ГОСТ 25255-82
(СТ СЭВ 1993-79)
Группа Г16
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
Подшипники качения
РОЛИКИ ЦИЛИНДРИЧЕСКИЕ ДЛИННЫЕ
Технические условия
Polling bearings. Long cilindrical rollers. Technical requirements
ОКП 469300
Срок действия с 01.07.1983
до 01.07.1988*
_______________________________
* Ограничение срока действия снято
постановлением Госстандарта России
от 27.07.92 N 781 (ИУС N 10, 1992 год). -
.
РАЗРАБОТАН Министерством автомобильной промышленности
ИСПОЛНИТЕЛИ
С.А.Доброборский (руководитель темы); Е.И.Завадская
ВНЕСЕН Министерством автомобильной промышленности
Зам. министра В.П.Коломников
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 12 мая 1982 г. N 1891
Настоящий стандарт распространяется на длинные цилиндрические ролики, применяемые в подшипниках качения и в виде отдельных деталей, и устанавливает их размеры и технические требования.
Стандарт полностью соответствует СТ СЭВ 1993-79.
1. РАЗМЕРЫ
1.1. Размеры роликов должны соответствовать указанным на чертеже и в табл.1.
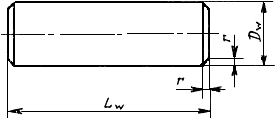
- номинальный диаметр ролика;
- номинальная длина ролика;
- номинальная координата фаски
Таблица 1
Размеры в мм
Масса 1000 шт., кг | |||
3 | 9 | 0,2 | 0,492 |
12 | 0,657 | ||
15 | 0,822 | ||
4 | 12 | 0,3 | 1,18 |
16 | 1,57 | ||
20 | 1,97 | ||
5 | 15 | 2,29 | |
20 | 3,06 | ||
25 | 3,83 | ||
6 | 18 | 4,00 | |
24 | 5,30 | ||
30 | 6,63 | ||
6,5 | 20 | 0,5 | 5,17 |
26 | 6,73 | ||
33 | 8,55 | ||
7 | 21 | 6,29 | |
24 | 7,20 | ||
28 | 8,40 | ||
35 | 10,50 | ||
7,5 | 22 | 7,57 | |
30 | 10,30 | ||
38 | 13,10 | ||
8 | 24 | 9,40 | |
32 | 12,60 | ||
40 | 15,70 | ||
9 | 27 | 13,40 | |
36 | 17,90 | ||
45 | 22,40 | ||
10 | 30 | 18,30 | |
40 | 24,50 | ||
50 | 30,70 | ||
12 | 36 | 0,8 | 31,70 |
48 | 42,40 | ||
60 | 53,00 | ||
15 | 45 | 62,00 | |
60 | 82,00 | ||
75 | 103,60 | ||
90 | 124,40 |
Примечания:
1. Масса роликов рассчитана при плотности стали 7,85 кг/дм.
2. По заказу потребителя допускается изготовление роликов с размерами, отличающимися от указанных в табл.1, при обеспечении остальных требований настоящего стандарта.
1.2. В средней части торцев ролика диаметром свыше 10 мм допускается технологическое углубление диаметром не более 0,6 диаметра ролика и глубиной не более 2 мм.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ролики должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Ролики должны изготовляться из подшипниковой стали марки ШХ15 по ГОСТ 801-78. По согласованию с потребителем допускается изготовление роликов из сталей других марок.
2.3. Ролики должны быть термически обработаны до твердости HRC 60...65.
2.4. Микроструктура роликов диаметром до 5 мм после закалки и отпуска должна состоять из скрытокристаллического или мелкокристаллического мартенсита с мелкими карбидами.
2.5. Ролики должны изготовляться трех степеней точности, обозначаемых в порядке снижения точности цифрами: I, II, III.
2.6. Предельные отклонения размеров, отклонения формы и расположения поверхностей, а также шероховатость поверхностей роликов приведены в табл.2 и 3.
Таблица 2
Степень точности |
| Предельные отклонения диаметра роликов, применяемых | Разнораз- | Отклонения формы и расположения | Шероховатость цилиндрической поверхности | ||||
в виде отдельных деталей | в подшипниках | Непостоян- | Огран- | Торцевое биение | Бочкообраз- | ||||
мкм, не более | |||||||||
I | До 6 | +10,25 | +16 | 0,5 | 0,3 | 0,4 | 3 | 2 | 0,08 |
Св. 6 до 15 | +10,50 | 1,0 | 0,5 | 0,8 | 6 | ||||
II | До 6 | +10,50 | 0,16 | ||||||
Св. 6 до 15 | +11,00 | 2,0 | 1,0 | 1,5 | 10 | ||||
III | До 6 | +13,00 | |||||||
Св. 6 до 15 | +14,00 | 4,0 | 2,0 | 3,0 | 20 | 4 | 0,20 | ||
Примечания:
1. Торцевое биение роликов, применяемых в подшипниках с кольцами без бортиков, допускается увеличивать в два раза.
2. Допуски диаметра и отклонений формы, кроме бочкообразности, установлены в среднем сечении.
Таблица 3
Степень точности |
| Предельные отклонения длины роликов, применяемых | Разноразмерность по диаметру | Конусо- | Выпуклость торца ролика (без углубления на торцах) | Шероховатость торцевой поверхности | |
в виде отдельных деталей | в подшипниках | ||||||
мкм, не более | |||||||
I | До 30 в ключ. | +1,5 | 0 | 3 | 0,6 | 2 | 0,16 |
Св. 30 до 50 включ. | +3,0 | 0 | 6 | 1,0 | |||
II | До 30 включ. | +3,0 | 1,5 | 3 | 0,32 | ||
Св. 30 до 50 включ. | +5,0 | 10 | 2,0 | ||||
Св. 50 до 90 включ. | +5,0 | 2.5 | |||||
III | До 30 включ. | +15,0 | 0 | 3,0 | 0,63 | ||
Св. 30 до 50 включ. | +30,0 | 0 | 20 | 3,5 | |||
Св. 50 до 90 включ. | +45,0 | 30 | 4,0 | ||||
Предельные отклонения среднего диаметра и длины роликов, применяемых в подшипниках качения, - по отраслевой нормативно-технической документации на ролики.
2.7. Ролики должны быть рассортированы на группы по диаметру и длине. По заказу потребителя ролики, применяемые в виде отдельных деталей, допускается не сортировать по диаметру и (или) длине.
2.8. Предельные координаты фасок роликов должны соответствовать указанным в табл.4.
Таблица 4
мм
Предельные координаты фасок | ||
|
| |
0,2 | 0,1 | 0,4 |
0,3 | 0,2 | 0,5 |
0,5 | 0,3 | 0,8 |
0,8 | 0,5 | 1,2 |
2.9. Ролики не должны иметь трещин, раковин, коррозии, а также пятен вторичной закалки или вторичного отпуска. Не допускаются забоины и вмятины, видимые невооруженным глазом. На рабочей поверхности роликов не допускаются ожоги, следы обезуглероживания и другие дефекты, выявляемые травлением или дефектоскопом.
2.10. Ролики должны быть размагничены.
2.11. Седлообразность роликов не допускается.
2.12. Вогнутость торцев роликов не допускается.
2.13. Условное обозначение длинного цилиндрического ролика должно состоять из номинального диаметра и номинальной длины в миллиметрах, степени точности, при необходимости с указанием отсутствия сортировки и обозначения настоящего стандарта.
Пример условного обозначения длинного цилиндрического ролика диаметром 6 мм, длиной 24 мм, III степени точности:
![]()
То же, без сортировки по длине:
![]()
То же, без сортировки по диаметру и длине:
![]()
2.14. Пояснения терминов, применяемых в стандарте, приведены в справочном приложении.
3. ПРАВИЛА ПРИЕМКИ
3.1. Для проверки соответствия роликов требованиям настоящего стандарта следует проводить приемочный контроль.
3.2. При приемочном контроле ролики проверяют на соответствие:
пп.2.6. (кроме шероховатости) и 2.8 - 1% от партии, но не менее 15 шт.;
пп.2.6 (в части шероховатости), 2.9-2.12 - 0,1% от партии, но не менее 10 шт.
3.3. При несоответствии роликов хотя бы одному требованию настоящего стандарта проводят повторный контроль удвоенного числа роликов, взятых из этой же партии.
Результаты повторного контроля распространяют на всю партию.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль твердости (п.2.3) - по ГОСТ 9013-59.
4.1.1. Твердость роликов следует измерять на торцевой или цилиндрической поверхности.
При измерении твердости вдавливанием алмазного конуса в цилиндрическую поверхность твердость роликов с учетом искажающего влияния кривизны поверхности определяют для роликов диаметром до 5 мм по табл.5, от 5 до 15 мм - по табл.6.
Таблица 5
| Твердость цилиндрической поверхности HRA при измеренной твердости НRА | |||||||||
79,0 | 79,5 | 80,0 | 80,5 | 81,0 | 81,5 | 82,0 | 82,5 | 83,0 | 83,5 | |
3,0 | 80,7 | 81,1 | 81,5 | 81,9 | 82,3 | 82,7 | 83,2 | 83,6 | 84,1 | 84,5 |
3,5 | 80,4 | 80,8 | 81,3 | 81,7 | 82,2 | 82,6 | 83,0 | 83,4 | 83,9 | 84,3 |
4,0 | 80,2 | 80,6 | 81,1 | 81,5 | 82,0 | 82,4 | 82,8 | 83,3 | 83,7 | 84,2 |
4,5 | 80,1 | 80,5 | 81,0 | 81,4 | 81,9 | 82,3 | 82,8 | 83,2 | 83,7 | 84,1 |
Таблица 6
| Твердость цилиндрической поверхности HRC при измеренной твердости НRC | ||||||||
56 | 57 | 58 | 59 | 60 | 61 | 62 | 63 | 64 | |
5,0 | 59,0 | 60,0 | 60,5 | 61,5 | 62,5 | 63,5 | 64,0 | 65,0 | 66,0 |
6,0 | 58,5 | 59,5 | 60,5 | 61,0 | 62,0 | 63,0 | 64,0 | 65,0 | 65,5 |
6,5 | 58,5 | 59,5 | 60,5 | 61,0 | 62,0 | 63,0 | 64,0 | 65,0 | 65,5 |
7,0 | 58,0 | 59,0 | 60,0 | 61,0 | 61,5 | 62,5 | 63,5 | 64,5 | 65,5 |
7,5 | 58,0 | 59,0 | 60,0 | 61,0 | 61,5 | 62,5 | 63,5 | 64,5 | 65,0 |
8,0 | 58,0 | 59,0 | 59,5 | 60,5 | 61,5 | 62,5 | 63,5 | 64,0 | 65,0 |
9,0 | 57,5 | 58,5 | 59,5 | 60,5 | 61,5 | 62,0 | 63,0 | 64,0 | 65,0 |
10,0 | 57,5 | 58,5 | 59,5 | 60,0 | 61,0 | 62,0 | 63,0 | 64,0 | 65,0 |
12,0 | 57,0 | 58,0 | 59,0 | 60,0 | 61,0 | 62,0 | 62,5 | 63,5 | 64,5 |
15,0 | 57,0 | 58,0 | 59,0 | 60,0 | 60,5 | 61,5 | 62,5 | 63,5 | 64,5 |
4.2. Качество термической обработки (пп.2.3, 2.4) роликов диаметром до 5 мм следует проверять по твердости или микроструктуре. Качество термической обработки роликов диаметром свыше 5 мм следует проверять по твердости.
4.3. Огранку роликов (п.2.6) следует контролировать на приборе, показывающем действительные значения.
Если измерения производят на приборах или призмах, не дающих действительных значений, то полученные результаты измерений пересчитывают. При этом полученные в результате пересчета значения не должны превышать значений, указанных в табл.2.
4.4. Торцевое биение ролика (п.2.6) следует измерять при вращении ролика в призме. Неподвижный упор устанавливают в центре торца ролика по его оси, а наконечник измерительной головки прибора устанавливают к противоположному или тому же торцу ролика параллельно его оси на расстоянии 3 от образующей ролика.
Если упор и наконечник измерительной головки прибора устанавливают к одному торцу ролика параллельно его оси в противоположных точках на расстоянии 3 от образующей, то значения торцевого биения, указанные в табл.2, удваивают.
4.5. Диаметр ролика и непостоянство диаметра (п.2.6) следует измерять в среднем сечении при вращении ролика между плоскостью и измерительным стержнем прибора, перпендикулярным к плоскости, или между опорной точкой и измерительным стержнем прибора, ось которого проходит через опорную точку.
Для ориентации ролика допускается применять боковой упор.
4.6. Выпуклость (п.2.6) и отсутствие вогнутости (п.2.12) торца ролика контролируют на плоском столе при относительном взаимном перемещении ролика и наконечника измерительной головки в радиальном направлении. Перемещение производят от центра торца ролика или от края выемки на торце, при ее наличии, до расстояния 3 от образующей ролика. Ось наконечника измерительной головки должна быть перпендикулярна к плоскости стола и торцу ролика.
4.7. Длину ролика (п.2.6) следует измерять на плоском столе. Ось наконечника измерительной головки прибора должна быть перпендикулярна к плоскости стола и торцу ролика и установлена на расстоянии от образующей ролика не менее 3.
4.8. При контроле конусообразности (п.2.6) измерение диаметров следует производить в сечениях на расстоянии 3 от торцев.
4.9. При контроле отсутствия бочкообразности (п.2.6) и седлообразности (п.2.11) измерение диаметров следует производить в среднем сечении и в сечениях на расстоянии 3 от торцев.
4.10. Шероховатость поверхностей роликов (п.2.6) следует измерять на приборах.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Для защиты от коррозии ролики должны быть подвергнуть консервации.
Ролики должны храниться только в упаковке изготовителя. Помещение склада должно иметь постоянную температуру (20±5) °С и относительную влажность не более 60%.
5.2. Ролики одной партии (отсортированной группы), применяемые в виде отдельных деталей, после консервации упаковывают в коробки, а затем в ящики по ГОСТ 16148-79. Допускается применять другие виды транспортной тары, обеспечивающие сохранность роликов и внутренней упаковки, не допускающие попадания внутрь капельно-жидкой влаги и не выделяющие коррозионно-активных веществ.
Тара должна быть выстлана изнутри битумной бумагой по ГОСТ 515-77 или полимерной пленкой по ГОСТ 16272-79, ГОСТ 10354-73*, или другими материалами, обеспечивающими сохранность роликов.
______________
* На территории Российской Федерации действует ГОСТ 10354-82. - .
5.3. Допускается упаковывать в одну тару коробки с роликами одного номинального диаметра и длины, одной степени точности, но разных отсортированных групп.
5.4. В каждую коробку с роликами вкладывают паспорт, в котором должны быть указаны:
наименование или товарный знак предприятия-изготовителя;
условное обозначение роликов;
среднее отклонение от номинального диаметра ![]() и номинальной длины
и номинальной длины ![]() роликов в партии (группе);
роликов в партии (группе);
масса или число роликов;
дата консервации (месяц, год);
срок сохранности роликов в упаковке;
штамп технического контроля предприятия-изготовителя.
5.5. Коробки после укладывания в них роликов должны быть оклеены бандеролью.
На бандероли должны быть указаны:
наименование или товарный знак предприятия-изготовителя;
условное обозначение роликов;
среднее отклонение от номинального диаметра ![]() номинальной длины
номинальной длины ![]() роликов в партии (группе);
роликов в партии (группе);
масса или число роликов;
дата консервации (месяц, год).
Примечание. Допускается замена бандероли другими упаковочными средствами, обеспечивающими сохранность упаковки, и эти данные должны быть нанесены на коробку (п.5.5).
5.6. Укладка коробок с роликами в тару должна быть плотной, чтобы они не перемещались при транспортировании. Пустоты тары должны быть заполнены бумагой или отходами картона.
5.7. В тару должен быть вложен паспорт, в котором указывают:
наименование или товарный знак предприятия-изготовителя;
условное обозначение роликов;
массу или число роликов;
дату консервации (месяц, год);
срок сохраняемости в упаковке;
штамп технического контроля предприятия-изготовителя.
5.8. Маркировка транспортной тары должна производиться в соответствии с ГОСТ 14192-77*.
________________
* На территории Российской Федерации действует ГОСТ 14192-96. Здесь и далее по тексту. - .
Дополнительно к основным надписям должны быть указаны:
условное обозначение роликов;
масса роликов нетто, брутто;
манипуляционные знаки по ГОСТ 14192-77, соответствующие надписям "Осторожно, хрупкое", "Боится сырости".
5.9. Ролики транспортируют любым видом транспорта при условии защиты их от воздействия влаги. Допускается транспортирование роликов в пакетах из тары, уложенной по определенной схеме на поддоне или без него, обтянутой металлической лентой или другим материалом, обеспечивающим неизменность формы и сохранность пакета.
6. ГАРАНТИЯ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель должен гарантировать соответствие роликов требованиям настоящего стандарта при соблюдении условий транспортирования и хранения, установленных настоящим стандартом,
6.2. Гарантийный срок хранения роликов - 24 мес с даты изготовления (месяц, год).
ПРИЛОЖЕНИЕ
Справочное
ТЕРМИНЫ, ИХ ОБОЗНАЧЕНИЯ И ПОЯСНЕНИЯ
Термин, обозначение | Пояснение |
Длинный цилиндрический ролик | |
Номинальный диаметр ролика | |
Номинальная длина ролика | |
Непостоянство единичного диаметра ролика в единичной радиальной плоскости | |
Конусообразность ролика | |
Разноразмерность роликов по диаметру (длине) | |
Средний диаметр ролика в единичном сечении | |
Отклонение единичной длины ролика | |
Среднее сечение | |
Отклонение среднего диаметра ролика в единичном сечении | |
Предельные отклонения | По ГОСТ 6870-81 |
Огранка | |
Бочкообразность | |
Седлообразность | |
Выпуклость | |
Вогнутость | |
Торцевое биение ролика | |
Средний диаметр партии (группы) | Среднее арифметическое наибольшего и наименьшего средних диаметров в партии (группе) |
Среднее отклонение от номинального диаметра (номинальной длины) в партии (группе) | |
Степень точности роликов | |
Партия роликов | |
Отсортированная группа | |
Группа | |
Единичная координата фаски ролика с плоским горцем |
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1982
