиками диаметрами от 12,5 до 25 мм.
В качестве припоя должна применяться латунь марки Л63 по ГОСТ 15527*.
________________
* На территории Российской Федерации действует ГОСТ 15527-2004. - Примечание "КОДЕКС".
2.4. Хвостовики сварных и паяных зенковок должны изготовляться из стали марки 45 по ГОСТ 1050 или марки 40Х по ГОСТ 4543.
2.5. Твердость рабочей части зенковок должна быть:
у зенковок из быстрорежущей стали диаметром до 3,15 мм - 63...65 HRC, свыше 3,15 мм - 63...66 HRC
;
у зенковок из стали марки 9ХС - 62...65 HRC.
Твердость рабочей части зенковок из быстрорежущей стали с содержанием ванадия 3% и более и кобальта 5% и более должна быть выше на 1-2 единицы HRC.
2.6. Твердость лапок у зенковок с коническим хвостовиком должна быть 32…47 HRC.
2.7. Поверхность зенковок не должна иметь трещин и следов коррозии. Шлифованные поверхности не должны иметь вмятин и черновин. На передних и задних поверхностях, на поверхностях ленточек и хвостовика не должно быть цветов побежалости. Режущие кромки должны быть острыми, завалы и выкрошенные места на режущих кромках не допускаются.
(Измененная редакция, Изм. N 1, 2).
2.8. Параметры шероховатости поверхностей зенковок по ГОСТ 2789 должны быть, мкм, не более:
передних и задних поверхностей зенковок типов:
1-4 |
|
5-11 |
|
поверхности стружечных канавок |
|
поверхности зажимной цилиндрической части, цилиндрического и конического хвостовика |
|
остальных поверхностей |
|
2.9. На задней поверхности зубьев зенковок типов 5-11 вдоль главных режущих кромок допускается ленточка шириной не более 0,05 мм.
2.10. Предельные отклонения размеров зенковок должны быть не более:
общей длины | h16 |
диаметра зажимной цилиндрической части | h9 |
углов конуса 60° и 75° | -20' |
углов конуса 90° и 120° | -1° |
длины цилиндрического хвостовика | ±1 мм |
2.11. Допуск биения режущих кромок зенковочной части у зенковок типов 1-4 относительно поверхности зажимной части, измеренное перпендикулярно к этим кромкам, должен быть для зенковок диаметром:
до 3,15 мм | 0,03 мм |
св. 3,15 мм | 0,04 мм |
2.12. Допуск биения режущих кромок зенковок типов 5-11 относительно поверхности хвостовика, измеренное перпендикулярно к этим кромкам, должен быть 0,05 мм.
2.13. Средний и установленный периоды стойкости зенковок должны быть не менее указанных в табл.7 при условии испытаний, приведенных в разд.4.
Таблица 7
Тип зенковки | Наружный диаметр зенковки | Периоды стойкости, мин | |
средний | установленный | ||
1 | 5,0 | 20 | 8 |
8,0 | 20 | 8 | |
2 | 5,0 | 20 | 8 |
6,3; 8,0; 10,0 | 30 | 12 | |
12,5; 16,0 | 60 | 24 | |
3 | 5,0; 6,3 | 20 | 8 |
7,1; 8,0; 10,0 | 30 | 12 | |
12,5; 14,0; 16,0; 20,0; 25,0 | 60 | 24 | |
4 | 6,3 | 20 | 8 |
8,0 | 30 | 12 | |
5, 8 и 9 | 8,0 | 20 | 8 |
10,0 | 25 | 10 | |
12,5 | 30 | 12 | |
16,0 | 30 | 12 | |
20,0 | 50 | 20 | |
25,0 | 70 | 28 | |
31,5 | 100 | 40 | |
40,0 | 130 | 52 | |
50,0 | 160 | 64 | |
63,0 | 180 | 72 | |
80,0 | 180 | 72 | |
6, 7, 10 и 11 | 8,0 | 10 | 4 |
10,0 | 12 | 4, 8 | |
12,5 | 15 | 6 | |
16,0 | 15 | 6 | |
20,0 | 20 | 8 | |
25,0 | 30 | 12 | |
31,5 | 45 | 18 | |
40,0 | 45 | 18 | |
50,0 | 60 | 24 | |
63,0 | 80 | 32 | |
80,0 | 80 | 32 | |
2.14. Критерием затупления следует считать достижение износа по задней поверхности, который не должен быть более 0,6 мм для зенковок типов 1-4 и 0,8 мм для зенковок типов 5-11.
2.13, 2.14. (Введены дополнительно, Изм. N 1).
3. ПРАВИЛА ПРИЕМКИ
3.1 Правила приемки - по ГОСТ 23726.
3.2. Периодические испытания, в том числе на средний период стойкости, должны проводиться один раз в три года не менее чем на 5 зенковках.
Испытания на установленный период стойкости должны проводиться один раз в год не менее чем на 5 зенковках.
(Измененная редакция, Изм. N 1).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания зенковок должны проводиться на центровочных, токарных или сверлильных станках с применением патронов и цанг, соответствующих установленным для них нормам точности.
4.2. Зенковки должны испытываться на образцах из стали марок 45 или 50 по ГОСТ 1050, твердостью НВ 179...197 по предварительно просверленным отверстиям, соответствующим ГОСТ 14034 и ГОСТ 12876 для зенковок типов 6 и 10.
4.3. Испытаниям на стойкость подвергаются зенковки диаметром 8 мм для типа 1; 6,3 мм для типов 2-4, 20 мм для типов 5-11. Допускается дополнительно испытывать зенковки других типоразмеров из числа регламентированных стандартом.
4.1-4.3. (Измененная редакция, Изм. N 1).
4.3.1. Испытания следует проводить на режимах, указанных в табл.8.
Таблица 8
Тип зенковки | Диаметр, мм | Подача, мм/об | Скорость, м/мин | |
наружный зенковки | центрового отверстия | |||
1 | 5,0 | - | 0,05 | 14 |
8,0 | 0,08 | 16 | ||
2-4 | - | 0,8 | 0,01 | 8 |
1,0 | 10 | |||
1,25 | ||||
1,6 | 0,02 | |||
2,0 | 12 | |||
2,5 | 0,03 | |||
3,15 | ||||
2-4 | - | 4,0 | 0,04 | 14 |
5,0 | 0,05 | |||
6,3 | 0,06 | |||
8,0 | 0,08 | 16 | ||
5-11 | 8,0 | - | 0,06 | 12 |
10,0 | ||||
12,5 | 14 | |||
16,0 | 0,08 | |||
20,0 | 16 | |||
25,0 | 0,10 | |||
31,5 | ||||
40,0 | 18 | |||
50,0 | 0,12 | |||
63,0 | ||||
80,0 | 0,14 | |||
Примечания:
1. Частота вращения для зенковок типов 1-4 определяется по диаметру обработанного отверстия, а для зенковок типов 5-11 - по наибольшему диаметру раззенкованного отверстия.
Для зенковок типов 7 и 11 отверстие должно быть предварительно раззенковано.
2. При испытании зенковок, изготовленных из стали 9ХС, скорость резания принимается равной 0,6 скорости резания зенковок из быстрорежущей стали.
(Введен дополнительно, Изм. N 1).
4.4. Приемочные значения среднего и установленного периодов стойкости не должны быть менее указанных в табл.9.
Таблица 9
Тип зенковки | Наружный диаметр зенковки | Приемочные значения периодов стойкости, мин | |
средний | установленный | ||
1 | 5,0 | 23 | 9 |
8,0 | |||
2 | 5,0 | 23 | 9 |
6,3; 8,0; 10,0 | 34 | 14 | |
12,5; 16,0 | 68 | 27 | |
3 | 5,0; 6,3 | 23 | 9 |
7,1; 8,0; 10,0 | 34 | 14 | |
12,5; 14,0; 16,0; 20,0; 25,0 | 68 | 27 | |
4 | 6,3 | 23 | 9 |
8,0 | 34 | 14 | |
5, 8 и 9 | 8,0 | 23 | 9 |
10,0 | 28 | 11 | |
12,5 | 34 | 14 | |
16,0 | 34 | 14 | |
20,0 | 57 | 23 | |
25,0 | 79 | 32 | |
31,5 | 113 | 45 | |
40,0 | 147 | 59 | |
50,0 | 181 | 72 | |
63,0 | 204 | 81 | |
80,0 | 204 | 81 | |
6, 7, 10 и 11 | 8,0 | 11 | 5 |
10,0 | 14 | 5,4 | |
12,5 | 17 | 7 | |
16,0 | 17 | 7 | |
20,0 | 23 | 9 | |
25,0 | 34 | 14 | |
31,5 | 51 | 20 | |
40,0 | 51 | 20 | |
50,0 | 68 | 27 | |
63,0 | 90 | 36 | |
80,0 | 90 | 36 | |
4.5. При испытании на работоспособность каждым рабочим концом зенковки должно быть обработано на длину конической части зенковки три отверстия, и для зенковок типов 2-4 - пять отверстий.
4.6. В качестве смазочно-охлаждающей жидкости должен применяться 5%-ный раствор эмульсола в воде с расходом не менее 5 л/мин.
4.7. После испытаний на работоспособность на режущих кромках зенковок не должно быть вмятин и выкрашиваний и они должны быть пригодны для дальнейшей работы.
4.4-4.7. (Измененная редакция, Изм. 1, 2).
4.8. Контроль внешнего вида осуществляется визуально.
4.9. Контроль параметров зенковок осуществляется средствами контроля, погрешность которых не должна быть более:
при измерении линейных размеров - значений, указанных в ГОСТ 8.051;
при измерении углов - 35% значений допуска на проверяемый угол;
при контроле формы и расположения поверхностей - 25% значений допуска на проверяемый параметр.
4.10. Твердость зенковок измеряется по ГОСТ 9013.
4.11. Параметры шероховатости поверхностей зенковок должны проверяться сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значения параметров шероховатости поверхностей не более указанных в п.2.8.
Сравнение осуществляется визуально с помощью лупы 2-4 по ГОСТ 25706.
4.8-4.11. (Введены дополнительно, Изм. N 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На шейке, хвостовике или державке зенковки должны быть четко нанесены:
а) товарный знак предприятия-изготовителя;
б) диаметр для зенковок типов 2-4 или диаметр
у зенковок типов 1,5-11;
в) угол конуса зенковки;
г) обозначение зенковки (последние четыре цифры);
д) марка стали режущей части (на зенковках из быстрорежущей стали).
Примечания: 1. На зенковках типов 1-4 диаметром от 5 до 8 мм и типов 5-7 диаметром
от 8 до 12,5 мм допускается маркировать только данные, указанные в подпунктах а, б, в.
2. Маркировку на хвостовиках или державках зенковок допускается наносить электрохимическим, химическим или другим способом, не влияющим на качество поверхности и при условии сохранения их геометрических форм, а также в выточке для маркировки.
3. (Исключено, Изм. N 1).
4. Марку стали Р6М5 и Р6АМ5 допускается не маркировать.
5. Допускается маркировать вместо марки быстрорежущей стали буквы "HS" для стали с содержанием вольфрама до 3% включительно, буквы "HSS" - для стали с содержанием вольфрама 6% и более, буквы "HSSCo" - для стали с содержанием кобальта, с указанием марки стали на этикетках.
5.2. Вариант внутренней упаковки зенковок - ВУ-1 по ГОСТ 9.014.
5.1, 5.2. (Измененная редакция, Изм. N 1, 2).
5.3. Остальные требования к упаковке, маркировке, транспортированию и хранению - по ГОСТ 18088.
(Введен дополнительно, Изм. N 1).
Разд.6. (Исключен, Изм. N 1).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
КОНСТРУКТИВНЫЕ РАЗМЕРЫ
И ГЕОМЕТРИЧЕСКИЕ ПАРАМЕТРЫ ЗЕНКОВОК
1. Конструктивные размеры и геометрические параметры зенковок должны соответствовать указанным на черт.1-6 и в табл.1-6.
Тип 1
Черт.1
Таблица 1
мм
5 | 4 | 0,3 |
8 | 6 | 0,5 |
Тип 2

Черт.2
Таблица 2
мм
Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
5,0 | 1,5 | -0,12 | 10 | 0,40 | +0,03 | 0,4 | 0,3 |
6,3 | 2,0 | 11 | 0,45 | 0,7 | 0,5 | ||
8,0 | 2,6 | 13 | 0,55 | ||||
10,0 | 3,0 | 15 | 0,70 | +0,04 | 0,8 | 0,8 | |
12,5 | 4,0 | -0,16 | 17 | 0,85 | 1,0 | ||
16,0 | 5,0 | 19 | 1,10 | 1,2 | |||
Тип 3

Черт.3
Таблица 3
мм
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||||
5,0 | 1,55 | +0,2 | 0,60 | -0,06 | 8 | 0,15 | +0,02 | 0,3 | 0,2 |
6,3 | 2,00 | +0,3 | 0,70 | -0,07 | 9 | 0,20 | +0,03 | 0,3 | |
7,1 | 2,40 | +0,4 | 1,00 | -0,12 | 0,25 | ||||
8,0 | 3,10 | 1,35 | 11 | 0,30 | 0,4 | ||||
10,0 | 4,00 | +0,6 | 1,50 | 13 | 0,40 | ||||
12,5 | 5,00 | 2,00 | 15 | 0,45 | 0,7 | 0,5 | |||
14,0 | 6,40 | 2,60 | 16 | 0,55 | |||||
16,0 | 7,90 | +1,0 | 3,00 | 18 | 0,70 | +0,04 | 0,8 | 0,8 | |
20,0 | 10,00 | 4,00 | -0,16 | 19 | 0,85 | 1,0 | |||
25,0 | 12,50 | +1,5 | 5,00 | 22 | 1,10 | 1,2 | |||
Тип 4

Черт.4
Таблица 4
мм
|
| ||||
6,3 | 1,5 | 11 | 0,40 | 0,4 | 0,3 |
8,0 | 2,0 | 12 | 0,45 | 0,7 | 0,5 |
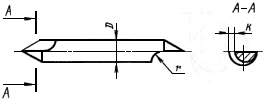
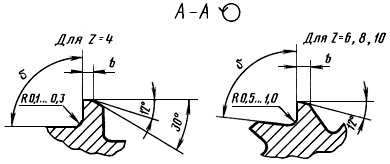
Типы 5, 6, 7

Черт.5
Таблица 5
Размеры в мм
| Число зубьев | ||||||||||
Тип 5 | Типы 6, 7 | Тип 5 | Тип 6 | Тип 7 | Тип 5 | Тип 6 | Тип 7 | ||||
8,0 | - | - | 0,3 | 0,5 | 90° | 90° | 90° | 15° | 26°20' | 38°30' | 4 |
10,0 | 0,4 | 0,6 | 16° | 27° | 40° | ||||||
12,5 | 0,85 | 17°35' | 25° | 36°20' | |||||||
16,0 | 0,6 | 1,00 | 18°26' | 22° | 32°20' | ||||||
20,0 | 36 | 32 | - | 80° | 80° | 80° | 18°55' | 30°41' | 41°50' | 6 | |
25,0 | 41 | 37 | 85° | 85° | 85° | 19°45' | 32°20' | 43° | |||
_______________
* Размер на малом диаметре.
Типы 8, 9, 10, 11

Черт.6
Таблица 6
Размеры в мм
| ||||||||||||
Тип 8 | Тип 9 | Типы 10, 11 | Тип 8 | Тип 9 | Тип 10 | Тип 11 | Типы 8, 9, 10, 11 | |||||
16,0 | 32 | - | 30 | - | - | - | - | 70 | 0,6 | 14 | 1,0 | |
20,0 | 85 | 20 | - | |||||||||
25,0 | 36 | 32 | 22 | |||||||||
31,5 | 43 | 50 | 35 | 11 | 8 | 4 | 3,5 | |||||
40,0 | 50 | 60 | 40 | 17 | 10 | 6 | 4,0 | 105 | 1,0 | 35 | ||
50,0 | 55 | - | 43 | - | 8 | 5,0 | 1,5 | 40 | ||||
63,0 | 64 | 65 | 50 | 10 | 10 | 7,0 | 130 | 1,8 |
| |||
80,0 | 80 | - | 60 | 18 | - | 12 | 8,0 | 60 | ||||
Продолжение табл.6
Размеры в мм
Тип 8 | Тип 9 | Типы 10, 11 | Тип 8 | Тип 9 | Тип 10 | Тип 11 | Типы 8,10 | Тип 9 | Тип 11 | |
16,0 | 90° | - | 90° | 18°26' | - | 22° | 32°20' | 4 | - | 4 |
20,0 | 80° | 80° | 18°55' | 30°41' | 41°50' | 6 | 6 | |||
25,0 | 85° | 85° | 19°45' | 32°20' | 43° | |||||
31,5 | 80° | 80° | 80° | 20°24' | 27°00' | 32°47' | 45° | 8 | 8 | 8 |
40,0 | 21°26' | 28°20' | 34°12' | 46°30' | ||||||
50,0 | - | 22° | - | 34°59' | 45°40' | - | ||||
63,0 | 80° | 23°07' | 28°30' | 36°30' | 48° | 8 | ||||
80,0 | - | 23°54' | - | 37°03' | 48°30' | 10 | - | 10 | ||
_____________
* Размер на малом диаметре.
(Измененная редакция, Изм. N 1).
2. Для зенковок типов 1-4 задний угол на периферии режущей части в плоскости, параллельной оси зенковки, равен 14-11°.
ПРИЛОЖЕНИЕ 2. (Исключено, Изм. N 1).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 2003
Редакция документа с учетом
изменений и дополнений подготовлена
