ГОСТ 32309-2019
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОСУДА БЕЗ ПРОТИВОПРИГОРАЮЩЕГО ПОКРЫТИЯ ЛИТАЯ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ
Общие технические условия
Casting cookware of aluminum alloys without non-stick coating. General specifications
МКС 97.040.60
Дата введения 2020-09-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Нева металл посуда" (АО "НМП")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 147 "Посуда металлическая с покрытиями и без покрытий"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 ноября 2019 г. N 124-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 19 декабря 2019 г. N 1415-ст межгосударственный стандарт ГОСТ 32309-2019 введен в действие в качестве национального стандарта Российской Федерации с 1 сентября 2020 г.
5 ВЗАМЕН ГОСТ 32309-2013
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт распространяется на хозяйственную литую посуду из алюминиевых сплавов без противопригорающего (антипригарного) покрытия (далее - посуда)*, предназначенную для приготовления продуктов питания, в том числе на посуду для детей и подростков.
________________
* В Российской Федерации действует ГОСТ Р 56674-2018 "Посуда кухонная с противопригорающим покрытием литая из алюминиевых сплавов. Общие технические условия".
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.031 Единая система защиты от коррозии и старения. Покрытия анодно-окисные полуфабрикатов из алюминия и его сплавов. Общие требования и методы контроля
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.302 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 1583 Сплавы алюминиевые литейные. Технические условия
ГОСТ 1770 (ИСО 1042-83, ИСО 4788-80) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 2695 Пиломатериалы лиственных пород. Технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 4976 Лаки марок НЦ-218, НЦ-222, НЦ-243 мебельные и НЦ-223. Технические условия
ГОСТ 5470 Лаки марок ПФ-283 и ГФ-166. Технические условия
ГОСТ 5959 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 7933 Картон для потребительской тары. Общие технические условия
ГОСТ 8273 Бумага оберточная. Технические условия
ГОСТ 9142 Ящики из гофрированного картона. Общие технические условия
ГОСТ 9347 Картон прокладочный и уплотнительные прокладки из него. Технические условия
ГОСТ 9359 Массы прессовочные карбамидо- и меламиноформальдегидные. Технические условия
ГОСТ 9378 Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9396 Ящики деревянные многооборотные. Общие технические условия
ГОСТ 9421 Картон тарный плоский склеенный. Технические условия
ГОСТ 10299 Заклепки с полукруглой головкой классов точности В и С. Технические условия
ГОСТ 10300 Заклепки с потайной головкой классов точности В и С. Технические условия
ГОСТ 10301 Заклепки с полупотайной головкой классов точности В и С. Технические условия
ГОСТ 10302 Заклепки с полукруглой низкой головкой классов точности В и С. Технические условия
ГОСТ 10905 Плиты поверочные и разметочные. Технические условия
ГОСТ 12082 Обрешетки дощатые для грузов массой до 500 кг. Общие технические условия
ГОСТ 12302 Пакеты из полимерных пленок и комбинированных материалов. Общие технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 14806 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 21631 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21650 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 25951 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26381 Поддоны плоские одноразового использования. Общие технические условия
ГОСТ 26663 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 28804 Материалы фенольные формовочные. Общие технические условия
ГОСТ 33757 Поддоны плоские деревянные. Технические условия
ГОСТ 33781 Упаковка потребительская из картона, бумаги и комбинированных материалов. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация
3.1 Посуду подразделяют на следующие типы:
а) кастрюли;
б) сковороды:
1) круглые,
2) прямоугольные,
3) квадратные;
в) сотейники;
г) утятницы, гусятницы;
д) ковши;
е) казаны;
ж) противни;
и) формы для выпечки;
к) котлы.
Допускаются изделия типов "Кастрюли", "Сотейники", "Утятницы", "Гусятницы" под наименованием "Жаровня".
Допускаются плоские изделия типа "Сковороды", специально предназначенные для приготовления определенных кулинарных изделий, под наименованием "Сковорода для блинов" или "Блинница", "Сковорода для пиццы".
Допускаются изделия типа "Сковороды", имеющие не гладкое, а ребристое дно под наименованием "Сковорода-гриль".
3.2 Посуда всех типов может быть предназначена для приготовления пищи для детей и подростков. Посуду для детей и подростков изготавливают с учетом повышенных требований к выделению вредных веществ в контактирующие с ней модельные растворы, в целях защиты жизни и здоровья детей и подростков, а также предупреждения действий, вводящих в заблуждение потребителей продукции.
4 Типы, основные параметры и размеры
4.1 Типы, основные параметры, размеры и вместимость посуды должны соответствовать указанным на рисунках 1-11 и в таблицах 1-11.
Посуда может быть других типов, форм, размеров и другой вместимости.
Отклонения по размерам регламентируются конструкторской документацией на изделия.
Допускаются отклонения на следующие линейные размеры: по диаметру D±2 мм для изделий диаметром до 400 мм и D±3 мм для изделий диаметром более 400 мм, по высоте ![]() мм, по длине
мм, по длине ![]() мм и ширине
мм и ширине ![]() мм.
мм.
4.2 Сковороды допускается изготовлять с перегородками (для пончиков, оладьев, глазуньи и др.) и углублениями (при литьевом или механическом декорировании) на дне.
Толщину дна определяют без учета углублений.
4.3 Конструкция посуды настоящим стандартом не регламентируется.
4.4 Для посуды устанавливают следующий ряд внутренних размеров (диаметр, длина, ширина): 80, 100, 120, 140, 160, 180, 200, 220, 240, 260, 280, 300, 320, 340, 360, 380, 400, 450, 500, 550, 600, 650, 700, 750, 800, 850, 900, 1000, 1100, 1200 мм.
Допускается изготовление посуды с промежуточными значениями внутренних размеров.
4.5 Для посуды устанавливают ряд вместимостей: 0,2; 0,3; 0,4; 0,5; 0,6; 0,7; 0,8; 1,0; 1,2; 1,5; 1,7; 1,8; 2,0; 2,5; 3,0; 3,5; 4,0; 4,5; 5,0; 6,0; 6,5; 7,0; 8,0; 10,0; 11,0; 12,0; 13,0; 15,0; 20,0; 22,0; 28,0; 30,0; 40,0; 50,0; 60,0; 70,0; 80,0; 90,0; 100,0; 110,0; 120,0; 130,0; 140,0; 150,0; 160,0; 170,0; 180,0; 190,0; 200,0 л.
Вместимость посуды указана при номинальных размерах корпуса.
Допускается изменение вместимости в пределах отклонений на линейные размеры, указанных в 4.1.
Допускается изготавливать посуду с промежуточными значениями вместимостей.
4.6 Посуда должна удовлетворять следующим требованиям:
- толщина дна корпусов после механической обработки должна быть не менее 2,5 мм;
- толщина крышки после механической обработки должна быть не менее 1,5 мм.
4.7 Ручки могут быть цельнолитыми, несъемными (жесткофиксированными) или съемными.
4.8 Условное обозначение посуды должно включать следующие элементы:
- тип посуды (кастрюля, сковорода и т.п.);
- размер или вместимость посуды;
- номер таблицы;
- наличие механической обработки поверхности:
без обозначения - необработанная поверхность,
М - механически обработанная поверхность (полированная, шлифованная, крацованная, галтованная, вибронакатанная и другая механическая обработка поверхности)
или
- вид покрытия поверхности:
А - анодно-оксидное,
Ат - эматалированное;
- конструкция дна:
без обозначения - обычное,
У - утолщенное;
- конструкция ручки:
без обозначения - несъемная ручка,
с/р - съемная ручка;
- ДП - обозначение посуды, предназначенной для детей и подростков;
- обозначение стандарта.
4.9 Условное обозначение проставляют по следующей схеме:
|

|
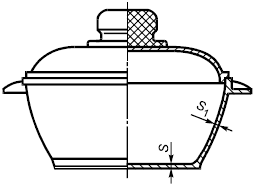
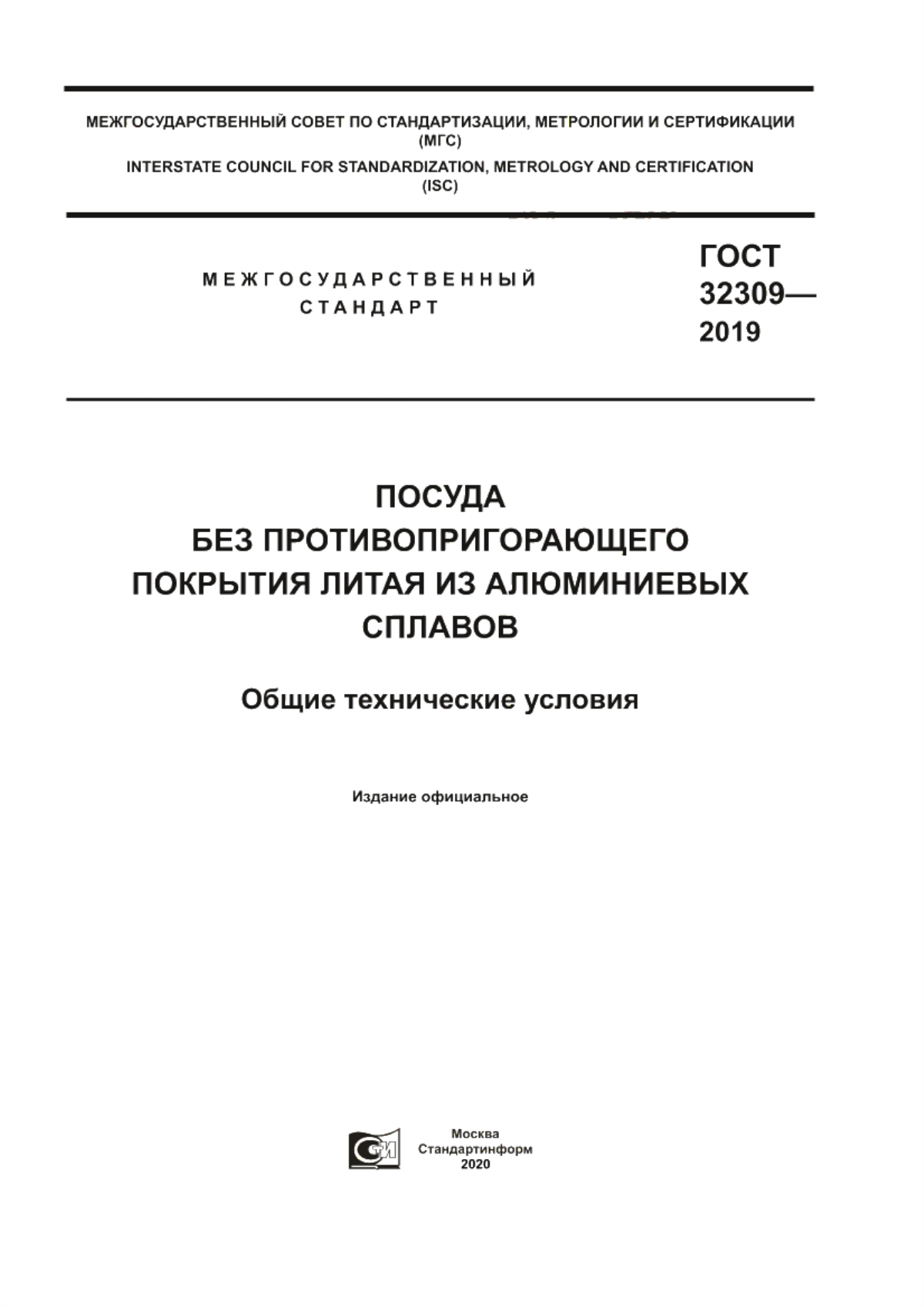
Рисунок 1 - Кастрюля
Таблица 1 - Основные параметры кастрюли
Вместимость, л | Толщина, мм | |
дна | стенки | |
0,5-2,5 | 2,5-4,0 | 2,0-4,0 |
3,0-6,0 | 2,5-5,0 | 2,0-5,0 |
6,0-10,0 | 3,0-5,5 | 3,0-5,0 |
Более 10,0 | 3,5-6,0 | 3,5-5,5 |
Примечания | ||
Пример условного обозначения кастрюли вместимостью 5 л, с механически обработанной поверхностью, с утолщенным дном:
Кастрюля 5 л-1МУ ГОСТ 32309-2019
|

Рисунок 2 - Круглая сковорода с одной ручкой
Таблица 2 - Основные параметры круглой сковороды с одной ручкой
В миллиметрах
Диаметр D | Высота H | Длина L | Толщина | |
дна | стенки | |||
160-450 | 10-120 | 300-620 | 2,5-5,0 | 2,0-5,0 |
Примечания | ||||
Пример условного обозначения сковороды круглой диаметром 260 мм, с анодно-оксидным покрытием, с утолщенным дном:
Сковорода 260 мм-2АУ ГОСТ 32309-2019
|
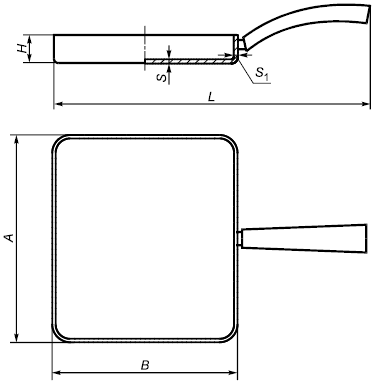
Рисунок 3 - Прямоугольная сковорода с одной ручкой
Таблица 3 - Основные параметры прямоугольной сковороды с одной ручкой
В миллиметрах
Сторона А | Сторона В | Высота H | Длина L | Толщина | |
дна | стенки | ||||
260-300 | 220-260 | 40-60 | 410-450 | 2,5-5,0 | 2,0-5,0 |
Примечания | |||||
Пример условного обозначения сковороды прямоугольной размером 240280 мм, с эматалированным покрытием:
Сковорода прямоугольная 240280 мм-3Ат ГОСТ 32309-2019
|

Рисунок 4 - Квадратная сковорода с одной ручкой
Таблица 4 - Основные параметры квадратной сковороды с одной ручкой
В миллиметрах
Сторона В | Высота H | Длина L | Толщина | |
дна | стенки | |||
220-280 | 40-60 | 410-470 | 2,5-5,0 | 2,0-5,0 |
Примечания | ||||
Пример условного обозначения сковороды квадратной размером 260260 мм, с анодно-оксидным покрытием:
Сковорода квадратная 260260 мм-4А ГОСТ 32309-2019
|

Рисунок 5 - Сотейник с одной ручкой
Таблица 5 - Основные параметры сотейника с одной ручкой
В миллиметрах
Диаметр D | Высота H | Длина L | Толщина | |
дна | стенки | |||
180-380 | 50-100 | 350-620 | 2,5-5,0 | 2,0-5,0 |
Примечания | ||||
Пример условного обозначения сотейника диаметром 280 мм, с эматалированным покрытием:
Сотейник 280 мм-5Ат ГОСТ 32309-2019
|

Рисунок 6 - Утятница и гусятница
Таблица 6 - Основные параметры утятницы и гусятницы
Вместимость, л | Толщина, мм | |
дна | стенки | |
1,5-6,0 | 3,0-5,0 | 2,0-5,0 |
Примечания | ||
Пример условного обозначения гусятницы вместимостью 3 л, с механически обработанной поверхностью:
Гусятница 3 л-6М ГОСТ 32309-2019
|

Рисунок 7 - Ковш
Таблица 7 - Основные параметры ковша
В миллиметрах
Диаметр D | Высота H | Длина L | Толщина | |
дна | стенки | |||
160-240 | 100-150 | 350-370 | 2,5-5,0 | 2,0-5,0 |
Примечания | ||||
Пример условного обозначения ковша диаметром 200 мм, с механически обработанной поверхностью, со съемной ручкой:
Ковш 200 мм-7Мс/р ГОСТ 32309-2019
|

Рисунок 8 - Казан
Таблица 8 - Основные параметры и вместимость казана
Вместимость, л | Толщина, мм | ||
дна | стенки | крышки | |
3,0-5,0 | 3,0-5,0 | 2,0-4,0 | 1,5-4,0 |
6,0-10,0 | 4,0-6,0 | 3,0-5,0 | |
Более 10,0 | 5,0-7,0 | 4,0-6,0 | |
Примечания | |||
Пример условного обозначения казана вместимостью 7 л, с механически обработанной поверхностью:
Казан 7 л-8М ГОСТ 32309-2019
|

Рисунок 9 - Противень
Таблица 9 - Основные параметры противня
В миллиметрах
Сторона В | Сторона L | Высота H | Толщина дна |
160-460 | 240-630 | 30-70 | 2,5-5,0 |
Пример условного обозначения противня размером 190310 мм, с механически обработанной поверхностью:
Противень 190310 мм-9М ГОСТ 32309-2019
|
Рисунок 10 - Форма для выпечки
Таблица 10 - Основные параметры формы для выпечки
В миллиметрах
Диаметр D | Высота Н | Толщина дна |
80-280 | 30-100 | 2,5-5,0 |
Примечание - Форма для выпечки может быть: | ||
Пример условного обозначения формы для выпечки фасонной диаметром 200 мм, с механически обработанной поверхностью:
Форма для выпечки фасонная 200 мм-10М ГОСТ 32309-2019
|
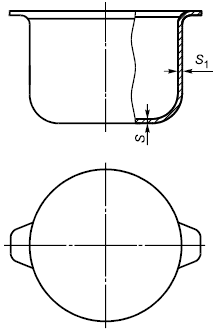
Рисунок 11 - Котел
Таблица 11 - Основные параметры котла
Вместимость, л | Толщина, мм | |
дна | стенки | |
3,0-8,0 | 4,0-6,0 | 2,0-4,0 |
10,0-30,0 | 7,0-9,0 | 4,0-7,0 |
40,0-100,0 | 9,0-11,0 | 4,0-7,0 |
Примечания | ||
Пример условного обозначения котла вместимостью 20 л, с необработанной поверхностью:
Котел 20 л-11 ГОСТ 32309-2019
5 Общие технические требования
5.1 Все материалы, применяемые для изготовления посуды, контактирующие с пищевыми продуктами, должны соответствовать требованиям действующих технических нормативных правовых актов, не изменять органолептические свойства пищевых продуктов, контактирующих с посудой, не выделять в них вредные вещества в количествах, превышающих гигиенические нормативы*.
________________
* В Российской Федерации действуют ГН 2.3.3.972-00 "Предельно допустимые количества химических веществ, выделяющихся из материалов, контактирующих с пищевыми продуктами".
Посуда, предназначенная для приготовления пищи для детей и подростков, не должна выделять в контактирующие с ней модельные растворы, имитирующие пищевые продукты, вредные вещества в количествах, превышающих требования [1].
Химические вещества, используемые для обработки внутренней поверхности посуды, не должны привносить в посуду высокотоксичные вещества и ухудшать свойства материалов, из которых она изготовлена, в части изменения органолептических свойств пищевых продуктов, контактирующих с посудой, и выделения в них вредных веществ в количествах, превышающие гигиенические нормативы*.
________________
* В Российской Федерации действуют ГН 2.3.3.972-00 "Предельно допустимые количества химических веществ, выделяющихся из материалов, контактирующих с пищевыми продуктами".
5.2 Корпуса и крышки посуды должны быть изготовлены из литейных алюминиевых сплавов марок АК5М2, АК7, АК9, AK*12 с химическим составом по ГОСТ 1583.
________________
* Текст документа соответствует оригиналу. - .
5.3 Места примыкания (кромка, дно) литниковой системы к поверхности посуды должны быть механически обработаны.
Внутренняя и наружная поверхности посуды могут быть необработанными или с механически обработанной поверхностью (полированной, шлифованной, крацованной, галтованной, вибронакатанной и др.).
Внутренняя и наружная поверхности посуды могут иметь анодно-оксидное покрытие, в том числе эматалированное.
Шероховатость внутренней и наружной необработанных поверхностей не должна быть более Rz 160 мкм по ГОСТ 2789.
Шероховатость наружной обработанной поверхности посуды должна быть не более: Ra 0,32 мкм - для полированной, Ra 0,63 мкм - для шлифованной,
Rz 80 мкм - для крацованной, Rz 160 мкм - для галтованной по ГОСТ 2789.
Шероховатость внутренней обработанной поверхности посуды не должна быть более Rz 160 мкм по ГОСТ 2789.
Поверхность посуды с анодно-оксидным покрытием должна быть от серебристого до светло-серого цвета; с эматалированным покрытием - от молочно-серого до темно-серого цвета, однородной и однотонной.
Толщина анодно-оксидного покрытия, в том числе эматалированного, на посуде должна быть не менее 6 мкм.
Качество анодно-оксидного покрытия, в том числе эматалированного (внешний вид, степень наполнения, защитные свойства), - по ГОСТ 9.031.
5.4 На поверхности посуды не допускаются пригар, ужимы, складчатость, вскипы, плены, трещины, неслитины, недоливы, коробления, остатки литника, газовая пористость.
Поверхность посуды не должна иметь вмятин, забоин, местной волнистости, посторонних включений, пятен, раковин, отслоений, штрихов, рисок, царапин, потертостей, темных и белесых налетов, следов обрабатывающих материалов.
5.5 На внутренней поверхности дна и радиусном переходе корпуса посуды любые дефекты не допускаются.
5.6 На поверхности посуды допускаются:
- штрихи, риски глубиной не более 0,2 мм, длиной не более 3 мм не более 2 шт.;
- на внутренней боковой поверхности корпуса - раковины глубиной до 0,2 мм и диаметром до 1,0 мм не более 3 шт.;
- на наружной поверхности корпуса - раковины глубиной до 0,2 мм и диаметром до 1,0 мм не более 3 шт. и мелкие дефекты в виде выступов высотой до 0,2 мм и наибольшим размером до 1 мм не более 2 шт.;
- на внутренней поверхности крышки - раковины глубиной до 0,2 мм и диаметром до 1,0 мм не более 3 шт. и мелкие дефекты в виде выступов высотой до 0,2 мм и наибольшим размером до 1 мм не более 2 шт.;
- на наружной поверхности крышки - раковины глубиной до 0,2 мм и диаметром до 1,0 мм не более 3 шт. и мелкие дефекты в виде выступов высотой до 0,2 мм и наибольшим размером до 1 мм не более 2 шт.;
- незначительные, не влияющие на товарный вид, следы механической обработки, размеры и количество которых не оказывают существенного влияния на товарный вид изделий и не препятствуют использованию посуды по назначению.
5.7 Корпуса и крышки посуды должны быть без заусенцев и острых кромок.
5.8 Посуда, предназначенная для использования на индукционных плитах, должна иметь на дне теплораспределительный слой, обладающий ферромагнитными свойствами.
Теплораспределительный слой должен быть прочно и надежно соединен с дном без зазоров.
5.9 Форма дна посуды (за исключением посуды со сферической поверхностью дна) должна быть плоской и обеспечивать устойчивость изделия на горизонтальной поверхности.
Для изделий, подвергающихся нагреву на плите, допускается вогнутость дна, не превышающая 0,5% наружного диаметра плоской части дна, а для остальных изделий - 1%, если вогнутость не предусмотрена конструкцией.
Выпуклость дна не допускается.
5.10 Посуда должна быть водонепроницаемой.
При наполнении водой посуда не должна давать течи.
5.11 Крышки посуды должны свободно входить и легко поворачиваться (для изделий круглой формы) в корпусе.
Зазор между фиксирующим бортом вкладной крышки и корпусом не должен превышать 1% внутреннего диаметра корпуса. Зазор между опорной плоскостью накладной крышки и кромкой борта не должен превышать 1,0 мм.
Крышки посуды могут иметь отверстия для выхода пара.
Допускается комплектовать посуду крышками из термостойкого стекла.
5.12 Ручки к посуде, а также крепежные детали ручек являются частью посуды. Детали крепежа, имеющие контакт с пищевыми продуктами, следует изготовлять из материалов, применяемых для изготовления посуды.
5.13 Ручки, ушки, дужки и другие детали арматуры следует изготовлять из литейных алюминиевых сплавов по ГОСТ 1583, из пиломатериалов твердых лиственных пород по ГОСТ 2695 или из аминопласта класса Б по ГОСТ 9359.
Допускаются ручки и крепежные детали ручек из нержавеющих сталей, сталей с защитно-декоративными покрытиями или из листов алюминия и алюминиевых сплавов по ГОСТ 21631, из карбамидо- и меламиноформальдегидных прессовочных масс (аминопластов) по ГОСТ 9359, из пластических масс (пластмасс) на основе фенолоальдегидных смол (фенопласт по ГОСТ 28804), керамики и других материалов, не ухудшающих эксплуатационные свойства и внешний вид изделий.
5.14 Ручки из карбамидо- и меламиноформальдегидных прессовочных масс (аминопластов) и пластических масс (пластмасс) на основе фенолоальдегидных смол не должны иметь трещин, сколов, вздутий, усадочных раковин и инородных включений.
Теплостойкость ручек из аминопластов и пластмасс, а также пластмассовых деталей ручек должна быть не менее (150±5)°С для изделий, подвергающихся нагреву.
5.15 Ручки из древесины должны быть без сучков, трещин, грибковых поражений. Поверхность должна быть шлифованной и покрыта лаком по ГОСТ 4976, ГОСТ 5470 или другими лаками, разрешенными государственными органами и учреждениями санитарно-эпидемиологического надзора для контакта с пищевыми продуктами.
Внешний вид лакового покрытия должен быть не ниже IV класса по ГОСТ 9.032.
5.16 Ручки должны быть без заусенцев и острых кромок.
5.17 Ручки к посуде должны крепиться сваркой, заклепками по ГОСТ 10299, ГОСТ 10300, ГОСТ 10301, ГОСТ 10302 или резьбовыми деталями.
Заклепки и винты с потайной головкой не должны выступать над поверхностью посуды.
Допускается заливка металлической арматуры в корпус посуды.
5.18 Крепление ручек к посуде (клепка, сварка, пайка, развальцовка, крепление винтами или комбинированное крепление) должно быть прочным и плотным, без наплывов и брызг после пайки или сварки. Швы сварных соединений должны быть выполнены в соответствии с ГОСТ 14806. В сварных швах не допускаются раковины, непровары, прожоги и другие дефекты.
На спаиваемых поверхностях не должно быть оплавления основного металла, трещин.
5.19 Ручки на посуде должны быть расположены симметрично по отношению к продольной оси.
Отклонение в расположении ручек от оси симметрии не должно превышать 2% диаметра изделия или длины утятницы (гусятницы).
5.20 Съемные ручки должны свободно входить в гнездо переходных элементов и надежно удерживать изделие при наклоне на угол 60° к горизонтальной плоскости с закрепленным на корпусе грузом, масса которого в два раза превышает массу вмещаемой воды.
Для плоских изделий масса груза должна в два раза превышать собственную массу изделия.
Допускается незначительный зазор в креплении ручки, не влияющий на надежность ее фиксации и безопасность эксплуатации.
6 Правила приемки
6.1 Посуду принимают партиями.
6.2 При приемке изделий изготовителем партией считают количество изделий одного типа, размера (вместимости), вида обработки или покрытия наружной и внутренней поверхностей, изготовленных при неизменной технологии производства.
6.3 При приемке изделий покупателем партией считают количество изделий, одновременно отправляемое покупателю по сопроводительным документам (транспортная накладная) и сопровождаемое документом, подтверждающим соответствие посуды установленным требованиям настоящего стандарта, оформленным согласно действующему законодательству в области технического регулирования.
6.4 Приемка изделий изготовителем
6.4.1 При приемке изделий изготовителем посуду подвергают: приемо-сдаточным, периодическим и типовым испытаниям.
Отбор образцов посуды для испытаний проводят методом случайной выборки.
6.4.2 При проведении приемо-сдаточных испытаний проверяют:
- тип посуды, внешний вид, комплектность, качество сборки и отделки посуды, тип ручки, маркировку, информацию об изделии - 100% изделий;
- прочность крепления арматуры к корпусу, надежность соединения съемных ручек, форму дна изделий, толщину и качество анодно-оксидного покрытия, в том числе эматалированного (внешний вид, степень наполнения, защитные свойства), - 0,1% изделий от партии, но не менее 3 шт.
6.4.3 При получении неудовлетворительных результатов приемо-сдаточных испытаний хотя бы по одному из показателей настоящего стандарта по данному показателю проводят повторную проверку на удвоенной выборке, отобранной от той же партии.
Результаты повторной проверки распространяют на всю партию.
6.4.4 Периодические испытания посуды проводят на партии изделий, прошедшей приемо-сдаточные испытания.
6.4.5 При проведении периодических испытаний проверяют выделение в модельные среды из посуды вредных для здоровья химических веществ, прочность сцепления теплораспределительного слоя с дном изделия - не реже одного раза в квартал на 0,1% изделий от партии, но не менее 3 шт.
6.4.6 При получении неудовлетворительных результатов периодических испытаний хотя бы по одному из показателей настоящего стандарта периодические испытания переводят в категорию приемо-сдаточных испытаний до получения устойчивых положительных результатов не менее чем на трех партиях изделий.
6.4.7 Типовые испытания проводят на соответствие показателей требованиям настоящего стандарта при постановке продукции на производство, при применении новых видов материалов, изменении технологии производства.
При проведении типовых испытаний проверяют показатели, входящие в приемо-сдаточные и периодические испытания.
Дополнительно проверяют вместимость, размеры, симметричность расположения арматуры, качество установки крышек, шероховатость обработанной поверхности, отсутствие течи в посуде, теплостойкость пластмассовых ручек.
Для испытаний отбирают от партии не менее 10 изделий.
6.4.8 При неудовлетворительных результатах типовых испытаний приемку изделий прекращают до установления и устранения причин образования выявленных дефектов.
6.5 Приемка изделий покупателем
6.5.1 Покупатель вправе провести приемку закупленной посуды с целью проверки соответствия изделий установленным требованиям настоящего стандарта и предупреждения допуска в эксплуатацию несоответствующей продукции.
6.5.2 Проверку изделий покупателем проводят на 2% изделий от каждой партии, но не менее 5 шт. каждого типа и размера (вместимости) посуды.
При получении неудовлетворительных результатов проверки хотя бы по одному из показателей установленным требованиям настоящего стандарта проводят повторную проверку на удвоенном количестве изделий, взятых от той же партии.
Результаты повторной проверки распространяются на всю партию.
7 Методы контроля
7.1 Внешний вид, качество сборки и отделки посуды, а также комплектность изготовления проверяют визуально.
7.2 Вместимость посуды проверяют наполнением ее водой комнатной температуры с помощью мерной посуды по ГОСТ 1770 или другой калиброванной емкости.
Недолив воды у посуды с крышкой должен быть 5-10 мм до плоскости соприкосновения крышки с корпусом, у посуды без крышки - 6-11 мм до верхней кромки борта.
Допускается проверять вместимость посуды наполнением ее водой комнатной температуры на платформенных весах не ниже III класса точности*.
________________
* В Российской Федерации действует ГОСТ Р 53228-2008 "Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания".
7.3 Размеры посуды, отклонения и зазоры проверяют универсальными измерительными инструментами по ГОСТ 427, ГОСТ 166, универсальным щупом или специальными шаблонами.
7.4 Качество установки крышек проверяют опробованием на изделии.
7.5 Плоскостность дна проверяют установкой изделия на поверочную плиту по ГОСТ 10905. Изделие должно плотно прилегать к поверочной плите и обеспечивать устойчивость изделия на горизонтальной поверхности.
7.6 Прочность сцепления теплораспределительного слоя с дном изделия проверяют путем последовательного нагрева и охлаждения посуды не менее 50 раз. Посуду нагревают на электроплитке в сухом состоянии до температуры (200±5)°С, затем заполняют на 1/5 вместимости водой температурой (15±5)°С. После этого посуду снимают с электроплитки и резким погружением в емкость с холодной водой охлаждают до температуры (20±5)°С.
Перед каждым процессом нагревания посуды электроплитка должна быть охлаждена.
После 50 циклов испытаний не должно быть видимых изменений поверхности теплораспределительного слоя и зоны его сцепления с дном изделия.
7.7 Прочность крепления и жесткость арматуры посуды с одной ручкой проверяют, нагружая ручку на расстоянии не более 30 мм от свободного конца массой, равной массе воды, эквивалентной удвоенной вместимости.
Прочность крепления и жесткость арматуры посуды с двумя ручками, а также с двумя ушками и дужкой проверяют путем нагружения изделия массой, равной массе воды, эквивалентной удвоенной вместимости, и легким встряхиванием ее с грузом. В результате проверки не должно быть остаточной деформации, ослабления крепления арматуры к посуде.
Прочность крепления и жесткость арматуры посуды с двумя ручками, а также с двумя ушками и дужкой вместимостью более 8 л проверяют путем нагружения изделия массой, равной массе воды, эквивалентной удвоенной вместимости, и однократным поднятием ее с грузом. Допускается проводить испытание путем однократного нагружения посуды, закрепленной с опорой на ручки (ушки, дужки), грузом, равным массе воды, эквивалентной удвоенной вместимости. В результате проверки не должно быть остаточной деформации, ослабления крепления арматуры к посуде.
7.8 Надежность соединения съемной ручки с корпусом проверяют поворотом изделия за ручку относительно оси симметрии ручки на угол 60° к горизонтальной плоскости с закрепленным на корпусе грузом, масса которого в два раза превышает массу вмещаемой воды.
Для плоских изделий масса груза должна в два раза превышать собственную массу изделия.
При этом не должно происходить саморазъединения корпуса с ручкой.
7.9 Теплостойкость ручек из аминопластов и пластических масс (пластмасс), а также пластмассовые детали ручек проверяют, устанавливая изделие с ручкой в предварительно нагретый до температуры (150±5)°С сушильный шкаф и выдерживая в нем в течение 60 мин. Поверхность ручек после испытания не должна иметь трещин, вздутий, сколов, деформации и других видимых изменений.
7.10 Шероховатость посуды проверяют сравнением с образцами шероховатости, изготовленными по ГОСТ 9378, или измерительными приборами для измерения шероховатости Ra/Rz, обеспечивающими измерения в пределах, обусловленных требованиями настоящего стандарта и проходящими периодические поверки в соответствии с описанием типа.
7.11 Испытания анодно-оксидного покрытия, в том числе эматалированного
7.11.1 Толщину покрытия проверяют по ГОСТ 9.302 на изделиях или образцах, изготовленных одновременно с партией изделий. При испытании методом вихревых токов проверку толщины покрытия проводят на плоских поверхностях изделий или образцов.
7.11.2 Внешний вид, степень наполнения и защитные свойства покрытий - по ГОСТ 9.031.
7.12 Содержание в вытяжках вредных для здоровья химических веществ, в соответствии с требованиями действующих технических нормативных правовых актов, контролируют по методическим материалам, утвержденным государственными органами и учреждениями санитарно-эпидемиологического надзора.
8 Маркировка
8.1 Информация для потребителя каждого изделия (набора) должна содержать:
- наименование товара;
- наименование страны-изготовителя;
- наименование предприятия-изготовителя;
- основное (или функциональное) предназначение товара или область его применения;
- правила и условия безопасного хранения, транспортирования и использования;
- основные потребительские свойства или характеристики;
- юридический адрес предприятия-изготовителя и/или продавца;
- состав (комплектность);
- товарный знак (товарную марку) изготовителя (при наличии);
- обозначение нормативного документа или технической документации, по которой изготовляют товар;
- клеймо (штамп) технического контроля или идентификационный номер изделия.
Способ размещения на изделии информации для потребителя устанавливает изготовитель продукции.
8.2 Информация по эксплуатации изделия
К каждому изделию должна быть приложена соответствующая инструкция по эксплуатации, которая содержит:
- рекомендацию по первичной подготовке перед первым использованием;
- рекомендацию по очистке после использования;
- специальные указания по уходу, при наличии;
- рекомендацию по обращению с ручками, при наличии;
- специальные указания по безопасности, при наличии;
- гарантию предприятия-изготовителя с указанием негарантийных случаев;
- наименование и контактный адрес предприятия-изготовителя или импортера.
Информация, изложенная в инструкции по эксплуатации, должна быть доведена до потребителя в составе изделия.
8.3 На потребительской упаковке указывают:
- наименование или товарный знак предприятия-изготовителя;
- наименование изделия или набора посуды;
- количество изделий (при наборах посуды);
- размер или вместимость изделий;
- обозначение настоящего стандарта;
- дату изготовления;
- клеймо (штамп) технического контроля или идентификационный номер изделия.
8.4 Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционных знаков "Хрупкое. Осторожно", "Беречь от влаги" и "Верх" непосредственно на транспортную упаковку или на ярлыки, прикрепляемые к транспортной упаковке.
9 Упаковка, транспортирование и хранение
9.1 Посуду (отдельные изделия и наборы) упаковывают в потребительскую упаковку:
- коробки или пачки по ГОСТ 33781 из картона и комбинированных материалов;
- бандероли из картона по ГОСТ 7933;
- термоусадочную полиэтиленовую пленку по ГОСТ 25951;
- пакеты из полимерных пленок и комбинированных материалов по ГОСТ 12302, толщиной не менее 20 мкм;
- термоусадочную полиолефиновую пленку в соответствии с нормативными документами, действующими на территории государства, принявшего настоящий стандарт;
- термоусадочную поливинилхлоридную пленку в соответствии с нормативными документами, действующими на территории государства, принявшего настоящий стандарт;
- воздушно-пузырьковую полиэтиленовую пленку в соответствии с нормативными документами, действующими на территории государства, принявшего настоящий стандарт.
Допускается использование других видов упаковки в соответствии с нормативными документами, действующими на территории государства, принявшего настоящий стандарт, и обеспечивающих сохранность изделий при транспортировании и хранении.
9.2 Посуду, упакованную в потребительскую упаковку, укладывают в транспортную упаковку - коробки из гофрированного картона*, ящики из гофрированного картона по ГОСТ 9142, дощатые ящики по ГОСТ 2991, ящики из листовых древесных материалов по ГОСТ 5959, деревянные ящики по ГОСТ 9396, дощатые обрешетки по ГОСТ 12082.
________________
* В Российской Федерации действует ГОСТ Р 52901-2007 "Картон гофрированный для упаковки продукции. Технические условия".
9.3 Для укладки посуды в транспортную упаковку применяют вспомогательные материалы - оберточную бумагу по ГОСТ 8273, тарный плоский склеенный картон по ГОСТ 9421, прокладочный картон по ГОСТ 9347.
9.4 Допускается посуду, уложенную в транспортные коробки и ящики, формировать в транспортные пакеты по ГОСТ 26663. Для формирования транспортных пакетов используют плоские поддоны по ГОСТ 26381, ГОСТ 33757. Применяемые средства скрепления в транспортных пакетах - по ГОСТ 21650.
9.5 Посуду, уложенную в транспортную упаковку, транспортируют всеми видами транспорта по правилам перевозки грузов, действующим на данном виде транспорта.
9.6 Посуду, уложенную в транспортные коробки и ящики, а также сформированную в транспортные пакеты, транспортируют в крытых автомашинах.
9.7 Допускается транспортировать посуду, уложенную в контейнеры, в открытых автомашинах.
9.8 Транспортирование посуды железнодорожным, речным и морским транспортом следует проводить в контейнерах.
9.9 Допускается транспортировать посуду, уложенную в транспортные коробки и ящики, а также сформированную в транспортные пакеты, железнодорожным транспортом повагонными отправками.
9.10 Условия хранения посуды в части воздействия климатических факторов - по группе 3 ГОСТ 15150.
Допускаются условия при транспортировании посуды в части воздействия климатических факторов по группе 2 ГОСТ 15150.
10 Гарантии изготовителя
10.1 Изготовитель гарантирует соответствие выпускаемых изделий требованиям настоящего стандарта при соблюдении покупателем условий хранения, транспортирования и эксплуатации.
10.2 Гарантийный срок на посуду должен быть не менее 24 месяцев со дня продажи через розничную торговлю.
10.3 Гарантийный срок на посуду должен быть указан в инструкции по эксплуатации.
Библиография
[1] | ТР ТС 007/2011 Технический регламент | О безопасности продукции, предназначенной для детей и подростков |
УДК 641.542-034:006.354 | МКС 97.040.60 |
Ключевые слова: посуда литая из алюминиевых сплавов, хозяйственная литая посуда, посуда из литейных алюминиевых сплавов, посуда для детей и подростков, типы посуды, методы контроля | |
Электронный текст документа
и сверен по:
, 2020
