ГОСТ 32309-2013
Группа У14
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОСУДА ЛИТАЯ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Общие технические условия
Casting utensils of aluminium alloys. General specification
МКС 97.040.60
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации МТК 297 "Материалы и полуфабрикаты из легких и специальных сплавов" (ОАО "Всероссийский институт легких сплавов")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 сентября 2013 г. N 59-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 ноября 2013 г. N 2028-ст межгосударственный стандарт введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Ноябрь 2016 г.
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
1 Область применения
Настоящий стандарт распространяется на хозяйственную литую посуду из алюминиевых сплавов, предназначенную для приготовления пищи, в том числе на посуду для детей и подростков.
Обязательные требования к продукции, направленные на обеспечение ее безопасности для жизни и здоровья населения, изложены в 5.3, 5.8 (в части прочности крепления арматуры), 5.14 (в части требований к противопригорающему покрытию), 5.24, 6.3 (в части прочности корпусов, крышек и срабатывания рабочих клапанов и предохранительных устройств кастрюль-скороварок, прочности крепления арматуры), 6.4 (в части выделения вредных для здоровья веществ), 7.4, 7.5, 7.16, 7.17.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные механические. Технические условия
ГОСТ 1583-93 Сплавы алюминиевые литейные. Технические условия
ГОСТ 1770-74 (ИСО 1042-83, ИСО 4788-80) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 2405-88 Манометры, вакуумметры, мановакуумметры, напоромеры, тягомеры и тягонапоромеры. Общие технические условия
ГОСТ 2695-83 Пиломатериалы лиственных пород. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 4976-83 Лаки марок НЦ-218, НЦ-222, НЦ-243 мебельные и НЦ 223. Технические условия
ГОСТ 5470-75 Лаки марок ПФ-283 и ГФ-166. Технические условия
ГОСТ 7933-89 Картон для потребительской тары. Общие технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 9142-90 Ящики из гофрированного картона. Общие технические условия
ГОСТ 9359-80 Массы прессовочные карбамидо- и меламиноформальдегидные. Технические условия
ГОСТ 9378-93 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9421-80 Картон тарный плоский склеенный. Технические условия
ГОСТ 10299-80 Заклепки с полукруглой головкой классов точности В и С. Технические условия
ГОСТ 10300-80 Заклепки с потайной головкой классов точности В и С. Технические условия
ГОСТ 10301-80 Заклепки с полупотайной головкой классов точности В и С. Технические условия
ГОСТ 10302-80 Заклепки с полукруглой низкой головкой классов точности В и С. Технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 12082-82 Обрешетки дощатые для грузов массой до 500 кг. Общие технические условия
ГОСТ 12998-85 Пленка полистирольная. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15102-75 Контейнер универсальный металлический закрытый, номинальной массой брутто 5,0 т. Технические условия
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 17151-81 Посуда хозяйственная из листового алюминия. Общие технические условия
ГОСТ 17299-78 Спирт этиловый технический. Технические условия
ГОСТ 17308-88 Шпагаты. Технические условия
ГОСТ 20435-75 Контейнер универсальный металлический закрытый, номинальной массой брутто 3,0 т. Технические условия
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 22852-77 Ящики из гофрированного картона для продукции приборостроительной промышленности. Технические условия
ГОСТ 24295-80 Посуда хозяйственная стальная эмалированная. Методы анализа вытяжек
ГОСТ 24788-2001 Посуда хозяйственная стальная эмалированная. Общие технические условия
ГОСТ 26645-85* Отливки из металлов и сплавов. Допуски размеров, массы и припуски на механическую обработку
________________
* На территории Российской Федерации действует ГОСТ Р 53464-2009.
ГОСТ 27002-86 Посуда из коррозионно-стойкой стали. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация
3.1 Посуду по назначению подразделяют на следующие типы:
- котлы;
- горшки;
- кастрюли;
- сковороды;
- утятницы, гусятницы;
- ковши;
- казаны;
- кастрюли-скороварки;
- рыбокоптилки, кофеварки, жаровни.
3.2 Посуда всех типов может быть предназначена для приготовления пищи для детей и подростков. Посуду для детей и подростков изготавливают с учетом повышенных требований к выделению вредных веществ в контактирующие с ней модельные растворы, в целях защиты жизни и здоровья детей и подростков, а также предупреждения действий, вводящих в заблуждение потребителей продукции.
4 Типы, основные параметры и размеры
4.1 Типы, основные параметры, размеры и вместимость посуды должны соответствовать указанным на рисунках 1-19 и в таблицах 1-19.
Допускается по согласованию с потребителем выпускать посуду других типов, форм, размеров и другой вместимостью.

Рисунок 1 - Котел
Таблица 1 - Основные параметры и вместимость котла
Размеры в миллиметрах | |||
Номер котла | Вместимость, л | Толщина, не более | |
стенки | дна | ||
1 | 3,0 | 3,5 | 5,0 |
2 | 5,0 | 3,5 | 5,0 |
3 | 6,0 | 3,5 | 5,0 |
4 | 8,0 | 3,5 | 5,0 |
5 | 10,0 | 6,0 | 8,0 |
6 | 15,0 | 6,0 | 8,0 |
7 | 20,0 | 6,0 | 8,0 |
8 | 30,0 | 6,0 | 8,0 |
9 | 40,0 | 6,0 | 10,0 |
10 | 50,0 | 6,0 | 10,0 |
11 | 70,0 | 6,0 | 10,0 |
12 | 100,0 | 6,0 | 10,0 |
Примечания | |||

Рисунок 2 - Горшок
Таблица 2 - Основные параметры и вместимость горшка
Размеры в миллиметрах | |||
Номер горшка | Вместимость, л | Толщина | |
стенки | дна | ||
1 | 0,5 | 2,2±0,5 | 3,0±0,6 |
2 | 1,5 | 2,2±0,5 | 3,0±0,6 |
3 | 2,5 | 2,5±0,8 | 3,0±0,6 |
4 | 4,0 | 2,5±0,8 | 3,0±0,6 |
5 | 6,0 | 2,5±0,8 | 3,0±0,6 |
6 | 8,0 | 2,5±0,8 | 3,0±0,6 |
7 | 10,0 | 2,5±0,8 | 4,0±0,7 |
8 | 12,0 | 3,0±1,0 | 4,0±0,7 |
9 | 15,0 | 3,0±1,0 | 5,0±0,8 |
10 | 20,0 | 3,0±1,0 | 5,0±0,8 |
Примечания | |||

Рисунок 3 - Кастрюля
Таблица 3 - Основные параметры и вместимость кастрюли
Размеры в миллиметрах | |||
Номер кастрюли | Вместимость, л | Толщина | |
стенки | дна | ||
1 | 0,5 | 3,0±0,6 | 3,5±0,6 |
2 | 1,0 | 3,0±0,6 | 3,5±0,6 |
3 | 1,5 | 3,0±0,6 | 3,5±0,6 |
4 | 2,0 | 3,2±0,8 | 4,0±0,8 |
5 | 2,5 | 3,2±0,8 | 4,0±0,8 |
6 | 3,0 | 3,8±0,8 | 4,5±1,0 |
7 | 3,5 | 3,8±0,8 | 4,5±1,0 |
8 | 4,0 | 3,8±0,8 | 4,5±1,0 |
9 | 5,0 | 3,8±0,8 | 4,5±1,0 |
10 | 6,0 | 3,8±0,8 | 4,5±1,0 |
Примечания | |||

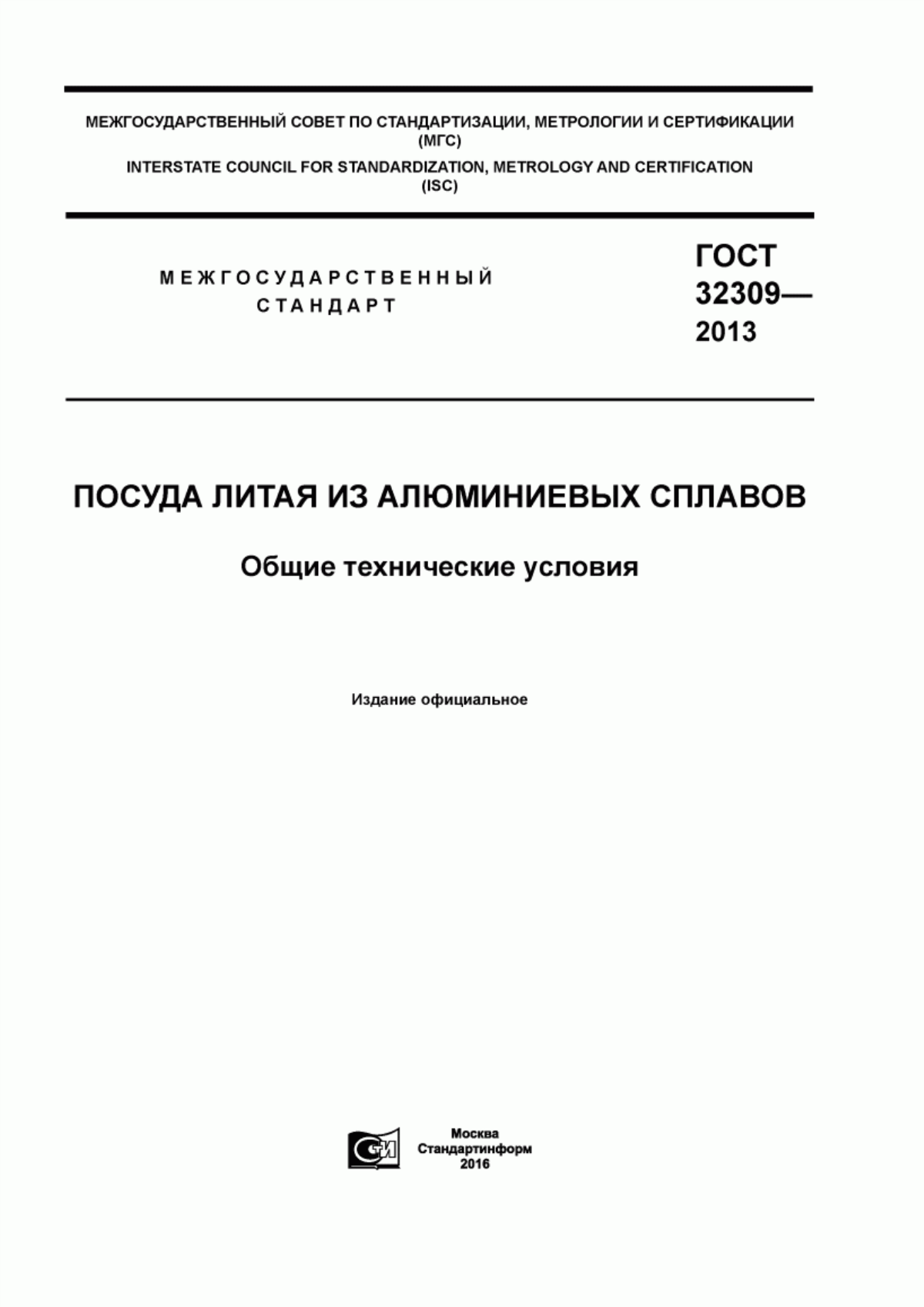
Рисунок 4 - Сковорода с крышкой и двумя ручками
Таблица 4 - Основные параметры сковороды с крышкой и двумя ручками
Размеры в миллиметрах | ||||||
Номер сковороды | Диаметр | Высота | Толщина, не более | |||
стенки | дна | |||||
1 | 160 | 30 | 4,0 | 5,0 | ||
2 | 160 | 35 | 4,0 | 5,0 | ||
3 | 160 | 40 | 4,0 | 5,0 | ||
4 | 180 | 30 | 4,0 | 5,0 | ||
5 | 180 | 35 | 4,0 | 5,0 | ||
6 | 180 | 40 | 4,0 | 5,0 | ||
7 | 200 | 30 | 4,0 | 5,0 | ||
8 | 200 | 35 | 4,0 | 5,0 | ||
9 | 200 | 40 | 4,0 | 5,0 | ||
10 | 200 | 50 | 4,0 | 5,0 | ||
11 | 200 | 55 | 4,0 | 5,0 | ||
12 | 220 | 30 | 4,0 | 5,0 | ||
13 | 220 | 35 | 4,0 | 5,0 | ||
14 | 220 | 40 | 4,0 | 5,0 | ||
15 | 220 | 50 | 4,0 | 5,0 | ||
16 | 220 | 55 | 4,0 | 5,0 | ||
17 | 240 | 35 | 4,0 | 5,0 | ||
18 | 240 | 40 | 4,0 | 5,0 | ||
19 | 240 | 45 | 4,0 | 5,0 | ||
20 | 240 | 50 | 4,0 | 5,0 | ||
21 | 240 | 60 | 4,0 | 5,0 | ||
22 | 240 | 65 | 4,0 | 5,0 | ||
23 | 260 | 35 | 4,0 | 5,0 | ||
24 | 260 | 40 | 4,0 | 5,0 | ||
25 | 260 | 45 | 4,0 | 5,0 | ||
26 | 260 | 50 | 4,0 | 5,0 | ||
27 | 260 | 55 | 4,0 | 5,0 | ||
28 | 260 | 60 | 4,0 | 5,0 | ||
29 | 260 | 65 | 4,0 | 5,0 | ||
30 | 280 | 35 | 4,0 | 5,0 | ||
31 | 280 | 40 | 4,0 | 5,0 | ||
32 | 280 | 45 | 4,0 | 5,0 | ||
33 | 280 | 50 | 4,0 | 5,0 | ||
34 | 280 | 65 | 4,0 | 5,0 | ||
35 | 300 | 40 | 4,0 | 5,0 | ||
36 | 300 | 45 | 4,0 | 5,0 | ||
37 | 300 | 50 | 4,0 | 5,0 | ||
38 | 300 | 65 | 4,0 | 5,0 | ||
39 | 300 | 70 | 4,0 | 5,0 | ||
40 | 300 | 75 | 4,0 | 5,0 | ||
41 | 320 | 40 | 4,0 | 5,0 | ||
42 | 320 | 45 | 4,0 | 5,0 | ||
43 | 320 | 50 | 4,0 | 5,0 | ||
44 | 340 | 40 | 4,0 | 5,0 | ||
45 | 340 | 45 | 4,0 | 5,0 | ||
46 | 340 | 50 | 4,0 | 5,0 | ||
47 | 380 | 50 | 4,0 | 5,0 | ||
48 | 380 | 65 | 4,0 | 5,0 | ||
49 | 380 | 75 | 4,0 | 5,0 | ||
50 | 400 | 40 | 4,0 | 5,0 | ||
Примечания | ||||||
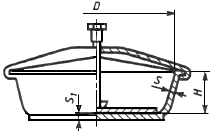
Рисунок 5 - Сковорода с прессом
Таблица 5 - Основные параметры сковороды с прессом
Размеры в миллиметрах | ||||||
Номер сковороды с прессом | Диаметр | Высота | Толщина, не более | |||
стенки | дна | |||||
1 | 260 | 50 | 4,0 | 7,0 | ||
2 | 300 | 50 | 4,0 | 7,0 | ||
3 | 360 | 50 | 4,0 | 7,0 | ||
4 | 380 | 50 | 4,0 | 7,0 | ||
Примечания | ||||||

Рисунок 6 - Сковорода-сотейник
Таблица 6 - Основные параметры сковороды-сотейника
Размеры в миллиметрах | |||||||
Номер сковороды-сотейника | Диаметр | Высота | Длина | Толщина | |||
стенки | дна | ||||||
1 | 231 | 105 | 412 | 4,0±0,6 | 4,0±0,6 | ||
2 | 271 | 115 | 452 | 5,0±0,7 | 5,0±0,7 | ||
Примечание - Сковороды-сотейники допускается изготовлять с утолщенным дном 6-7 мм. | |||||||

Рисунок 7 - Сковорода-скорожарка
Таблица 7 - Основные параметры сковороды-скорожарки
Размеры в миллиметрах | ||||||
Номер сковороды-скорожарки | Диаметр | Высота | Толщина | |||
стенки | дна | |||||
1 | 240 | 60 | 5,0±0,5 | 7,0±0,7 | ||
2 | 240 | 80 | 5,0±0,5 | 7,0±0,7 | ||

Рисунок 8 - Сковорода для приготовления цыплят-табака
Таблица 8 - Основные параметры сковороды для приготовления цыплят-табака
Номер сковороды | Диаметр | Высота | Длина | Толщина | |
стенки | дна | ||||
1 | 265 | 65 | 485 | 4,0±0,6 | 4,0±0,6 |

Рисунок 9 - Сковорода с крышкой и одной ручкой
Таблица 9 - Основные параметры сковороды с крышкой и одной ручкой
Размеры в миллиметрах | ||||||||
Номер сковороды | Диаметр | Высота с крышкой | Высота без крышки | Длина | Толщина | |||
стенки | дна | |||||||
1 | 265 | 87 | 65 | 485 | 4,0±0,6 | 4,0±0,6 | ||
2 | 160 | 90 | 53 | 348 | 3,5±1,5 | 5,0±1,0 | ||
3 | 205 | 98 | 56 | 394 | 3,5 | 6,0±1,0 | ||
4 | 257 | 106 | 53 | 442 | 3,5 | 5,0±1,0 | ||

Рисунок 10 - Сковорода без крышки и с одной ручкой
Таблица 10 - Основные параметры сковороды без крышки и с одной ручкой
Размеры в миллиметрах | ||||||
Номер сковороды | Диаметр | Высота | Длина | Толщина | ||
стенки | дна | |||||
1 | 229 | 40 | 412 | 4,5 | 4,5 | |
2 | 269 | 40 | 452 | 4,5 | 4,5 | |
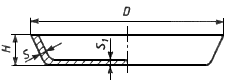
Рисунок 11 - Сковорода без крышки и ручек
Таблица 11 - Основные параметры сковороды без крышки и ручек
Размеры в миллиметрах | ||||||
Номер сковороды | Диаметр | Высота | Толщина | |||
стенки | дна | |||||
1 | 265 | 40 | 2,5±0,3 | 6,0±0,5 | ||
Рисунок 12 - Сковорода квадратная без крышки и с одной ручкой
Таблица 12 - Основные параметры сковороды квадратной без крышки и с одной ручкой
Размеры в миллиметрах | ||||||
Номер сковороды | Сторона | Высота | Толщина | |||
стенки | дна | |||||
1 | 245 | 42 | 5,0±0,6 | 6,0±0,7 | ||

Рисунок 13 - Утятница и гусятница
Таблица 13 - Основные параметры и вместимость утятницы и гусятницы
Размеры в миллиметрах | |||
Номер | Вместимость, л | Толщина | |
стенки | дна | ||
1 | 1,0 | 3,5±0,6 | 4,5±1,0 |
2 | 1,5 | 3,5±0,6 | 4,5±1,0 |
3 | 2,0 | 3,5±0,6 | 4,5±1,0 |
4 | 2,5 | 3,5±0,6 | 4,5±1,0 |
5 | 3,0 | 3,5±0,6 | 4,5±1,0 |
6 | 3,5 | 3,5±0,6 | 4,5±1,0 |
7 | 4,0 | 3,5±0,6 | 4,5±1,0 |
8 | 4,5 | 3,5±0,6 | 4,5±1,0 |
9 | 5,0 | 3,5±0,6 | 4,5±1,0 |
10 | 5,5 | 3,5±0,6 | 4,5±1,0 |
11 | 6,0 | 3,5± 0,6 | 4,5±1,0 |

Рисунок 14 - Ковш
Таблица 14 - Основные параметры и вместимость ковша
Размеры в миллиметрах | ||||||
Номер ковша | Вместимость, л | Высота, | Толщина | |||
стенки | дна | |||||
1 | 0,5 | 35 | 3,5±0,6 | 3,5±0,6 | ||
2 | 1,0 | 60 | 3,5±0,6 | 3,5±0,6 | ||
3 | 1,5 | 85 | 3,5±0,6 | 3,5±0,6 | ||
4 | 2,0 | 105 | 3,5±0,6 | 3,5±0,6 | ||

Рисунок 15 - Казан
Таблица 15 - Основные параметры и вместимость казана
Размеры в миллиметрах | ||||||
Номер казана | Вместимость, л | Толщина | ||||
стенки | дна | крышки | ||||
1 | 3,0 | 3,0±0,6 | 3,0±0,6 | 3,0±0,7 | ||
2 | 6,0 | 4,0±0,7 | 4,0±0,7 | 3,0±0,7 | ||
3 | 8,0 | 4,5±0,7 | 4,5±0,7 | 3,0±0,7 | ||
4 | 10,0 | 4,5±0,7 | 4,5±0,7 | 3,0±0,7 | ||

Рисунок 16 - Кастрюля-скороварка
Таблица 16 - Основные параметры и вместимость кастрюли-скороварки
Размеры в миллиметрах | |||||||
Номер кастрюли-скороварки | Вместимость, л | Диаметр | Высота | Толщина | |||
стенки | дна | ||||||
1 | 5,0 | 240 | 150 | 5,0±0,5 | 7,0±0,5 | ||

Рисунок 17 - Рыбокоптилка
Таблица 17 - Основные параметры и вместимость рыбокоптилки
Размеры в миллиметрах | ||||||
Номер рыбокоптилки | Вместимость, л | Длина | Ширина | Толщина стенки | ||
1 | 4,5 | 350 | 250 | 4,0±1,0 | ||
2 | 5,5 | 450 | 350 | 4,0±1,0 | ||

Рисунок 18 - Кофеварка
Таблица 18 - Основные параметры и вместимость кофеварки
Размеры в миллиметрах | ||||||
Номер кофеварки | Вместимость, л | Диаметр | Высота | Толщина | ||
стенки | дна | |||||
1 | 0,25 | 100 | 170 | 3,5±0,6 | 3,5±0,6 | |
2 | 0,50 | 140 | 250 | 3,5±0,6 | 3,5±0,6 | |

Рисунок 19 - Жаровня
Таблица 19 - Основные параметры жаровни
Размеры в миллиметрах | ||||||
Номер жаровни | Сторона | Высота | Толщина | |||
стенки | дна | |||||
1 | 240 | 60 | 4,0±0,5 | 4,0±0,5 | ||
4.2 В настоящем стандарте конструкция посуды не регламентируется.
4.3 Для всех видов посуды устанавливается следующий ряд внутренних размеров (диаметр, длина, ширина): 60, 80, 100, 120, 140, 160, 180, 200, 220, 240, 260, 280, 300, 320, 340, 360, 380, 400, 450, 500, 550, 600, 650, 700 мм.
4.4 Условное обозначение посуды должно содержать:
- тип посуды (кастрюля, сковорода и т.д.);
- номер типа (по таблицам 1-19);
- номер таблицы;
- вид механической обработки поверхности (П - полированная, К - крацованная, Ш - шлифованная, Г - галтованная, В - вибронакатанная);
- вид покрытия поверхности: А - анодно-окисное, X - хромовое, Н - никелевое, Д - декоративное, Л - лакокрасочное, ФД - фторполимерное декоративное, Э - эмалевое силикатное, Ат - эматалевое, Пл - плакирующее, Пр - противопригорающее, С - кремнийорганическое;
- количество ручек (1, 2);
- наличие крышки (к);
- обозначение посуды, предназначенной для детей и подростков: - ДП;
- обозначение стандарта (ГОСТ).
Примеры условных обозначений
Кастрюля N 4 с полированной поверхностью с наружным эмалевым силикатным и внутренним противопригорающим покрытиями поверхностей с двумя ручками и крышкой:
Кастрюля 4-3ПЭПр2к ГОСТ...
Кастрюля N 4 с полированной поверхностью с наружным эмалевым силикатным покрытием и с внутренней шлифованной поверхностью, с двумя ручками и крышкой, предназначенная для детей и подростков:
Кастрюля 4-3ПЭШ2кДП ГОСТ...
4.5 Допускаемые отклонения размеров (диаметр, длина, ширина, высота) - по ГОСТ 26645.
4.6 Допускаемые отклонения размеров посуды по вместимости ±5%.
4.7 Сковороды специального назначения могут изготовляться с перегородками и углублениями на дне (для пончиков, оладьев, глазуньи и др.).
Размеры сковород специального назначения должны соответствовать указанным в таблице 4.
Высоту сковороды определяют с учетом углублений.
Примеры условных обозначений
Сковорода N 4 специального назначения с полированной поверхностью, без ручек и покрытия, с крышкой:
Сковорода С4-4Пк ГОСТ...
Сковорода N 4 с полированной поверхностью с наружным эмалевым силикатным покрытием и внутренней шлифованной поверхностью, без ручек, с крышкой, предназначенная для приготовления пищи для детей и подростков:
Сковорода 4-4ПЭШкДП ГОСТ...
4.8 Крышки кастрюль и сковород могут иметь отверстия для выхода пара.
4.9 Ручки могут изготовляться цельнолитыми, жесткофиксированными или съемными.
4.10 Посуда может комплектоваться различными вкладышами (для приготовления пищи из различных продуктов) по технической документации предприятий-изготовителей. Вкладыши должны изготовляться из материалов, разрешенных органами санэпиднадзора для контакта с пищевыми продуктами.
5 Технические требования
5.1 Посуда должна изготовляться в соответствии с требованиями настоящего стандарта, по техническим описаниям и образцам-эталонам, утвержденным в установленном порядке.
5.2 Для изготовления корпусов и крышек посуды должны применяться литейные алюминиевые сплавы марок АК5М2, АК7, АК12 по ГОСТ 1583.
Допускается изготовлять посуду из других литейных алюминиевых сплавов, разрешенных органами санэпиднадзора для контакта с пищевыми продуктами.
5.3 Посуда не должна выделять в контактирующие с ней модельные растворы, имитирующие пищевые продукты, вредные вещества в количествах, превышающих: свинец - 0,03 мг/дм, мышьяк - 0,05 мг/дм
, медь - 1,0 мг/дм
, цинк - 1,0 мг/дм
. При исследовании крышек с эмалевым покрытием миграция бора не должна быть более 4,0 мг/дм
.
Посуда с травленой, кварцевой и шлифованной внутренней поверхностью, в том числе с противопригарным покрытием, предназначенная для приготовления пищи для детей и подростков, не должна выделять в контактирующие с ней модельные растворы, имитирующие пищевые продукты, вредные вещества в количествах, превышающих: титан - 0,1 мг/дм, железо - 0,3 мг/дм
и хром - 0,1 мг/дм
, алюминий не допускается, фтор-ион (суммарно) не допускается для изделий с противопригорающим покрытием.
Посуда с плакированной нержавеющей сталью поверхностью, предназначенная для приготовления пищи для детей и подростков, не должна выделять в контактирующие с ней модельные растворы, имитирующие пищевые продукты, вредные вещества в количествах, превышающих: алюминий и свинец - не допускаются, медь - 1,0 мг/дм, цинк - 1,0 мг/дм
, железо - 0,3 мг/дм
, никель - 0,1 мг/дм
и хром - 0,1 мг/дм
.
5.4 Допускается изготовление крышек посуды из листового алюминия марок АД1, АД, А7, А6, А5, А0 в соответствии с требованиями ГОСТ 17151, из коррозионно-стойкой стали или стали с эмалевым покрытием в соответствии с требованиями ГОСТ 27002, ГОСТ 24788.
Допускается изготовлять крышки кастрюль и сковород из термостойкого стекла.
5.5 Детали крепежа, имеющие контакт с пищевыми продуктами, должны изготовляться из материалов, применяемых для изготовления посуды.
5.6 Ручки, ушки, дужки и другие детали арматуры должны изготовляться из литейных алюминиевых сплавов по ГОСТ 1583, из пиломатериалов твердых лиственных пород по ГОСТ 2695 или из аминопласта класса Б по ГОСТ 9359.
Допускается изготовлять арматуру, крепежные и другие детали, не имеющие контакта с пищевыми продуктами, из нержавеющих сталей, сталей с защитно-декоративными покрытиями или из листов из алюминия и алюминиевых сплавов по ГОСТ 21631, керамики и других материалов, не ухудшающих эксплуатационные свойства и внешний вид изделий.
5.7 Арматура к посуде должна крепиться сваркой, заклепками по ГОСТ 10299, ГОСТ 10300, ГОСТ 10301, ГОСТ 10302 или резьбовыми деталями.
Заклепки и винты с потайной головкой не должны выступать над поверхностью посуды.
Заклепки и винты с полупотайной головкой должны быть утоплены конической частью до прилегания всего края головки к внутренней поверхности посуды.
Допускается заливка металлической арматуры в корпус посуды.
5.8 Крепление арматуры к посуде (клепка, сварка, пайка, развальцовка, крепление винтами или комбинированное крепление) должно быть прочным и плотным, без наплывов и брызг после пайки или сварки. Швы сварных соединений должны быть выполнены в соответствии с ГОСТ 14806. В сварных швах не допускаются раковины, непровары, прожоги и другие дефекты.
На спаиваемых поверхностях не должно быть оплавления основного металла и трещин.
5.9 Арматура на посуде должна быть расположена симметрично по отношению к продольной оси.
Отклонение в расположении арматуры от оси симметрии не должно превышать 2% диаметра изделия или длины утятницы (гусятницы).
5.10 Съемные ручки должны свободно входить в гнездо переходных элементов и надежно удерживать изделие при наклоне до 60° к горизонтальной поверхности.
5.11 Крышки посуды должны свободно входить в корпус. Зазор между фиксирующим бортом вкладной крышки и корпусом не должен превышать 1% внутреннего диаметра корпуса. Зазор между опорной плоскостью накладной крышки и кромкой борта не должен превышать 1,0 мм.
5.12 Форма дна посуды (за исключением котлов) должна обеспечивать устойчивость изделия, поставленного на горизонтальную поверхность.
Зазор между дном изделия и горизонтальной поверхностью не должен превышать 2 мм, при механической обработке дна - 1,0 мм.
5.13 Наружная поверхность крышек, изготовленных из листового алюминия, должна быть глянцевая (полированная).
5.14 Внутренняя поверхность посуды должна быть механически обработанной (полированной, шлифованной, крацованной, галтованной, вибронакатанной и др.).
Шероховатость наружной поверхности посуды должна быть: не более Ra 0,32 мкм - для полированной, Ra 0,63 мкм - для шлифованной, Rz 80 мкм - для крацованной, Rz 160 мкм - для галтованной по ГОСТ 2789.
Шероховатость внутренней обработанной поверхности посуды не должна быть более Rz 160 мкм по ГОСТ 2789.
Внутренняя поверхность посуды может иметь противопригорающее покрытие различных цветовых гамм. Требования к противопригорающему покрытию и другим видам покрытия - по ГОСТ 17151.
5.15 На поверхности посуды не допускаются пригар, ужимы, складчатость, вскипы, плены, трещины, неслитины, недоливы, коробления, остатки литника, газовая пористость.
На площади 1 дм допускается не более двух раковин диаметром до 2 мм и глубиной до 1/8 толщины стенки.
5.16 На шлифованной, крацованной и галтованной поверхностях посуды не допускается наличие точек в виде сыпи неметаллических включений диаметром более 0,5 мм.
Сыпи неметаллических включений диаметром до 0,5 мм не должно быть более трех на площади 0,5 дм.
5.17 На полированной поверхности посуды не допускаются неметаллические включения, мелкая газовая пористость ниже 3-го класса по ГОСТ 1583.
5.18 На обработанной поверхности (кроме полированной, шлифованной и галтованной) не допускается пористость с единичными раковинами диаметром более 2 мм и глубиной более 1/8 толщины стенки посуды.
На площади 1 дм не должно быть более двух раковин диаметром до 2 мм и глубиной до 1/8 толщины стенки.
Для поверхностей гидрогалтованной посуды допускаются не более шести раковин глубиной до 1/3 толщины стенки посуды, загалтованные раковины, вмятины, забоины, наплывы глубиной и высотой менее 1/5 толщины стенки, цветовые блики и следы от потоков металла, не влияющие на ее потребительские и эксплуатационные свойства.
5.19 Наружная поверхность посуды, кроме дна, может иметь кремнийорганическое, эмалевое и другие покрытия.
Допускается сочетание различных цветовых гамм и видов декоративной отделки.
Покрытие должно быть равномерным по всей поверхности, без пропусков, наплывов и подтеков.
5.20 Покрытия должны быть термически стойкими, выдерживать температуру не ниже 230°С, механически прочными и химически стойкими.
5.21 Посуда не должна иметь более двух отклонений покрытия, указанных в таблице 20.
Таблица 20 - Допускаемые отклонения покрытий
Наименование отклонения | Допускаемое отклонение на изделия диаметром или размером, мм | ||
до 120 включ. | от 140 до 260 включ. | св. 260 | |
Сколы покрытия общей площадью не более 3 мм | В местах перехода механически необработанного металла | ||
в количестве | 3 | 3 | 3 |
Местные утолщения покрытия | В местах перехода формообразующих элементов | ||
Включения (вплавленные, разрозненные, диаметром не более 1 мм) в количестве не более | 4 | 6 | 10 |
Пузыри, бугорки (по швам и у мест приварки арматуры), диаметром до 2 мм, в количестве, не более | 4 | 6 | 10 |
Кратеры диаметром до 2 мм в количестве, не более | 2 | 3 | 5 |
5.22 Арматура из пластмассы или керамики не должна иметь трещин, сколов, остатков грата, вздутий, усадочных раковин и инородных включений.
5.23 Арматура из древесины должна быть без сучков, трещин, грибковых поражений, заболонной гнили.
Поверхность должна быть шлифованной и покрыта лаком по ГОСТ 4976, ГОСТ 5470 или другими лаками, разрешенными органами санэпиднадзора.
Внешний вид лакового покрытия должен быть не ниже V класса по ГОСТ 9.032.
5.24 Кастрюля-скороварка и сковорода-скорожарка должны выпускаться с рабочим клапаном, рассчитанным на избыточное давление (9,8х10±0,98х10
) Па (1,0±0,1) кгс/см
.
Каждая кастрюля-скороварка, сковорода-скорожарка и кофеварка должны иметь предохранительное устройство, срабатывающее при избыточном давлении (14,75х10±0,98х10
) Па (1,5±0,1) кгс/см
.
5.25 Посуда должна быть водонепроницаемой. При наполнении водой посуда не должна давать течи.
6 Правила приемки
6.1 Посуду принимают партиями. Партией считают количество изделий одного типоразмера и вида обработки или покрытия поверхности, изготовленных при неизменном технологическом режиме. Каждая партия, отгружаемая потребителю, сопровождается документом о качестве, содержащим:
- наименование предприятия-изготовителя и его товарный знак;
- наименование изделия;
- количество изделий в партии;
- результаты проведенных испытаний или подтверждение о соответствии изделий требованиям настоящего стандарта;
- обозначение настоящего стандарта;
- клеймо отдела технического контроля.
6.2 Для проверки соответствия посуды требованиям настоящего стандарта изготовитель проводит приемо-сдаточные и периодические испытания.
6.3 При проведении приемо-сдаточных испытаний проверяют:
- внешний вид, комплектность, качество сборки и отделки посуды, а для кастрюль-скороварок, сковород-скорожарок и кофеварок дополнительно срабатывание рабочих клапанов и предохранительных устройств (без тепловых вставок) - 100% изделий;
- прочность крепления арматуры к корпусу, надежность соединения съемных ручек, устойчивость изделия, допускаемое отклонение покрытия - 1% изделий от партии, но не менее 5 шт.
6.4 При проведении периодических испытаний проверяют вместимость, размеры, симметричность расположения арматуры, зазор между корпусом и крышкой, шероховатость обработанной поверхности, размеры раковин и неметаллических включений, термическую стойкость, механическую прочность и химическую стойкость, качество лаковых покрытий по 5.23, отсутствие течи в посуде - 5% изделий от партии, но не менее 5 шт. Проверку проводят не реже одного раза в год.
Для проверки наличия вредных примесей свинца, мышьяка, меди, цинка, алюминия, титана, железа, хрома, никеля и бора (для посуды с крышками с эмалевыми покрытиями) в 2%-ной уксуснокислой вытяжке из посуды не реже одного раза в квартал отбирают 0,5% изделий от контролируемой партии, но не менее 5 шт.
6.5 Потребитель имеет право проводить контрольную проверку соответствия посуды требованиям настоящего стандарта.
Для контрольной проверки отбирают 1% изделий от партии, но не менее 10 шт.
6.6 При получении неудовлетворительных результатов испытаний проводят повторные испытания удвоенного количества образцов, взятых из той же партии.
Результаты повторных испытаний являются окончательными и распространяются на всю партию.
7 Методы испытаний
7.1 Внешний вид, качество сборки и отделки посуды проверяют визуально путем сравнения с образцом-эталоном.
7.2 Вместимость посуды проверяют наполнением ее водой комнатной температуры с помощью мерной посуды по ГОСТ 1770 или другой калиброванной емкости.
Недолив воды у посуды с крышкой должен быть 5-10 мм до плоскости соприкосновения крышки с корпусом, у посуды без крышки - 6-11 мм до верхней кромки борта.
7.3 Размеры посуды, толщину стенки и дна, симметричность расположения ручек, зазор между корпусом и крышкой, размеры раковин и неметаллических включений, величину допускаемых отклонений покрытия проверяют универсальным измерительным инструментом по ГОСТ 427, ГОСТ 166 или специальными шаблонами.
7.4 Содержание свинца, мышьяка, меди, цинка, алюминия, титана, железа, хрома и никеля в уксуснокислых вытяжках контролируют по методическим материалам, утвержденным Министерством здравоохранения.
Содержание бора в уксуснокислых вытяжках из эмалированных крышек контролируют по ГОСТ 24295.
Допускается при анализе вытяжек применять другие методы, не уступающие указанным выше по чувствительности и точности анализа.
7.5 Прочность крепления арматуры к корпусу посуды проверяют поднятием (за ручки или дужки) и встряхиванием изделия с грузом, масса которого в два раза превышает массу вмещаемой воды (для кастрюль, утятниц, гусятниц, горшков и котлов) плюс собственную массу изделия (для сковород).
7.6 Контроль качества сварных соединений - по ГОСТ 3242.
7.7 Надежность соединения съемной ручки с корпусом проверяют поворотом изделия за ручку относительно оси симметрии ручки на угол 60° к горизонтальной плоскости. При этом не должно происходить саморазъединения корпуса с ручкой.
7.8 Устойчивость посуды проверяют установкой ее на горизонтальную плоскость.
Зазор между дном изделия и плоской поверхностью проверяют специальным щупом, помещенным между лекальной линейкой типа ЛД по ГОСТ 8026 и дном посуды по центру изделия.
7.9 Шероховатость посуды проверяют сравнением с образцами шероховатости, изготовленными по ГОСТ 9378.
7.10 Термическую стойкость эмалевого покрытия проверяют путем нагрева посуды до температуры 230°С-240°С с последующим охлаждением в воде комнатной температуры. Охлажденное изделие смазывают раствором анилинового красителя и промывают проточной водой. При этом на покрытии не должно быть трещин и отслаиваний.
7.11 Механическую прочность эмалевого покрытия проверяют ударом свободно падающего стального шарика массой 50 г с высоты 40 см (работа удара 0,02 кг·м). После проведения испытания не должно быть трещин и сколов покрытия.
7.12 Химическую стойкость эмалевого покрытия проверяют "пробой пятном". Для этого участок покрытия протирают этиловым спиртом по ГОСТ 17299 и очерчивают восковым карандашом. В центр подготовленной поверхности помещают каплю 4%-ной уксусной кислоты, которую выдерживают в течение 1 мин, а затем смывают спиртом. Качество покрытия определяется отсутствием матового пятна.
Испытания других видов покрытия проводят по ГОСТ 17151.
7.13 Контроль качества эмалевого покрытия - по ГОСТ 24295.
7.14 Качество лакового покрытия арматуры из древесины - по ГОСТ 9.032.
7.15 Отсутствие течи посуды проверяют наполнением изделия водой комнатной температуры до основания борта и выдерживанием в течение 10 мин. На наружной поверхности посуды не должно быть течи и каплеобразования.
7.16 При испытании кастрюли-скороварки, сковороды-скорожарки и кофеварки изделие считают годным, если корпус выдерживает избыточное давление не менее 19,6·10 Па (2,0 кгс/см
), рабочий клапан срабатывает при избыточном давлении (9,8·10
±0,98·10
) Па (1,0±0,1) кгс/см
, а предохранительный клапан - при (14,75·10
±0,98·10
) Па (1,5±0,1) кгс/см
.
7.17 Изделия должны подвергаться гидравлическим испытаниям в следующей последовательности: срабатывание рабочего клапана, срабатывание предохранительного клапана, испытание корпуса изделия. Для определения давления применяют лабораторные манометры по ГОСТ 2405 с пределом измерений до 58,86·10 Па (6,0 кгс/см
), класс точности 1,5.
8 Маркировка, упаковка, транспортирование и хранение
8.1 На каждое изделие должна быть нанесена маркировка с указанием:
- товарного знака предприятия-изготовителя;
- вместимость (в случае, если вместимость установлена стандартом).
Товарный знак должен быть отлит, вместимость может быть отлита или нанесена на изделие несмываемой краской, чеканкой, декалькоманией или нанесена на бумажную этикетку, наклеиваемую на дно изделия.
Для изделий, выпускаемых в потребительской упаковке, товарный знак, вместимость, а также наименование изделия и артикул, обозначение настоящего стандарта, месяц и год изготовления, номер партии, клеймо отдела технического контроля наносят на бумажную этикетку.
8.2 Изделие, имеющее механически обработанную наружную поверхность (кроме крацованной и галтованной), должно быть упаковано в бумагу по ГОСТ 8273, вложено в пакет из пленки по ГОСТ 10354, ГОСТ 12998 или коробку из картона по ГОСТ 7933, ГОСТ 9421.
Изделие, имеющее покрытие корпуса, должно быть упаковано в коробку из картона по ГОСТ 7933.
Допускается применение увязочных материалов, обеспечивающих сохранность упаковки при транспортировании и хранении.
8.3 Посуда одного вида и размера, имеющая крацованную и галтованную наружную поверхность, должна быть уложена в стопы с прокладкой бумагой по ГОСТ 8273 между изделиями и связана отожженной проволокой по ГОСТ 3282 или стальной лентой по ГОСТ 3560.
8.4 Кастрюли-скороварки, сковороды-скорожарки, кофеварки и рыбокоптилки упаковывают в картонные коробки по ГОСТ 7933 согласно комплектности и перевязывают шпагатом по ГОСТ 17308.
8.5 При междугородних перевозках посуда одного вида, размера и отделки должна быть уложена в ящики по ГОСТ 2991, ГОСТ 9142, ГОСТ 22852, дощатые обрешетки по ГОСТ 12082 или контейнеры по ГОСТ 20435, ГОСТ 15102.
Котлы вместимостью 30 л и более в ящики не упаковывают.
8.6 Снаружи ящики или обрешетка должны быть обтянуты проволокой по ГОСТ 3282 или стальной упаковочной лентой по ГОСТ 3560.
8.7 Масса брутто одного упаковочного места не должна превышать 20 кг.
8.8 При перевозке в контейнерах посуда должна быть уложена в ящики из гофрированного картона по ГОСТ 9142, дощатые обрешетки по ГОСТ 12082 или стопы по 8.3.
8.9 Допускаются по согласованию с потребителем другие виды, способы упаковки, обеспечивающие сохранность посуды при транспортировании и хранении.
8.10 Упаковка посуды, отгружаемой в районы Крайнего Севера и приравненные к ним местности, - по ГОСТ 15846.
8.11 В каждый ящик должен быть вложен, а к обрешетке, стопе, котлу вместимостью 30 л и более прикреплен сопроводительный документ с указанием:
- товарного знака;
- наименования предприятия-изготовителя и его местонахождение;
- условного обозначения изделия;
- артикула;
- количества изделий;
- массы брутто;
- даты выпуска (месяц, год);
- штампа технического контроля;
- номера упаковщика.
8.12 На ящик должна быть нанесена маркировка с указанием данных по 8.11, кроме штампа технического контроля.
8.13 Транспортная маркировка - по ГОСТ 14192.
8.14 Транспортирование посуды можно осуществлять любым видом транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
8.15 Условия транспортирования и хранения изделий в части воздействия климатических факторов - по группе 2 ГОСТ 15150.
9 Гарантии изготовителя
9.1 Изготовитель гарантирует соответствие посуды требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
9.2 Гарантийный срок эксплуатации посуды - 24 мес.
Гарантийный срок эксплуатации сковород с противопригорающим покрытием - 12 мес со дня продажи через розничную торговую сеть.
УДК 641.542-034:006.354 | МКС 97.040.60 | У14 |
Ключевые слова: посуда литая из алюминиевых сплавов, посуда для детей и подростков, типы посуды, методы испытаний | ||
Электронный текст документа
и сверен по:
, 2016
