ГОСТ 31149-2014
(ISO 2409:2013)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Материалы лакокрасочные
ОПРЕДЕЛЕНИЕ АДГЕЗИИ МЕТОДОМ РЕШЕТЧАТОГО НАДРЕЗА
Paint materials. Determination of adhesive by cross-cut method
МКС 87.040
Дата введения 2015-09-01
Предисловие
Цели, основные принципы и порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 195 "Материалы лакокрасочные", ОАО "Научно-производственная фирма "Спектр ЛК"
2 ВНЕСЕН Техническим секретариатом Межгосударственного совета по стандартизации, метрологии и сертификации
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 45-2014 от 25 июня 2014 г.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 08 сентября 2014 г. N 1017-ст межгосударственный стандарт ГОСТ 31149-2014 (ISO 2409) введен в действие в качестве национального стандарта Российской Федерации с 01 сентября 2015 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ИСО 2409:2013* "Краски и лаки. Испытание методом решетчатого надреза" (ISO 2409:2013 "Paints and varnishes - Cross-cut test"), путем внесения дополнений и пояснений. Раздел 3 дополнен подпунктами 3.5 и 3.6, содержащими требования к мягкой кисти и прозрачной липкой ленте, Раздел 8 дополнен оценкой результатов испытания, т.к. она не предусмотрена в МС ИСО и в Приложении А раздел А.2 дополнен рекомендациями по использованию липкой ленты при удалении отслоившегося покрытия.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При этом дополнения и пояснения, включенные в текст настоящего стандарта, выделены в тексте курсивом*.
________________
* В оригинале обозначения и номера стандартов и нормативных документов в разделе 4 "Отбор проб" и пункте 5.2 выделены курсивом, остальные по тексту документа приводятся обычным шрифтом. - .
Из приложения А исключен п.А.3, в связи с тем что в тексте стандарта отсутствуют указания по значению давления при использовании сжатого воздуха и азота.
Настоящий стандарт подготовлен на основе ИСО 2409:2013 "Краски и лаки. Испытание методом решетчатого надреза" (ISO 2409:2013 "Paints and varnishes - Cross-cut test").
Международный стандарт разработан Комитетом по стандартизации ТС 35 "Paints and varnishes".
Перевод с английского языка (en).
Официальные экземпляры международного стандарта, на основе которого подготовлен настоящий межгосударственный стандарт, и международные стандарты, на которые даны ссылки, имеются в Федеральном фонде технических регламентов и стандартов.
Степень соответствия - модифицированная (MOD)
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка*, опубликованная в ИУС N 11, 2015 год
________________
* См. ярлык "Примечания".
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт устанавливает метод определения адгезии (устойчивости к отслаиванию) однослойного, многослойного лакокрасочных покрытий и системы покрытий к окрашиваемой поверхности и/или между слоями при решетчатом надрезе (прямоугольная решетка). Надрез должен доходить до окрашиваемой поверхности.
Метод предназначен для покрытий, нанесенных на твердые (например, металл) и мягкие (например, древесина, штукатурка) окрашиваемые поверхности. Для различных окрашиваемых поверхностей испытания проводят по разным методикам (раздел 6).
Метод не применим при толщине покрытия более 250 мкм и для текстурированных (шероховатых) покрытий.
Метод может быть использован по схеме:
- выдерживает испытание/не выдерживает испытание;
- как испытание (при необходимости), в ходе которого определяют адгезию по шестибалльной классификации.
Примечания
1 Метод может быть применен как в лабораторных условиях при использовании специально подготовленных образцов, так и в полевых условиях.
2 Проведение испытаний на текстурированных (шероховатых) покрытиях из-за неточности результатов делает определение адгезии невозможным.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на межгосударственные следующие стандарты:
ГОСТ 8832-76 (ИСО 1514-84) Материалы лакокрасочные. Методы получения лакокрасочного покрытия для испытания (ИСО 1514:1984 "Краски и лаки. Стандартные пластины для испытания", MOD)
ГОСТ 9980.2-86 (ИСО 842-84, ИСО 1512-74, ИСО 1513-80) Материалы лакокрасочные. Отбор проб для испытаний (ИСО 842:1984 "Сырье для изготовления лаков и красок. Отбор проб", MOD; ИСО 1512:1974 "Краски и лаки. Отбор проб", MOD; ИСО 1513:1980 "Краски и лаки. Контроль и подготовка проб для испытаний", MOD)
ГОСТ 29317-92 (ISO 3270-84) Материалы лакокрасочные и сырье для них. Температуры и влажности для кондиционирования и испытания (ИСО 3270-1984 "Краски, лаки и сырье для них. Температуры и влажности для кондиционирования и испытания", MOD)
ГОСТ 31993-2013 (ISO 2808:2007) Материалы лакокрасочные. Определение толщины покрытия (ИСО 2808:2007 "Краски и лаки. Определение толщины пленки", MOD)
ГОСТ 32702.2-2014 (ISO 16276-2:2007) Материалы лакокрасочные. Определение адгезии методом Х-образного надреза (ИСО 16276-2:2007 "Краски и лаки. Определение адгезии методом X-образного надреза", MOD)
(Поправка. ИУС N 11-2015).
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Аппаратура
3.1 Общие положения
Обычное лабораторное оборудование, а также:
3.2 Режущие инструменты
3.2.1 Общие требования
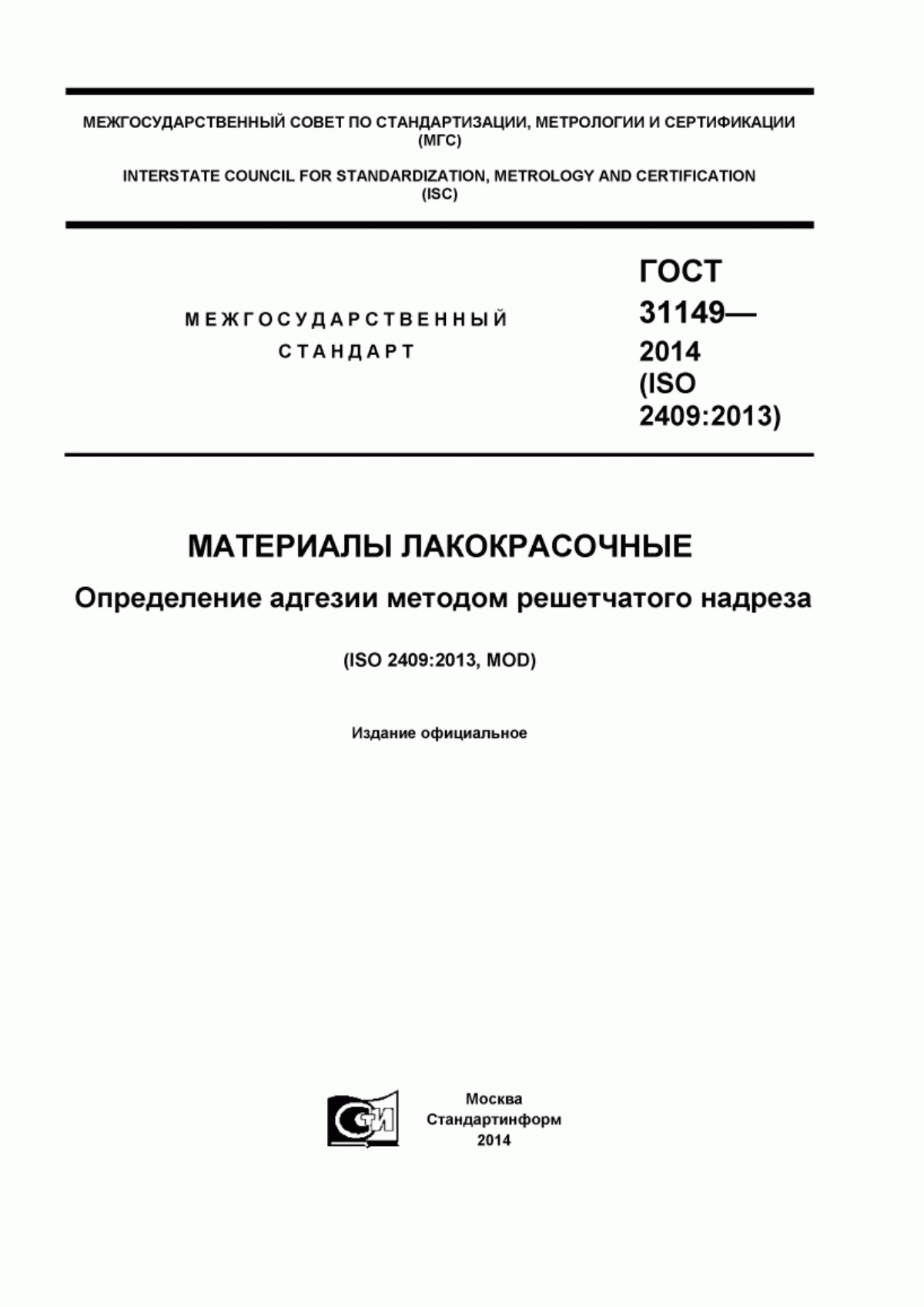
Режущая часть инструмента должна делать разрез V-образной формы через всю толщину покрытия и режущие кромки должны быть хорошо заточены. Режущие инструменты описаны в 3.2.2 и 3.2.3 и показаны на рисунках 1 и 2.
a) - Ручной однолезвийный режущий инструмент
b) - режущий инструмент с жестким лезвием с \/-образной режущей кромкой
1 - режущая кромка; а - направление разреза
Рисунок 1 - Однолезвиевые режущие инструменты
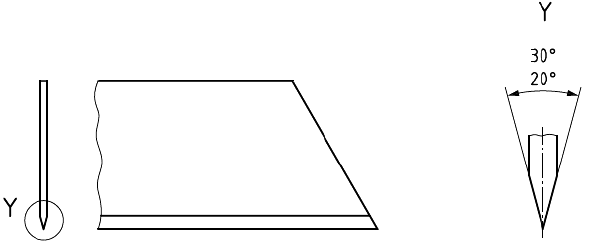
а) Ручной многолезвиевый режущий инструмент
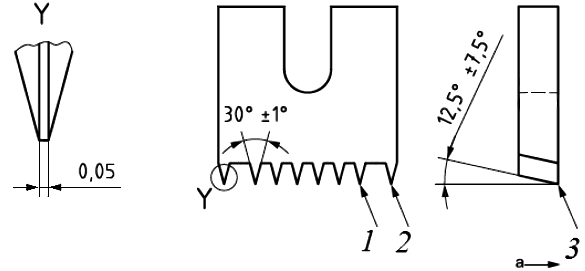
b) Многолезвиевый режущий инструмент, используемый с механическим приводом
1 - режущее лезвие; 2 - направляющая кромка; 3 - режущие кромки; а - направление надреза
Рисунок 2 - Примеры многолезвиевого режущего инструмента
Однолезвиевые режущие инструменты (3.2.2) применяют для всех видов покрытий на твердой и мягкой окрашиваемых поверхностях. Многолезвиевые режущие инструменты (3.2.3) не пригодны для толстых (>120 мкм) или твердых покрытий или покрытий, нанесенных на мягкую окрашиваемую поверхность.
Инструменты, указанные в 3.2.2 и 3.2.3, используют для нанесения надрезов вручную (этот способ нанесения надрезов наиболее часто применяется), но также может быть использован инструмент с механическим приводом для нанесения более однородных надрезов.
Использование режущего инструмента с механическим приводом должно быть согласовано между заинтересованными сторонами.
Примечание - Аппаратура (ручная или с механическим приводом) и тип используемого режущего инструмента влияют на результаты испытаний.
3.2.2 Однолезвиевые режущие инструменты
3.2.2.1 Ручной однолезвиевый режущий инструмент с режущей кромкой (рисунок 1a).
3.2.2.2 Однолезвиевый режущий инструмент с механическим приводом (рисунок 3).
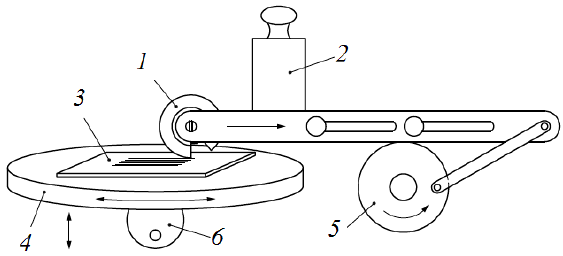
1 - режущий инструмент; 2 - груз; 3 - испытуемая пластинка; 4 - вращающаяся подставка для испытуемой пластинки; 5 - мотор; 6 - ручка для вращения подставки
Рисунок 3 - Аппаратура с механическим приводом
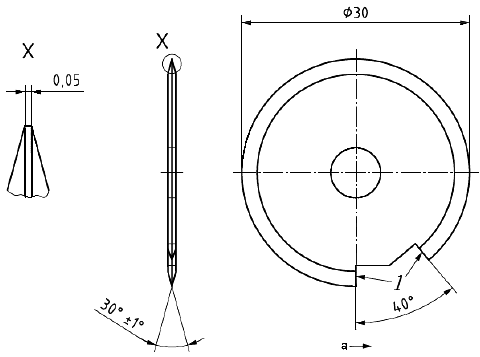
3.2.2.3 Режущий инструмент с жестким лезвием с V-образной режущей кромкой (рисунок 1b).
Однолезвиевый режущий инструмент с лезвием толщиной (0,43±0,03) мм и углом заточки кромки (режущая часть) 20°-30° (рисунок 1b).
Толщину лезвия можно не принимать во внимание до тех пор, пока лезвие позволяет делать разрез V-образной формы через всю толщину покрытия.
Примечание - Лезвие режущего инструмента может изнашиваться, и поэтому его можно использовать в течение определенного времени.
При износе кромки до 0,1 мм инструмент необходимо заточить или заменить.
3.2.3 Многолезвиевые режущие инструменты
3.2.3.1 Ручной многолезвиевый режущий инструмент с режущими кромками - см. рисунок 2.
Многолезвиевый режущий инструмент должен иметь шесть режущих кромок, расположенных на расстоянии 1, 2 или 3 мм друг от друга (рисунок 2).
Поперечная ширина шести режущих кромок (рисунок 2a) для инструмента с расстоянием между режущими кромками 1 мм должна составлять 5 мм, а для инструмента с расстоянием между режущими кромками 2 мм - 10 мм.
Направляющие и режущие кромки должны находиться на одинаковом расстоянии от центра.
При износе кромки до 0,1 мм инструмент необходимо заточить.
3.2.3.2 Многолезвиевый режущий инструмент с механическим приводом показан на рисунке 3.
Многолезвиевый режущий инструмент должен иметь шесть режущих кромок, расположенных на расстоянии 1, 2 или 3 мм друг от друга, и две направляющие кромки (рисунок 2).
Поперечная ширина шести режущих кромок (рисунок 2a) для инструмента с расстоянием между режущими кромками 1 мм должна составлять 5 мм, а для инструмента с расстоянием между режущими кромками в 2 мм - 10 мм.
Направляющие и режущие кромки должны находиться на одинаковом расстоянии от центра.
При износе кромки до 0,1 мм инструмент необходимо заточить.
3.3 Шаблоны
Для правильного расположения надрезов при использовании однолезвиевого режущего инструмента необходимы шаблоны, показанные на рисунке 4, или металлическая линейка.
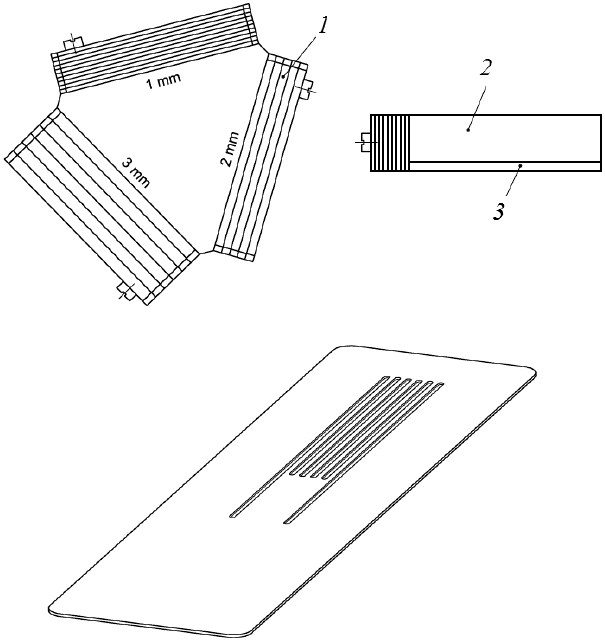
1 - шаблоны для надрезов через 1, 2 и 3 мм, 2 - ламинированный пластик или металл, 3 - резина
Рисунок 4 - Шаблоны
При использовании однолезвиевого режущего инструмента (3.2.2.1) используют шаблон, показанный на рисунке 4a*.
При использовании однолезвиевого режущего инструмента (3.2.2.2) используют шаблон, показанный на рисунке 4b*.
_______________
* Текст документа соответствует оригиналу. - .
3.4 Ручная лупа
Лупа с 2- или 3-кратным увеличением.
3.5 Мягкая кисть
Кисть волосяная, плоская, мягкая, шириной не менее 10 мм; длина волос - не менее 15 мм.
3.6 Прозрачная липкая лента, приклеивающаяся при надавливании
Если иное не оговорено в нормативном документе (НД) или технической документации (ТД) на конкретный лакокрасочный материал (ЛКМ), то используют липкую ленту адгезионной прочностью от 2,4 до 4,0 Н/см, определяемой по стандарту [1]. Ширина ленты должна быть не менее 50 мм.
4 Отбор проб
Отбирают среднюю пробу каждого ЛКМ в соответствии с ГОСТ 9980.2.
Контроль и подготовка каждой пробы для испытания - по ГОСТ 9980.2.
5 Пластинки для испытаний
5.1 Материал
Пластинки для испытаний должны быть в соответствии с ГОСТ 8832, если использование других пластинок не предусмотрено или не согласовано в НД или ТД на испытуемый материал.
Пластинки для испытания должны быть плоскими и не деформированными.
Размеры пластинок должны обеспечивать проведение испытания на трех различных участках поверхности, расстояние между которыми должно быть не менее 5 мм и от края пластинки - не менее 5 мм.
При использовании пластинок из мягкого материала, например древесины, их толщина должна быть не менее 10 мм, при использовании пластинок из твердого материала - не менее 0,25 мм.
Примечания
1 Рекомендуется использовать прямоугольные пластинки размером 150x100 мм.
2 В случае использования пластинок из древесины направление и структура волокон могут влиять на результаты испытания, а резко выраженная структура делает оценку невозможной.
5.2 Подготовка пластинок к окрашиванию и окрашивание
Пластинки для испытания подготавливают в соответствии с ГОСТ 8832, если другое не оговорено, и окрашивают в соответствии с указаниями для испытуемого ЛКМ или системы покрытия.
5.3 Сушка
Окрашенные пластинки высушивают в естественных условиях (или подвергают горячей сушке) и подвергают старению (при необходимости) с последующей выдержкой в течение установленного времени и условиях в соответствии с указаниями для испытуемого ЛКМ или системы покрытия.
5.4 Толщина покрытия
Толщину высушенного покрытия в микрометрах определяют любым методом по ГОСТ 31993 на участках покрытия, на которых делают надрез, как можно ближе к месту надреза. Различие в толщине покрытия по длине не должно превышать 10% при использовании специально подготовленных образцов и 20% - при проведении испытаний на изделиях.
6 Проведение испытаний
6.1 Общие положения
6.1.1 Условия проведения испытаний
В лабораторных условиях испытания проводят при температуре (23±2) °С и относительной влажности (50±5)% в соответствии с ГОСТ 29317, если другие условия не оговорены НД или ТД на испытуемый материал или не согласованы заинтересованными сторонами.
На изделиях испытания проводят в условиях окружающей среды, которые должны быть измерены и запротоколированы.
6.1.2 Выдержка окрашенных пластинок
Перед испытанием окрашенные пластинки выдерживают при температуре (23±2) °С и относительной влажности (50±5)% не менее 16 ч, если другие условия не оговорены в НД или ТД на испытуемый материал или не согласованы заинтересованными сторонами.
6.1.3 Число надрезов
Число надрезов длиной не менее 20 мм в каждом направлении решетчатого рисунка должно равняться шести.
6.1.4 Расстояние между надрезами
Расстояние между надрезами в каждом направлении должно быть одинаковым и зависит от толщины покрытия и типа (твердости) окрашиваемой поверхности:
- до 60 мкм - расстояние 1 мм для твердых поверхностей (например, металла и пластмассы);
- до 60 мкм - расстояние 2 мм для мягких поверхностей (например, древесины и штукатурки);
- от 61 до 120 мкм - расстояние 2 мм для твердых и мягких поверхностей;
- от 121 до 250 мкм - расстояние 3 мм для твердых и мягких поверхностей.
Примечание - Для покрытий толщиной более 250 мкм используют метод определения адгезии Х-образным надрезом по ГОСТ 32702
6.1.5 Количество определений
Испытания проводят не менее чем на трех участках покрытия на пластинке (5.1). Если результаты не совпадают на любых двух участках и различие превышает один балл, определение повторяют на трех других участках этой же или другой пластинки. Записывают результаты всех определений.
6.2 Нанесение надрезов ручным способом
6.2.1 Помещают испытуемую пластинку на твердую плоскую поверхность, чтобы не допустить ее деформации во время испытания.
6.2.2 Перед испытанием проверяют режущую кромку и поддерживают ее в рабочем состоянии с помощью заточки или замены инструмента.
6.2.3 Выполняют надрезы вручную, учитывая следующие указания:
- при испытании покрытий на древесине или аналогичном материале надрезы выполняют под углом 45° к направлению волокна материала. Повторяют указанную операцию под углом 90° к первоначальным надрезам для получения решетки;
- при испытании покрытий на твердой поверхности надрезы выполняют в произвольном направлении.
Примечание - При нанесении надрезов на покрытие, нанесенное на мягкую окрашиваемую поверхность, допускается возможность ее прорезания.
6.2.4 Лезвие режущего инструмента (3.2) держат перпендикулярно к поверхности испытуемой пластинки. При равномерном давлении на режущий инструмент, используя подходящий шаблон (3.3) или металлическую линейку, наносят на покрытие шесть надрезов при равномерной скорости резания в направлении от оператора длиной не менее 20 мм.
Повторяют указанную операцию под углом 90° к первоначальным надрезам для получения решетки с четко выраженными точками пересечения.
Все надрезы должны доходить до окрашиваемой поверхности.
Если из-за твердости покрытия невозможно прорезать его до окрашиваемой поверхности, испытания считают недействительными, что отмечают в протоколе испытаний.
6.2.5 Удаляют отслоившееся покрытие с площади надрезов. Способы удаления указаны в приложении А.
Используемый способ удаления отслоившегося покрытия должен быть указан в НД или ТД или согласован между заинтересованными сторонами и отражен в протоколе испытаний.
6.3 Нанесение надрезов с использованием режущего инструмента с механическим приводом
В случае использования режущего инструмента с механическим приводом, процедура нанесения надрезов соответствует 6.2, особенно в отношении числа надрезов, расстояния между надрезами и количества определений.
7 Обработка результатов
Визуально, внимательно, при хорошем освещении исследуют внешний вид поверхности надрезов испытуемого покрытия или по согласованию между заинтересованными сторонами, используя лупу (3.4). При осмотре поверхностей надрезов поворачивают пластинку таким образом, чтобы углы зрения и падающего света не ограничивались одним направлением. Поверхность испытуемого покрытия классифицируют в соответствии с таблицей 1, сравнивая с рисунками.
Примечание - Дополнительные указания приведены в графе "Описание" таблицы 1.
Таблица 1 Классификация результатов испытания
Классификация в баллах | Описание | Внешний вид поверхности надрезов с отслаиванием (пример для шести параллельных надрезов) |
0 | Края надрезов полностью гладкие; ни один из квадратов в решетке не отслоился |
|
| Отслоение мелких чешуек покрытия на пересечении надрезов. Площадь отслоений немного превышает 5% площади решетки |
|
2 | Покрытие отслоилось вдоль краев и/или на пересечении надрезов. Площадь отслоений немного превышает 5%, но не более 15% площади решетки |
|
3 | Покрытие отслоилось вдоль краев надрезов частично или полностью широкими полосами и/или отслоилось частично или полностью на различных частях квадратов. Площадь отслоений превышает 15%, но не более 35% площади решетки |
|
4 | Покрытие отслоилось вдоль краев надрезов широкими полосами и/или некоторые квадраты отделились частично или полностью. Площадь отслоений превышает 35%, но не более 65% площади решетки |
|
5 | Любая степень отслаивания, которую нельзя классифицировать 4-ым баллом шкалы | - |





В таблице 1 приведена 6-балльная классификация оценки результатов. Первые три балла вполне достаточны для оценки по схеме "выдерживает испытание/ не выдерживает испытание". При необходимости (для специальных целей) можно использовать всю 6-балльную классификацию.
Оценку результатов проводят следующим образом:
- мягкая окрашиваемая поверхность - немедленно после обработки кистью;
- твердая окрашиваемая поверхность и древесина в случае использования липкой ленты (3.6) - сразу после удаления липкой ленты.
За результат испытания принимают значение адгезии в баллах, соответствующее большинству совпадающих значений, при этом расхождение между значениями не должно превышать один балл.
При расхождении значений адгезии, превышающем один балл, испытание повторяют по 6.1.5. За окончательный результат принимают среднее округленное значение, полученное в результате шести определений (на одной или двух пластинках).
При испытании многослойного покрытия или системы покрытия указывают поверхность раздела слоев, на которой произошло расслаивание (между покрытием и окрашиваемой поверхностью или между слоями).
Если результаты испытания отличаются, то указывают каждый результат.
8 Обозначение результата испытаний
Результат испытаний может быть представлен в следующем виде:
ссылка на настоящий стандарт, указание на используемый режущий инструмент и использованный метод и результат испытания (баллы по таблице 1).
Пример - ГОСТ........ - 1а - 2
Обозначение режущего инструмента и метод нанесения надрезов:
- 1 - Однолезвиевый режущий инструмент:
1a - ручной однолезвиевый инструмент,
1b - ручной однолезвиевый инструмент с механическим приводом,
1c - ручной однолезвиевый инструмент с V-образной режущей кромкой;
- 2 - многолезвиевый режущий инструмент:
2a - ручной многолезвиевый режущий инструмент,
2b - многолезвиевый режущий инструмент с механическим приводом.
9 Прецизионность
9.1 Предел повторяемости
Предел повторяемости - это значение, ниже которого находится ожидаемое с вероятностью 95% абсолютное расхождение между результатами двух отдельных испытаний, каждый из которых рассчитывают в соответствии с разделом 7, если данный метод применяют в условиях повторяемости, т.е. когда метод применяют на одном и том же материале одним оператором в одной лаборатории в течение короткого промежутка времени.
Для данного метода испытания предел повторяемости равен одному баллу.
9.2 Предел воспроизводимости
Предел воспроизводимости - это значение, ниже которого находится ожидаемое с вероятностью 95% абсолютное расхождение между результатами двух отдельных испытаний, каждый из которых рассчитывают в соответствии с разделом 7, если данный метод применяют в условиях воспроизводимости, т.е. когда метод применяется на одном и том же материале операторами в разных лабораториях. Для данного метода испытания предел воспроизводимости
равен двум баллам.
10 Протокол испытаний
Протокол испытаний должен содержать:
a) все сведения, необходимые для идентификации материала;
b) ссылку на настоящий стандарт;
c) детали подготовки образцов для испытания:
1) материал, толщину и подготовку окрашиваемой поверхности (5.1),
2) метод нанесения испытуемого лакокрасочного покрытия на окрашиваемую поверхность, включая продолжительность и условия послойной сушки в случае получения многослойного покрытия (5.2),
3) продолжительность и условия естественной (или горячей) сушки и условия старения покрытия (если необходимо) перед испытанием (5.3),
4) толщину высушенного покрытия (мкм), метод измерения толщины покрытия по ГОСТ 31993 и указание, является ли покрытие однослойным или многослойным;
d) температуру и относительную влажность если они отличаются от указанных в 6.1.1;
e) тип используемого режущего инструмента и метод нанесения надрезов (ручной или механический);
f) детали метода удаления отслоившегося покрытия (кисть, липкая лента);
g) результаты испытания в соответствии с разделом 7;
h) любое отклонение от метода испытания;
i) любые необычные явления (аномалии), наблюдаемые во время испытания;
j) тип (марку) липкой ленты с указанием адгезионной прочности;
h)* дату проведения испытания.
_________________
* Обозначение соответствует оригиналу. - .
Приложение А
(рекомендуемое)
Примеры способов удаления отслоившегося покрытия
А 1 Использование кисти
Осторожно очищают пластинку мягкой кистью (3.5 настоящего стандарта), проводя несколько раз вперед и назад вдоль обеих диагоналей решетки.
А 2 Использование липкой ленты
При проведении испытаний покрытий, нанесенных на твердую и деревянную окрашиваемые поверхности, может быть использована липкая лента.
В начале новой серии испытаний с катушки с лентой удаляют два полных витка ленты. При равномерной скорости отматывают и отрезают кусок длиной примерно 75 мм.
Центр отрезанной ленты помещают на решетку параллельно одному из направлений надрезов, как показано на рисунке А.1, и разглаживают ленту пальцем по поверхности решетки и на расстоянии не менее 20 мм за решеткой.
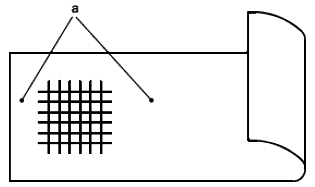
a - Положение липкой ленты относительно решетки
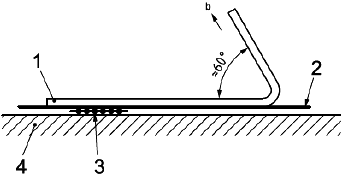
b - Положение непосредственно перед удалением с решетки
a - разглаженная поверхность; b - направление удаления
1 - лента;
2 - покрытие; 3 - разрезы; 4 - окрашиваемая поверхность
Рисунок А.1 - Расположение липкой ленты
Для проверки плотности контакта с покрытием прижимают ленту кончиком пальца или ногтем. Цвет покрытия, видимый через ленту, является показателем полного контакта.
Через 5 мин после приклеивания ленты ее удаляют, держа за свободный конец и плавно отрывая за 0,5-1,0 с под углом, примерно 60° (рисунок А.1).
Примечания
1 Для системы покрытий [например, автомобильное покрытие, покрытия, полученные спеканием, (порошковые покрытия)], рекомендуется наклеивание и удаление ленты в каждом направлении решетки по меньшей мере один раз.
2 Для однослойного покрытия (например, гальванического) одноразового наклеивания (в одном направлении) и удаления ленты достаточно.
Библиография
[1] | МЭК 60454-2:2009 | Технические условия на чувствительные к давлению изоляционные ленты для электрических цепей. Часть 2. Методы испытаний (Specification for pressure-sensitive tapes for electrical purposes - Part 2: Methods of test) |
____________________________________________________________________________
УДК 667.64.001.4:006.354 МКС 87.040 MOD
Ключевые слова: лакокрасочные материалы, однослойные, многослойные лакокрасочные покрытия, система покрытий, адгезия, метод решетчатого надреза, липкая лента
____________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
Редакция документа с учетом
изменений и дополнений подготовлена
