ГОСТ 27002-2020
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОСУДА ИЗ КОРРОЗИОННОСТОЙКОЙ СТАЛИ
Общие технические условия
Cooking utensils of corrosion-resistant steel. General specification
МКС 97.040.60
Дата введения 2021-06-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Нева металл посуда" (АО "НМП")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 147 "Посуда металлическая с покрытиями и без покрытий"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 22 декабря 2020 г. N 58)
За принятие проголосовали:
Краткое наименование страны по МК (ИСO 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 4-2021), (Поправка. ИУС N 7-2023).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 21 января 2021 г. N 16-ст межгосударственный стандарт ГОСТ 27002-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2021 г.
5 ВЗАМЕН ГОСТ 27002-86
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 4, 2021 год; поправка, опубликованная в ИУС N 7, 2023 год
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на хозяйственную посуду из коррозионностойкой стали (далее - посуда), предназначенную для тепловой обработки пищевых продуктов, приготовления холодных блюд, сервировки стола и вспомогательных целей.
Посуду для детей и подростков изготавливают с учетом повышенных требований к выделению вредных веществ в целях защиты жизни и здоровья детей и подростков.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 577 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 1770 (ИСО 1042-83, ИСО 4788-80) Посуда мерная лабораторная стеклянная. Цилиндры, мензурки, колбы, пробирки. Общие технические условия
ГОСТ 2695 Пиломатериалы лиственных пород. Технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 2991 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 4976 Лаки марок НЦ-218, НЦ-222, НЦ-243 мебельные и НЦ-223. Технические условия
ГОСТ 5470 Лаки марок ПФ-283 и ГФ-166. Технические условия
ГОСТ 5632 Нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 5959 Ящики из листовых древесных материалов неразборные для грузов массой до 200 кг. Общие технические условия
ГОСТ 7933 Картон для потребительской тары. Общие технические условия
ГОСТ 8273 Бумага оберточная. Технические условия
ГОСТ 9142 Ящики из гофрированного картона. Общие технические условия
ГОСТ 9347 Картон прокладочный и уплотнительные прокладки из него. Технические условия
ГОСТ 9359 Массы прессовочные карбамидо- и меламиноформальдегидные. Технические условия
ГОСТ 9378 (ИСО 2632-1-85, ИСО 2632-2-85) Образцы шероховатости поверхности (сравнения). Общие технические условия
ГОСТ 9396 Ящики деревянные многооборотные. Общие технические условия
ГОСТ 9421 Картон тарный плоский склеенный. Технические условия
ГОСТ 10905 Плиты поверочные и разметочные. Технические условия
ГОСТ 12082 Обрешетки дощатые для грузов массой до 500 кг. Общие технические условия
ГОСТ 12302 Пакеты из полимерных пленок и комбинированных материалов. Общие технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 17151 Посуда хозяйственная из листового алюминия. Общие технические условия
ГОСТ 21650 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 25346 (ISO 286-1:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Основные положения, допуски, отклонения и посадки
ГОСТ 25951 Пленка полиэтиленовая термоусадочная. Технические условия
ГОСТ 26381 Поддоны плоские одноразового использования. Общие технические условия
ГОСТ 26663 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 28804 Материалы фенольные формовочные. Общие технические условия
ГОСТ 33757 Поддоны плоские деревянные. Технические условия
ГОСТ 33781 Упаковка потребительская из картона, бумаги и комбинированных материалов. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Классификация
3.1 Посуду по типам подразделяют на кастрюли, ковши, сковороды, сотейники и др.
3.2 Посуду по назначению подразделяют:
а) для тепловой обработки пищевых продуктов: кастрюли, ковши, кокотницы, сковороды, сотейники, кофеварки, кофейники, чайники, противни.
Примечания
1 Допускаются изделия типа "Кастрюли", специально предназначенные для приготовления определенных кулинарных блюд, под наименованием "Мантоварки", "Пароварки".
2 Допускаются изделия типа "Кастрюли" больших размеров, вместимостью от 20 до 70 л и предназначенные для использования на варочных поверхностях под наименованием "Котлы";
б) для приготовления холодных блюд и сервировки стола: блюда, вазы, кокильницы, креманки, масленки, салатники, соусники, менажницы, миски, кружки, тарелки, тарелки-баранчики, супницы;
в) для вспомогательных целей: дуршлаги, лотки, подносы, цедилки, ковши, баки для питьевой воды с краном, тазы, ведра.
4 Типы, основные параметры и размеры
4.1 Типы, параметры, размеры и вместимость посуды должны соответствовать указанным в таблице 1.
Допускается изготавливать посуду других типов, параметров, размеров и вместимости.
Таблица 1 - Типы, параметры, размеры и вместимость посуды
Тип | Диаметр корпуса, мм | Вместимость, л | Наличие теплораспре- | Толщина металла корпуса, крышки, мм | Наличие крышки |
Посуда для тепловой обработки пищевых продуктов | |||||
Кастрюли | 125-600 | 0,50-70,00 | ± | 0,50-3,00 | + |
Ковши | 100-240 | 0,50-3,00 | ± | ± | |
Сковороды | 125-320 | 0,10-6,00 | ± | ± | |
Сотейники | 180-450 | 1,00-15,00 | ± | ± | |
Кокотницы | - | 0,10-0,15 | - | 0,40-0,80 | - |
Кофеварки | - | 0,20-1,00 | ± | 0,40-1,00 | - |
Кофейники | - | 1,00-2,00 | ± | + | |
Чайники | - | 0,60-5,00 | ± | 0,50-1,00 | + |
Противни | - | - | - | - | |
Посуда для приготовления холодных блюд и сервировки стола | |||||
Блюда | 130-360 | - | - | 0,40-0,80 | - |
Вазы | - | 0,80-1,50 | - | - | |
Кокильницы | - | 0,20-0,30 | - | - | |
Креманки | - | 0,20-0,40 | - | - | |
Масленки | - | 0,20-0,50 | - | + | |
Салатники | - | 0,50-1,50 | - | ± | |
Соусники | - | 0,10-0,25 | - | + | |
Менажницы | - | 0,25-0,50 | - | - | |
Миски | - | 0,60-3,50 | - | 0,40-1,00 | - |
Кружки | - | 0,20-1,00 | - | 0,40-0,80 | ± |
Тарелки | - | 0,15-0,40 | - | 0,40-0,60 | - |
Тарелки-баранчики | - | 0,15-0,25 | - | 0,40-0,80 | + |
Супницы | - | 1,00-5,00 | - | 0,50-1,00 | + |
Посуда для вспомогательных целей | |||||
Дуршлаги | - | 0,60-6,00 | - | 0,50-0,80 | - |
Лотки | - | 0,50-2,00 | - | 0,40-0,80 | + |
Подносы | - | - | - | 0,50-1,00 | - |
Цедилки | 70-200 | - | - | 0,20-0,50 | - |
Ковши | - | 1,00-2,00 | - | 0,5-1,0 | - |
Баки для питьевой воды с краном | 280-450 | 10,00-50,00 | - | 0,50-1,00 | + |
Тазы | - | 8,00-12,00 | - | 0,50-0,80 | ± |
Ведра | |||||
Примечания 1 Знак "+" означает наличие, знак "-" - отсутствие, знак "±" - либо наличие, либо отсутствие. 2 Для овальных и прямоугольных блюд в графе "Диаметр корпуса, мм" указана длина и ширина корпуса изделия, для масленок в графе "Вместимость, л" указан объем корпуса с крышкой, для цедилок в графе "Толщина металла корпуса, крышки, мм" указан номинальный диаметр проволоки сетки. 3 Показатель "Вместимость, л" для дуршлага гарантируется изготовителем. 4 Допускается комплектовать кастрюли вкладной кастрюлей без теплораспределительного слоя на дне, а также решеткой, дуршлагом. 5 Допускается изготовлять дуршлаги с подставками, поддонами или ножками. 6 Посуда, предназначенная для тепловой обработки пищевых продуктов, вместимостью более 3,75 л, за исключением плоских изделий, должна быть с двумя ручками. 7 Чайники вместимостью более 3,75 л должны иметь ручку с двумя узлами крепления. | |||||
4.2 Предельные отклонения по размерам посуды должны соответствовать IT16 по ГОСТ 25346.
5 Общие технические требования
5.1 Все материалы, применяемые для изготовления посуды, контактирующие с пищевыми продуктами, должны соответствовать требованиям действующих технических нормативных правовых актов, не выделять вредные вещества в количествах, превышающих гигиенические нормативы [1]*.
________________
* В Российской Федерации действует ГН 2.3.3.972-00 "Предельно допустимые количества химических веществ, выделяющихся из материалов, контактирующих с пищевыми продуктами".
Посуда, предназначенная для детей и подростков, не должна выделять вредные вещества в количествах, превышающих требования [2].
5.2 Для изготовления корпусов и крышек посуды должен применяться тонколистовой прокат из коррозионностойкой стали марок 12Х18Н9, 08Х18Н10Т, 12Х18Н10Т, 17Х18Н9, 08Х22Н6Т, 10Х14АГ15, 03Х17Н14МЗ по ГОСТ 5632, зарубежного производства марок 304, 304L, 316, 316L по [3]*, X2CrNiMo 17-12-2 по [4] и марок, по химическому составу близких указанным, и в соответствии с 5.1.
________________
* Поз. [3], [4] см. раздел Библиография, здесь и далее по тексту. - .
Для изготовления посуды для приготовления холодных блюд, сервировки стола и вспомогательных целей, а также наружной поверхности теплораспределительного слоя на дне и других элементов изделий, не контактирующих с пищевыми продуктами при тепловой обработке, допускается использование тонколистового проката из коррозионностойкой стали марок 12X17 по ГОСТ 5632, 430 по [3] и марок, по химическому составу близких указанным, и в соответствии с 5.1.
5.3 Для изготовления корпусов и крышек посуды допускается применять многослойный прокат с внутренней поверхностью, контактирующей с пищевыми продуктами, из коррозионностойкой стали марок, указанных в 5.2 и в соответствии с 5.1.
5.4 Марка коррозионностойкой стали, из которой изготовлен корпус посуды из тонколистового проката или внутренняя поверхность корпуса посуды, изготовленной из многослойного проката, должна быть указана на корпусе посуды.
Обозначение марки коррозионностойкой стали должно соответствовать буквенно-цифровому (цифровому) обозначению марок коррозионностойкой стали, указанных в 5.2.
5.5 Ручки к посуде, а также крепежные детали ручек являются частью посуды.
Ручки к посуде подразделяют на следующие типы: несъемные (жесткофиксированные), съемные и подвижные.
Крепежные детали ручек, имеющие контакт с пищевыми продуктами, должны изготовляться из материалов, применяемых для изготовления посуды.
5.6 Для изготовления ручек посуды должны применяться следующие материалы:
а) металл - тонколистовой прокат из коррозионностойкой стали по ГОСТ 5632, [2], [3], прутки и проволока из коррозионностойкой стали по нормативной документации;
б) пластмассы - карбамидо- и меламиноформальдегидные прессовочные массы (аминопласты) по ГОСТ 9359, пластические массы на основе фенолоальдегидных смол (фенопласты) по ГОСТ 28804, полиамиды, полипропилен и бакелит по нормативной документации;
в) древесина - пиломатериалы твердых лиственных пород по ГОСТ 2695;
г) керамика - по нормативной документации.
Примечания
1 Нормативная документация должна быть оформлена согласно действующему законодательству в области технического регулирования.
2 Поверхность ручек может иметь покрытие (лакокрасочное, силиконовое и т.п.) различных цветовых гамм.
5.7 Ручки из пластмасс и керамики не должны иметь трещин, сколов, вздутий, усадочных раковин и инородных включений.
5.8 Теплостойкость ручек из пластмасс, а также пластмассовых деталей ручек должна быть не менее (150±5)°С для изделий, подвергающихся нагреву.
5.9 Ручки из древесины должны быть без сучков, трещин, грибковых поражений. Поверхность должна быть шлифованной и покрыта лаком по ГОСТ 4976, ГОСТ 5470. Допускается применение лаков по нормативной документации.
Внешний вид лакового покрытия должен быть не ниже IV класса по ГОСТ 9.032.
5.10 Ручки должны быть без заусенцев и острых кромок.
5.11 Ручки к посуде должны крепиться сваркой, пайкой, заклепками или резьбовыми деталями.
Элементы заклепок и резьбовых деталей, имеющие контакт с пищевыми продуктами, должны быть изготовлены из материалов, указанных в 5.2.
5.12 Крепление ручек к посуде (сварка, пайка, клепка, крепление винтами или комбинированное крепление) должно быть прочным.
5.13 Сварные и паяные соединения должны быть без наплывов, прожогов, трещин, пузырей.
Сварные и паяные соединения не должны иметь течи.
5.14 Ручки должны быть расположены симметрично по отношению к продольной оси.
Отклонение в расположении ручек от оси симметрии не должно превышать 2% диаметра изделия.
5.15 Съемные ручки должны надежно удерживать изделие при угле наклона 60° к горизонтальной плоскости с закрепленным на корпусе грузом, масса которого в два раза превышает массу вмещаемой воды.
Для плоских изделий масса груза должна в два раза превышать собственную массу изделия.
Примечание - Плоские изделия - это посуда глубиной 1/3 диаметра изделия или менее.
Съемные ручки должны свободно входить в гнездо переходных элементов.
Съемные ручки могут непосредственно крепиться к корпусу, если на нем отсутствуют переходные элементы.
Допускается незначительный зазор в креплении съемной ручки, не влияющий на надежность ее фиксации и безопасность эксплуатации.
5.16 Подвижные ручки должны вращаться в ушках без заедания. Выпадение ручек из мест соединения не допускается.
Подвижные ручки чайников в нижнем положении не должны соприкасаться с корпусом.
5.17 Для обеспечения безопасного обращения с посудой, предназначенной для тепловой обработки пищевых продуктов, в инструкции по эксплуатации должна быть указана информация о необходимости применения в процессе эксплуатации специальной защиты для рук (перчаток, рукавиц и т.п.).
5.18 Допускаются различные способы обработки поверхности посуды: полирование, шлифование, крацевание, галтовка, дробеструйная обработка и т.д.
По внешнему виду внутренняя и наружная поверхность посуды должна быть блестящей или матовой.
Допускается сочетать различные способы и виды обработки поверхности посуды.
Шероховатость внутренней и наружной поверхностей посуды Ra по ГОСТ 2789, ГОСТ 9378 должна быть не более 0,2 мкм - для блестящей поверхности (полированной), 12,5 мкм - для матовой поверхности.
Шероховатость Ra внутренней поверхности стенок, дна, крышек посуды для тепловой обработки пищевых продуктов, вне зависимости от способа обработки поверхности, не должна превышать 0,8 мкм.
Примечание - Параметры шероховатости поверхности не распространяются на посуду, изготовленную в соответствии с 5.30.
5.19 На поверхности посуды не допускаются: вмятины, трещины, царапины, потертости, заусенцы, острые кромки, расслоения, посторонние включения, раковины, волнистость, пузыри.
На поверхности посуды допускаются незначительные дефекты в виде единичных темных точек и рисок в местах перехода поверхностей.
Допускается появление в процессе эксплуатации на поверхности посуды незначительных легкоудаляемых коричневых или желто-коричневых пятен.
Края посуды, изготовленной из многослойного проката, должны быть без открытого теплораспределительного слоя.
Примечание - Под незначительными дефектами понимают дефекты, размеры и количество которых не ухудшает товарный вид изделия и не препятствует использованию посуды по назначению.
5.20 Дно посуды (за исключением посуды с рельефной поверхностью дна) должно обеспечивать устойчивость изделия на горизонтальной поверхности.
Дно посуды должно обеспечивать устойчивость изделия на горизонтальной поверхности в течение всего срока эксплуатации.
Выпуклость дна не допускается.
Вогнутость дна посуды для тепловой обработки пищевых продуктов не должна превышать 1,0%, а для посуды с теплораспределительным слоем - 0,6% диаметра дна.
5.21 Для посуды, изготовленной из тонколистового проката, толщина теплораспределительного слоя из меди и сплавов на ее основе должна быть не менее 1,5 мм, из алюминия и сплавов на его основе - не менее 3,0 мм.
Для посуды, изготовленной из многослойного проката, толщина теплораспределительного слоя из меди и сплавов на ее основе должна быть не менее 1,0 мм, из алюминия и сплавов на его основе - не менее 1,5 мм.
Замена полностью или частично теплораспределительного слоя прокатом черных металлов не допускается.
5.22 Теплораспределительный слой посуды, изготовленной из тонколистового проката, должен быть прочно и без зазоров соединен с наружной поверхностью дна корпуса.
Теплораспределительный слой посуды, изготовленной из многослойного проката, является внутренним слоем в многослойном прокате и должен быть прочно и надежно соединен с внутренней и наружной поверхностями корпуса.
5.23 Контроль толщины теплораспределительного слоя должен проводиться методом разрушающего контроля.
Минимальная толщина теплораспределительного слоя - в соответствии с 5.21.
5.24 Для посуды типов: кастрюли, ковши, сковороды и сотейники, предназначенной для тепловой обработки пищевых продуктов, - наличие либо отсутствие теплораспределительного слоя на дне должно быть указано в информации для потребителя: "Посуда с теплораспределительным слоем на дне" или "Посуда без теплораспределительного слоя на дне".
5.25 Крышки должны свободно устанавливаться, легко поворачиваться и прилегать к борту по всему периметру без перекосов и смещения.
Крышки посуды могут иметь отверстия для выхода пара.
Допускается комплектовать посуду крышками из термостойкого стекла, силикона или других материалов и в соответствии с 5.1.
В крышках допускается сочетание материалов: стекла и металла, стекла и силикона и т.п.
5.26 Крышки чайников и кофейников должны удерживаться на корпусе при наклоне, соответствующем полному сливу жидкости.
Крышки чайников, кроме чайников со свистком, должны быть с отверстием или устройством для отвода пара.
5.27 Конструкция сливных устройств посуды должна обеспечивать выливание жидкости без подтекания и разбрызгивания ее на корпус изделий.
5.28 Посуда должна быть стойка к коррозии.
5.29 Посуда, имеющая крышки, решетки, поддоны и другие принадлежности, должна поставляться комплектно. Комплектующие принадлежности к посуде одного типа и размера должны быть взаимозаменяемы.
5.30 Внутренняя поверхность посуды может иметь специальную отделку (микрогриль), рельефные элементы в виде множества углублений или выступов различной формы, а также может быть с противопригорающим (антипригарным) покрытием различных цветовых гамм.
Наружная поверхность посуды может быть декорированной различными способами: вибронакатыванием или чеканкой, нанесением орнамента, рисунка, художественной росписи или деколей, эмалированной силикатными эмалями, покрытой фторполимерным декоративным покрытием или лакокрасочными материалами.
Требования и методы контроля к противопригорающему (антипригарному), эмалевому силикатному, фторполимерному декоративному и лакокрасочному покрытиям - по ГОСТ 17151.
6 Правила приемки
6.1 Посуду принимают партиями.
6.2 При приемке изделий изготовителем партией считают количество изделий одного типа, размера (вместимости), изготовленных при неизменной технологии производства.
6.3 При приемке изделий покупателем партией считают количество изделий, одновременно отправляемое покупателю по сопроводительным документам (транспортная накладная) и сопровождаемое документом, подтверждающим соответствие посуды установленным требованиям настоящего стандарта, оформленным согласно действующему законодательству в области технического регулирования.
6.4 Приемка изделий изготовителем
6.4.1 При приемке изделий изготовителем посуду подвергают испытаниям: приемо-сдаточным, периодическим и типовым.
При приемо-сдаточных испытаниях проводят сплошной (100% изделий) и выборочный контроль.
При выборочном контроле отбор образцов посуды для испытаний проводят методом случайной выборки.
6.4.2 При проведении приемо-сдаточных испытаний проверяют:
- тип посуды, внешний вид, комплектность, качество сборки и отделки посуды, тип ручки, маркировку, информацию об изделии - 100% изделий;
- прочность крепления ручек к корпусу, надежность соединения съемных ручек, форму дна посуды (вогнутость и выпуклость дна), шероховатость металлических поверхностей, отсутствие течи сварных и паяных соединений - 0,1% изделий от партии, но не менее 3 шт.
6.4.3 При получении неудовлетворительных результатов приемо-сдаточных испытаний хотя бы по одному из показателей настоящего стандарта по данному показателю проводят повторную проверку на удвоенной выборке, отобранной от той же партии.
Результаты повторной проверки распространяют на всю партию.
6.4.4 Периодические испытания посуды проводят на партии изделий, прошедшей приемо-сдаточные испытания.
6.4.5 При проведении периодических испытаний проверяют стойкость к коррозии, прочность сцепления теплораспределительного слоя с дном посуды, изготовленной из тонколистового проката, сливную способность посуды, легкость вращения в ушке и отсутствие выпадения из мест соединения подвижных ручек, удержание крышки на корпусе - не реже одного раза в год на 0,1% изделий от партии, но не менее 3 шт.
6.4.6 При получении неудовлетворительных результатов хотя бы по одному из показателей периодические испытания по этому показателю переводят в приемо-сдаточные. После получения положительных результатов на 10 партиях посуды подряд испытания вновь переводят в периодические.
6.4.7 Типовые испытания проводят на соответствие показателей требованиям настоящего стандарта при постановке продукции на производство, при применении новых видов материалов, при изменении технологии производства.
При проведении типовых испытаний проверяют показатели, входящие в приемо-сдаточные и периодические испытания.
Дополнительно проверяют размеры, вместимость, толщину теплораспределительного слоя, симметричность расположения ручек, легкость поворота и плотность прилегания крышек к борту корпуса, теплостойкость ручек из пластмасс, выделение в модельные среды из посуды вредных для здоровья химических веществ.
При применении новых видов материалов и при изменении технологии производства проводят испытания только тех показателей, на которые повлияли внесенные изменения.
Изделия для типовых испытаний отбирают от партии не менее 10 шт.
6.4.8 При неудовлетворительных результатах типовых испытаний приемку изделий прекращают до установления и устранения причин образования выявленных дефектов.
6.5 Приемка изделий покупателем
6.5.1 Покупатель вправе провести приемку закупленной посуды с целью проверки соответствия изделий установленным требованиям настоящего стандарта и предупреждения допуска в эксплуатацию несоответствующей продукции.
6.5.2 Проверка изделий покупателем проводится на 2% изделий от каждой партии, но не менее 5 шт. каждого типа и размера (вместимости) посуды.
При получении неудовлетворительных результатов проверки хотя бы по одному из показателей установленным требованиям настоящего стандарта проводят повторную проверку на удвоенном количестве изделий, взятых от той же партии. Результаты повторной проверки распространяются на всю партию.
7 Методы контроля
7.1 Тип посуды, внешний вид, комплектность, качество сборки и отделки посуды, тип ручки, маркировку, информацию об изделии проверяют визуально.
7.2 Вместимость посуды проверяют наполнением ее водой комнатной температуры с помощью мерной посуды по ГОСТ 1770 или другой калиброванной емкости:
а) посуда для тепловой обработки пищевых продуктов - недолив воды у посуды с крышкой должен быть до смачивания нижней поверхности крышки, у посуды без крышки - не более 10 мм до верхней кромки борта; у посуды со сливным устройством - до переливания через сливное устройство;
б) посуда для приготовления холодных блюд, сервировки стола и вспомогательных целей - до смачивания нижней поверхности крышки, переливания через сливное устройство или через борт (для посуды без крышки).
Допускается проверять вместимость посуды наполнением ее водой комнатной температуры на платформенных весах не ниже III класса точности*.
________________
* В Российской Федерации действует ГОСТ Р 53228-2008 "Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания".
7.3 Размеры посуды, отклонения и зазоры проверяют универсальными измерительными инструментами по ГОСТ 427, ГОСТ 166, универсальными щупами или специальными шаблонами.
7.4 Легкость вращения в ушке и отсутствие выпадения из мест соединения подвижных ручек, легкость поворота и плотность прилегания крышек к борту корпуса проверяют визуально опробованием на изделии.
7.5 Устойчивость изделия на горизонтальной поверхности проверяют путем установки посуды дном на поверочную плиту класса точности не ниже 1 по ГОСТ 10905.
Дно посуды должно плотно прилегать к поверочной плите и обеспечивать устойчивость изделия на горизонтальной поверхности.
7.6 Вогнутость дна проверяют путём помещения посуды при комнатной температуре на горизонтальную поверхность вверх дном. Значение вогнутости дна определяют индикаторами часового типа по ГОСТ 577, штангенциркулем по ГОСТ 166 типа I или Т-1, или универсальными щупами, помещенными между установленной на ребро металлической измерительной линейкой по ГОСТ 427 и дном посуды по центру изделия.
7.7 Для проверки толщины теплораспределительного слоя производят распил посуды на 1/2 части с линией распила, проходящей по центру дна.
Измерения толщины теплораспределительного слоя проводят по линии распила.
Перед проведением замеров острые кромки необходимо притупить.
Инструмент для распила посуды - пневмо- или электроотрезная машина, ножовка по металлу или другой инструмент для резки металла.
Распиливаемое изделие должно быть надежно зафиксировано.
При распиле посуды необходимо соблюдать требования техники безопасности при выполнении работ по резке металла.
7.8 Прочность сцепления теплораспределительного слоя с дном посуды, изготовленной из тонколистового проката, проверяют путем последовательного нагрева и охлаждения посуды не менее 50 раз. Посуду в сухом состоянии нагревают на плите (газовой или электрической) до температуры (200±5)°С, затем заполняют на 1/5 вместимости водой температурой (15±5)°С. После этого посуду снимают с плиты и резким погружением в емкость с холодной водой охлаждают до температуры (20±5)°С.
После 50 циклов испытаний не должно быть видимых изменений поверхности теплораспределительного слоя и зоны его сцепления с дном изделия.
7.9 Прочность крепления ручек посуды с одной ручкой проверяют, нагружая ручку на расстоянии не более 30 мм от свободного конца массой, равной массе воды, эквивалентной удвоенной вместимости.
Прочность крепления ручек посуды с двумя ручками проверяют путем нагружения изделия массой, равной массе воды, эквивалентной удвоенной вместимости, и легким встряхиванием ее с грузом.
Прочность крепления ручек посуды с двумя ручками вместимостью более 8 л проверяют путем нагружения изделия массой, равной массе воды, эквивалентной удвоенной вместимости, и однократным поднятием ее с грузом.
Допускается прочность крепления ручек проверять закреплением или подвешиванием изделия за ручки и приложением к изделию в течение 5 мин статической нагрузки, равной удвоенной массе воды, вмещаемой в изделие.
В результате проверки не должно быть остаточной деформации, ослабления крепления ручек к посуде.
7.10 Надежность соединения съемной ручки с корпусом проверяют поворотом изделия за ручку относительно оси симметрии ручки на угол 60° к горизонтальной плоскости с закрепленным на корпусе грузом, масса которого в два раза превышает массу вмещаемой воды.
Для плоских изделий масса груза должна в два раза превышать собственную массу изделия.
Саморазъединение корпуса с ручкой не допускается.
7.11 Теплостойкость ручек из пластмасс, а также пластмассовых деталей ручек проверяют, устанавливая изделие с ручкой в предварительно нагретый до температуры (150±5)°С сушильный шкаф и выдерживая в нем в течение 60 мин. Поверхность ручек после испытания не должна иметь трещин, вздутий, сколов, деформации и других видимых изменений.
7.12 Шероховатость металлической поверхности посуды проверяют сравнением с образцами шероховатости, изготовленными по ГОСТ 9378, или приборами для измерения шероховатости Ra, обеспечивающими измерения в пределах, обусловленных требованиями настоящего стандарта.
Допускается шероховатость металлической поверхности посуды проверять сравнением с образцовой деталью, утвержденной в установленном порядке.
7.13 Удержание крышки на корпусе чайников и кофейников определяют наклоном посуды, наполненной водой до объема, равного ее вместимости, на угол, соответствующий полному сливу жидкости. Посуда считается выдержавшей испытание, если крышка не выпадает из корпуса.
7.14 Сливную способность посуды проверяют при выливании воды из изделия, наполненного до объема, равного его вместимости, до полного слива. Посуда прошла испытание, если при наклоне посуды из сливного устройства вода выливается в виде сформированной струи, без брызг и без подтекания на корпус.
7.15 Отсутствие течи сварных и паяных соединений проверяют наливом воды до полной ее вместимости и выдерживанием изделия с водой в течение 1 ч. После испытания на наружной поверхности посуды не должно быть следов воды.
7.16 Стойкость изделий к коррозии проверяют путем погружения и выдерживания изделия или образца размером 30х160 мм, вырезанного из посуды, в течение 6 ч в растворе 1%-ного NaCl (соль хлористого натрия должна быть нейодированная) температурой 60°С.
После испытания изделие или образец промывают питьевой водопроводной водой, смывая с поверхности остатки соли. Затем проводят визуальный осмотр поверхности. При визуальном осмотре на поверхности изделия или образца не должно быть следов коррозии.
7.17 Выделение вредных веществ контролируют в соответствии с требованиями действующих технических нормативных правовых актов, по методическим материалам, утвержденным государственными органами и учреждениями санитарно-эпидемиологического надзора.
8 Маркировка
8.1 Потребителю и/или покупателю (далее - потребителю) должна быть предоставлена необходимая и достоверная информация о посуде.
Информация для потребителя об изделии (наборе изделий) должна содержать:
- тип посуды;
- наименование страны-изготовителя;
- наименование изготовителя;
- основное (или функциональное) предназначение посуды или область ее применения;
- буквенно-цифровое (цифровое) обозначение марки коррозионностойкой стали, из которой изготовлены корпус и крышка посуды, а также вкладываемых в корпус посуды специальных изделий (решеток, сеток, дисков и т.п.).
Примечание - Обозначение марки коррозионностойкой стали должно соответствовать требованиям 5.2;
- для посуды типов: кастрюли, ковши, сковороды и сотейники - сведения о наличии или отсутствии теплораспределительного слоя на дне;
- сведения о подтверждении соответствия (знак соответствия);
- правила и условия безопасного хранения, транспортирования и использования;
- сведения о необходимости применения в процессе эксплуатации специальной защиты для рук (для посуды, предназначенной для тепловой обработки пищевых продуктов);
- основные потребительские свойства и/или характеристики;
- юридический адрес изготовителя и (при наличии) продавца;
- состав (комплектность);
- товарный знак изготовителя или товарный знак организации, выполняющей функции изготовителя;
- обозначение настоящего стандарта;
- период изготовления.
Информация для потребителя должна быть представлена:
- в виде текста на бумажной этикетке, прикрепленной к корпусу посуды и/или на потребительской упаковке посуды (коробке, пачке, бандероли);
- в виде текстового документа (инструкции по эксплуатации), прикладываемого непосредственно к изделию (набору изделий);
- в виде маркировки на корпусе посуды.
8.2 На корпус посуды должна быть четко нанесена маркировка, содержащая:
- товарный знак изготовителя или товарный знак организации, выполняющей функции изготовителя;
- буквенно-цифровое (цифровое) обозначение марки коррозионностойкой стали, из которой изготовлен корпус посуды из тонколистового проката или внутренняя поверхность корпуса посуды, изготовленной из многослойного проката;
- вместимость для кастрюль, ковшей и чайников.
Маркировку наносят ударным методом, электрохимическим травлением или лазерным способом.
Допускается на корпус посуды наносить маркировку с указанием идентификационного номера изделия и иные сведения, указанные в информации для потребителя.
Место и способ нанесения маркировки на корпус посуды определяет изготовитель.
8.3 Инструкция по эксплуатации должна содержать:
- рекомендации по первичной подготовке перед первым использованием;
- рекомендации по очистке после использования;
- рекомендации по использованию посуды;
- специальные указания по уходу (при наличии);
- информацию о необходимости применения в процессе эксплуатации специальной защиты для рук (для посуды, предназначенной для тепловой обработки пищевых продуктов);
- специальные указания по безопасности (при наличии);
- гарантию изготовителя с указанием негарантийных случаев;
- наименование и контактный адрес изготовителя и/или продавца.
Допускается включать в инструкцию по эксплуатации информацию для потребителей, содержащую:
- основное (или функциональное) предназначение посуды или область ее применения;
- правила и условия безопасного хранения, транспортирования и использования;
- основные потребительские свойства или характеристики.
8.4 Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционных знаков "Хрупкое. Осторожно", "Беречь от влаги" и "Верх" непосредственно на транспортную упаковку или на ярлыки, прикрепляемые к транспортной упаковке.
9 Упаковка, транспортирование и хранение
9.1 Посуду (отдельные изделия и наборы) упаковывают в потребительскую упаковку:
- коробки или пачки из картона и комбинированных материалов по ГОСТ 33781;
- бандероли из картона по ГОСТ 7933;
- термоусадочную полиэтиленовую пленку по ГОСТ 25951;
- оберточную бумагу по ГОСТ 8273;
- термоусадочную полиолефиновую пленку по нормативной документации;
- пакеты из полимерных и комбинированных пленок по ГОСТ 12302, толщиной не менее 30 мкм;
- воздушно-пузырьковую полиэтиленовую пленку с общей толщиной всех слоев не менее 55 мкм и пакеты из пленки по нормативной документации.
Примечание - Нормативная документация должна быть оформлена согласно действующему законодательству в области технического регулирования.
9.2 Посуду, упакованную в потребительскую упаковку, укладывают в транспортную упаковку - коробки из гофрированного картона*, ящики из гофрированного картона по ГОСТ 9142, дощатые ящики по ГОСТ 2991, ящики из листовых древесных материалов по ГОСТ 5959, деревянные ящики по ГОСТ 9396, дощатые обрешетки по ГОСТ 12082.
________________
* В Российской Федерации действует ГОСТ Р 52901-2007 "Картон гофрированный для упаковки продукции. Технические условия".
9.3 При укладке посуды в транспортную упаковку применяют вспомогательные материалы - оберточную бумагу по ГОСТ 8273, тарный плоский склеенный картон по ГОСТ 9421, прокладочный картон по ГОСТ 9347.
9.4 Транспортная упаковка должна обеспечивать сохранность посуды при транспортировании и хранении.
9.5 Допускается из транспортных коробок и ящиков, в которые уложена посуда, формировать транспортные пакеты по ГОСТ 26663. Для формирования транспортных пакетов используют плоские поддоны по ГОСТ 26381, ГОСТ 33757. Применяемые средства скрепления в транспортных пакетах - по ГОСТ 21650.
9.6 Посуду, уложенную в транспортную упаковку, транспортируют всеми видами транспорта по правилам перевозки грузов, действующим на данном виде транспорта.
9.7 Посуду, уложенную в транспортные коробки и ящики, а также в сформированные из них транспортные пакеты, транспортируют в крытых автомашинах.
9.8 Допускается транспортировать посуду, уложенную в контейнеры, в открытых автомашинах.
9.9 Транспортирование посуды железнодорожным, речным и морским транспортом следует проводить в контейнерах.
9.10 Допускается транспортировать посуду, уложенную в транспортные коробки и ящики, а также в сформированные из них транспортные пакеты, железнодорожным транспортом повагонными отправками.
9.11 Условия хранения посуды в части воздействия климатических факторов - по группе 3 ГОСТ 15150.
Допускаются условия при транспортировании посуды в части воздействия климатических факторов - по группе 2 ГОСТ 15150.
10 Гарантии изготовителя
10.1 Изготовитель гарантирует соответствие посуды требованиям настоящего стандарта при соблюдении покупателем условий хранения, транспортирования и эксплуатации.
10.2 Гарантийный срок на посуду должен быть не менее 24 мес со дня продажи через розничную торговлю.
10.3 Гарантийный срок на посуду должен быть указан в инструкции по эксплуатации.
Приложение А
(справочное)
Схема измерения диаметров посуды
За величину диаметра кастрюль, сковород, цедилок принимается внутренний диаметр корпуса. Схема измерения диаметров данных типов посуды приведена на рисунке А.1
|
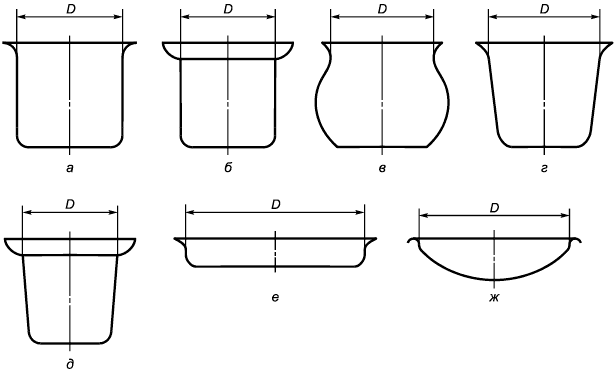
а-д - кастрюли; е - сковорода; ж - цедилка
Рисунок А.1 - Схема измерения диаметров посуды
Библиография
[1] | Решение Комиссии Таможенного союза от 28 мая 2010 г. N 299 | "О применении санитарных мер в Евразийском экономическом союзе" |
[2] | Технический регламент | "О безопасности продукции, предназначенной для детей и подростков" |
[3] | ASTM A240/A240M-18* | Стандартная спецификация на плиты, листы и полосы из хромистой и хромоникелевой нержавеющей стали для сосудов высокого давления и общего назначения |
________________ * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - . | ||
[4] | EN 10088-2:2014 | Стали нержавеющие. Часть 2. Технические условия поставки листовой и полосовой коррозионностойкой стали общего назначения |
УДК 641.542-034:669.14:006.354 | МКС 97.040.60 | ||
Ключевые слова: посуда из коррозионностойкой стали, хозяйственная посуда, посуда для детей и подростков, классификация посуды, типы, основные параметры и размеры, общие технические требования, правила приемки, методы контроля, маркировка, упаковка, транспортирование и хранение, гарантии изготовителя | |||
Редакция документа с учетом
изменений и дополнений подготовлена
