ГОСТ 24320-80
Группа У14
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОСУДА И ПРИБОРЫ СТОЛОВЫЕ ИЗ МЕЛЬХИОРА,
НЕЙЗИЛЬБЕРА С СЕРЕБРЯНЫМ ИЛИ ЗОЛОТЫМ ПОКРЫТИЕМ
Общие технические условия
Utensils and covers of copper-nickel and copper-nickel-zinc alloys
with silver or gold coating. General specifications
ОКП 19 9100
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством металлургии СССР
РАЗРАБОТЧИКИ
Ю.Ф. Шевакин, д-р техн. наук; Ю.М. Лейбов, канд. техн. наук; О.Б. Савельева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 21.06.80 N 3736
3. Периодичность проверки - 5 лет
4. ССЫЛОЧНЫЕ И НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
2.9 | |
ГОСТ 9.302-88 (ИСО 1463-82, ИСО 2064-80, ИСО 2106-82, ИСО 2128-76, ИСО 2177-85, ИСО 2178-82, ИСО 2360-82, ИСО 2361-82, ИСО 2819-80, ИСО 3497-76, ИСО 3543-81, ИСО 3613-80, ИСО 3882-86, ИСО 3892-80, ИСО 4516-80, ИСО 4518-80, ИСО 4522-1-85, ИСО 4522-2-85, ИСО 4524-1-85, ИСО 4524-3-85, ИСО 4524-5-85, ИСО 8401-86) | 4.4; 4.17 |
ГОСТ 166-89 (ИСО 3599-76) | 4.2; 4.10 |
4.2; 4.10; 4.15 | |
2.3 | |
2.4 | |
2.3 | |
4.3 | |
5.3 | |
4.8 | |
2.3 | |
2.10 | |
5.5 | |
5.3 | |
5.5 | |
2.4 | |
2.3 | |
4.9 | |
2.3 | |
5.5 | |
5.3 | |
5.3 | |
ГОСТ 9013-59 (ИСО 6508-86) | 4.12 |
4.16 | |
2.3 | |
5.5 | |
5.7 | |
2.3; 2.4 | |
5.5 | |
5.5 | |
5.8 | |
5.5 | |
2.4 | |
2.4 | |
2.4 | |
ТУ 0-034-225-87 | 4.16 |
ГОСТ 28250-89 (ИСО 2897-2-81) | 2.3 |
2.3 |
(Измененная редакция, Изм. N 6).
5. Проверен в 1991 г. Снято ограничение срока действия Постановлением Комитета стандартизации и метрологии СССР от 04.09.91 N 1422
6. ПЕРЕИЗДАНИЕ (май 1993 г.) с Изменениями N 1, 2, 3, 4, утвержденными в августе 1985 г., мае 1988 г., сентябре 1991 г., сентябре 1992 г. (ИУС 11-85, 5-88, 12-91, 12-92)
ВНЕСЕНЫ: Изменение N 5, принятое Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 17 от 22.06.2000). Государство-разработчик Россия. Постановлением Госстандарта России от 27.09.2000 N 235-ст введен на территории РФ с 01.07.2001. (ИУС N 12, 2000 год); Изменение N 6, утвержденное и введенное в действие Приказом Росстандарта от 27.01.2015 N 24-ст c 01.09.2015
Изменения N 5, 6 внесены изготовителем базы данных по тексту ИУС N 12, 2000 год, ИУС N 5, 2015 год
Настоящий стандарт распространяется на цельноштампованную и сборную посуду и столовые приборы бытового назначения и для предприятий общественного питания, изготовленные из мельхиора, нейзильбера с серебряным или золотым покрытием.
Стандарт не распространяется на посуду и столовые приборы, имеющие гравировку, ковку, чеканку, чернь, скань, филигрань, финифть и в сочетании с драгоценными, полудрагоценными и поделочными камнями, а также с жемчугом, янтарем, перламутром, эмалью, хрусталем.
Пояснение терминов, применяемых в настоящем стандарте, даны в приложении.
Обязательные требования к посуде и столовым приборам, направленные на обеспечение их безопасности для жизни и здоровья населения, изложены в пп.2.6; 2.30-2.32; 3.4 (в части ссылки на пп.2.6; 2.7; 2.30-2.32); 4.1; 4.4; 4.14.
(Измененная редакция, Изм. N 4, 5).
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Виды, основные параметры и размеры посуды и столовых приборов должны соответствовать указанным в табл. 1 и 2.
Предельные отклонения по длине, диаметру и ширине не должны превышать ±5 мм, по высоте - ±3 мм.
Таблица 1
|
|
|
|
|
|
столовая | 190-210 | 17±2 |
десертная | 160-185 | 10±2 |
чайная | 130-153 | 5±1 |
кофейная | 95-125 | 3±1 |
для специй | 70-90 | 1,5±0,5 |
для заварки чая с сетчатым | 140-160 | 5±1 |
колпачком | 150-240 | 100±20 |
разливательная | 250-290 | 150±20 |
сервировочная | 135-180 | 5±1; 9±1 |
| 185-220 | 10±1; 15±5 |
| 225-240 | 17±2; 25±5 |
Вилки: |
|
|
столовая | 190-210 | - |
десертная | 160-185 | - |
малая | 120-135 | - |
| 140-160 | - |
сервировочная | 100-135 | - |
| 140-175 | - |
| 180-200 | - |
Ножи с длинными клинками |
|
|
(длина клинка более 50% общей длины) |
|
|
столовый | 225-235 | - |
| 240-260 | - |
десертный | 190-220 | - |
Ножи с короткими клинками |
|
|
(длина клинка менее 50% общей длины) |
|
|
столовый | 190-210 | - |
десертный | 165-185 | - |
сервировочный | 160-200 | - |
| 205-260 | - |
Лопатка сервировочная | 130-155 | - |
| 160-180 | - |
| 190-215 | - |
| 240-300 | - |
Щипцы | 100-120 | - |
| 130-150 | - |
| 230-250 | - |
Подставка для столовых приборов | 120-140 | - |
Совок для сахара | 130-150 | 20±2 |
|
| 5±1 |
Таблица 2
Размеры, мм | ||||
Вид изделия | Длина или диаметр | Ширина | Высота | Вместимость, см |
Супница | - | - | - | 750±50 |
| - | - | - | 1500±75 |
| - | - | - | 3000±150 |
Блюдо овальное | 300 | 165 | 15 | - |
| 340 | 190 | 20 | - |
| 420 | 260 | 20 | - |
| 450 | 280 | 30 | - |
| 500 | 300 | 35 | - |
| 540 | 350 | 40 | - |
| 800 | 600 | 40 | - |
Блюдо круглое | 380 | - | 35 | - |
| - | - | - | 50±3 |
Соусник | - | - | - | 100±6 |
Баранчик овальный | 195 | 165 | 85 | - |
| 230 | 165 | 105 | - |
| 290 | 230 | 105 | - |
| 330 | 240 | 120 | - |
| 390 | 240 | 130 | - |
Баранчик круглый | 195 | - | 105 | - |
| 220 | - | 110 | - |
Сковорода без крышки | 140 | - | 30 | - |
| 145 | - | 40 | - |
| 190 | - | 40 | - |
Поднос прямоугольный | 210 | 170 | 15 | - |
| 410 | 310 | 20 | - |
| 425 | 285 | 15 | - |
Поднос овальный | 480 | 320 | 15 | - |
| 500 | 400 | 20 | - |
Поднос круглый | 130 | - | 15-25 | - |
| 145 | - | 15-25 | - |
| 160 | - | 15-25 | - |
| 180 | - | 15-25 | - |
| 190 | - | 15-25 | - |
| 200 | - | 15-25 | - |
| 350 | - | 15-25 | - |
| 370 | - | 15-25 | - |
| 500 | - | 15-25 | - |
Сухарница | 310 | 210 | 40 | - |
Ведро для охлаждения шампанского | - | - | - | 4500±225 |
Сливочник | - | - | - | 100±5 |
| - | - | - | 200±10 |
Молочник | - | - | - | 300±15 |
Кофейник | - | - | - | 500±25 |
Креманка | - | - | 115 | 250±20 |
Кокильница | 150 | 110 | 40 | - |
Кокотница | - | - | - | 80±5 |
Кофеварка | - | - | - | 250±15 |
Чайник | - | - | - | 850±50 |
|
|
|
| 1000±50 |
Сахарница | - | - | - | 150±10 |
|
|
|
| 180±10 |
Ваза | 150 | - | 30 | - |
| 205 | - | 55 | - |
Подстаканник | 63-80 | - | 40-100 | - |
Подставка холодильная для икры | - | - | - | 250±15 |
| - | - | - | 500±25 |
| - | - | - | 1000±50 |
Кольцо для салфеток | 40-50 | - | 40-60 | - |
(Измененная редакция, Изм. N 1).
1.1а. По согласованию с потребителем может изготовляться посуда других видов, размеров и вместимостей.
(Введен дополнительно, Изм. N 3).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Посуда и столовые приборы должны изготовляться в соответствии с требованиями настоящего стандарта по образцам и технической документации, утвержденной в установленном порядке.
2.2. Посуда и столовые приборы должны изготовляться из материалов, разрешенных органами здравоохранения для применения в продовольственном машиностроении и пищевой промышленности.
(Измененная редакция, Изм. N 5).
2.3. Посуда и столовые приборы должны изготовляться из материалов, указанных в табл. 3.
Таблица 3
|
|
Посуда и столовые приборы | Мельхиор марки МН19 или нейзильбер марки МНЦ 15-20 по ГОСТ 492-2006 |
Клинки ножей | Сталь марок 30Х13, 40Х13, 95Х18 по ГОСТ 5632-72 |
Арматура изделий | Латунь марок Л63, Л68, Л96 и ЛС59-1 по ГОСТ 15527-2004. |
| Алюминий марок АД0, АД1 по ГОСТ 4784-97, А0, А5, А7 по ГОСТ 11069-2001 |
| Алюминиевые сплавы, предназначенные для изготовления пищевой посуды по ГОСТ 1583-93 и ГОСТ 2635-77 с содержанием свинца не более 0,15% и мышьяка не более 0,015% |
| Пластмассовая арматура посуды должна изготовляться из пропилена марок 21020, 21030 по ГОСТ 26996-86 или ударопрочного полистирола марок УПМ 0503Л, УПМ 0508 по ГОСТ 28250-89. Допускается применение других материалов, разрешенных органами здравоохранения
|
Примечание. Допускается применение латуни марок Л63, Л68, Л96 по ГОСТ 15527-2004 для изготовления посуды, неконтактирующей с пищей (подносы, ведро для охлаждения шампанского, подстаканник, подставка холодильная для икры, кольцо для салфеток, подставка для столовых приборов).
(Измененная редакция, Изм. N 1, 3, 5, 6).
2.4. В качестве припоя при сборке изделий должны применяться:
олово марок 01, 02 по ГОСТ 860-75;
латунь марок Л63, Л68, Л96 по ГОСТ 15527-2004;
припои серебряные марок ПСр0-10-90, ПСр 10, ПСр 25, ПСр 25Ф, ПСр 40, ПСр 65, ПСр 70 по ГОСТ 19738-74;
припои оловянно-свинцовые марок ПОС 40, ПОС 61, ПОС 90 по ГОСТ 21930-76 и ГОСТ 21931-76;
припои медно-фосфористых сплавов марок МФ9, МФ10 по ГОСТ 4515-93, а также припои по нормативно-технической документации.
(Измененная редакция, Изм. N 1, 6).
2.5. Посуда и столовые приборы должны быть покрыты серебром или сплавами серебра, золотом или сплавами золота, разрешенными органами здравоохранения.
Допускается изготовлять гейзеры из алюминия без последующего гальванического покрытия.
(Измененная редакция, Изм. N 5).
2.5а. По согласованию с органами здравоохранения могут изготовляться изделия с другими толщинами сплава серебра.
(Введен дополнительно, Изм. N 3, 5).
2.6. Толщина покрытия серебром и сплавами серебра должна быть, мкм:
24,00±3,60 - для ложек, вилок, лопаток, щипцов, супниц, блюд, соусников, баранчиков, сковородок, подносов, сливочников, молочников, кофейников, креманок, кокильниц, кокотниц, кофеварок, чайников, сахарниц.
Допускается выпуск 25% изделий от партии, получаемых на гальваническом оборудовании с автоматическим режимом работы с единовременной загрузкой изделий общей площадью более 0,4 м, с толщиной покрытия 20,40
мкм без ограничения плюсового допуска.
18,00±2,70 - для ножей, сухарниц, подстаканников, крышек всех видов посуды. Допускается выпуск 25% ножей от партии, получаемых на гальваническом оборудовании с автоматическим режимом работы с единовременной загрузкой изделий общей площадью более 0,4 м,с толщиной покрытия 15,30
мкм без ограничения плюсового допуска.
9,00±1,35 - для ведер для охлаждения шампанского, холодильных подставок для икры, колец для салфеток и подставок для столовых приборов.
(Измененная редакция, Изм. N 4).
2.7. Толщина покрытия золотом по подслою серебра или никеля должна быть (1,00±0,15) мкм, сплавами золота по подслою серебра - (0,500±0,075) мкм, сплавами золота по подслою никеля - (1,00±0,15) мкм.
Допускается выпуск изделий с элементами декоративного локального покрытия поверхностей, не контактирующих с пищей, сплавами золота толщиной не менее (0,100±0,015) мкм по подслою серебра или никеля.
(Измененная редакция, Изм. N 1, 6).
2.8. Слой золота должен наноситься на подслой серебра или никеля. Толщина подслоя серебра должна соответствовать п. 2.6, подслоя никеля должна быть не менее 6 мкм.
2.9. Качество металлических покрытий изделий должно соответствовать требованиям ГОСТ 9.301-86.
Допускаются незначительные следы мест контакта с токопроводящими приспособлениями без нарушения слоя защитного покрытия.
(Измененная редакция, Изм. N 1, 2).
2.10. Шероховатость полированной поверхности посуды и столовых приборов должна быть не более 0,160 мкм, по ГОСТ 2789-73.
2.11. На поверхности литых деталей изделий не должно быть усадочных раковин, посторонних включений, следов литника и грата размером свыше 0,5 мм.
2.12. Поверхность пластмассовой арматуры должна быть чистой и гладкой. Не допускается наличие плен, вздутий, раковин, короблений, трещин, посторонних включений, сколов, пузырей и пузырчатой сыпи.
Ширина остатков литника после зачистки не должна превышать 1,5 мм.
2.13. Арматура должна быть прочно прикреплена к изделиям.
Ручки сборных изделий должны быть надежно и плотно соединены с клинками ножей, шейками вилок, черенками ложек. Не допускаются зазоры и качания отдельных деталей в неподвижных соединениях.
Планки накладной ручки должны быть плотно и надежно соединены, зачищены заподлицо с изделием и отполированы.
Места пайки и сварки деталей должны быть заправлены и зачищены. Не допускаются в местах сварки грубые швы, вмятины и пропуски, а на месте пайки - более трех пор диаметром не более 0,3 мм каждая. Цвет припоя должен быть близким к цвету изделия. Прожоги не допускаются.
2.14. Подвижные детали посуды должны легко вращаться в ушках (шарнирах), не допускается заедание и выскакивание из мест крепления.
2.15. Ручки, ручки-кнопки, ушки и другие детали арматуры должны быть удобными для пользования. Парные детали должны иметь симметричное расположение на изделии. Носики чайников и кофейников должны быть расположены в одной плоскости с ручкой.
Отклонение в расположении арматуры от оси симметрии не должно превышать:
2 мм - для посуды диаметром до 100 мм;
3 мм - для посуды диаметром свыше 100 мм.
2.16. Посуда не должна иметь течи в местах крепления арматуры и между отдельными деталями корпуса, соединенными вальцовкой, сваркой и пайкой.
2.17. В чайниках и кофейниках должен быть обеспечен свободный выход пара при кипении жидкости. Пар, выходящий через отверстие в крышке, не должен направляться на ручку.
Крышки чайников и кофейников должны удерживаться на изделии при его наклоне на 75°.
2.18. Крышки изделий одного наименования и размера должны быть взаимозаменяемыми.
2.19. Столовая посуда должна устойчиво стоять на горизонтальной поверхности.
2.20. Черпаки ложек, зубья вилок и клинки ножей должны быть симметрично расположены относительно ручек, за исключением изделий, несимметричность которых обусловлена конструкцией изделий.
Отклонение концов ручек от оси симметрии не должно быть свыше 2 мм на длине 100 мм.
2.21. Зубья вилок должны быть расположены на равном расстоянии друг от друга, за исключением изделий, где расположение зубьев обусловлено конструкцией и назначением изделий, и иметь одинаковую форму изгиба.
Концы зубьев должны быть заострены, ребра притуплены.
2.22. Клинки ножей должны быть упругими и прямолинейными и коррозионно-стойкими.
(Измененная редакция, Изм. N 3).
2.23. Клинки должны быть термически обработаны. Твердость клинка должна быть от 45,5 до57,5 HRC на длине 20 мм.
2.24. Режущая кромка клинка должна быть равномерно и остро заточена. Угол заточки должен быть (30±10)°.
Допускается притупление режущей кромки у основания клинка на длине не более 15 мм для ножей с коротким клинком и не более 40 мм для ножей с длинным клинком.
Режущая кромка может иметь зубчики по всей длине, но не менее 0,3 длины клинка. Высота зубчика должна быть 1,0-1,5 мм.
Зазубрины и заусенцы на режущей кромке клинка не допускаются.
2.23; 2.24. (Измененная редакция, Изм. N 1, 3).
2.25. Кромки шеек и ручек вилок, ложек должны быть закругленными, без острых граней и углов.
2.26. Края черпаков ложек должны быть притуплены и находиться в одной плоскости, за исключением изделий, у которых неплоскостность предусмотрена конструкцией и назначением.
Допускается неплоскостность краев черпака ложки не более 0,5 мм.
2.27. Штампованный рисунок на всех видах изделий должен быть рельефным и иметь четкое изображение.
2.26; 2.27. (Измененная редакция, Изм. N 1).
2.28; 2.29. (Исключены, Изм. N 1).
2.30. Посуда и столовые приборы не должны выделять в контактирующие с ними модельные растворы, имитирующие пищевые продукты, вещества в концентрациях, превышающих допустимые количества миграций (ДКМ): меди - 1 мг/дм, цинка - 1 мг/дм
, никеля - 0,1 мг/дм
, кобальта - 0,1 мг/дм
, свинца - 0,03 мг/дм
.
Посуда, предназначенная для детей и подростков, не должна выделять в контактирующие с ней модельные растворы, имитирующие пищевые продукты, вещества в концентрациях, превышающих допустимые количества миграции (ДКМ): свинца - не допускается, меди - 1 мг/дм, цинка - 1 мг/дм
, никеля - 0,1 мг/дм
, кобальта - 0,1 мг/дм
, хрома - 0,1 мг/дм
, марганца - 0,1 мг/дм
, железа - 0,3 мг/дм
.
(Измененная редакция, Изм. N 5, 6).
2.31. Внешний вид посуды и столовых приборов не должен изменяться при воздействии на них соответствующих модельных растворов, имитирующих пищевые продукты.
2.30; 2.31. (Измененная редакция, Изм. N 1).
2.32. Посуда и столовые приборы не должны изменять органолептических свойств пищевых продуктов после контакта с ними в процессе эксплуатации.
2.33. Изделия могут комплектоваться в наборы.
3. ПРАВИЛА ПРИЕМКИ
3.1. Посуду и столовые приборы принимают партиями.
Партия должна состоять из изделий одного вида или наименования, изготовленных из одного материала, и должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- наименование изделия;
- условное обозначение материала, использованного для изготовления посуды;
- номер партии;
- число единиц изделий;
- обозначение настоящего стандарта.
(Измененная редакция, Изм. N 6).
3.2. Для проверки соответствия посуды и столовых приборов требованиям настоящего стандарта проводят приемо-сдаточные и периодические испытания.
3.3. Приемо-сдаточным испытаниям подвергают каждое изделие на соответствие требованиям пп.2.1; 2.9 (в части внешнего вида) - 2.21; 2.25-2.29; на соответствие п.1.1 - 1% изделий, но не менее 10 шт.
(Измененная редакция, Изм. N 6).
3.4. Периодические испытания проводят на изделиях, прошедших приемо-сдаточные испытания.
Проверке на соответствие пп.2.6-2.9 подвергают изделия: не менее 3 шт. для посуды и не менее 24 шт. для столовых приборов, на соответствие пп.2.22-2.24 - не менее пяти изделий; на соответствие пп.2.30-2.32 пять изделий каждого вида.
Периодичность проверки пп.2.6-2.9, 2.30-2.32 - один раз в месяц, пп.2.22- 2.24 - один раз в 3 мес.
(Измененная редакция, Изм. N 1, 5, 6).
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей, по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии. Результаты повторного испытания распространяют на всю партию.
(Измененная редакция, Изм. N 6).
3.6. Типовые испытания проводят при изменении конструкции, материалов или технологических процессов на соответствие всем требованиям настоящего стандарта на 2% изделий от партии, но не менее 24 шт.
(Введен дополнительно, Изм. N 1).
4. МЕТОДЫ КОНТРОЛЯ И ИСПЫТАНИЙ*
_____________
* Измененная редакция, Изм. N 6.
4.1. Внешний вид посуды и столовых приборов проверяют визуально.
4.2. Размеры изделий, высоту зубчиков ножей, размеры остатков литника, грата, раковин проверяют металлической линейкой по ГОСТ 427-75 или штангенциркулем по ГОСТ 166-89.
4.3. Вместимость посуды и черпаков ложек проверяют при помощи мерной посуды по ГОСТ 1770-74;
до обреза крышки - в изделиях с крышками,
до начала переливания через носик или до обреза крышки - в чайниках и кофейниках,
до краев - в остальных изделиях.
(Измененная редакция, Изм. N 1).
4.4. Определение толщины серебряного и золотого покрытия, а также никелевого подслоя проводят по ГОСТ 9.302-88 со следующим дополнением: за результат измерения толщины покрытия принимают значение толщины покрытия каждого изделия.
В случае возникновения разногласий проверка толщины покрытия проводится методом снятия серебра и золота химическим способом по методике, утвержденной национальными органами в области финансов.
(Измененная редакция, Изм. N 1, 5).
4.5. Шероховатость полированной поверхности посуды и столовых приборов проверяют путем сравнения с образцовой деталью, аттестованной в установленном порядке.
(Измененная редакция, Изм. N 1, 3).
4.6. Прочность крепления арматуры к посуде проверяют легким встряхиванием посуды с грузом, масса которого равна тройной массе воды соответствующей вместимости.
4.7. Прочность соединения клинка ножа с ручкой проверяют не менее 10 раз по схеме, приведенной на черт. 1.

Черт. 1
Нагрузка () при испытании должна быть не менее 200 Н.
После испытаний появление трещин и шатания клинка в ручке и наличие следов остаточной деформации не допускаются.
(Измененная редакция, Изм. N 1).
4.8. Отсутствие течи в изделиях проверяют сжатым воздухом под давлением 2·10-2·10
Па в течение 10 с по отсутствию пузырьков воздуха, выходящих из мест пайки при погружении изделия до краев в воду.
Допускается проверка изделий на отсутствие течи сжатым воздухом при тех же показателях давления и времени манометром по ГОСТ 2405-88.
4.9. Угол наклона чайников и кофейников проверяют угломером по ГОСТ 5378-88.
4.10. Прямолинейность клинка ножа и симметричность его относительно ручки, угол заточки проверяют универсальным измерительным инструментом по ГОСТ 166-89, ГОСТ 427-75 и шаблонами.
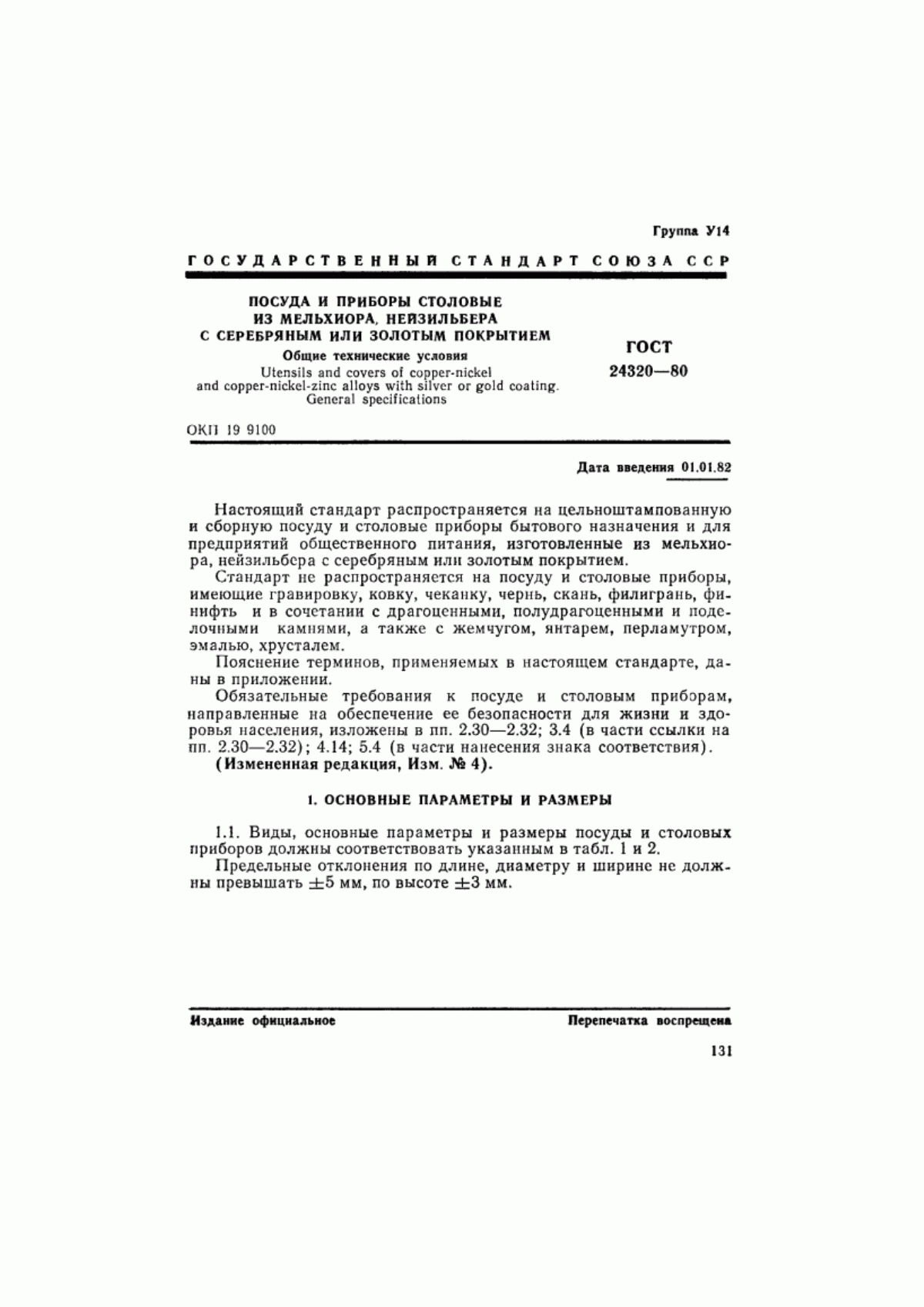
4.11. Упругость клинка проверяют по схеме, приведенной на черт. 2.
Черт. 2
Угол отклонения клинка при испытаниях, в зависимости от типа ножа, должен соответствовать указанному в табл. 4.
После испытания следы остаточной деформации не допускаются.
4.10; 4.11. (Измененная редакция, Изм. N 1).
4.11а. Коррозионную стойкость лезвий ножей проверяют путем выдерживания обезжиренных и промытых в воде лезвий в растворе с массовой долей уксусной кислоты 4% температурой 80 °С в течение 1 ч. После испытания на лезвиях не должно быть следов коррозии.
(Введен дополнительно, Изм. N 3).
Таблица 4
|
|
|
Ножи с длинными клинками: |
|
|
столовый | 225-235 | (35±5)° |
| 240-260 | (35±5)° |
десертный | 185-220 | (25±5)° |
Ножи с короткими клинками: |
|
|
столовый | 190-210 | (15±5)° |
десертный | 165-185 | (10±5)° |
4.12. Твердость клинка ножа проверяют в трех точках по ГОСТ 9013-59.
4.13. Качество заточки ножей проверяют пятикратным срезом сырой древесины мягких пород. После испытаний на лезвии не должно быть следов притупления и выкрашивания.
4.14. Выбор модельных сред, подготовку вытяжек и проведение испытаний осуществляют в соответствии с документами, утвержденными органами здравоохранения.
При определении уровня миграции ионов меди, цинка, никеля, кобальта, свинца из анализируемых изделий в модельные среды допускается использование любых аналитических методов, обладающих необходимыми селективностью и чувствительностью, позволяющими обнаружить их наличие в количествах, меньших установленных ДКМ.
(Измененная редакция, Изм. N 5).
4.15. Симметричность расположения деталей на посуде и столовых приборах проверяют металлической линейкой по ГОСТ 427-75.
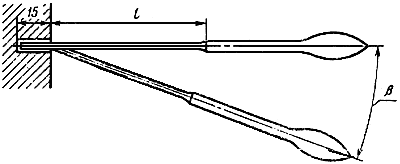
4.16. Плоскостность краев черпака ложки проверяют с помощью наборов щупов N 2 по ТУ 0-034-325-87, установленных между поверочной плитой класса точности 1 размером 160Х160 по ГОСТ 10905-86 и краем черпака ложки, находящегося под нагрузкой () не менее 40 Н (черт. 3).
Черт. 3
4.17. Внешний вид, пористость и прочность сцепления покрытия с основным металлом проверяют по ГОСТ 9.302-88.
4.15-4.17. (Введены дополнительно, Изм. N 1).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На каждом изделии в месте, указанном на чертеже, должны быть четко нанесены методом штамповки или электрохимическим методом:
товарный знак предприятия-изготовителя,
условное обозначение материала, используемого для изготовления изделия;
обозначение Д (указывают на посуде для детей и подростков).
(Измененная редакция, Изм. N 3, 4, 6).
5.2. Маркировка не должна ухудшать товарный вид изделия.
5.3. Столовые приборы обертывают в конденсаторную бумагу по ГОСТ 1908-88 по одному или несколько штук изолированно друг от друга. Пачки со столовыми приборами дополнительно обертывают в два слоя конденсаторной бумаги. Столовую посуду обертывают в папиросную бумагу по ГОСТ 3479-85. Обернутые в бумагу изделия по одному или несколько штук упаковывают в коробки из картона по ГОСТ 7933-89 марок А, Б, В, картон хромэрзац и другие виды картона, не уступающие по качеству, или в оберточную бумагу по ГОСТ 8273-75.
Допускается по согласованию с заказчиком поставка изделий без завертывания в бумагу при укладывании их в подарочную коробку по нормативно-технической документации.
Коробки с изделиями улучшенного качества должны быть художественно оформлены.
(Измененная редакция, Изм. N 1, 2).
5.4. На каждую коробку или пачку наклеивают, а в подарочную коробку вкладывают внутрь этикетку с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
наименования страны-изготовителя;
наименования изделия или набора,
количество изделий,
вместимости изделий (для посуды),
условного обозначения материала, используемого для изготовления изделия,
артикула,
штампа отдела технического контроля,
номера упаковщика,
даты упаковки.
В коробку вкладывают инструкцию по уходу и эксплуатации за изделиями с указанием гарантийного срока эксплуатации.
(Измененная редакция, Изм. N 3, 4, 5, 6).
5.5. Коробки и пачки укладывают в дощатые ящики типов II и III по ГОСТ 2991-85 с размерами по ГОСТ 15623-84, ГОСТ 15841-88 и ГОСТ 16536-90 или в ящики из гофрированного картона с размерами по ГОСТ 13511-2006.
Допускается коробки и ящики укладывать в фанерные ящики по ГОСТ 5959-80 при транспортировании груза повагонными отправками.
Коробки и пачки должны быть плотно уложены в ящик и не должны перемещаться в нем во время транспортирования.
Ящики по торцам должны быть обиты стальной лентой по ГОСТ 3560-73 или обтянуты стальной лентой, скрепленной “в замок”, и опломбированы.
Допускается обивка ящиков по торцам проволокой с закручиванием вокруг головки каждого гвоздя.
Опломбирование дощатых ящиков производят установкой пломбы на замке или на проволоке, пропущенной через отверстия в крышке и боковых стенках.
Опломбирование ящиков из гофрированного картона производят установкой пломбы на проволоке, опоясывающей ящик со всех сторон крест на крест.
Масса брутто ящика должна быть не более 30 кг.
(Измененная редакция, Изм. N 1, 6).
5.6. В каждый ящик вкладывают упаковочный лист с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
наименования страны-изготовителя;
наименования изделия,
количества изделий,
вместимости изделий (для посуды),
условного обозначения материала, использованного для изготовления изделия,
номера упаковщика,
артикула,
обозначения настоящего стандарта.
(Измененная редакция, Изм. N 6).
5.7. Транспортную маркировку проводят по ГОСТ 14192-96 с указанием манипуляционных знаков: "Хрупкое. Осторожно", "Беречь от влаги”.
(Измененная редакция, Изм. N 5).
5.8. При отправке изделий в районы Крайнего Севера, приравненные к ним местности упаковка и маркировка изделий должны проводиться в соответствии с ГОСТ 15846-2002.
(Измененная редакция, Изм. N 6).
5.9. Посуду и столовые приборы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки, действующими на данном виде транспорта.
Изделия, упакованные в ящики из гофрированного картона, транспортируют в универсальных контейнерах.
При отправке продукции ценными почтовыми посылками транспортирование осуществляют согласно правилам почтовых отправлений.
(Измененная редакция, Изм. N 1, 6).
5.10. Изделия должны храниться в закрытых помещениях в потребительской таре при температуре воздуха от 10 до 40 °С и относительной влажности воздуха до 85% при отсутствии в окружающем воздухе кислотных, щелочных и других агрессивных примесей и пылящих веществ.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие посуды и столовых приборов из мельхиора и нейзильбера с серебряным или золотым покрытием требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
6.2. Гарантийный срок эксплуатации - 12 мес со дня продажи через розничную торговую сеть. Срок обнаружения скрытых дефектов изделий - 3 мес со дня продажи через предприятие торговли.
(Измененная редакция, Изм. N 3, 6).
ПРИЛОЖЕНИЕ
Справочное
ПОЯСНЕНИЯ ТЕРМИНОВ, ВСТРЕЧАЮЩИХСЯ В СТАНДАРТЕ
|
|
Баранчик | Круглая или овальная тарелка с глубокой крышкой, предназначенная для подачи на стол вторых мясных, рыбных и овощных блюд |
Креманка | Столовая вазочка, предназначенная для подачи крема, мороженого, взбитых сливок, компота, киселя, мусса, желе |
Кокотница | Сосуд в форме цилиндра с длинной ручкой и небольшим расширением кверху, предназначенный для подачи запеченных в духовке мяса, грибов, овощей |
Кокильница | Тарелка в виде круглой раковины с рифленой поверхностью и небольшой круглой ручкой у основания, предназначенная для подачи креветок, раков, устриц |
Ложка сервировочная | Столовые приборы, предназначенные для сервировки стола (для фруктов, рыбы, маринада, икры, салата, соуса, гарнира, лимона, варенья, кондитерских изделий и др.) |
(Измененная редакция, Изм. N 1)
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1993
Редакция документа с учетом
изменений и дополнений подготовлена
