ГОСТ Р 56674-2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПОСУДА С ПРОТИВОПРИГОРАЮЩИМ ПОКРЫТИЕМ ЛИТАЯ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Общие технические условия
Casting of aluminum alloys cookware with non-stick coating. General specifications
ОКС 97.040.60
Дата введения 2024-07-01
Предисловие
1 РАЗРАБОТАН Акционерным обществом "Нева металл посуда" (АО "НМП")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 147 "Посуда металлическая с покрытиями и без покрытий"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 мая 2024 г. № 670-ст
4 ВЗАМЕН ГОСТ Р 56674-2018
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
1 Область применения
Настоящий стандарт распространяется на хозяйственную литую посуду из алюминиевых сплавов с противопригорающим (антипригарным) покрытием (далее - посуда), предназначенную для приготовления продуктов питания.
Посуду, предназначенную для детей и подростков, изготавливают с учетом повышенных требований к выделению вредных веществ.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.302 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 1129 Масло подсолнечное. Технические условия
ГОСТ 1583 Сплавы алюминиевые литейные. Технические условия
ГОСТ 1770 (ИСО 1042-83, ИСО 4788-88) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 2695 Пиломатериалы лиственных пород. Технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3343 Продукты томатные концентрированные. Общие технические условия
ГОСТ 4765 Материалы лакокрасочные. Метод определения прочности при ударе
ГОСТ 4976 Лаки марок НЦ-218, НЦ-222, НЦ-243 мебельные и НЦ-223. Технические условия
ГОСТ 5233 Материалы лакокрасочные. Метод определения твердости по маятниковому прибору
ГОСТ 5470 Лаки марок ПФ-283 и ГФ-166. Технические условия
ГОСТ 5959 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 7933 Картон для потребительской тары. Общие технические условия
ГОСТ 8273 Бумага оберточная. Технические условия
ГОСТ 9142 Ящики из гофрированного картона. Общие технические условия
ГОСТ 9347 Картон прокладочный и уплотнительные прокладки из него. Технические условия
ГОСТ 9359 Массы прессовочные карбамидо- и меламиноформальдегидные. Технические условия
ГОСТ 9378 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9396 Ящики деревянные многооборотные. Общие технические условия
ГОСТ 9421 Картон тарный плоский склеенный. Технические условия
ГОСТ 10299 Заклепки с полукруглой головкой классов точности B и C. Технические условия
ГОСТ 10300 Заклепки с потайной головкой классов точности B и C. Технические условия
ГОСТ 10301 Заклепки с полупотайной головкой классов точности B и C. Технические условия
ГОСТ 10302 Заклепки с полукруглой низкой головкой классов точности B и C. Технические условия
ГОСТ 10905 Плиты поверочные и разметочные. Технические условия
ГОСТ 12082 Обрешетки дощатые для грузов массой до 500 кг. Общие технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 14806 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 14919 Электроплиты, электроплитки и жарочные электрошкафы бытовые. Общие технические условия
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17151 Посуда хозяйственная из листового алюминия. Общие технические условия
ГОСТ 17435 Линейки чертежные. Технические условия
ГОСТ 21631 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21650 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 24788 Посуда хозяйственная стальная эмалированная. Общие технические условия
ГОСТ 25951 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26381 Поддоны плоские одноразового использования. Общие технические условия
ГОСТ 26574 Мука пшеничная хлебопекарная. Технические условия
ГОСТ 26663 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 27002 Посуда из коррозионностойкой стали. Общие технические условия
ГОСТ 28804 Материалы фенольные формовочные. Общие технические условия
ГОСТ 31149 (ISO 2409:2013) Материалы лакокрасочные. Определение адгезии методом решетчатого надреза
ГОСТ 31450 Молоко питьевое. Технические условия
ГОСТ 31654 Яйца куриные пищевые. Технические условия
ГОСТ 32309 Посуда без противопригорающего покрытия литая из алюминиевых сплавов. Общие технические условия
ГОСТ 33222 Сахар белый. Технические условия
ГОСТ 33757 Поддоны плоские деревянные. Технические условия
ГОСТ 33781 Упаковка потребительская из картона, бумаги и комбинированных материалов. Общие технические условия
ГОСТ Р 9.905 (ИСО 7384:2001, ИСО 11845:1995) Единая система защиты от коррозии и старения. Методы коррозионных испытаний. Общие требования
ГОСТ Р 51574 Соль пищевая. Общие технические условия
ГОСТ Р 51969 Посуда хозяйственная из специального бытового стекла. Общие технические условия
ГОСТ Р 52901 Картон гофрированный для упаковки продукции. Технические условия
ГОСТ Р 53228 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ГОСТ Р 54586 (ИСО 15184:1998) Материалы лакокрасочные. Метод определения твердости покрытия по карандашу
ГОСТ Р 56968 Уксус столовый. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется принять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 посуда: Посуда в форме емкости, предназначенная для приготовления продуктов питания на плите, варочной поверхности или в духовке; может иметь крышку.
3.2 кастрюля: Предмет посуды, предназначенный для приготовления продуктов питания методом варки или тушения.
Примечание - Кастрюля должна иметь две ручки.
3.3 сковорода: Предмет посуды, предназначенный для приготовления продуктов питания методом жарки.
3.4 сотейник: Предмет посуды, совмещающий в себе функции кастрюли и сковороды, имеющий высокие стенки и предназначенный для варки, тушения, пассерования, приготовления кулинарных кремов и соусов.
3.5 ковш: Предмет посуды, совмещающий в себе функции кастрюли и сотейника, с высокими стенками, одной ручкой, который чаще всего используют для подогрева жидкостей.
3.6 ручки к посуде: Часть посуды, предназначенная для того, чтобы облегчить перенос или держание изделия при обычном использовании.
3.7 крепежные детали ручек: Детали для крепления ручек к посуде.
3.8 съемная ручка: Ручка к посуде, которую можно удалить или прикрепить к корпусу посуды без применения инструмента.
3.9 ручка крышки: Часть посуды, цельнолитая или прикрепленная к крышке, которая служит для облегчения закрытия корпуса посуды крышкой или снятия крышки при обычном использовании.
3.10 противопригорающее [антипригарное] покрытие: Покрытие на основе полимеров, обладающих противопригорающими (антипригарными) свойствами, нанесенное на внутреннюю поверхность посуды для создания антипригарного (противопригорающего) эффекта во время приготовления продуктов питания.
Примечание - Противопригорающее (антипригарное) покрытие облегчает уход за поверхностью посуды.
3.11 диаметр дна: Измеренный по наружной стороне дна диаметр максимальной окружности контактной поверхности, образующейся при соприкосновении с плоской поверхностью.
3.12 плоские изделия: Посуда высотой 1/10 диаметра изделия или менее.
3.13 абразивная износоустойчивость противопригорающего [антипригарного] покрытия: Устойчивость противопригорающего (антипригарного) покрытия к воздействию абразивного материала с применением раствора бытового моющего средства для посуды.
3.14 термостойкость противопригорающего [антипригарного] покрытия: Устойчивость противопригорающего (антипригарного) покрытия к воздействию растительного масла, нагретого до высокой температуры, в течение длительного времени.
3.15 ударопрочность [прочность при ударе] противопригорающего [антипригарного] покрытия: Устойчивость противопригорающего (антипригарного) покрытия к ударам падающего груза определенной массы с заданной силой.
3.16 теплостойкость пластмассовых ручек: Устойчивость ручек к посуде из аминопластов и пластмасс, а также пластмассовых деталей ручек к воздействию температуры.
4 Типы, основные параметры и размеры
4.1 Посуду подразделяют на следующие типы:
а) кастрюли;
б) сковороды:
1) круглые,
2) прямоугольные,
3) квадратные;
в) сотейники;
г) утятницы, гусятницы;
д) ковши;
е) казаны;
ж) противни;
и) формы для выпечки.
Допускаются изделия типов "Кастрюли", "Сотейники", "Утятницы", "Гусятницы" под наименованием "Жаровня".
Допускаются плоские изделия типа "Сковороды", специально предназначенные для приготовления определенных кулинарных изделий, под наименованием "Сковорода для блинов" или "Блинница", "Сковорода для пиццы".
Допускаются изделия типа "Сковороды", имеющие не гладкое, а ребристое дно под наименованием "Сковорода - гриль".
Сковороды могут быть изготовлены с перегородками и углублениями на дне (для пончиков, оладьев, глазуньи и др.).
Высоту сковороды H определяют с учетом углублений.
4.2 Конструкция посуды настоящим стандартом не регламентируется.
4.3 Для посуды устанавливают следующий ряд внутренних размеров (диаметр, длина, ширина): 80, 100, 120, 140, 160, 180, 200, 220, 240, 260, 280, 300, 320, 340, 360, 380, 400, 450, 500, 550, 600, 650, 700, 750, 800, 850, 900, 1000, 1100, 1200 мм.
Допускается изготовление посуды с промежуточными значениями внутренних размеров.
4.4 Для посуды устанавливают ряд вместимостей: 0,2; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,5; 1,7; 1,8; 2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 6,0; 6,5; 7,0; 8,0; 10,0; 11,0; 12,0; 13,0; 15,0; 20,0; 22,0; 28,0; 30,0; 40,0; 50,0; 60,0; 70,0; 80,0; 90,0; 100,0; 110,0; 120,0; 130,0; 140,0; 150,0; 160,0; 170,0; 180,0; 190,0; 200,0 л.
Вместимость посуды указана при номинальных размерах корпуса.
Допускается изменение вместимости в пределах отклонений на линейные размеры, указанных в 4.9.
Допускается изготавливать посуду с промежуточными значениями вместимостей.
4.5 Посуда должна удовлетворять следующим требованиям:
- толщина дна корпусов после механической обработки должна быть не менее 2,5 мм;
- толщина крышки после механической обработки должна быть не менее 1,5 мм;
- допускается специальная рельефная подготовка и/или отделка внутренней и наружной поверхностей абразивными и/или окрасочными материалами с произвольным направлением неровностей (выступов и/или углублений) для придания поверхности после нанесения покрытия различных визуальных эффектов.
4.6 Ручки могут быть цельнолитыми, несъемными (жесткофиксированными) или съемными.
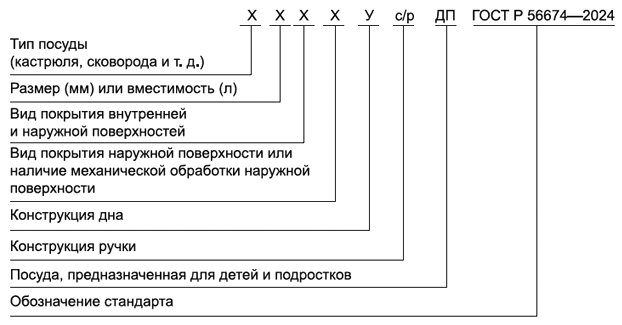
4.7 Условное обозначение посуды должно включать следующие элементы:
- тип посуды (кастрюля, сковорода и т.п.);
- размер или вместимость посуды;
- вид покрытия внутренней и наружной поверхностей:
Пр - противопригорающее (антипригарное);
- вид покрытия наружной поверхности:
Д - декоративное (эмалевое силикатное, кремнийорганическое, фторполимерное, лакокрасочное и другие покрытия)
или
- наличие механической обработки наружной поверхности:
М - механически обработанная поверхность (полированная, крацованная, шлифованная, галтованная, вибронакатанная и другая механическая обработка наружной поверхности);
- конструкция дна:
без обозначения - обычное,
У - утолщенное;
- конструкция ручки:
без обозначения - несъемная,
с/р - съемная;
- ДП - обозначение посуды, предназначенной для детей и подростков;
- обозначение стандарта.
4.8 Условное обозначение посуды указывают по следующей схеме:
 |
4.9 Типы, основные параметры, размеры и вместимость посуды должны соответствовать указанным на рисунках 1-10 и в таблицах 1-10.
Посуда может быть других типов, форм, размеров и другой вместимости.
Отклонения по размерам регламентируются конструкторской документацией на изделия.
Допускаются отклонения на следующие линейные размеры, мм:
- по диаметру D:
- ±2 - для изделий диаметром не более 400,
- ±3 - для изделий диаметром более 400;
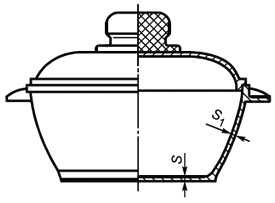 |
Рисунок 1 - Кастрюля
Таблица 1 - Основные параметры кастрюли
Вместимость, л | Толщина, мм | |
дна S | стенки | |
0,5-2,5 | 2,5-4,0 | 2,0-4,0 |
3,0-6,0 | 2,5-5,0 | 2,0-5,0 |
Примечания 1 Допускаются кастрюли с утолщенным дном 6-7 мм. 2 Кастрюли должны иметь крышки. 3 Кастрюли должны иметь две ручки. | ||
Пример условного обозначения кастрюли вместимостью 5 л, с внутренним противопригорающим (антипригарным) покрытием, наружным декоративным покрытием, с утолщенным дном:
Кастрюля 5 л Пр Д У ГОСТ Р 56674-2024
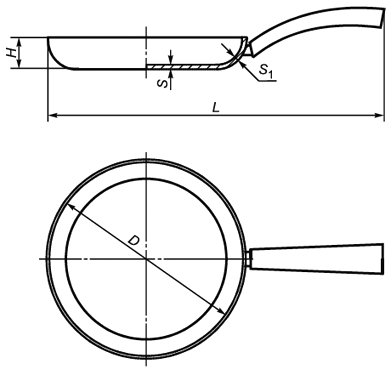 |
Рисунок 2 - Круглая сковорода с одной ручкой
Таблица 2 - Основные параметры круглой сковороды с одной ручкой
В миллиметрах | ||||
Диаметр D | Высота H | Длина L | Толщина | |
дна S | стенки | |||
160-380 | 10-75 | 300-620 | 2,5-5,0 | 2,0-5,0 |
Примечания 1 Допускаются круглые сковороды с утолщенным дном 6-7 мм. 2 Круглые сковороды могут быть без ручек, с одной или двумя ручками. 3 Круглые сковороды могут быть с крышками. | ||||
Пример условного обозначения сковороды круглой диаметром 260 мм, с внутренним противопригорающим (антипригарным) покрытием, с наружным декоративным покрытием, с утолщенным дном:
Сковорода 260 мм Пр Д У ГОСТ Р 56674-2024
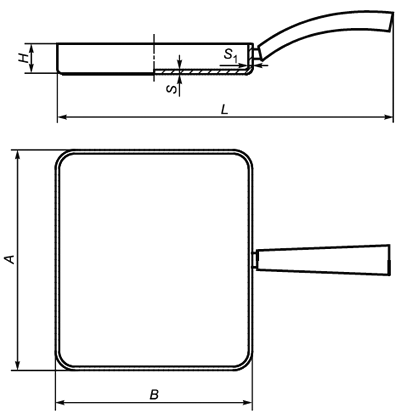 |
Рисунок 3 - Прямоугольная сковорода с одной ручкой
Таблица 3 - Основные параметры прямоугольной сковороды с одной ручкой
В миллиметрах | |||||
Сторона A | Сторона B | Высота H | Длина L | Толщина | |
дна S | стенки | ||||
260-300 | 220-260 | 40-60 | 410-450 | 2,5-5,0 | 2,0-5,0 |
Примечания 1 Допускаются прямоугольные сковороды с утолщенным дном 6-7 мм. 2 Прямоугольные сковороды могут быть без ручек, с одной или двумя ручками. 3 Прямоугольные сковороды могут быть с крышками. | |||||
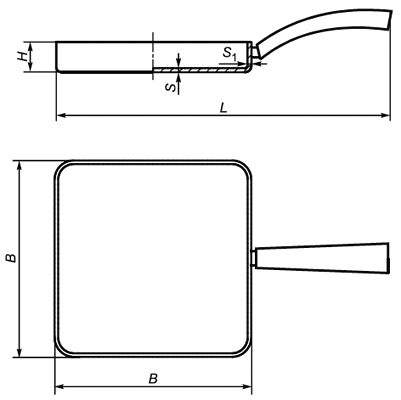 |
Рисунок 4 - Квадратная сковорода с одной ручкой
Таблица 4 - Основные параметры квадратной сковороды с одной ручкой
В миллиметрах | ||||
Сторона B | Высота H | Длина L | Толщина | |
дна S | стенки | |||
220-280 | 40-60 | 410-470 | 2,5-5,0 | 2,0-5,0 |
Примечания 1 Допускаются квадратные сковороды с утолщенным дном 6-7 мм. 2 Квадратные сковороды могут быть без ручек, с одной или двумя ручками. 3 Квадратные сковороды могут быть с крышками. | ||||
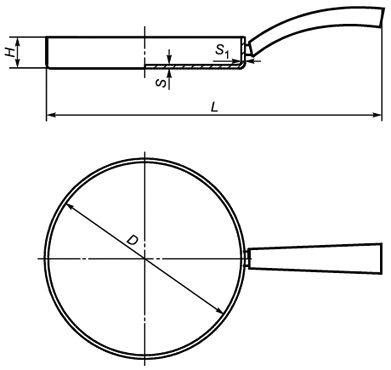 |
Рисунок 5 - Сотейник с одной ручкой
Таблица 5 - Основные параметры сотейника с одной ручкой
В миллиметрах | ||||
Диаметр D | Высота H | Длина L | Толщина | |
дна S | стенки | |||
180-380 | 50-100 | 350-620 | 2,5-5,0 | 2,0-5,0 |
Примечания 1 Допускаются сотейники с утолщенным дном 6-7 мм. 2 Сотейники могут быть без ручек, с одной или двумя ручками. 3 Сотейники могут быть с крышками. | ||||
Пример условного обозначения сотейника диаметром 280 мм с внутренним и наружным противопригорающим (антипригарным) покрытием:
Сотейник 280 мм Пр ГОСТ Р 56674-2024
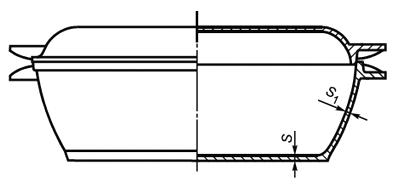 |
Рисунок 6 - Утятница и гусятница
Таблица 6 - Основные параметры утятницы и гусятницы
Вместимость, л | Толщина, мм | |
дна S | стенки | |
1,5-6,0 | 3,0-5,0 | 2,0-5,0 |
Примечания 1 Допускаются утятницы и гусятницы с утолщенным дном 6-7 мм. 2 Утятницы и гусятницы должны иметь крышки. 3 Утятницы и гусятницы должны иметь две ручки. | ||
Пример условного обозначения гусятницы вместимостью 3 л, с внутренним и наружным противопригорающим (антипригарным) покрытием:
Гусятница 3 л Пр ГОСТ Р 56674-2024
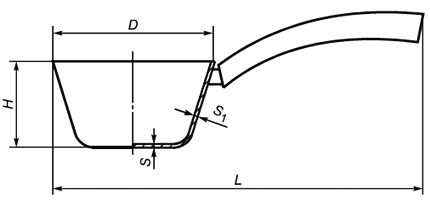 |
Рисунок 7 - Ковш
Таблица 7 - Основные параметры ковша
В миллиметрах | ||||
Диаметр D | Высота H | Длина L | Толщина | |
дна S | стенки | |||
160-240 | 100-150 | 350-370 | 2,5-5,0 | 2,0-5,0 |
Примечания 1 Ковши могут быть с крышками. 2 Ковши должны быть с одной ручкой. | ||||
Пример условного обозначения ковша диаметром 200 мм, с внутренним и наружным противопригорающим (антипригарным) покрытием, со съемной ручкой:
Ковш 200 мм Пр с/р ГОСТ Р 56674-2024
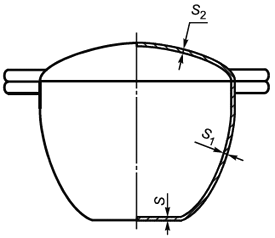 |
Рисунок 8 - Казан
Таблица 8 - Основные параметры и вместимость казана
Вместимость, л | Толщина, мм | ||
дна S | стенки | крышки | |
3,0-5,0 | 3,0-5,0 | 2,0-4,0 | 1,5-4,0 |
6,0-10,0 | 4,0-6,0 | 3,0-5,0 | |
Более 10,0 | 5,0-7,0 | ||
Примечания 1 Казаны должны иметь крышки с одной или двумя ручками. 2 Казаны должны иметь две ручки. | |||
Пример условного обозначения казана вместимостью 7 л, с внутренним и наружным противопригорающим (антипригарным) покрытием:
Казан 7 л Пр ГОСТ Р 56674-2024
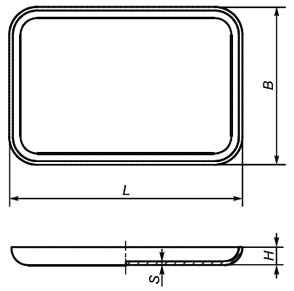 |
Рисунок 9 - Противень
Таблица 9 - Основные параметры противня
В миллиметрах | |||
Сторона B | Сторона L | Высота H | Толщина дна S |
160-460 | 240-630 | 30-70 | 2,5-5,0 |
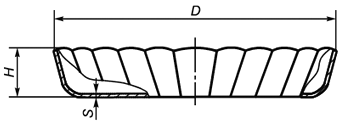 |
Рисунок 10 - Форма для выпечки
Таблица 10 - Основные параметры формы для выпечки
В миллиметрах | ||
Диаметр D | Высота H | Толщина дна S |
80-280 | 30-100 | 2,5-5,0 |
Примечание - Форма для выпечки может быть: - гладкая; - фасонная; - гофрированная. | ||
Пример условного обозначения формы для выпечки фасонной диаметром 200 мм, с внутренним противопригорающим (антипригарным) покрытием и наружным декоративным покрытием:
Форма для выпечки фасонная 200 мм Пр Д ГОСТ Р 56674-2024
5 Общие технические требования
5.1 Посуда предназначена для контакта с пищевыми продуктами и не должна выделять недопустимое количество вредных веществ.
Все материалы, применяемые для изготовления посуды, контактирующие с пищевыми продуктами, должны соответствовать требованиям действующих технических нормативных правовых актов.
5.2 Количество выделяемых из посуды вредных веществ не должно превышать гигиенические нормативы [1].
Посуда, предназначенная для детей и подростков, не должна выделять вредные вещества в количествах, превышающих требования [2].
5.3 Требования к корпусам и крышкам
5.3.1 Корпуса и крышки посуды должны быть из литейных алюминиевых сплавов марок АК5М2, АК7, АК9, AK12 с химическим составом по ГОСТ 1583.
Допускается изготовлять посуду из других литейных алюминиевых сплавов, разрешенных государственными органами и учреждениями санитарно-эпидемиологического надзора для контакта с пищевыми продуктами.
5.3.2 На поверхности посуды не допускаются пригар, ужимы, складчатость, вскипы, плены, трещины, неслитины, недоливы, коробления, остатки литника, газовая пористость.
5.3.3 На внутренней поверхности дна и радиусном переходе корпуса посуды не допускаются любые дефекты.
5.3.4 На поверхности посуды допускаются:
- штрихи, риски глубиной не более 0,2 мм, длиной не более 3 мм не более 2 шт.;
- на внутренней боковой поверхности корпуса - раковины глубиной до 0,2 мм и диаметром до 1,0 мм не более 3 шт.;
- на наружной поверхности корпуса - раковины глубиной до 0,2 мм и диаметром до 1,0 мм не более 3 шт. и мелкие дефекты в виде выступов высотой до 0,2 мм и наибольшим размером до 1 мм не более 2 шт.;
- на внутренней поверхности крышки - раковины глубиной до 0,2 мм и диаметром до 1,0 мм не более 3 шт. и мелкие дефекты в виде выступов высотой до 0,2 мм и наибольшим размером до 1 мм не более 2 шт.;
- на наружной поверхности крышки - раковины глубиной до 0,2 мм и диаметром до 1,0 мм в количестве не более 3 шт. и мелкие дефекты в виде выступов высотой до 0,2 мм и наибольшим размером до 1 мм не более 2 шт.
5.3.5 Корпуса и крышки посуды должны быть без заусенцев и острых кромок.
5.3.6 Посуда, предназначенная для использования на индукционных плитах, должна иметь на дне теплораспределительный слой, обладающий ферромагнитными свойствами.
Теплораспределительный слой должен быть прочно и надежно соединен с дном без зазоров.
5.3.7 Форма дна посуды (за исключением посуды со сферической поверхностью дна) должна быть плоской и обеспечивать устойчивость изделия на горизонтальной поверхности.
Дно посуды должно обеспечивать устойчивость изделия на горизонтальной поверхности в течение всего срока эксплуатации.
Испытание формы дна посуды для индукционных плит в соответствии 7.1.5 следует проводить после проведения испытаний на эксплуатационные свойства в соответствии 7.2.9.
Для изделий, подвергающихся нагреву на плите, допускается вогнутость дна, не превышающая 0,5% наружного диаметра плоской части дна, а для остальных изделий - 1%, если вогнутость не предусмотрена конструкцией.
Выпуклость дна не допускается.
5.3.8 Посуда должна быть водонепроницаемой.
При наполнении водой посуда не должна давать течи.
5.3.9 Крышки посуды должны свободно входить и легко поворачиваться (для изделий круглой формы) в корпусе.
Зазор между фиксирующим бортом вкладной крышки и корпусом не должен превышать 1% внутреннего диаметра корпуса. Зазор между опорной плоскостью накладной крышки и кромкой борта не должен превышать 1,0 мм.
5.3.10 Крышки посуды могут иметь отверстия для выхода пара.
5.3.11 Допускается комплектовать посуду крышками из коррозионно-стойкой стали по ГОСТ 27002, алюминиевыми крышками по ГОСТ 17151 или ГОСТ 32309, стальными эмалированными крышками по ГОСТ 24788, крышками из термостойкого стекла по ГОСТ Р 51969, силикона или других материалов и в соответствии с 5.1.
В крышках допускается сочетание материалов: стекла и металла, стекла и силикона и т.п.
5.4 Требования к противопригорающим покрытиям
5.4.1 Противопригорающие (антипригарные) покрытия должны быть на основе полимеров, обладающих противопригорающими (антипригарными) свойствами и способных длительно сохранять комплекс эксплуатационных свойств.
Противопригорающие (антипригарные) покрытия должны быть нанесены на внутреннюю поверхность посуды.
Противопригорающие (антипригарные) покрытия должны быть нанесены равномерно по всей поверхности, без пропусков, наплывов и подтеков.
Противопригорающие (антипригарные) покрытия могут быть различной цветовой гаммы.
5.4.2 На каждом изделии допускаются незначительные отклонения противопригорающего (антипригарного) покрытия в соответствии с таблицей 11.
Примечание - Под незначительными отклонениями противопригорающего (антипригарного) покрытия понимают отклонения, размеры и количество которых не оказывают существенного влияния на товарный вид изделий и не препятствуют использованию посуды по назначению.
Таблица 11 - Допустимые отклонения на противопригорающем (антипригарном) покрытии посуды
Наименование отклонения | Норма |
Включения | Допускаются незначительные |
Разнооттеночность | Допускается |
5.4.3 Противопригорающие (антипригарные) покрытия на посуде должны иметь:
- толщину не менее 20 мкм на корпусах, не менее 10 мкм на крышках;
- сплошность;
- прочность сцепления с металлом (адгезия к металлу);
- термостойкость;
- противопригорающие (антипригарные) свойства (неприлипаемость пищевых продуктов);
- абразивную износоустойчивость;
- эксплуатационные свойства;
- коррозионную стойкость;
- стойкость к открытому пламени огня (при нанесении покрытия на части посуды, контактирующие с открытым огнем).
5.4.4 Поверхность посуды с противопригорающими (антипригарными) покрытиями должна быть однородной, сплошной, без микротрещин и пузырей.
5.4.5 Прочность сцепления противопригорающих (антипригарных) покрытий с металлом (адгезия к металлу) должна соответствовать 1 баллу по методу решетчатых надрезов в соответствии с таблицей 12.
На всех контролируемых участках поверхности с противопригорающим (антипригарным) покрытием не должно быть отрыва покрытия ни в одном квадрате решетки.
Таблица 12 - Прочность сцепления противопригорающих (антипригарных) покрытий с металлом (адгезия к металлу)
Балл | Описание поверхности | Внешний вид |
1 | Нет отрыва покрытия ни в одном квадрате решетки |  |
2 | Имеются отрывы покрытия не более чем в двух квадратах решетки |  |
3 | Имеются отрывы покрытия более чем в двух квадратах решетки |  |
5.4.6 Противопригорающие (антипригарные) покрытия могут быть с обычной и повышенной абразивной износоустойчивостью.
Абразивная износоустойчивость обычных противопригорающих (антипригарных) покрытий должна быть не менее 1500 циклов.
Противопригорающие (антипригарные) покрытия с повышенной абразивной износоустойчивостью должны выдерживать не менее 3000 циклов.
5.4.7 Противопригорающие (антипригарные) покрытия должны быть термостойкими.
5.4.8 Противопригорающие (антипригарные) покрытия на основе кремнийорганических полимеров должны быть ударопрочными. После испытания на ударопрочность (прочность при ударе) на покрытии не должно быть сколов, отслаиваний и растрескиваний.
5.5 Требования к обработке и покрытиям наружной поверхности
5.5.1 Наружная поверхность посуды может быть механически обработанной (полированной, шлифованной, крацованной, галтованной, вибронакатанной).
Шероховатость по ГОСТ 2789 механически обработанной наружной поверхности посуды должна быть не более:
- Ra 0,32 мкм - для полированной;
- Ra 0,63 мкм - для шлифованной;
- Rz 80 мкм - для крацованной;
- Rz 160 мкм - для галтованной.
5.5.2 Поверхность посуды после механической обработки не должна иметь вмятин, острых кромок, местной волнистости, посторонних включений, пятен, штрихов, рисок, заусенцев, забоин, раковин, отслоений, царапин, потертостей, темных и белесых налетов, следов обрабатывающих материалов.
На полированной, шлифованной, крацованной, галтованной и вибронакатанной поверхности посуды допускаются незначительные, не влияющие на товарный вид следы обработки, размеры и количество которых не оказывают существенного влияния на товарный вид изделий и не препятствуют использованию посуды по назначению.
5.5.3 Наружная поверхность посуды может иметь декоративное покрытие (эмалевое силикатное, кремнийорганическое, фторполимерное, лакокрасочное и другие покрытия).
Декоративное покрытие на посуде должно иметь:
- толщину не менее 20 мкм на корпусах и не менее 10 мкм крышках;
- прочность сцепления с металлом (адгезия к металлу);
- термостойкость;
- стойкость к открытому пламени огня (при нанесении покрытия на части посуды, контактирующие с открытым огнем).
Дополнительно декоративное покрытие на посуде должно иметь:
а) на основе лакокрасочных материалов:
- твердость не менее 0,5 условных единиц по ГОСТ 5233, твердость по карандашу не менее HB по ГОСТ Р 54586;
- ударопрочность (прочность при ударе) не менее 4,0 Дж (40,0 кгс·см);
б) на основе эмалево-силикатных и кремнийорганических материалов:
- ударопрочность (прочность при ударе) не менее 0,2 Дж (2,0 кгс·см).
5.5.4 Декоративное покрытие должно быть нанесено равномерно по всей поверхности, без пропусков, наплывов, подтеков, видимых трещин и пузырей.
Допускается сочетать разные виды покрытий и обработки наружных поверхностей корпусов и крышек посуды.
На декоративном покрытии допускаются отклонения в виде включений незначительного размера и количество которых не оказывают существенного влияния на товарный вид изделий и не препятствуют использованию посуды по назначению.
5.5.5 Наружная поверхность посуды может быть полностью или частично, кроме дна, покрыта противопригорающим (антипригарным) покрытием.
Требования к противопригорающим (антипригарным) покрытиям, нанесенным на наружную поверхность посуды, - в соответствии с 5.5.3, 5.5.4, методы контроля - в соответствии с 7.3.
5.5.6 Декоративные и противопригорающие (антипригарные) покрытия, нанесенные на всю наружную поверхность, должны быть стойкими к прямому контакту с пламенем огня для посуды, предназначенной для использования на плите, варочной поверхности или в духовке с прямым контактом наружной поверхности посуды с пламенем огня.
Декоративные и противопригорающие (антипригарные) покрытия, нестойкие к прямому контакту с пламенем огня, допускается использовать на всей наружной поверхности для посуды, предназначенной для приготовления продуктов питания на плите, варочной поверхности или в духовке без прямого контакта с пламенем огня.
Декоративные и противопригорающие (антипригарные) покрытия, нестойкие к прямому контакту с пламенем огня, могут быть частично, кроме дна, нанесены на наружную поверхность для посуды, предназначенной для приготовления продуктов питания на плите, варочной поверхности или в духовке с прямым контактом наружной поверхности посуды с пламенем огня.
Информация об ограничениях использования посуды с наружной поверхностью, полностью покрытой нестойким к действию открытого пламени декоративным и противопригорающим (антипригарным) покрытием, на плите, варочной поверхности или в духовке с прямым контактом наружной поверхности с пламенем огня, должна быть доведена до потребителя.
На наружной поверхности дна в технологических углублениях и на выступах при декорировании должны быть только стойкие к прямому контакту с пламенем огня покрытия для посуды, предназначенной для использования на плите, варочной поверхности или в духовке с прямым контактом наружной поверхности посуды с пламенем огня.
Допускаются на наружной поверхности дна в технологических углублениях и на выступах при декорировании нестойкие к прямому контакту с пламенем огня покрытия для посуды, предназначенной для использования на плите, варочной поверхности или в духовке без прямого контакта наружной поверхности посуды с пламенем огня.
5.6 Требования к ручкам
5.6.1 Ручки к посуде, а также крепежные детали ручек являются частью посуды.
Детали крепежа, имеющие контакт с пищевыми продуктами, должны быть выполнены из материалов, применяемых для изготовления посуды.
5.6.2 Ручки, ушки, дужки и другие детали арматуры следует изготовлять из литейных алюминиевых сплавов по ГОСТ 1583.
Допускаются ручки и крепежные детали ручек из нержавеющих сталей, сталей с защитно-декоративными покрытиями, из листов алюминия и алюминиевых сплавов по ГОСТ 21631, из пиломатериалов твердых лиственных пород по ГОСТ 2695, из пластмасс [карбамидо- и меламиноформальдегидных прессовочных масс (аминопластов) по ГОСТ 9359, пластических масс на основе фенолоальдегидных смол (фенопластов) по ГОСТ 28804, полиамидов, полипропилена и бакелита по нормативной документации], керамики и других материалов по нормативной документации, не уступающих по теплостойкости и прочностным характеристикам, и не ухудшающих эксплуатационные свойства и внешний вид изделий.
Примечания
1 Нормативная документация должна быть оформлена согласно действующему законодательству в области технического регулирования.
2 Поверхность ручек может иметь покрытие (лакокрасочное, силиконовое и т.п.) различных цветовых гамм.
5.6.3 Ручки из пластмасс и керамики не должны иметь трещин, сколов, вздутий, усадочных раковин и инородных включений.
Теплостойкость ручек из пластмасс, а также пластмассовых деталей ручек должна быть не менее (150±5)°С для изделий, подвергающихся нагреву.
5.6.4 Ручки из древесины должны быть без сучков, трещин, грибковых поражений. Поверхность должна быть шлифованной и покрыта лаком по ГОСТ 4976, ГОСТ 5470 или другими лаками, разрешенными государственными органами и учреждениями санитарно-эпидемиологического надзора для контакта с пищевыми продуктами. Внешний вид лакового покрытия должен быть не ниже класса IV по ГОСТ 9.032.
5.6.5 Ручки должны быть без заусенцев и острых кромок.
5.6.6 Ручки к посуде должны крепиться сваркой, заклепками по ГОСТ 10299, ГОСТ 10300, ГОСТ 10301, ГОСТ 10302 или резьбовыми деталями.
Заклепки и винты с потайной головкой не должны выступать над поверхностью посуды.
Допускается заливка металлической арматуры в корпус посуды.
5.6.7 Крепление ручек к посуде (клепка, сварка, пайка, развальцовка, крепление винтами или комбинированное крепление) должно быть прочным и плотным, без наплывов и брызг после пайки или сварки. Швы сварных соединений должны быть выполнены в соответствии с ГОСТ 14806. В сварных швах не допускаются раковины, непровары, прожоги и другие дефекты.
На спаиваемых поверхностях не должно быть оплавления основного металла, трещин.
5.6.8 Ручки на посуде должны быть расположены симметрично по отношению к продольной оси.
Отклонение в расположении ручек от оси симметрии не должно превышать 2% диаметра изделия или длины утятницы (гусятницы).
5.6.9 Съемные ручки должны свободно входить в гнездо переходных элементов и надежно удерживать изделие при наклоне на угол 60° к горизонтальной плоскости с закрепленным на корпусе грузом, масса которого в два раза превышает массу вмещаемой воды.
Для плоских изделий масса груза должна в два раза превышать собственную массу изделия.
Допускается незначительный зазор в креплении ручки, не влияющий на надежность ее фиксации и безопасность эксплуатации.
6 Правила приемки
6.1 Посуду принимают партиями.
6.2 При приемке изделий изготовителем партией считают количество изделий одного типа, размера (вместимости), изготовленных при неизменной технологии производства.
6.3 При приемке изделий покупателем партией считают количество изделий, одновременно отправляемое покупателю по сопроводительным документам (транспортная накладная) и сопровождаемое документом, подтверждающим соответствие посуды установленным требованиям настоящего стандарта, оформленным согласно действующему законодательству в области технического регулирования.
6.4 Приемка изделий изготовителем
6.4.1 При приемке изделий изготовителем посуду подвергают испытаниям: приемо-сдаточным, периодическим и типовым.
При приемо-сдаточных испытаниях проводят сплошной (100% изделий) и выборочный контроль.
При выборочном контроле отбор образцов посуды для испытаний проводят методом случайной выборки.
6.4.2 При проведении приемо-сдаточных испытаний проверяют:
- тип посуды, внешний вид, комплектность, качество сборки и отделки посуды, тип ручки, маркировку, информацию об изделии - 100% изделий;
- прочность крепления ручек к корпусу, надежность соединения съемных ручек, форму дна посуды (устойчивость изделия на горизонтальной поверхности, вогнутость и выпуклость дна), толщину противопригорающего (антипригарного) покрытия, толщину покрытия наружной поверхности, прочность сцепления с металлом (адгезия к металлу) противопригорающего (антипригарного) и декоративного покрытия, сплошность (отсутствие микротрещин) противопригорающего (антипригарного) покрытия - 0,1% изделий от партии, но не менее 3 шт.
6.4.3 При получении неудовлетворительных результатов приемо-сдаточных испытаний хотя бы по одному из показателей настоящего стандарта по данному показателю проводят повторную проверку на удвоенной выборке, отобранной от той же партии.
Результаты повторной проверки распространяют на всю партию.
6.4.4 Периодические испытания посуды проводят на партии изделий, прошедшей приемо-сдаточные испытания.
6.4.5 При проведении периодических испытаний проверяют: прочность сцепления теплораспределительного слоя с дном изделия (только посуды для индукционных плит), форму дна посуды для индукционных плит (устойчивость изделия на горизонтальной поверхности, вогнутость и выпуклость дна), термостойкость противопригорающего (антипригарного) и декоративного покрытия, противопригорающие (антипригарные) свойства (неприлипаемость пищевых продуктов) противопригорающего (антипригарного) покрытия, ударопрочность (прочность при ударе) противопригорающего (антипригарного) покрытия на основе кремнийорганических полимеров и декоративного покрытия на основе лакокрасочных, эмалево-силикатных и кремнийорганических материалов, твердость декоративного покрытия на основе лакокрасочных материалов - не реже одного раза в год на 0,1% изделий от партии, но не менее 3 шт.
6.4.6 При получении неудовлетворительных результатов хотя бы по одному из показателей периодические испытания по этому показателю переводят в приемо-сдаточные. После получения положительных результатов на 10 партиях посуды подряд испытания вновь переводят в периодические.
6.4.7 Типовые испытания проводят на соответствие показателей требованиям настоящего стандарта при постановке продукции на производство, при применении новых видов материалов, при изменении технологии производства.
При проведении типовых испытаний проверяют показатели, входящие в приемо-сдаточные и периодические испытания.
Дополнительно проверяют показатели: размеры, вместимость, отсутствие течи в посуде, симметричность расположения ручек, установку крышек, теплостойкость ручек из пластмасс, выделение вредных веществ, эксплуатационные свойства, абразивную износоустойчивость и коррозионную стойкость противопригорающего (антипригарного) покрытия, шероховатость механически обработанной наружной поверхности, стойкость к открытому пламени огня покрытия, нанесенного на всю наружную поверхность.
При применении новых видов материалов и при изменении технологии производства проводят испытания только тех показателей, на которые повлияли внесенные изменения.
Изделия для типовых испытаний отбирают от партии не менее 10 шт.
6.4.8 При неудовлетворительных результатах типовых испытаний приемку изделий прекращают до установления и устранения причин образования выявленных дефектов.
6.5 Приемка изделий покупателем
6.5.1 Покупатель вправе провести приемку закупленной посуды с целью проверки соответствия изделий установленным требованиям настоящего стандарта и предупреждения допуска в эксплуатацию несоответствующей продукции.
6.5.2 Проверку изделий покупателем проводят на 2% изделий от каждой партии, но не менее 5 шт. каждого типа и размера (вместимости) посуды.
При получении неудовлетворительных результатов проверки хотя бы по одному из показателей установленным требованиям настоящего стандарта проводят повторную проверку на удвоенном количестве изделий, взятых от той же партии. Результаты повторной проверки распространяются на всю партию.
7 Методы испытаний
7.1 Испытание корпусов, крышек и ручек
7.1.1 Внешний вид, качество сборки и отделки посуды, а также комплектность изготовления проверяют визуально.
7.1.2 Вместимость посуды проверяют наполнением ее водой комнатной температуры с помощью мерной посуды по ГОСТ 1770 или другой калиброванной емкости. Недолив воды у посуды с крышкой должен быть 5-10 мм до плоскости соприкосновения крышки с корпусом, у посуды без крышки - 6-11 мм до верхней кромки борта.
Допускается проверять вместимость посуды наполнением ее водой комнатной температуры на платформенных весах не ниже класса точности III по ГОСТ Р 53228.
7.1.3 Размеры посуды, отклонения, люфты и зазоры проверяют универсальными измерительными инструментами по ГОСТ 427, ГОСТ 166, универсальным щупом или специальными шаблонами.
7.1.4 Установку крышек проверяют опробованием на изделии.
7.1.5 Устойчивость изделия на горизонтальной поверхности и плоскостность дна проверяют путем установки посуды дном на поверочную плиту класса точности не ниже 1 по ГОСТ 10905.
Дно посуды должно плотно прилегать к поверочной плите и обеспечивать устойчивость изделия на горизонтальной поверхности.
Вогнутость дна посуды проверяют универсальным щупом, помещенным между поверочной линейкой и дном посуды по центру изделия.
7.1.6 Прочность сцепления теплораспределительного слоя с дном изделия проверяют путем последовательного нагрева и охлаждения посуды не менее 50 раз. Посуду в сухом состоянии нагревают на электрической плитке до температуры (200±5)°С, затем заполняют на 1/5 вместимости водой температурой (15±5)°С. После этого посуду снимают с электрической плитки и резким погружением в емкость с холодной водой охлаждают до температуры (20±5)°С.
После 50 циклов испытаний не должно быть видимых изменений поверхности теплораспределительного слоя и зоны его сцепления с дном изделия.
7.1.7 Прочность крепления и жесткость арматуры посуды с одной ручкой проверяют, нагружая ручку на расстоянии не более 30 мм от свободного конца массой, равной массе воды эквивалентной удвоенной вместимости.
Прочность крепления и жесткость арматуры посуды с двумя ручками проверяют путем нагружения изделия массой, равной массе воды, эквивалентной удвоенной вместимости, и легким встряхиванием ее с грузом. Количество встряхиваний изделия должно быть не менее пяти раз.
После испытаний не должно быть деформации ручек, ослабления крепления соединительных деталей ручек, повреждений противопригорающего (антипригарного) или декоративного покрытия в месте соединения ручек и корпуса.
7.1.8 Надежность соединения съемной ручки с корпусом проверяют поворотом изделия за ручку относительно оси симметрии ручки на угол 60° к горизонтальной плоскости с закрепленным на корпусе грузом, масса которого в два раза превышает массу вмещаемой воды.
Для плоских изделий масса груза должна в два раза превышать собственную массу изделия.
При этом не должно происходить саморазъединения корпуса с ручкой.
7.1.9 Теплостойкость ручек из пластмасс, а также пластмассовых деталей ручек проверяют, устанавливая изделие с ручкой в предварительно нагретый до температуры (150±5)°С сушильный шкаф и выдерживая в нем в течение 60 мин. Поверхность ручек после испытания не должна иметь трещин, вздутий, сколов, деформации и других видимых изменений.
7.1.10 Шероховатость механически обработанной наружной поверхности посуды проверяют сравнением с образцами шероховатости, изготовленными по ГОСТ 9378, или измерительными приборами для измерения шероховатости Ra/Rz, обеспечивающими измерения в пределах, обусловленных требованиями настоящего стандарта, и проходящими периодические поверки в соответствии описанию типа.
7.1.11 Испытанию по определению химического состава литейных алюминиевых сплавов подлежит посуда, изготовленная по настоящему стандарту.
Испытанию подлежит корпус посуды.
При определении химического состава литейных алюминиевых сплавов, из которых изготавливают посуду, могут быть использованы следующие методы: электрогравиметрический, фотометрический, атомно-абсорбционный, атомно-эмиссионный с фотоэлектрической регистрацией спектра (спектральный), атомно-эмиссионный с индуктивно связанной плазмой и др.
Выбор методов обусловлен наличием в лаборатории средств измерений и испытательного оборудования.
Применяемые в методиках анализа средства измерений и испытательное оборудование должны проходить процедуру признания пригодности в соответствии с порядком, принятым в Российской Федерации.
Примечание - Действует следующий порядок: применяемые при реализации методик анализа средства измерений должны быть поверены или откалиброваны; испытательное оборудование должно быть аттестовано.
Подготовку средств измерений и испытательного оборудования к измерениям и выполнение измерений проводят в соответствии с инструкциями по эксплуатации на эти приборы.
7.1.12 Отсутствие течи посуды проверяют наполнением изделия водой до полной вместимости и выдерживанием с водой в течение 1 ч. После испытания на наружной поверхности посуды не должно быть следов воды.
7.2 Испытание противопригорающих (антипригарных) покрытий
7.2.1 Внешний вид противопригорающих (антипригарных) покрытий
Внешний вид проверяют визуально, осматривая покрытие невооруженным глазом.
Поверхность покрытия должна быть однородной, без вздутий и повреждений.
На каждом изделии допускаются незначительные отклонения покрытия в соответствии с 5.4.2, таблица 11.
7.2.2 Толщина противопригорающих (антипригарных) покрытий
Толщину покрытия проверяют методом вихревых токов по ГОСТ 9.302 на плоских поверхностях изделий или образцов, изготовленных одновременно с партией изделий.
7.2.3 Сплошность противопригорающих (антипригарных) покрытий на основе фторопластовых и кремнийорганических полимеров
Сплошность покрытия проверяют под оптическим микроскопом при 20-кратном увеличении.
Покрытие должно быть однородным, не иметь пузырей и трещин.
Наличие микротрещин на поверхности покрытия не допускается.
7.2.4 Прочность сцепления противопригорающих (антипригарных) покрытий с металлом (адгезия к металлу)
Прочность сцепления покрытия с металлом (адгезия к металлу) проверяют методом решетчатых надрезов.
Аппаратура и материалы:
- инструмент режущий по ГОСТ 31149;
- лента липкая бесцветная шириной 25 мм с адгезионной прочностью от 2,4 до 4,0 Н/см по ГОСТ 31149;
- шаблон для нанесения решетчатых надрезов;
- термометр инфракрасный;
- ванна с кипящей водой;
- секундомер;
- вода питьевая водопроводная по [3], [4].
Проведение испытания
Перед тестированием изделие кипятят в воде в течение 15 мин. После обработки кипящей водой изделие охлаждают (не следует охлаждать принудительно) до комнатной температуры (25±5)°С и вытирают насухо.
На испытуемом участке поверхности с противопригорающим (антипригарным) покрытием режущим инструментом по шаблону делают не менее 10 параллельных надрезов до металла длиной не менее 20 мм на расстоянии 2 мм друг от друга. Режущий инструмент следует держать перпендикулярно к испытуемой поверхности. Аналогичным образом делают надрезы в перпендикулярном направлении. В результате на покрытии образуется решетка из квадратов одинакового размера.
Проводят контроль не менее двух участков покрытия на изделиях, внутренний размер которых (диаметр, длина, ширина) составляет 240 мм и более.
На изделиях, внутренний размер которых (диаметр, длина, ширина) составляет менее 240 мм, проводят контроль одного участка покрытия по центру.
На испытуемую поверхность параллельно одному из направлений надрезов накладывают полоску липкой ленты и плотно прижимают, оставив один конец свободным. Цвет покрытия, видимый через ленту, является показателем полного и плотного контакта ленты с покрытием. Затем быстрым движением ленту отрывают от покрытия. Аналогичным образом повторяют процедуру в перпендикулярном направлении.
Повторяют процедуру 10 раз, каждый раз меняя направление рывка и накладывая свежую полоску липкой ленты.
Перед испытанием проверяют режущую кромку и поддерживают ее в рабочем состоянии с помощью заточки или замены инструмента.
Оценка результата
Прочность сцепления с металлом (адгезия к металлу) должна соответствовать 1 баллу по методу решетчатых надрезов в соответствии с 5.4.5, таблица 12.
На всех контролируемых участках поверхности с противопригорающим (антипригарным) покрытием не должно быть отрыва покрытия ни в одном квадрате решетки.
7.2.5 Термостойкость противопригорающих (антипригарных) покрытий
Термостойкость покрытия проверяют нагревом изделия с маслом до температуры (205±5)°С в течение 3 ч и последующим охлаждением на воздухе до температуры (20±2)°С.
Аппаратура и материалы:
- плитка электрическая по ГОСТ 14919;
- термометр инфракрасный;
- секундомер;
- масло подсолнечное рафинированное дезодорированное по ГОСТ 1129;
- инструмент режущий по ГОСТ 31149;
- лента липкая бесцветная шириной 25 мм с адгезионной прочностью от 2,4 до 4,0 Н/см по ГОСТ 31149;
- шаблон для нанесения решетчатых надрезов.
Проведение испытания
Изделие с противопригорающим (антипригарным) покрытием заполняют на 2/3 вместимости подсолнечным маслом и нагревают на электрической плитке до температуры (205±5)°С. Температуру масла в изделии поддерживают в течение 3 ч. Контроль температуры проводят инфракрасным термометром. Затем масло сливают и изделие охлаждают на воздухе до температуры (20±2)°С. После этого внутреннюю поверхность изделия тщательно промывают теплой водой с мылом и выдерживают в течение 2 ч при температуре (20±2)°С. Проводят визуальный осмотр внешнего вида покрытия и определяют прочность сцепления покрытия с металлом методом решетчатого надреза в соответствии 7.2.4.
Для изделий, внутренний размер которых (диаметр, длина, ширина) составляет 240 мм и более, испытание проводят в пятикратной повторности.
Оценка результата
После испытания должен сохраниться первоначальный внешний вид и прочность сцепления покрытия с металлом.
Не допускаются изменения окраски, вздутия, пузыри, отслоения покрытия.
Прочность сцепления противопригорающих (антипригарных) покрытий с металлом (адгезия к металлу) должна соответствовать 1 баллу в соответствии с.5.4.5, таблица 12.
Для изделий, внутренний размер которых (диаметр, длина, ширина) составляет 240 мм и более, результат испытаний должен быть подтвержден в пяти последовательных повторностях.
7.2.6 Противопригорающие (антипригарные) свойства противопригорающих (антипригарных) покрытий [неприлипаемость пищевых продуктов к противопригорающему (антипригарному) покрытию]
Следует считать, что покрытие обладает противопригорающими (антипригарными) свойствами при условии положительных результатов в трех тестах.
Тесты проводят на одном изделии друг за другом. Перед новым тестом изделие должно быть вымыто с применением моющего средства и вытерто насухо.
7.2.6.1 Тест "Яичница"
Аппаратура и материалы:
- плитка электрическая по ГОСТ 14919;
- масло подсолнечное рафинированное дезодорированное по ГОСТ 1129;
- яйцо куриное по ГОСТ 31654;
- шпатель пластиковый или деревянный;
- термометр инфракрасный;
- секундомер;
- вода питьевая водопроводная по [3], [4].
Проведение испытания
Смазывают тестируемую поверхность изделия растительным маслом, затем промывают изделие водой с моющим средством и вытирают насухо. Нагревают изделие до температуры (160±10)°С. Температуру контролируют инфракрасным термометром в нескольких местах тестируемого изделия. Разбивают яйцо и равномерно распределяют его шпателем по всей тестируемой поверхности. Жарят в течение 8-9 мин, не добавляя дополнительно масло или жир.
Испытание проводят в пятикратной повторности.
Оценка результата
Яйцо должно удалиться с тестируемой поверхности полностью без прилипания остатков или при легком покачивании изделия, или при легком поднятии краев яйца в пяти последовательных повторностях.
7.2.6.2 Тест "Удаление обуглившегося молока"
Аппаратура и материалы:
- плитка электрическая по ГОСТ 14919;
- термометр инфракрасный;
- молоко с массовой долей жира (3,5±0,5)% по ГОСТ 31450;
- вода питьевая водопроводная по [3], [4];
- губка мягкая для мытья посуды.
Проведение испытания
Нагревают тестируемое изделие до (165±15)°С. Температуру контролируют инфракрасным термометром в нескольких местах тестируемого изделия. Заливают молоко по всей тестируемой поверхности и продолжают нагрев до обугливания (темно-коричневое окрашивание). Затем изделие с подгоревшим молоком подставляют под струю воды. Молочная обугленная пленка должна полностью сняться под действием струи воды.
В случае если молочная обугленная пленка не удаляется под действием струи воды, остатки удаляют мягкой губкой для мытья посуды.
Испытание проводят в пятикратной повторности.
Оценка результата
Обугленное молоко должно легко удаляться с поверхности изделия в пяти последовательных повторностях.
7.2.6.3 Тест "Блины"
Состав теста:
- 500 г, мука пшеничная хлебопекарная, сорт: высший по ГОСТ 26574;
- 5 шт, яйцо куриное по ГОСТ 31654;
- 1,65 л, молоко с массовой долей жира (3,5±0,5)% по ГОСТ 31450;
- 1,5 г, соль пищевая, без добавок, сорт: экстра по ГОСТ Р 51574.
Аппаратура и материалы:
- плитка электрическая по ГОСТ 14919;
- термометр инфракрасный;
- секундомер;
- шпатель пластиковый или деревянный.
Проведение испытания
Смешивают ингредиенты и замешивают однородное тесто. Оставляют на 30 мин (тесто, приготовленное более 8 ч назад, не используют). Тестируемое изделие нагревают до (205±5)°С (температуру контролируют инфракрасным термометром в нескольких местах тестируемого изделия). Выдерживают 5 мин. Выливают тесто из расчета 60-70 г на один блин и равномерно распределяют по всей тестируемой поверхности. Выпекают блин с одной стороны, не переворачивая при (205±5)°С в течение 7 мин. Снимают сковороду с плиты.
Оценка результата
Возможные результаты:
а) после покачивания изделия блин выпадает из изделия, следы прилипания блина к тестируемой поверхности отсутствуют;
б) после легкого поднятия лопаткой краев блина его снимают с тестируемой поверхности без прилипания;
в) снимают блин, не оставив кусков теста на тестируемой поверхности, только с помощью шпателя;
г) блин с трудом удаляют шпателем с тестируемой поверхности, остаются крупные следы теста;
д) блин невозможно удалить шпателем с тестируемой поверхности.
Тест имеет положительный результат, если он соответствует требованиям, указанным в перечислениях а)-в).
Следует подтвердить результат выпеканием всей массы теста, но не менее 15 блинов.
Положительный результат каждый раз подтверждают.
7.2.7 Абразивная износоустойчивость противопригорающих (антипригарных) покрытий
Абразивную износоустойчивость покрытия проверяют на плоских поверхностях изделий или образцов, изготовленных одновременно с партией изделий.
Аппаратура и материалы:
- аппарат для проверки абразивной износоустойчивости. Механизм аппарата обеспечивает возвратно-поступательный ход прижимной лапки 100-150 мм со скоростью 6-9 м/мин. На прижимной лапке закреплен груз массой 1,5 кг с учетом веса лапки;
- губка абразивная зернистостью 40 мкм, абразивный материал - оксид алюминия, размеры: ширина - 25-30 мм, длина - 75-80 мм;
- средство моющее для посуды с pH 8-11;
- вода питьевая водопроводная по [3], [4];
- полотенце хлопчатобумажное.
Проведение испытания
Приготавливают 3%-ный раствор моющего средства.
Тестируемое изделие с противопригорающим (антипригарным) покрытием устанавливают в зажимный механизм аппарата. Внутрь изделия заливают 50-100 мл раствора моющего средства. Дно изделия должно быть полностью закрыто раствором. На прижимную лапку аппарата закрепляют абразивную губку. Включают аппарат и начинают процесс истирания поверхности. Возвратно-поступательный ход прижимной лапки с закрепленной абразивной губкой должен быть 100-150 мм в зависимости от размера тестируемой поверхности. Абразивная губка делает 250 циклов возвратно-поступательных движений и процесс истирания прерывают. После остановки аппарата абразивную губку необходимо перевернуть на обратную сторону и заново закрепить в прижимной лапке. Включают аппарат и продолжают процесс истирания поверхности с противопригорающим (антипригарным) покрытием. После процесса истирания следующих 250 циклов абразивную губку необходимо заменить на новую. В течение всего процесса истирания следует следить, чтобы раствор моющего средства всегда присутствовал внутри изделия. Под одним циклом истирания следует понимать одно возвратно-поступательное движение прижимной лапки с закрепленной абразивной губкой. Процесс истирания противопригорающего (антипригарного) покрытия проводят до достижения необходимого количества циклов, требуемого для испытуемого покрытия в соответствии с 5.4.6. Процесс истирания прекращают. Тестируемое изделие извлекают из зажимного механизма аппарата, смывают водой моющее средство с тестируемой поверхности, поверхность насухо вытирают полотенцем. Износ противопригорающего (антипригарного) покрытия оценивают визуально. Появление на тестируемой поверхности металлического блеска материала корпуса свидетельствует об износе противопригорающего (антипригарного) покрытия.
Оценка результата
Отсутствие металлического блеска - противопригорающее (антипригарное) покрытие выдержало испытание на абразивную износоустойчивость, наличие металлического блеска - противопригорающее (антипригарное) покрытие не выдержало испытание на абразивную износоустойчивость.
7.2.8 Ударопрочность (прочности при ударе) противопригорающих (антипригарных) покрытий на основе кремнийорганических полимеров
Ударопрочность (прочность при ударе) покрытия проверяют путем воздействия на образец удара свободно падающего шарика силой не менее 0,2 Дж (2,0 кгс·см).
Аппаратура и материалы:
- шарик стальной массой 55-60 г;
- кольцо стальное наружным диаметром 60 мм, внутренним диаметром 50 мм, с закругленными кромками радиусом 1 мм;
- линейка по ГОСТ 17435.
Проведение испытания
Испытуемый образец или изделие устанавливают на стальное кольцо покрытием вверх. Затем проводят удар свободно падающим стальным шариком массой 55-60 г с высоты 330-350 мм, придерживая изделие на кольце. Испытание проводят в двух точках, расположенных на расстоянии не менее 40 мм одна от другой.
Оценка результата
После испытания не должно быть отколов, отслаиваний и растрескиваний покрытия.
7.2.9 Эксплуатационные свойства противопригорающих (антипригарных) покрытий
При проверке эксплуатационных свойств проводят ускоренные испытания покрытия с нагрузкой, которая имитирует процесс эксплуатации.
7.2.9.1 Требования
Для испытаний берут два изделия от одной партии.
Первое изделие подвергают испытаниям в объеме тестов 1)-15).
Тесты 1)-15) проводят в указанной последовательности друг за другом.
На втором изделии проверяют абразивную износоустойчивость покрытия, тест 16.
7.2.9.2 Перечень 16 тестов для оценки эксплуатационных свойств покрытия:
1) Тест на внешний вид покрытия;
2) Тест на сплошность покрытия:
- сплошность покрытия (микроскоп) и ударопрочность покрытия.
Примечание - Только для противопригорающих (антипригарных) покрытий на основе кремнийорганических полимеров;
- сплошность покрытия (микроскоп).
Примечание - Только для противопригорающих (антипригарных) покрытий на основе фторопластовых полимеров;
3) Тест на прочность сцепления (адгезия к металлу) - контроль первого участка покрытия;
4) Тест "Яичница";
5) Тест "Удаление обуглившегося молока";
6) Тест с сахаром ("Сахарный тест");
7) Тест с поваренной солью;
8) Тест с томатной пастой;
9) Тест "Уксус-масло";
10) Тест на термостойкость;
11) Тест на устойчивость к моющим средствам;
12) Тест на закаливание;
13) Тест на прочность сцепления (адгезия к металлу) - контроль второго участка покрытия.
Примечание - Только для изделий, внутренний размер которых (диаметр, длина, ширина) составляет 240 мм и более;
14) Тест на прочность сцепления (адгезия к металлу) - повторный контроль первого участка покрытия;
15) Тест "Блины";
16) Тест на абразивную износоустойчивость покрытия.
Методики испытаний и критерии оценки
1) Тест на внешний вид покрытия - в соответствии с 7.2.1.
2) Тест на сплошность покрытия:
- в соответствии с 7.2.3 и 7.2.8,
- в соответствии с 7.2.3.
3) Тест на прочность сцепления (адгезия к металлу) - контроль первого участка покрытия.
Аппаратура и материалы, методика испытания и оценка результата - в соответствии с 7.2.4.
4) Тест "Яичница" - в соответствии с 7.2.6.1.
5) Тест "Удаление обуглившегося молока" - в соответствии с 7.2.6.2.
6) Тест с сахаром ("Сахарный тест").
Аппаратура и материалы:
- плитка электрическая по ГОСТ 14919;
- термометр инфракрасный;
- сахар белый, кристаллический по ГОСТ 33222;
- вода питьевая водопроводная по [3], [4].
Проведение испытания
На разогретую до (160±10)°С поверхность изделия (температуру контролируют инфракрасным термометром в нескольких местах тестируемого изделия) насыпают (12±3) г сахарного песка, распределяют по тестируемой поверхности. Нагревают сахар до полного плавления и приобретения темно-коричневой окраски. Заливают в изделие 100-200 г воды, температурой (22±2)°С (в зависимости от размера изделия) и кипятят до полного растворения сахара. По окончании кипячения раствор выливают и проводят оценку результатов тестирования.
Испытание проводят в пятикратной повторности.
Оценка результата
Не должно быть изменения цвета покрытия и пригара сахара на поверхности в пяти последовательных повторностях.
Допускается на поверхности изделия со светлым покрытием появление светло-коричневых оттенков.
7) Тест с поваренной солью
Аппаратура и материалы:
- плитка электрическая по ГОСТ 14919;
- соль пищевая, без добавок, сорт: экстра по ГОСТ Р 51574;
- крышка для посуды;
- секундомер;
- вода питьевая водопроводная по [3], [4].
Проведение испытания
Тестируемое изделие заливают на 1/2 высоты стенки 5%-ным раствором соли. Изделие закрывают крышкой и помещают на электрическую плитку. Кипятят раствор (не допуская сильного кипения) в течение 3 ч поддерживая первоначальный уровень (отсчет времени начинают с момента начала закипания раствора). Потери на испарение восполняют, доливая воду.
Допускается колебание уровня воды в пределах 15 мм.
Испытание проводят в пятикратной повторности.
Оценка результата
Смывают остатки соли и накипи. Осматривают образец на отсутствие следов коррозии, вздутий, пузырей в пяти последовательных повторностях.
8) Тест с томатной пастой
Аппаратура и материалы:
- плитка электрическая по ГОСТ 14919;
- секундомер;
- соль пищевая, без добавок, сорт: экстра по ГОСТ Р 51574;
- томатная паста по ГОСТ 3343;
- средство моющее для посуды с рН 8-11;
- вода питьевая водопроводная по [3], [4].
Проведение испытания
Разводят томатную пасту с водой в соотношении 1:1 и добавляют 10-15 г соли на 1 л смеси. Полученную смесь заливают в тестируемое изделие. Изделие помещают на электрическую плитку. Смесь кипятят в течение 1 ч (не допуская сильного кипения), добавляя воду для возмещения потерь на испарение (отсчет времени начинают с момента начала закипания раствора). После испытаний промывают моющим средством для посуды.
Испытание проводят в пятикратной повторности.
Оценка результата
Осматривают изделие. Не допускается изменение окраски и наличие вздутий, пузырей, следов коррозии в пяти последовательных повторностях.
Допускается на посуде со светлым покрытием появление светло-оранжевого оттенка по уровню жидкости.
9) Тест "Уксус-масло".
Аппаратура и материалы:
- плитка электрическая по ГОСТ 14919;
- секундомер;
- средство моющее для посуды с рН 8-11;
- вода питьевая водопроводная по [3], [4].
Готовят смесь:
- 700 г, вода питьевая водопроводная по [3], [4];
- 200 г, столовый уксус, массовая доля органических кислот в пересчете на уксусную, 9% по ГОСТ Р 56968;
- 100 г, масло подсолнечное рафинированное дезодорированное по ГОСТ 1129;
- 50 г, соль пищевая, без добавок, сорт: экстра по ГОСТ Р 51574.
Проведение испытания
Заливают смесь в тестируемое изделие не менее чем на 1/2 высоты стенки. Изделие помещают на электрическую плитку. Кипятят в течение 1 ч±5 мин (не допуская сильного кипения). Отсчет времени начинают с момента начала закипания раствора. Добавляют воду для возмещения потерь на испарение. После испытаний промывают моющим средством для посуды.
Испытание проводят в пятикратной повторности.
Оценка результата
Осматривают тестируемое изделие. Не допускается изменение окраски, наличие вздутий, пузырей, следов коррозии в пяти последовательных повторностях.
10) Тест на термостойкость:
а) аппаратура и материалы, проведение испытания и оценка результата - в соответствии с 7.2.5;
б) испытание проводят однократно.
11) Тест с моющим средством.
Аппаратура и материалы:
- плитка электрическая по ГОСТ 14919;
- секундомер;
- средство моющее для посуды с pH 8-11;
- вода питьевая водопроводная по [3], [4].
Проведение испытания
Готовят 3%-ный раствор моющего средства. Заливают 3%-ный раствор моющего средства в тестируемое изделие до уровня 1/2 высоты борта.
Кипятят 1 ч±5 мин. Поддерживают уровень постоянным.
Добавляют воду для возмещения потерь на испарение.
Испытание проводят в пятикратной повторности.
Оценка результата
Осматривают тестируемое изделие. Не допускается изменение окраски, наличие вздутий, пузырей, следов коррозии в пяти последовательных повторностях.
12) Тест на закаливание
Аппаратура и материалы:
- плитка электрическая по ГОСТ 14919;
- термометр инфракрасный;
- вода питьевая водопроводная по [3], [4].
Проведение испытания
Тестируемый образец нагревают до температуры (165±15)°С (температуру измеряют инфракрасным термометром в нескольких местах тестируемого изделия) и быстро помещают под холодную воду.
Испытание проводят в пятикратной повторности.
Оценка результата
Осматривают изделие. Не допускаются вздутия, отслоения, пузыри в пяти последовательных повторностях.
13) Тест на прочность сцепления (адгезия к металлу) - контроль второго участка покрытия.
Аппаратура и материалы, проведение испытания и оценка результата - в соответствии с 7.2.4.
14) Тест на прочность сцепления (адгезия к металлу) - повторный контроль первого участка покрытия.
Материалы:
- лента липкая бесцветная шириной 25 мм с адгезионной прочностью от 2,4 до 4,0 Н/см по ГОСТ 31149.
Проведение испытания
На участке, который тестировали в тесте 3 (7.2.9.2), проводят повторное тестирование адгезии 10 раз, каждый раз меняя направление рывка (вертикально-горизонтально) и используя новую полоску липкой ленты.
Оценка результата
Не должно быть отрыва покрытия ни в одном квадрате решетки.
15) Тест "Блины" - в соответствии с 7.2.6.3.
16) Тест на абразивную износоустойчивость противопригорающего (антипригарного) покрытия - в соответствии с 7.2.7.
7.2.10 Коррозионная стойкость противопригорающих (антипригарных) покрытий
Коррозионную стойкость покрытия определяют по ГОСТ Р 9.905 на изделиях или образцах, изготовленных одновременно с партией изделий, с проведением испытаний по 7.2.9.2, тесты 7)-9).
Тесты 7)-9) проводят в указанной последовательности друг за другом.
7.2.11 Стойкость к открытому пламени огня противопригорающих (антипригарных) покрытий
Стойкость покрытия к открытому пламени огня и методы испытаний задают производители окрасочного материала.
7.3 Испытание декоративных покрытий
7.3.1 Внешний вид декоративных покрытий
Внешний вид проверяют визуально, осматривая покрытие невооруженным глазом.
Поверхность декоративного покрытия должна быть однородной, без вздутий и повреждений.
На декоративном покрытии допускаются незначительные отклонения в виде включений.
Примечание - Под незначительными отклонениями декоративного покрытия понимают отклонения, размеры и количество которых не оказывают существенного влияния на товарный вид изделий и не препятствуют использованию посуды по назначению.
7.3.2 Толщина декоративных покрытий
Толщину покрытия проверяют методом вихревых токов по ГОСТ 9.302 на плоских поверхностях изделий или образцов, изготовленных одновременно с партией изделий.
7.3.3 Прочность сцепления декоративных покрытий с металлом (адгезия к металлу)
Прочность сцепления покрытия с металлом (адгезия к металлу) проверяют в соответствии с 7.2.4 на плоских поверхностях изделий или образцов, изготовленных одновременно с партией изделий.
7.3.4 Термостойкость декоративных покрытий
Аппаратура:
- шкаф сушильный;
- секундомер;
- щипцы технические.
Проведение испытания
Для испытаний выделяют два изделия от одной партии. Первое изделие подвергают испытаниям. Второе изделие является контрольным образцом.
Требование к испытуемому изделию - изделие должно быть без пластмассовых ручек.
Испытуемое изделие выдерживают в течение 20 мин в сушильном шкафу, предварительно нагретом до температуры (250±5)°С. Затем щипцами изделие извлекают из шкафа, охлаждают на воздухе до температуры (20±2)°С и проводят осмотр внешнего вида декоративного покрытия путем сравнения с контрольным образцом, который не подвергался нагреву. Цикл повторяют три раза.
Оценка результата
Декоративное покрытие должно по внешнему виду соответствовать контрольному образцу.
7.3.5 Стойкость декоративных покрытий к открытому пламени огня
Стойкость покрытия к открытому пламени огня и методы испытаний задают производители окрасочного материала.
7.3.6 Твердость декоративных покрытий на основе лакокрасочных материалов
Твердость покрытия проверяют по ГОСТ 5233, по маятниковому прибору с использованием подложки из алюминиевых сплавов.
Допускается для гладких лакокрасочных покрытий определение твердости покрытия по карандашу, используя для проведения теста карандаши со степенью твердости не ниже HB и руководствуясь требованиями ГОСТ Р 54586.
7.3.7 Ударопрочность (прочность при ударе) декоративных покрытий на основе лакокрасочных материалов
Ударопрочность (прочность при ударе) покрытия проверяют по ГОСТ 4765.
7.3.8 Ударопрочность (прочность при ударе) декоративных покрытий на основе эмалево-силикатных и кремнийорганических материалов
Ударопрочность (прочность при ударе) покрытия проверяют путем воздействия на образец свободно падающего шарика, с работой удара не менее 0,2 Дж (2,0 кгс·см).
Аппаратура, материалы, методика проведения испытания и оценка результата - в соответствии с 7.2.8.
7.4 Выделение вредных веществ
Выделение вредных веществ контролируют в соответствии с требованиями действующих технических нормативных правовых актов, по методическим материалам, утвержденным государственными органами и учреждениями санитарно-эпидемиологического надзора.
8 Маркировка
8.1 Потребителю и/или покупателю (далее - потребителю) должна быть предоставлена необходимая и достоверная информация о посуде.
Информация для потребителя об изделии (наборе изделий) должна содержать:
- тип посуды;
- размер или вместимость;
- наименование страны-изготовителя;
- наименование изготовителя;
- основное (или функциональное) предназначение посуды или область ее применения;
- сведения о подтверждении соответствия (знак соответствия/знак обращения на рынке);
- правила и условия безопасного хранения, транспортирования и использования;
- сведения о необходимости применения в процессе эксплуатации специальной защиты для рук (перчаток, рукавиц и т.п.) (для посуды, предназначенной для тепловой обработки пищевых продуктов);
- основные потребительские свойства и/или характеристики;
- юридический адрес изготовителя и (при наличии) продавца;
- состав (комплектность);
- товарный знак изготовителя или товарный знак организации, выполняющей функции изготовителя;
- обозначение настоящего стандарта;
- период изготовления.
Информация для потребителя должна быть представлена:
- в виде текста на бумажной этикетке, прикрепленной к корпусу посуды и/или на потребительской упаковке посуды (коробке, пачке, бандероли);
- в виде текстового документа (инструкции по эксплуатации), прикладываемого непосредственно к изделию (набору изделий);
- в виде маркировки на корпусе посуды.
8.2 На корпус посуды может быть нанесена маркировка, содержащая:
- товарный знак изготовителя или товарный знак организации, выполняющей функции изготовителя;
- идентификационного номера изделия;
- иные сведения, указанные в информации для потребителя.
Маркировка может быть отлита или нанесена ударным методом, электрохимическим травлением или лазерным способом.
Место и способ нанесения маркировки на корпус посуды определяет изготовитель.
8.3 Инструкция по эксплуатации должна содержать:
- рекомендации по первичной подготовке перед первым использованием;
- рекомендации по очистке после использования;
- рекомендации по использованию посуды;
- специальные указания по уходу (при наличии);
- специальные указания по безопасности (при наличии);
- гарантию изготовителя с указанием негарантийных случаев;
- наименование и контактный адрес изготовителя и/или продавца.
Допускается включать в инструкцию по эксплуатации информацию для потребителей, содержащую:
- основное (или функциональное) предназначение посуды или область ее применения;
- правила и условия безопасного хранения, транспортирования и использования;
- основные потребительские свойства или характеристики.
8.4 Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционных знаков "Хрупкое. Осторожно", "Беречь от влаги" и "Верх" непосредственно на транспортную упаковку или на ярлыки, прикрепляемые к транспортной упаковке.
9 Упаковка, транспортирование и хранение
9.1 Посуду (отдельные изделия и наборы) упаковывают в потребительскую упаковку:
- коробки или пачки из картона и комбинированных материалов по ГОСТ 33781;
- бандероли из картона по ГОСТ 7933;
- термоусадочную полиэтиленовую пленку по ГОСТ 25951;
- термоусадочную полиолефиновую пленку по нормативной документации производителя.
9.2 Посуду, упакованную в потребительскую упаковку, укладывают в транспортную упаковку - коробки из гофрированного картона по ГОСТ Р 52901, ящики из гофрированного картона по ГОСТ 9142, дощатые ящики по ГОСТ 2991, ящики из листовых древесных материалов по ГОСТ 5959, деревянные ящики по ГОСТ 9396, дощатые обрешетки по ГОСТ 12082.
9.3 Для укладки посуды в транспортную упаковку применяют вспомогательные материалы - оберточную бумагу по ГОСТ 8273, тарный плоский склеенный картон по ГОСТ 9421, прокладочный картон по ГОСТ 9347.
9.4 Допускается посуду, уложенную в транспортные коробки и ящики, формировать в транспортные пакеты по ГОСТ 26663. Для формирования транспортных пакетов используют плоские поддоны по ГОСТ 33757, ГОСТ 26381. Применяемые средства скрепления в транспортных пакетах - по ГОСТ 21650.
9.5 Посуду, уложенную в транспортную упаковку, транспортируют всеми видами транспорта по правилам перевозки грузов, действующим на данном виде транспорта.
9.6 Посуду, уложенную в транспортные коробки и ящики, а также сформированную в транспортные пакеты, транспортируют в крытых автомашинах.
9.7 Допускается транспортировать посуду, уложенную в контейнеры, в открытых автомашинах.
9.8 Транспортирование посуды железнодорожным, речным и морским транспортом следует проводить в контейнерах.
9.9 Допускается транспортировать посуду, уложенную в транспортные коробки и ящики, а также сформированную в транспортные пакеты, железнодорожным транспортом повагонными отправками.
9.10 Условия хранения посуды в части воздействия климатических факторов - по группе 3 ГОСТ 15150.
Допускаются условия при транспортировании посуды в части воздействия климатических факторов - по группе 2 ГОСТ 15150.
10 Гарантии изготовителя
10.1 Изготовитель гарантирует соответствие выпускаемых изделий требованиям настоящего стандарта при соблюдении покупателем условий хранения, транспортирования и эксплуатации.
10.2 Гарантийный срок на посуду должен быть не менее 12 месяцев со дня продажи через розничную торговлю.
10.3 Гарантийный срок на посуду должен быть указан в инструкции по эксплуатации.
Библиография
[1] | Гигиенические нормативы ГН 2.3.3.972-00 | Предельно допустимые количества химических веществ, выделяющихся из материалов, контактирующих с пищевыми продуктами |
[2] | Технический регламент Таможенного союза ТР ТС 007/2011 | О безопасности продукции, предназначенной для детей и подростков |
[3] | СанПиН 2.1.3684-21 | Санитарно-эпидемиологические требования к содержанию территорий городских и сельских поселений, к водным объектам, питьевой воде и питьевому водоснабжению населения, атмосферному воздуху, почвам, жилым помещениям, эксплуатации производственных, общественных помещений, организации и проведению санитарно-противоэпидемических (профилактических) мероприятий. Раздел IV. Санитарно-эпидемиологические требования к качеству воды питьевого и хозяйственно-бытового водоснабжения |
[4] | СанПиН 1.2.3685-21 | Гигиенические нормативы и требования к обеспечению безопасности и (или) безвредности для человека факторов среды обитания. Раздел III. Нормативы качества и безопасности воды |
УДК 641.542-034:006.354 | ОКС 97.040.60 |
Ключевые слова: посуда с противопригорающим (антипригарным) покрытием, литая из алюминиевых сплавов, посуда для детей и подростков, область применения, типы, основные параметры и размеры, общие технические требования, правила приемки, методы испытаний, маркировка, упаковка, транспортирование и хранение, гарантии изготовителя | |
