БЗ 9-2004
ГОСТ 28530-90
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБОРУДОВАНИЕ ДЛЯ СВЕКЛОСАХАРНОГО ПРОИЗВОДСТВА
ТЕПЛООБМЕННИКИ И ПОДОГРЕВАТЕЛИ СОКА
ТИПЫ, ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
Издание официальное
Москва
Стандартинформ
2005
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Оборудование для свеклосахарного производства
ТЕПЛООБМЕННИКИ И ПОДОГРЕВАТЕЛИ СОКА
Типы, основные параметры и размеры
Equipment for beet sugar production.
Heat exchangers and juice heaters.
Types, basic parameters and dimensions
ГОСТ
28530-90
МКС 67.260 ОКП 51 3111
Дата введения 01.01.91
Настоящий стандарт распространяется на трубчатые теплообменники и подогреватели сока, применяемые в свеклосахарном производстве для нагрева диффузионного, дефекованного и сату-рационного соков, а также сока перед выпарной установкой.
1. ТИПЫ
1.1. Теплообменники и подогреватели в зависимости от конструкции и вида теплоносителя подразделяют на следующие типы:
1 — теплообменники секционные кожухотрубные четырехходовые для нагрева диффузионного и дефекованного соков горячими конденсатами;
2 — подогреватели секционные кожухотрубные с паровым обогревом для нагрева различных соков свеклосахарного производства;
3 — теплообменники многоходовые кожухотрубные для нагрева диффузионного и дефекованного соков горячими конденсатами;
4 — подогреватели многоходовые кожухотрубные с паровым обогревом для нагрева различных соков свеклосахарного производства.
1.2. Подогреватели типа 2 в зависимости от количества ходов подразделяют на следующие исполнения:
А — двухходовые подогреватели;
В — четырехходовые подогреватели;
С — шестиходовые подогреватели.
1.3. Подогреватели типа 4 в зависимости от количества ходов подразделяют на следующие исполнения:
В — четырехходовые подогреватели;
С — шестиходовые подогреватели;
D — восьмиходовые подогреватели;
Е — десятиходовые подогреватели;
F — двенадцатиходовые подогреватели.
1.4. П ример условного обозначения теплообменников и подогревателей с площадью поверхности теплообмена 125 м2 типа 1:
Теплообменник сока 1—125 СТ СЭВ 6697—90
Издание официальное Перепечатка воспрещена
© Издательство стандартов, 1990 © Стандартинформ, 2005
то же, типа 2, исполнения А:
Подогреватель сока 2-А-125 СТ СЭВ 6697—90
то же, типа 3:
Теплообменник сока 3—125 СТ СЭВ 6697—90 то же, типа 4, исполнение В:
Подогреватель сока 4-В-125 СТ СЭВ 6697—90
2. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
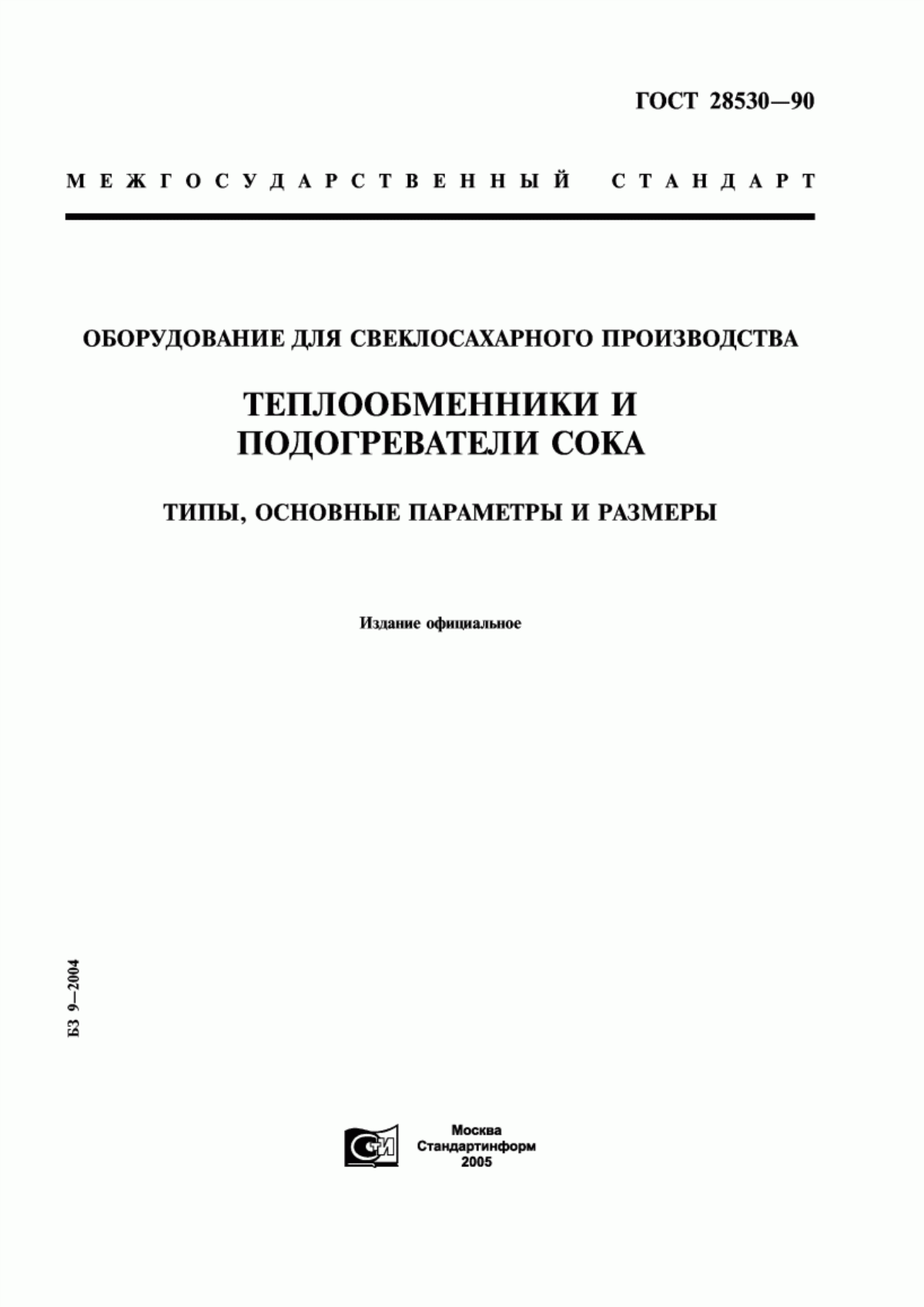
2.1. Основные параметры и размеры теплообменников типа 1 должны соответствовать указанным в табл. 1 и на черт. 1.
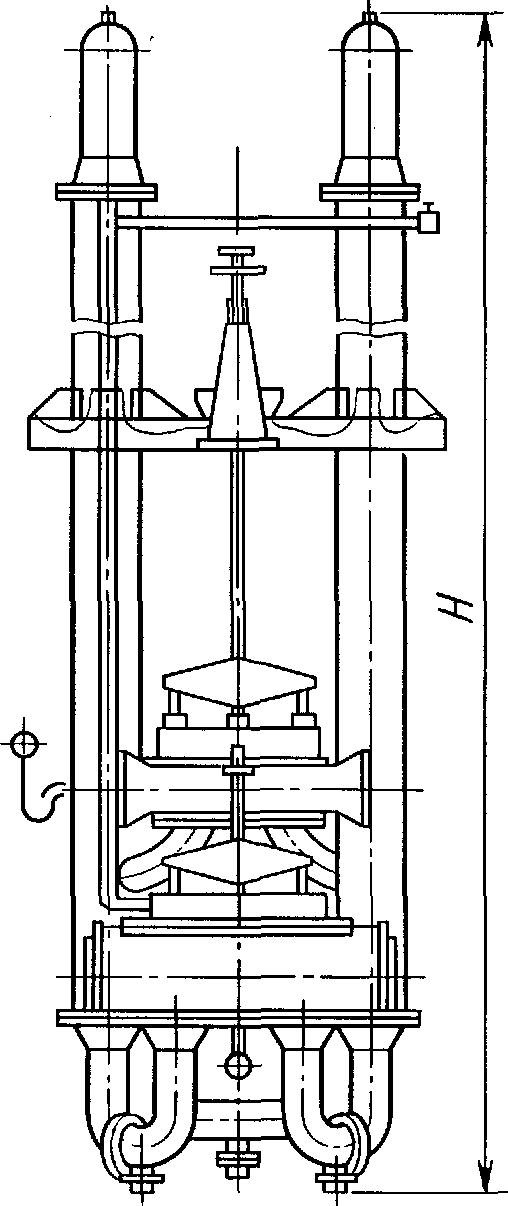
2.2. Основные параметры и размеры подогревателей типа 2 должны соответствовать указанным в табл. 2, 3 и на черт. 2.
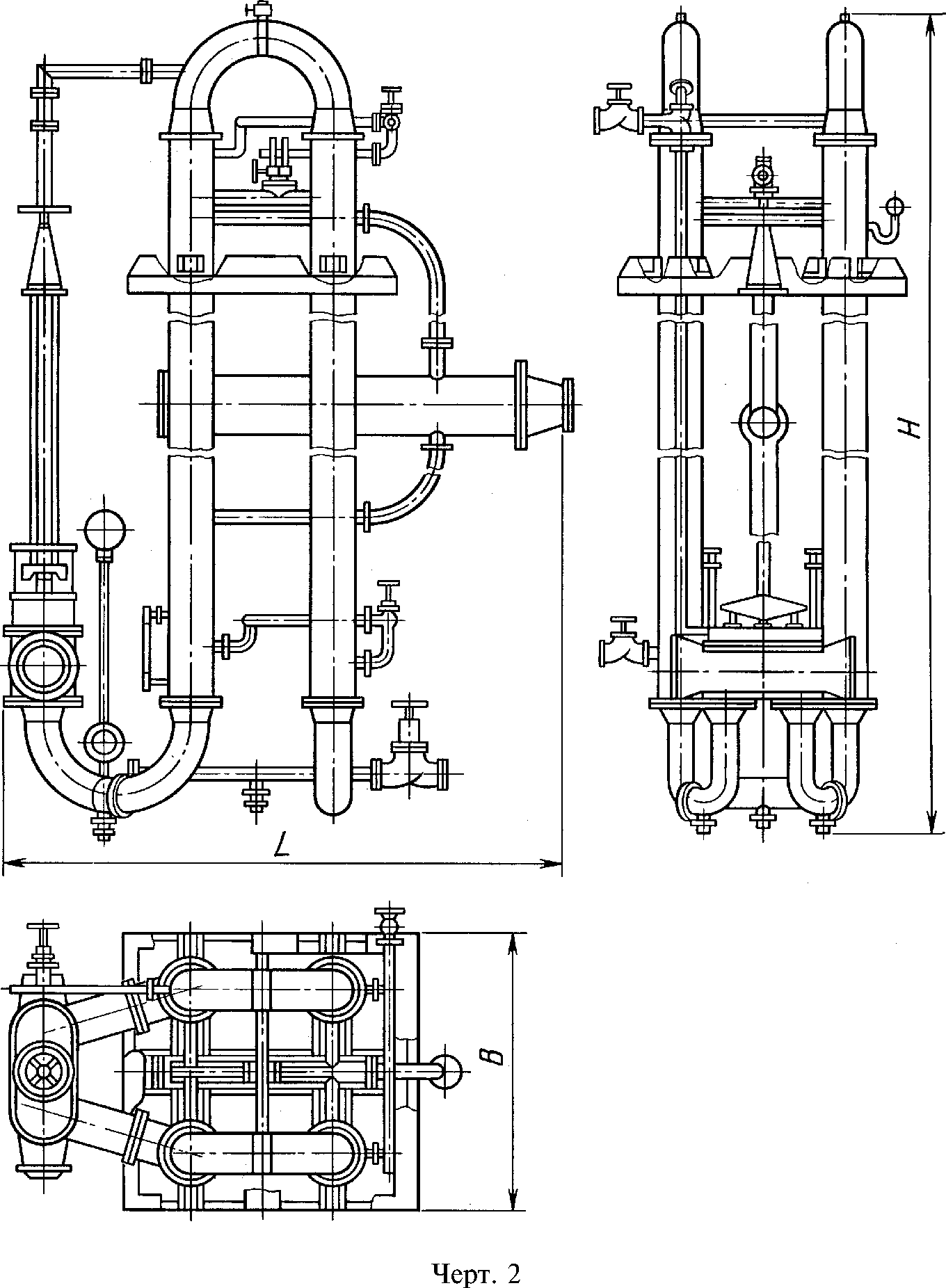
2.3. Основные параметры и размеры теплообменников типа 3 должны соответствовать указанным в табл. 4 и на черт. 3.
2.4. Основные параметры и размеры подогревателей типа 4 должны соответствовать указанным в табл. 5, 6 и на черт. 3.
Таблица 1
Наименование параметра | Значение | ||||||
1. Площадь поверхности теплообмена*, м2 | 20 | 40 | 60 | 80 | 125 | 180 | |
2. Техническая произво-дительность**, м3/ч | по диффузионному соку | 75 | 150 | 225 | 300 | — | — |
по дефекованному соку | — | 150 | 200 | 300 | 450 | 600 | |
3. Скорость движения сока*, м/с | От 2,5 до 3,0 | ||||||
4. Рабочее давление, МПа, не более | в конденсатной камере | 0,589 | |||||
в соковой камере | 0,589 | ||||||
5. Коэффициент автоматизации, не менее | 0,86 | ||||||
6. Габаритные размеры, мм, не более | длина L | 2010 | 2030 | 2400 | 2475 | 2880 | 3425 |
ширина В | 1400 | 1420 | 1750 | 1950 | 2030 | 2420 | |
высота Н | 6450 | 6300 | 6700 | 6700 | 7500 | 7900 | |
7. Масса аппарата***, кг, не более | 2100 | 2800 | 3800 | 4800 | 5900 | 9100 |
* Допустимые отклонения ± 7,5 %.
** Допустимые отклонения ± 15 %.
*** С комплектующими изделиями.
Тип /

Черт. 1
Таблица 2
Наименование параметра | Значение для исполнения | |||||||||
1. Площадь поверхности теплообмена*, м2 | А | В | ||||||||
30 | 60 | 30 | 40 | 60 | 80 | 125 | 180 | 240 | ||
2. Техническая производительность**, м3/ч | по дефекованному соку | — | — | 90 | 120 | 150 | 200 | 300 | 450 | 600 |
по соку I сатурации и соку перед выпарной установкой | 115 | 250 | 85 | 115 | 170 | 250 | 340 | |||
3. Скорость движения сока**, м/с | От 2,0 до 2,3 | |||||||||
4. Рабочее давление, МПа, не более | в паровой камере | 0,343 | ||||||||
в соковой камере | 0,589 | |||||||||
5. Коэффициент автоматизации, не менее | 0,80 | |||||||||
6. Габаритные размеры, мм, не более | длина L | 2000 | 2700 | 2500 | 2500 | 2520 | 3050 | 4200 | 4460 | 4635 |
ширина В | 1700 | 2220 | 1400 | 1400 | 1430 | 1930 | 2220 | 2420 | 2540 | |
высота Н | 6700 | 7400 | 6465 | 6450 | 6500 | 6900 | 7500 | 7900 | 8300 | |
7. Масса аппарата***, кг, не более | 2500 | 4500 | 3300 | 3500 | 4000 | 5900 | 6600 | 11470 | 13020 |
* Допустимые отклонения ± 7,5 %. ** Допустимые отклонения ± 15 %. *** С комплектующими изделиями.
П римечание. Техническая производительность определяется при нагреве сока с 10 °С до 16 °С (At = 6°).
Таблица 3
Наименование параметра | Значение (исполнение С) | |||||
1. Площадь поверхности теплообмена*, м2 | 30 | 45 | 60 | 90 | 125 | |
2. Техническая произво- | по диффузионному соку | 75 | 100 | 150 | 225 | 300 |
дительность**, м3/ч | по соку II сатурации | 90 | 115 | 170 | 270 | 340 |
3. Скорость движения сока**, м/с | От 2,8 до 3,5 | |||||
4. Рабочее давление, | в паровой камере | 0,343 | ||||
МПа, не более | в соковой камере | 0,589 | ||||
5. Коэффициент автоматизации, не менее | 0,80 | |||||
6. Габаритные размеры, мм, не более | длина L | 3050 | 3100 | 3100 | 3500 | 4020 |
ширина В | 1400 | 1400 | 1400 | 1600 | 1790 | |
высота Н | 6450 | 6450 | 6450 | 6700 | 6700 | |
7. Масса аппарата***, кг, не более | 3700 | 4500 | 4880 | 5960 | 8800 |
* Допустимые отклонения ± 7,5 %.
** Допустимые отклонения ± 15 %.
*** С комплектующими изделиями.
Тип 2
Наименование параметра | Значение | ||||||||
1. Площадь поверхности теплообмена*, м2 | 60 | 80 | 100 | 125 | 160 | 200 | 250 | 300 | |
2. Техническая произ-водительность*, м3/ч | по диффузионному соку | 60 | 75 | 95 | 110 | 150 | 190 | 240 | 300 |
по дефекованному соку | 70 | 90 | 110 | 135 | 170 | 210 | 275 | 340 | |
3. Скорость движения сока**, м/с | От 1,0 до 1,5 | ||||||||
4. Рабочее давление, МПа, не более | в конденсатной камере | 0,343 | |||||||
в соковой камере | 0,589 | ||||||||
5. Коэффициент автоматизации, не менее | 0,80 | ||||||||
6. Внутренний диаметр корпуса, мм, не более | 800 | 1000 | 1000 | 1100 | 1300 | 1400 | 1600 | 1700 | |
7. Высота аппарата Н, мм, не более | 4120 | 4120 | 4400 | 4400 | 4660 | 5100 | 5360 | 5360 |
Продолжение таблицы 4 | |
Наименование параметра | Значение |
8. Масса аппарата***, кг, не более | 2800 | 3600 | 3900 | 4700 | 5500 | 6800 | 9200 | 10300 |
* Допустимые отклонения ± 7,5 %. ** Допустимые отклонения ± 15 %. *** Без массы средств автоматизации.
Примечание. Техническая производительность определяется при нагреве сока с 10 °С до 20 °С (At= 10°).
Типы 3,^
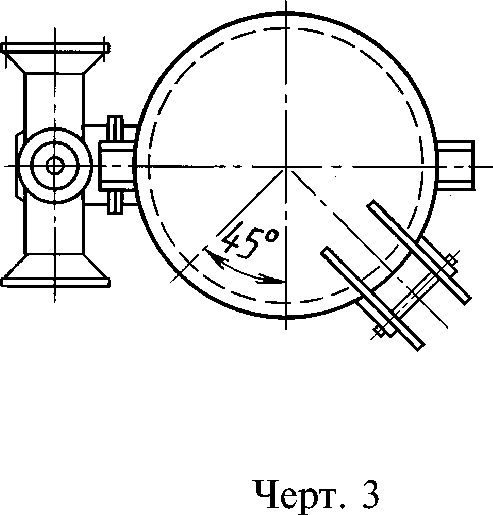
Примечание. Черт. 1—3 не определяют конструкцию.
Таблица 5
Значение для исполнения
в | С, D и F | ||||||||||||
1. Площадь поверхности теплообмена*, м2 | 125 | 200 | 250 | 40 | 60 | 80 | 100 | 125 | 160 | 200 | 250 | 300 | |
2. Техническая про-изводительность**, м3/ч | по диффузионному соку | 135 | 210 | 275 | 40 | 50 | 55 | 75 | 95 | 120 | 150 | ||
по сатурацион-ному соку | _ | _ | _ | 40 | 70 | 90 | 110 | 135 | 170 | 210 | 275 | 340 |
3. Скорость движения сока**, м/с
От 1 до 1,5
Продолжение таблицы 5
Наименование параметра | Значение для исполнения | |||||||||||
В | С, D и F | |||||||||||
4. Рабочее давление, МПа, не более | в паровой камере | 0,343 | 0,380 | |||||||||
в соковой камере | 0,589 | 0,589 | ||||||||||
5. Коэффициент автоматизации, не менее | 0,80 | |||||||||||
6. Внутренний диаметр корпуса D, мм, не более | 1100 | 1300 | 1400 | 700 | 800 | 1000 | 1000 | 1100 | 1200 | 1300 | 1600 | 1700 |
7. Высота аппарата Н, мм, не более | 4360 | 4670 | 4760 | 4600 | 4600 | 4700 | 4700 | 4700 | 4700 | 4700 | 4800 | 4800 |
8. Масса аппарата***, кг, не более | 4500 | 7100 | 8500 | 2000 | 2400 | 3400 | 3500 | 4300 | 5000 | 6500 | 8400 | 10300 |
* Допустимые отклонения ±7,5 %. ** Допустимые отклонения ± 15 %. *** Без массы средств автоматизации.
П римечание. Техническая производительность определяется при нагреве сока с 10 °С до 16 °С (At = 6°).
Таблица 6
Наименование параметра | Значение (исполнение Е) | ||||||||
1. Площадь поверхности теплообмена*, м2 | 40 | 60 | 80 | 100 | 125 | 160 | 200 | 300 | |
2. Техническая произ- | по диффузионному соку | _ | _ | 40 | 50 | 55 | 75 | 95 | 150 |
водительность**, м3/ч | по сатурационному соку | 40 | 70 | 90 | 110 | 135 | 170 | 210 | 340 |
3. Скорость движения сока**, м/с | От 1,0 до 1,5 | ||||||||
4. Рабочее давление, | в паровой камере | 0,343 | |||||||
МПа, не более | в соковой камере | 0,589 | |||||||
5. Коэффициент автоматизации, не менее | 0,80 | ||||||||
6. Внутренний диаметр корпуса D, мм, не более | 700 | 1000 | 1100 | 1100 | 1100 | 1300 | 1400 | 1600 | |
7. Высота Н, мм, не более | 4300 | 4300 | 4360 | 4360 | 4360 | 4500 | 4670 | 5360 | |
8. Масса аппарата***, | для диффузионного сока | 2480 | 3700 | 4000 | 4300 | 4600 | 5640 | 6900 | 10500 |
кг, не более | для сатурационного сока | 2300 | 3400 | 3700 | 3900 | 4220 | 5300 | 6400 | 10000 |
* Допустимые отклонения ±7,5 %.
** Допустимые отклонения ± 15 %.
*** Без массы средств автоматизации.
ПРИЛОЖЕНИЕ
Справочное
ОПРЕДЕЛЕНИЕ КОЭФФИЦИЕНТА АВТОМАТИЗАЦИИ
Значение коэффициента автоматизации (Ка) определяют по формуле
П
ZQiKi
Ка = “-.
io, К, + X Q / K'i
/= 1 /= 1
где Qj — количество одноименных г'-тых автоматизированных операций в технологическом процессе;
Q{ — количество одноименных г'-тых ручных операций в технологическом процессе;
п — количество отличающихся друг от друга автоматизированных операций в технологическом процессе; п' — количество отличающихся друг от друга ручных операций в технологическом процессе;
Щ — значение коэффициента весомости г'-й автоматизированной операции;
А/ — значение коэффициента весомости г'-й ручной операции.
Значения коэффициента весомости технологических операций, выполняемых в оцениваемом изделии, определяют, как правило, экспертным путем с учетом значимости операций.
Сумма значений коэффициентов весомости операций в пределах выполняемого изделия технологического процесса должна равняться единице.
При этом под терминами «технологический процесс» и «технологическая операция» следует понимать:
1) технологический процесс — часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда;
2) технологическая операция — законченная часть технологического процесса, выполняемая на одном рабочем месте.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ВНЕСЕН Министерством общего машиностроения СССР
2. Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 24.04.90 № 989 стандарт Совета Экономической Взаимопомощи СТ СЭВ 6697—89 «Оборудование для свеклосахарного производства. Теплообменники и подогреватели сока. Типы, основные параметры и размеры» введен в действие непосредственно в качестве государственного стандарта СССР с 01.01.91
3. ВВВДЕН ВПЕРВЫЕ
4. ПЕРЕИЗДАНИЕ. Май 2005 г.
Редактор В.Н. Копысов Технический редактор О.Н. Власова Корректор Р.А. Ментова Компьютерная верстка Л.А. Круговой
Подписано в печать 07.06.2005. Формат 60x841/8. Бумага офсетная. Гарнитура Таймс. Печать офсетная. Уел. печ. л. 1,40. Уч.-изд. л. 0,80. Тираж 45 экз. Зак. 96. С 1356.
ФГУП «Стандартинформ», 123995 Москва, Гранатный пер., 4. Набрано и отпечатано во ФГУП «Стандартинформ»
