ГОСТ 22696-2013
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Подшипники качения
РОЛИКИ ЦИЛИНДРИЧЕСКИЕ
Технические условия
Rolling bearings. Cylindrical rollers. Specifications
ОКС 21.100.20
ОКП 46 9200
Дата введения 2015-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Порядок разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Инжиниринговый центр ЕПК" (ООО "ИЦ ЕПК")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 307 "Подшипники качения"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации по переписке (протокол от 18 октября 2013 г. N 60-П)
За принятие стандарта проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
(Поправка. ИУС N 12-2021).
4 Настоящий стандарт соответствует международному стандарту ISO 12297:2012* Rolling bearings - Steel cylindrical rollers - Dimensions and tolerances (Подшипники качения. Стальные цилиндрические ролики. Размеры и допуски).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Степень соответствия - неэквивалентная (NEQ)
5 Приказом Федерального агентства по техническому регулированию и метрологии от 31 октября 2013 г. N 1301-ст межгосударственный стандарт ГОСТ 22696-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2015 г.
6 ВЗАМЕН ГОСТ 22696-77
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет.
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 3, 2020 год; поправка, опубликованная в ИУС N 12, 2021 год
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на цилиндрические ролики с прямолинейной образующей и плоскими торцами, применяемые в подшипниках качения и в виде отдельных деталей, с отношением длины ролика к диаметру ролика не более 3.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие межгосударственные стандарты:
ГОСТ 515-77 Бумага упаковочная битумированная и дегтевая. Технические условия
ГОСТ 801-78 Сталь подшипниковая. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 9013-59 Металлы. Метод измерения твердости по Роквеллу
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 16148-79 Ящики деревянные для подшипников качения. Технические условия
ГОСТ 16272-79 Пленка поливинилхлоридная пластифицированная техническая. Технические условия
ГОСТ 17527-2003 Упаковка. Термины и определения
ГОСТ 24955-81 Подшипники качения. Термины и определения
ГОСТ 25256-2013 Подшипники качения. Допуски. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 17527, ГОСТ 24955 и ГОСТ 25256, а также следующие термины с соответствующими определениями:
3.1 цилиндрический ролик (cylindrical roller): Ролик, образующая наружной поверхности которого является прямой линией, параллельной оси ролика.
3.2 номинальный диаметр ролика (nominal roller diameter): Значение диаметра, принимаемое для общей идентификации диаметра ролика.
3.3 единичный диаметр ролика (single roller diameter): Расстояние между двумя параллельными друг другу касательными к действительной поверхности ролика, расположенными в одной радиальной плоскости.
3.4 средний диаметр ролика в единичной плоскости (mean roller diameter in a single plane): Среднеарифметическое значение наибольшего и наименьшего единичных диаметров ролика в единичной радиальной плоскости.
3.5 средний диаметр ролика (mean roller diameter): Среднеарифметическое значение наибольшего и наименьшего единичных диаметров ролика.
3.6 непостоянство диаметра ролика в единичной плоскости (variation of roller diameter in a single plane): Разность между наибольшим и наименьшим единичными диаметрами ролика в единичной радиальной плоскости.
3.7 непостоянство среднего диаметра ролика (variation of mean roller diameter): Разность между наибольшим и наименьшим средними диаметрами цилиндрической части ролика в единичных радиальных плоскостях.
Примечание - Частным случаем непостоянства среднего диаметра ролика является конусообразность, определяемая как разность между наибольшим и наименьшим средними диаметрами ролика в крайних плоскостях его цилиндрической части.
3.8 номинальная длина ролика (nominal roller length): Значение длины, принимаемое для общей идентификации длины ролика.
3.9 единичная длина ролика (single roller length): Расстояние между двумя точками торцов в пределах нормируемого участка, лежащими на одной прямой, параллельной оси ролика.
3.10 средняя длина ролика (mean roller length): Среднеарифметическое значение наибольшей и наименьшей единичных длин ролика.
3.11 номинальный размер фаски (nominal chamfer dimension): Размер фаски ролика, используемый как базовый.
Примечание - Номинальный размер фаски соответствует наименьшему единичному размеру фаски.
3.12 радиальный единичный размер фаски (single radial chamfer dimension): Расстояние между вершиной воображаемого угла ролика и точкой на линии пересечения поверхности фаски с торцом ролика в единичной осевой плоскости.
3.13 осевой единичный размер фаски (single axial chamfer dimension): Расстояние между вершиной воображаемого угла ролика и точкой на линии пересечения поверхности фаски с наружной поверхностью ролика в единичной осевой плоскости.
3.14 наименьший единичный размер фаски (smallest single chamfer dimension): Наименьший предельный радиальный и осевой единичный размер фаски ролика.
3.15 наибольший единичный размер фаски (largest single chamfer dimension): Наибольший предельный радиальный и осевой единичный размер фаски ролика.
3.16 торцовое биение ролика (runout of roller end face): Разность между наибольшим и наименьшим расстояниями от точек реального профиля торцовой поверхности до плоскости, перпендикулярной оси ролика.
Примечание - Торцовое биение определяют в торцовой плоскости цилиндром заданного диаметра, соосным с осью ролика, а если диаметр не задан, то в плоскости любого (в том числе и наибольшего) диаметра торцовой поверхности.
3.17 круглость цилиндрической поверхности ролика (deviation from circular form of roller outside diameter surface): Наибольшее расстояние в радиальном направлении от точек реального профиля до прилегающей окружности.
3.18 шероховатость поверхности (surface roughness): Неровности поверхности, расположенные на относительно небольших расстояниях друг от друга, которые обычно включают в себя неровности, возникшие в результате использованного метода изготовления и/или по каким-либо другим причинам.
Примечание - Эти неровности обычно рассматриваются в установленных пределах, например в пределах базовой длины.
3.19 партия роликов (roller lot): Определенное количество роликов одного размера и степени точности, изготовленных в одинаковых условиях из одинакового материала и предъявляемых к приемке по одному документу.
3.20 группа диаметра ролика (roller diameter gauge): Значение отклонения от номинального диаметра ролика, выбранное из установленного дискретного ряда значений отклонений.
Примечание 1 - Каждая группа диаметра ролика есть целое кратное интервала группы диаметра ролика, установленного для рассматриваемой степени точности ролика.
Примечание 2 - Группу диаметра ролика в комбинации со степенью точности и номинальным диаметром ролика следует рассматривать как наиболее точную характеристику размера ролика, которая будет использоваться покупателем в целях заказа.
3.21 интервал группы диаметра (interval of roller diameter gauge): Длина каждого из интервалов, на которые подразделен диапазон допустимых средних диаметров партий роликов.
3.22 партия группы диаметра (roller diameter gauge lot): Партия роликов, отсортированная по диаметру в соответствии со степенью точности и имеющая определенную группу диаметра ролика.
3.23 средний диаметр партии роликов (mean diameter of roller lot): Среднеарифметическое значение средних диаметров в единичной радиальной плоскости ролика, имеющего наибольший такой диаметр, и ролика, имеющего наименьший такой диаметр, в партии роликов.
3.24 группа диаметра партии роликов (diameter gauge of roller lot): Группа диаметра ролика, отличающаяся от среднего диаметра партии роликов не более чем на половину интервала группы диаметра ролика.
3.25 группа длины ролика (roller length gauge): Значение отклонения от номинальной длины ролика, выбранное из установленного дискретного ряда значений отклонений.
Примечание - Каждая группа длины ролика есть целое кратное интервала группы длины ролика, установленного для определенной номинальной длины ролика.
3.26 интервал группы длины (interval of roller length gauge): Длина каждого из интервалов, на которые подразделен диапазон допустимых средних длин партий роликов.
3.27 партия группы длины (roller length gauge lot): Партия роликов, отсортированная по длине в соответствии со степенью точности и имеющая определенную группу длины ролика.
3.28 средняя длина партии роликов (mean length of roller lot): Среднеарифметическое значение средних длин ролика, имеющего наибольший такой диаметр, и ролика, имеющего наименьший такой диаметр, в партии роликов.
3.29 группа длины партии роликов (length gauge of roller lot): Группа длины ролика, отличающаяся от средней длины партии роликов не более чем на половину интервала группы длины ролика.
3.30 разноразмерность диаметра партии роликов (diameter variation of roller lot): Разность между средними диаметрами в единичной радиальной плоскости ролика, имеющего наибольший такой диаметр, и ролика, имеющего наименьший такой диаметр, в партии группы роликов.
Примечание - Для цилиндрических роликов используют радиальную плоскость, проходящую через середину длины ролика.
3.31 разноразмерность длины партии роликов (length variation of roller lot): Разность между средними длинами ролика, имеющего наибольшую такую длину, и ролика, имеющего наименьшую такую длину, в партии роликов.
3.32 степень точности ролика (roller grade): Определенная комбинация допусков размера и формы, шероховатости поверхности и сортировочных допусков роликов.
3.33 твердость (hardness): Мера сопротивления проникновению, определяемая специальными методами.
3.34 цилиндрическая поверхность ролика (roller outside diameter surface): Цилиндрическая поверхность ролика, имеющая длину, равную полезной длине ролика.
Примечание - Полезной длиной ролика является его номинальная длина за вычетом номинальных осевых размеров двух фасок.
3.35 прямолинейность образующей ролика (straightness of roller generatrix): Наибольшее расстояние от точек реального профиля цилиндрической поверхности ролика до прилегающей прямой линии в пределах нормируемого участка.
3.36 седлообразность ролика (roller bow): Форма профиля продольного сечения цилиндрической поверхности ролика, при которой образующие непрямолинейны и диаметры уменьшаются от краев к середине.
3.37 плоскостность торца ролика (roller end face flatness): Наибольшее расстояние от точек реальной поверхности торца ролика до прилегающей плоскости.
3.38 вогнутость торца ролика (roller end face concavity): Форма торца ролика, при которой удаление точек реальной поверхности от прилегающей плоскости увеличивается от периферии к середине.
3.39 бандероль: Широкая бумажная обертка лентой на упаковке продукции.
3.40 барьерное упаковывание (barrier packaging): Упаковывание, обеспечивающее изоляцию от внешней среды и противокоррозионную защиту роликов.
4 Обозначения
В настоящем стандарте использованы следующие обозначения.
- номинальный диаметр ролика;
![]() - средний диаметр партии роликов;
- средний диаметр партии роликов;
![]() - средний диаметр ролика в единичной плоскости;
- средний диаметр ролика в единичной плоскости;
- интервал группы диаметра;
- интервал группы длины;
- полезная длина ролика,
![]() ;
;
- номинальная длина ролика;
- средняя длина партии роликов;
- единичная длина ролика;
- номинальный размер фаски;
- единичный размер фаски;
- наименьший единичный размер фаски;
- наибольший единичный размер фаски;
- торцевое биение ролика;
- разноразмерность диаметра партии роликов;
![]() - конусообразность ролика;
- конусообразность ролика;
![]() - непостоянство диаметра ролика в единичной плоскости;
- непостоянство диаметра ролика в единичной плоскости;
- разноразмерность длины партии роликов;
![]() - отклонение среднего диаметра ролика в единичной плоскости;
- отклонение среднего диаметра ролика в единичной плоскости;
- плоскостность торца ролика;
- отклонение единичной длины ролика;
- круглость цилиндрической поверхности ролика;
- прямолинейность образующей ролика.
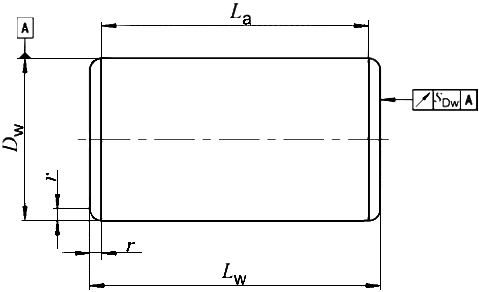
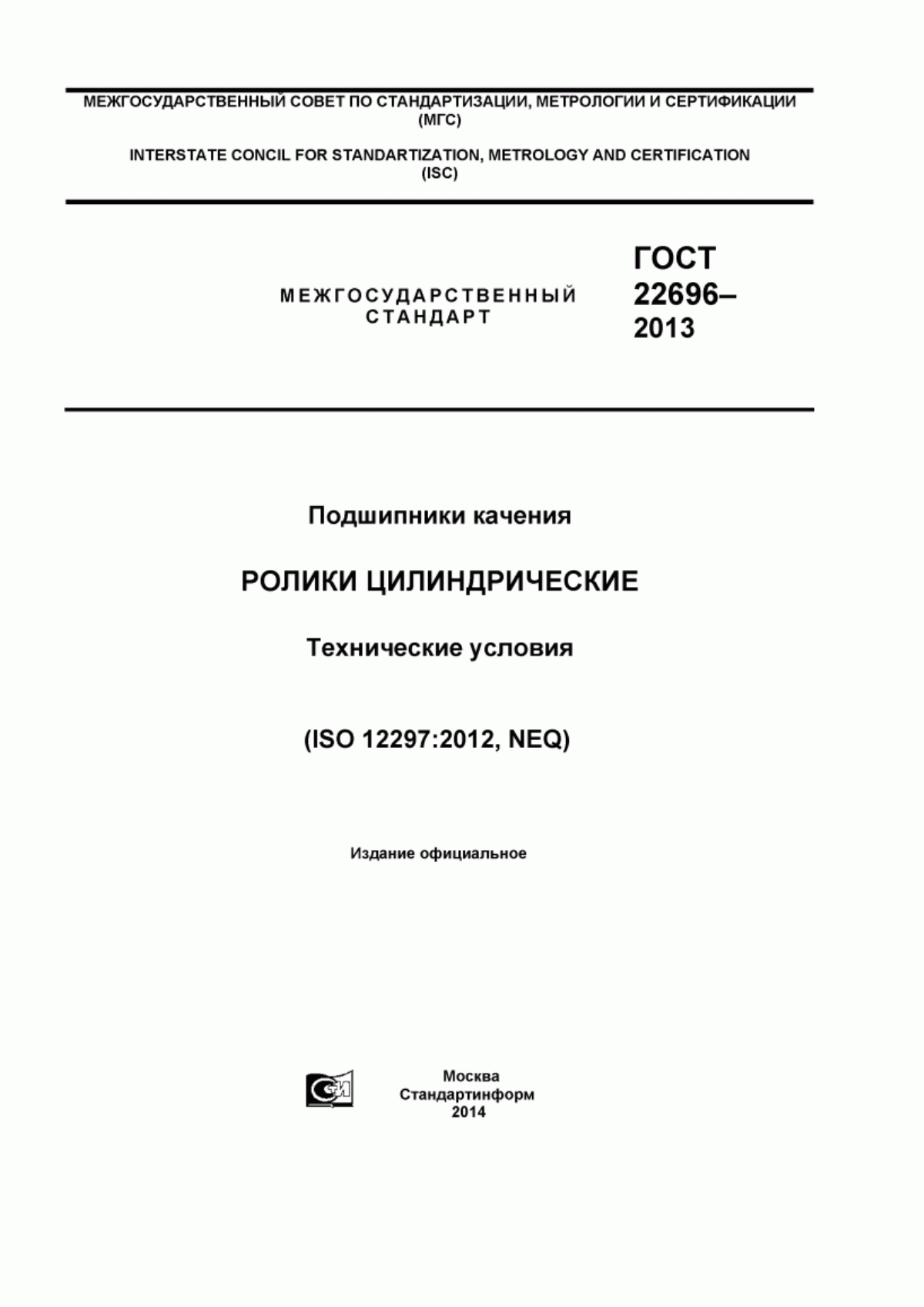
Рисунок 1 - Цилиндрический ролик
5 Размеры
5.1 Номинальные диаметры роликов, номинальные длины роликов, наименьшие и наибольшие единичные размеры фасок, а также ориентировочная масса партии роликов в 1000 шт. указаны в таблице 1.
Примечание - Масса роликов рассчитана для стали плотностью 7,85 кг/дм при учете номинальных размеров фасок, выполненных в виде закруглений.
Таблица 1 - Размеры цилиндрических роликов и масса роликов
Размеры в миллиметрах
Масса 1000 шт., кг | ||||
3 | 3 | 0,1 | 0,4 | 0,16 |
3 | 4 | 0,1 | 0,4 | 0,22 |
3 | 5 | 0,1 | 0,4 | 0,27 |
3,5 | 5 | 0,1 | 0,5 | 0,37 |
4 | 4 | 0,2 | 0,5 | 0,38 |
4 | 6 | 0,2 | 0,5 | 0,58 |
4 | 8 | 0,2 | 0,5 | 0,78 |
4,5 | 4,5 | 0,2 | 0,5 | 0,55 |
4,5 | 6 | 0,2 | 0,5 | 0,74 |
5 | 5 | 0,2 | 0,5 | 0,76 |
5 | 8 | 0,2 | 0,5 | 1,22 |
5 | 10 | 0,2 | 0,5 | 1,52 |
5,5 | 5,5 | 0,2 | 0,5 | 1,01 |
5,5 | 8 | 0,2 | 0,5 | 1,47 |
6 | 6 | 0,2 | 0,5 | 1,31 |
6 | 8 | 0,2 | 0,5 | 1,75 |
6 | 9 | 0,2 | 0,5 | 1,98 |
6 | 10 | 0,2 | 0,5 | 2,20 |
6 | 12 | 0,2 | 0,5 | 2,64 |
6,5 | 6,5 | 0,2 | 0,8 | 1,67 |
6,5 | 8 | 0,2 | 0,8 | 2,06 |
6,5 | 9 | 0,2 | 0,8 | 2,32 |
7 | 7 | 0,2 | 0,8 | 2,09 |
7 | 10 | 0,2 | 0,8 | 2,99 |
7 | 14 | 0,2 | 0,8 | 4,19 |
7,5 | 7,5 | 0,2 | 0,8 | 2,57 |
7,5 | 9 | 0,2 | 0,8 | 3,09 |
7,5 | 10 | 0,2 | 0,8 | 3,43 |
7,5 | 11 | 0,2 | 0,8 | 3,78 |
8 | 8 | 0,3 | 0,8 | 3,12 |
8 | 10 | 0,3 | 0,8 | 3,90 |
8 | 12 | 0,3 | 0,8 | 4,69 |
8 | 14 | 0,3 | 0,8 | 5,47 |
8 | 16 | 0,3 | 0,8 | 6,26 |
8 | 20 | 0,3 | 0,8 | 7,83 |
9 | 9 | 0,3 | 0,8 | 4,43 |
9 | 10 | 0,3 | 0,8 | 4,93 |
9 | 12 | 0,3 | 0,8 | 5,92 |
9 | 13 | 0,3 | 0,8 | 6,42 |
9 | 14 | 0,3 | 0,8 | 6,92 |
10 | 10 | 0,3 | 0,8 | 6,09 |
10 | 11 | 0,3 | 0,8 | 6,71 |
10 | 14 | 0,3 | 0,8 | 8,55 |
10 | 15 | 0,3 | 0,8 | 9,16 |
10 | 16 | 0,3 | 0,8 | 9,77 |
10 | 17 | 0,3 | 0,8 | 10,39 |
10 | 25 | 0,3 | 0,8 | 15,30 |
11 | 11 | 0,3 | 1,0 | 8,12 |
11 | 12 | 0,3 | 1,0 | 8,86 |
11 | 13 | 0,3 | 1,0 | 9,60 |
11 | 15 | 0,3 | 1,0 | 11,09 |
11 | 20 | 0,3 | 1,0 | 14,80 |
12 | 12 | 0,3 | 1,0 | 10,55 |
12 | 14 | 0,3 | 1,0 | 12,32 |
12 | 16 | 0,3 | 1,0 | 14,08 |
12 | 17 | 0,3 | 1,0 | 14,97 |
12 | 18 | 0,3 | 1,0 | 15,85 |
12 | 21 | 0,3 | 1,0 | 18,50 |
12 | 22 | 0,3 | 1,0 | 19,39 |
13 | 13 | 0,3 | 1,2 | 13,40 |
13 | 18 | 0,3 | 1,2 | 18,59 |
13 | 20 | 0,3 | 1,2 | 20,66 |
14 | 14 | 0,3 | 1,2 | 16,75 |
14 | 15 | 0,3 | 1,2 | 17,96 |
14 | 20 | 0,3 | 1,2 | 23,97 |
14 | 22 | 0,3 | 1,2 | 26,38 |
15 | 15 | 0,4 | 1,2 | 20,61 |
15 | 16 | 0,4 | 1,2 | 21,99 |
15 | 17 | 0,4 | 1,2 | 23,37 |
15 | 22 | 0,4 | 1,2 | 30,27 |
15 | 24 | 0,4 | 1,2 | 33,03 |
16 | 16 | 0,4 | 1,2 | 25,03 |
16 | 17 | 0,4 | 1,2 | 26,60 |
16 | 18 | 0,4 | 1,2 | 28,17 |
16 | 24 | 0,4 | 1,2 | 37,59 |
16 | 27 | 0,4 | 1,2 | 42,30 |
17 | 17 | 0,4 | 1,2 | 30,03 |
17 | 24 | 0,4 | 1,2 | 42,44 |
18 | 18 | 0,4 | 1,2 | 35,66 |
18 | 19 | 0,4 | 1,2 | 37,65 |
18 | 26 | 0,4 | 1,2 | 51,6 |
18 | 30 | 0,4 | 1,2 | 59,5 |
19 | 19 | 0,4 | 1,5 | 41,9 |
19 | 20 | 0,4 | 1,5 | 44,1 |
19 | 21 | 0,4 | 1,5 | 46,3 |
19 | 28 | 0,4 | 1,5 | 61,8 |
19 | 32 | 0,4 | 1,5 | 70,7 |
20 | 20 | 0,4 | 1,5 | 48,9 |
20 | 30 | 0,4 | 1,5 | 73,4 |
21 | 21 | 0,5 | 1,5 | 56,6 |
21 | 22 | 0,5 | 1,5 | 59,3 |
21 | 30 | 0,5 | 1,5 | 81,0 |
21 | 32 | 0,5 | 1,5 | 86,4 |
22 | 22 | 0,5 | 1,5 | 65,1 |
22 | 24 | 0,5 | 1,5 | 71,0 |
22 | 34 | 0,5 | 1,5 | 100,7 |
23 | 23 | 0,5 | 1,5 | 74,4 |
23 | 34 | 0,5 | 1,5 | 110,1 |
24 | 24 | 0,5 | 1,5 | 84,6 |
24 | 26 | 0,5 | 1,5 | 91,6 |
24 | 36 | 0,5 | 1,5 | 127,0 |
24 | 38 | 0,5 | 1,5 | 134,0 |
25 | 25 | 0,5 | 1,7 | 95,6 |
25 | 27 | 0,5 | 1,7 | 103,2 |
25 | 33,5 | 0,5 | 1,7 | 128,2 |
25 | 36 | 0,5 | 1,7 | 137,7 |
25 | 40 | 0,5 | 1,7 | 153,1 |
26 | 26 | 0,5 | 1,7 | 107,5 |
26 | 28 | 0,5 | 1,7 | 115,8 |
26 | 40 | 0,5 | 1,7 | 165,6 |
26 | 48 | 0,5 | 1,7 | 198,8 |
28 | 28 | 0,6 | 1,7 | 134,3 |
28 | 30 | 0,6 | 1,7 | 143,9 |
28 | 36 | 0,6 | 1,7 | 172,8 |
28 | 44 | 0,6 | 1,7 | 211,3 |
28 | 46 | 0,6 | 1,7 | 221 |
30 | 30 | 0,6 | 1,7 | 165 |
30 | 42 | 0,6 | 1,7 | 232 |
30 | 48 | 0,6 | 1,7 | 265 |
30 | 52 | 0,6 | 1,7 | 287 |
32 | 32 | 0,6 | 2,2 | 200 |
32 | 46 | 0,6 | 2,2 | 288 |
32 | 52 | 0,6 | 2,2 | 326 |
34 | 34 | 0,6 | 2,2 | 240 |
34 | 55 | 0,6 | 2,2 | 389 |
34 | 66 | 0,6 | 2,2 | 467 |
36 | 36 | 0,7 | 2,2 | 285 |
36 | 58 | 0,7 | 2,2 | 460 |
38 | 38 | 0,7 | 2,2 | 336 |
38 | 52 | 0,7 | 2,2 | 460 |
38 | 62 | 0,7 | 2,2 | 548 |
40 | 40 | 0,7 | 2,2 | 392 |
40 | 65 | 0,7 | 2,2 | 637 |
42 | 42 | 0,7 | 2,2 | 454 |
42 | 62 | 0,7 | 2,2 | 670 |
42 | 65 | 0,7 | 2,2 | 703 |
42 | 67 | 0,7 | 2,2 | 724 |
42 | 70 | 0,7 | 2,2 | 757 |
45 | 45 | 0,7 | 2,2 | 558 |
45 | 65 | 0,7 | 2,2 | 807 |
45 | 75 | 0,7 | 2,2 | 931 |
45 | 80 | 0,7 | 2,2 | 993 |
45 | 90 | 0,7 | 2,2 | 1117 |
48 | 48 | 0,7 | 2,2 | 677 |
48 | 70 | 0,7 | 2,2 | 988 |
48 | 80 | 0,7 | 2,2 | 1130 |
50 | 50 | 0,7 | 2,2 | 766 |
50 | 85 | 0,7 | 2,2 | 1303 |
50 | 100 | 0,7 | 2,2 | 1533 |
5.2 Номинальные диаметры и номинальные длины роликов, предназначенных для комплектования подшипников, допускается изменять в пределах ±0,2 мм от значений, указанных в таблице 1, при обеспечении остальных требований настоящего стандарта и обеспечении в подшипниках установленных зазоров.
5.3 Материал ролика не должен выступать за воображаемую кольцевую дугу с радиусом , лежащую в осевой плоскости и касательную к торцу ролика и к наружной поверхности ролика.
5.4 В срединной части торцов роликов диаметром свыше 10 мм допускается технологическое углубление диаметром не более 0,6 диаметра ролика и глубиной не более 2 мм.
5.5 По заказу предприятия-потребителя ролики, применяемые в виде отдельных деталей, допускается изготовлять с размерами, отличающимися от указанных в таблице 1, при обеспечении остальных требований настоящего стандарта.
6 Степени точности
6.1 Ролики должны изготавливаться следующих степеней точности: I, II, IIA, III, IIIA, IV.
6.2 Допуски цилиндрической поверхности роликов в зависимости от степеней точности даны в таблице 2.
Таблица 2 - Допуски цилиндрической поверхности роликов
Допуски в микрометрах
Сте- |
|
|
|
| ||||||
в виде отдельных деталей | в подшипниках | |||||||||
не более | не менее | не более | не менее | не более | ||||||
I | До 18 включ. | 10,25 | -16,25 | 16 | -4 | 0,5 | 0,25 | 0,5 | 0,3 | 2 |
Св. 18 до 26 включ. | 0,5 | |||||||||
II | До 18 включ. | 10,5 | -16,5 | 1,0 | 0,5 | 0,8 | 0,5 | |||
Св. 18 до 26 включ. | 1,0 | |||||||||
Св. 26 до 40 включ. | 11,25 | -17,25 | 1,5 | 0,8 | ||||||
IIA | До 18 включ. | 10,5 | -16,5 | 1,0 | 0,5 | 1,0 | 0,5 | 3 | ||
Св. 18 до 26 включ. | 11,0 | -17,0 | 2,0 | 1,0 | 1,0 | |||||
Св. 26 до 30 включ. | 11,25 | -18,75 | 2,0 | 1,0 | 1,0 | |||||
Св. 30 до 40 включ. | 2,5 | 1,5 | 1,5 | |||||||
III | До 18 включ. | 11,0 | -17,0 | 2,0 | 1,0 | 1,3 | 1,0 | 2 | ||
Св. 18 до 26 включ. | ||||||||||
Св. 26 до 30 включ. | 10,5 | -19,5 | 3,0 | 1,5 | 1,5 | 3 | ||||
Св. 30 до 40 включ. | ||||||||||
Св. 40 до 50 включ. | 14,0 | -18,0 | 4,0 | 2,0 | 2,0 | 4 | ||||
Св. 50 до 80 включ. | ||||||||||
IIIA | До 18 включ. | 11,25 | -18,75 | 2,0 | 1,0 | 1,5 | 1,0 | 3 | ||
Св. 18 до 26 включ. | 3,0 | 1,5 | 1,5 | |||||||
Св. 26 до 30 включ. | 5 | |||||||||
Св. 30 до 40 включ. | 14,0 | -18,0 | 4,0 | 2,0 | 2,0 | |||||
Св. 40 до 50 включ. | ||||||||||
Св. 50 до 80 включ. | 15,0 | -20,0 | 5,0 | 3,0 | 3,0 | |||||
IV | До 18 включ. | 0 | -45 | 3,0 | 2,0 | 2,5 | 2,0 | 3 | ||
Св. 18 до 26 включ. | ||||||||||
Св. 26 до 40 включ. | 0 | -48 | 4,0 | 3,0 | 3,0 | 5 | ||||
Св. 40 до 50 включ. | 0 | -50 | 5,0 | |||||||
Св. 50 до 80 включ. | 4,0 | 5,0 | ||||||||
6.3 Допуски длины ролика и допуски торцовой поверхности ролика в зависимости от степеней точности даны в таблице 3.
Таблица 3 - Допуски длины и торцовой поверхности роликов
Допуски в микрометрах
Сте- |
|
| ||||||
в виде отдельных деталей | в подшипниках | |||||||
не более | не менее | не более | не менее | |||||
I | До 15 включ. | 2 | -7 | 0 | -16 | 3 | 3 | 2 |
Св. 15 до 26 включ. | ||||||||
Св. 26 до 40 включ. | 2,5 | -7,5 | 0 | -20 | 5 | 5 | 3 | |
II | До 15 включ. | 3 | -15 | 0 | -16 | 6 | 6 | 3 |
Св. 15 до 26 включ. | 0 | -20 | 5 | |||||
Св. 26 до 40 включ. | ||||||||
Св. 40 до 25 включ. | 5 | -25 | ||||||
IIA | До 10 включ. | 4 | -20 | 0 | -16 | 8 | 6 | 3 |
Св. 10 до 18 включ. | 8 | |||||||
Св. 18 до 30 включ. | 5 | -25 | 0 | -20 | 10 | 10 | 5 | |
Св. 30 до 40 включ. | 12 | |||||||
Св. 40 до 65 включ. | 15 | |||||||
III | До 26 включ. | 10 | -20 | 0 | -16 | 6 | 6 | 3 |
Св. 26 до 40 включ. | 0 | -20 | 5 | |||||
Св. 40 до 100 включ. | 15 | -45 | 10 | 10 | 8 | |||
IIIA | До 10 включ. | 10 | -20 | 0 | -16 | 8 | 8 | 3 |
Св. 10 до 18 включ. | 10 | |||||||
Св. 18 до 30 включ. | 0 | -20 | 10 | 15 | 5 | |||
Св. 30 до 40 включ. | 18 | |||||||
Св. 40 до 50 включ. | 10 | -30 | 25 | 8 | ||||
Св. 50 до 100 включ. | 15 | 35 | ||||||
IV | До 10 включ. | 0 | -32 | - | - | 10 | 16 | 3 |
Св. 10 до 18 включ. | 20 | |||||||
Св. 18 до 30 включ. | 15 | 25 | 5 | |||||
Св. 30 до 40 включ. | 0 | -50 | 20 | 30 | ||||
Св. 40 до 50 включ. | 8 | |||||||
Св. 50 до 100 включ. | 30 | 40 | ||||||
________________
| ||||||||
6.4 Допуски параметра шероховатости по ГОСТ 2789 цилиндрических поверхностей роликов и поверхностей торцов роликов даны в таблице 4.
Таблица 4 - Шероховатость поверхностей ролика
В микрометрах
Степень точности | Параметр шероховатости | |||
цилиндрической поверхности роликов, применяемых | поверхности торцов роликов, применяемых | |||
в подшипниках | в виде отдельных деталей | в подшипниках | в виде отдельных деталей | |
не более | ||||
I | 0,08 | 0,08 | 0,16 | 0,16 |
II | 0,16 | 0,16 | 0,32 | 0,32 |
IIA | 0,16 | 0,32 | 0,32 | 0,63 |
III | 0,20 | 0,20 | 0,63 | 0,63 |
IIIA | 0,32 | 0,32 | 0,63 | 0,63 |
IV | - | 0,32 | - | 0,63 |
7 Технические требования
7.1 Ролики должны изготовляться в соответствии с требованиями настоящего стандарта по чертежам предприятия-изготовителя.
7.2 Ролики должны быть изготовлены из стали по ГОСТ 801, марки ШХ15 и ШХ15СГ.
7.3 Твердость роликов должна быть:
от 81,7 до 83,9 HRA | для | роликов | диаметром | менее | 5 мм; | |
от 61 до 65 HRC | " | " | " | не менее 5 до 21 мм включ.; | ||
от 60 до 65 HRC | " | " | " | св. 21 мм. |
Примечание - Интервал твердости от 81,2 до 83,4 HRA соответствует интервалу твердости от 61 до 65 HRC, однако практическое измерение твердости роликов диаметром менее 5 мм производят в единицах HRA.
7.4 Микроструктура роликов диаметром менее 5 мм после закалки и отпуска должна состоять из скрытокристаллического или мелкокристаллического мартенсита с мелкими карбидами.
7.5 Ролики должны быть рассортированы на группы по диаметру и длине. Сортировку производят в соответствии с интервалом группы диаметра ролика и интервалом группы длины ролика. Принципы сортировки приведены в приложениях А и Б.
7.6 Для роликовых подшипников с безбортиковыми кольцами классов точности 0 и 6 допускается применение роликов без сортировки по длине.
7.7 Ролики, применяемые в виде отдельных деталей, по согласованию с предприятием-потребителем допускается не сортировать по диаметру и (или) длине.
7.7* Не допускается седлообразность роликов.
_________________
* Нумерация соответствует оригиналу. - .
7.8 Не допускается вогнутость торцов роликов.
7.9 Ролики не должны иметь трещин, раковин, коррозии, а также пятен вторичной закалки или вторичного отпуска. Не допускаются забоины, вмятины, видимые невооруженным глазом. На цилиндрической поверхности роликов и на поверхности торцов роликов не допускаются прижоги, следы обезуглероживания и другие дефекты, определяемые сравнением или дефектоскопом.
7.10 Ролики должны быть размагничены.
7.11 Дополнительные технические требования к цилиндрическим роликам для авиации, станкостроения, автомобилестроения, а также другого специального назначения - по техническим условиям предприятия-изготовителя на конкретные виды роликов.
7.12 Условное обозначение цилиндрического ролика должно состоять из:
- слова "Ролик";
- номинального диаметра ролика, выраженного в миллиметрах;
- знака умножения (x);
- номинальной длины ролика, выраженной в миллиметрах;
- указания отсутствия сортировки (при необходимости);
- степени точности;
- обозначения настоящего стандарта с годом его принятия.
При изготовлении роликов по техническим условиям предприятия-изготовителя, вместо обозначения настоящего стандарта указывают обозначение технических условий.
При отсутствии сортировки по длине указывают буквенный знак "Д". При отсутствии сортировки по диаметру и по длине указывают буквенный знак "Б".
Пример - Условное обозначение ролика диаметром 10 мм, длиной 14 мм, степени точности IIA:
Ролик 10x14 IIА ГОСТ 22696-2013. | ||
То же, без сортировки по длине: | ||
Ролик 10x14Д IIА ГОСТ 22696-2013. | ||
То же, без сортировки по диаметру и по длине: | ||
Ролик 10x14Б IIА ГОСТ 22696-2013. | ||
(Поправка. ИУС N 3-2020).
8 Правила приемки
8.1 Ролики подвергают приемочному контролю на соответствие требованиям настоящего стандарта. Контролируемые параметры, методы контроля и испытаний при производстве роликов устанавливает предприятие-изготовитель.
8.2 При приемочном контроле ролики проверяют на соответствие требованиям по:
5.1, 5.2, 6.2 и 6.3 | 1% от партии, но не менее 15 штук; | ||
6.4, 7.7-7.9 | 0,1% от партии, но не менее 10 штук; | ||
7.3 и 7.4 | 0,03% от партии, но не менее 5 штук. |
8.3 При несоответствии роликов хотя бы одному требованию настоящего стандарта проводят повторный контроль удвоенного количества роликов, взятых из той же партии.
Результаты повторного контроля являются окончательными и распространяются на всю партию.
9 Методы контроля
9.1. Контроль твердости - по ГОСТ 9013. Твердость роликов диаметром менее 5 мм измеряют по шкале А, диаметром 5 мм и более - по шкале С при соответствующих усилиях.
Твердость роликов следует измерять на торцовой или цилиндрической поверхностях.
При измерении твердости вдавливанием алмазного конусного наконечника в цилиндрическую поверхность твердость роликов с учетом искажающего влияния кривизны поверхности определяют для роликов диаметром менее 5 мм по таблице 5, а для роликов диаметром не менее 5 и до 15 мм по таблице 6. Для роликов диаметром более 15 мм твердость, измеренная на цилиндрической поверхности ролика, совпадает с действительной твердостью.
Таблица 5
| Твердость, измеренная на цилиндрической поверхности, HRA | ||||||||||
79,0 | 79,5 | 80,0 | 80,5 | 81,0 | 81,5 | 82,0 | 82,5 | 83,0 | 83,5 | ||
Действительная твердость HRA | |||||||||||
3,0 | 80,7 | 81,1 | 81,5 | 81,9 | 82,3 | 82,7 | 83,2 | 83,6 | 84,1 | 84,5 | |
3,5 | 80,4 | 80,8 | 81,3 | 81,7 | 82,2 | 82,6 | 83,0 | 83,4 | 83,9 | 84,3 | |
4,0 | 80,2 | 80,6 | 81,1 | 81,5 | 82,0 | 82,4 | 82,8 | 83,3 | 83,7 | 84,2 | |
4,5 | 80,1 | 80,5 | 81,0 | 81,4 | 81,9 | 82,3 | 82,8 | 83,2 | 83,7 | 84,1 | |
Таблица 6
| Твердость, измеренная на цилиндрической поверхности, HRC | ||||||||
57 | 58 | 59 | 60 | 61 | 62 | 63 | 64 | 65 | |
Действительная твердость HRC | |||||||||
5 | 60,0 | 61,0 | 61,5 | 62,5 | 63,5 | 64,5 | 65,0 | 66,0 | 67,0 |
6 | 59,5 | 60,5 | 61,5 | 62,0 | 63,0 | 64,0 | 65,0 | 66,0 | 66,5 |
7 | 59,0 | 60,0 | 61,0 | 62,0 | 62,5 | 63,5 | 64,5 | 65,5 | 66,5 |
8 | 59,0 | 60,0 | 60,5 | 61,5 | 62,5 | 63,5 | 64,5 | 65,5 | 66,0 |
9 | 58,5 | 59,5 | 60,5 | 61,5 | 62,5 | 63,0 | 64,0 | 65,0 | 66,0 |
10 | 58,5 | 59,5 | 60,5 | 61,0 | 62,0 | 63,0 | 64,0 | 65,0 | 66,0 |
11 | 58,5 | 59,5 | 60,0 | 61,0 | 62,0 | 63,0 | 64,0 | 65,0 | 65,5 |
12 | 58,0 | 59,0 | 60,0 | 61,0 | 62,0 | 63,0 | 63,5 | 64,5 | 65,5 |
13 | 58,0 | 59,0 | 60,0 | 61,0 | 62,0 | 62,5 | 63,5 | 64,5 | 65,5 |
14 | 58,0 | 59,0 | 60,0 | 61,0 | 62,0 | 62,5 | 63,5 | 64,5 | 65,5 |
15 | 58,0 | 59,0 | 60,0 | 61,0 | 61,5 | 62,5 | 63,5 | 64,5 | 65,5 |
9.2 Качество термической обработки согласно требованиям 7.3 и 7.4 для роликов диаметром менее 5 мм следует проверять по твердости или микроструктуре.
Качество термической обработки роликов диаметром 5 мм и более следует проверять по твердости.
9.3 Круглость роликов следует измерять на кругломерах в средней плоскости ролика.
Допускается заменять измерение круглости измерением огранки роликов в призме с углом 108°. В этом случае значение огранки равно половине показания измерительного прибора.
9.4 Торцовое биение ролика следует измерять при вращении ролика в прямоугольной призме и неподвижном упоре, установленном перпендикулярно к центру торца ролика. Наконечник измерительной головки прибора должен быть перпендикулярен противоположному торцу ролика и установлен на расстоянии 2 от образующей цилиндрической поверхности ролика. Результатом измерения будет разность между наибольшим и наименьшим показаниями измерительной головки.
Альтернативный способ измерения. Упор и наконечник измерительной головки прибора устанавливают к одному торцу в его диаметрально противоположных точках на расстоянии 2 от образующей цилиндрической поверхности ролика. Результатом измерения будет полуразность между наибольшим и наименьшим показаниями измерительной головки.
9.5 Диаметр ролика и непостоянство диаметра следует измерять в средней плоскости при вращении ролика между плоской измерительной поверхностью прибора и измерительным стержнем прибора, перпендикулярным к измерительной поверхности, или между опорной точкой и измерительным стержнем прибора, ось которого проходит через опорную точку.
Для ориентации ролика допускается применять боковые упоры.
9.6 Длину ролика следует измерять на плоской измерительной поверхности прибора. Наконечник измерительной головки прибора должен быть перпендикулярен к измерительной поверхности и торцу ролика и установлен на расстоянии 2 от цилиндрической поверхности ролика.
Для роликов, не имеющих технологических углублений на торцах, допускается устанавливать наконечник измерительной головки в центре торца ролика.
9.7 Конусообразность определяют как разность между наибольшим и наименьшим средними диаметрами ролика в крайних радиальных плоскостях.
9.8 Прямолинейность образующей ролика следует измерять на профилометре.
Альтернативный способ измерения. Прямолинейность образующей ролика определяют как разность средних диаметров в средней плоскости ролика и двух единичных радиальных плоскостях ролика на расстоянии 2 от каждого из торцов.
9.9 Контроль плоскостности торца ролика проводят на плоской измерительной поверхности прибора измерительным стержнем прибора, перпендикулярным к измерительной поверхности и торцу ролика. Результатом измерения является максимальная разница между показанием прибора в центре торца ролика и в периферийных точках торца на расстоянии 2 от цилиндрической поверхности ролика.
9.10 Шероховатость цилиндрической поверхности роликов и поверхностей торцов роликов, вне зоны технологических углублений, следует измерять приборами контроля шероховатости.
10 Маркировка, упаковка, транспортирование и хранение
10.1 Для защиты от коррозии ролики должны быть подвергнуты консервации и должны храниться в упаковке предприятия-изготовителя; помещение склада должно иметь постоянную температуру (20±5) °C и относительную влажность воздуха не более 60%. В технически обоснованных случаях способ консервации и правила хранения должны быть согласованы между предприятием-изготовителем и предприятием-потребителем.
10.2 Ролики одного номинального диаметра и одной номинальной длины, одной группы и одной степени точности, применяемые в виде отдельных деталей, после консервации упаковывают в коробки, а затем в ящики по ГОСТ 16148. Допускается применение другой транспортной тары, обеспечивающей сохранность потребительской тары, не допускающей попадания внутрь капельножидкой влаги и не выделяющей коррозионно-активных веществ.
Ящики или другая транспортная тара должны быть выстланы изнутри битумированной бумагой по ГОСТ 515 или полимерной пленкой по ГОСТ 16272, ГОСТ 10354 или другими материалами, обеспечивающими сохранность роликов.
10.3 Допускается упаковывать в одну тару коробки с роликами одного номинального диаметра и длины, одной степени точности, но разных групп.
Ролики диаметром свыше 20 мм после консервации и барьерного упаковывания допускается по согласованию с предприятием-потребителем упаковывать в тару без коробок; при этом ролики должны быть одной группы и степени точности.
10.4 В каждую коробку с роликами вкладывают паспорт или этикетку, в которых должны быть указаны:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение роликов;
- группа диаметра партии роликов;
- группа длины партии роликов;
- масса или количество роликов;
- дата консервации (месяц, год);
- срок сохраняемости роликов в упаковке;
- штамп технического контроля предприятия-изготовителя.
Если поставляют неотсортированную по длине партию роликов, то калибр длины группы роликов не указывают. Если поставляют неотсортированную по диаметру и длине партию роликов, то калибр диаметра группы и калибр длины группы роликов не указывают.
10.5 Коробки после укладывания в них роликов должны быть оклеены бандеролью. На бандероли должны быть указаны:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение роликов;
- группа диаметра партии роликов;
- группа длины партии роликов;
- масса или число роликов;
- дата консервации (месяц, год).
Если поставляют неотсортированную по длине партию роликов, то калибр длины группы роликов не указывают. Если поставляют неотсортированную по диаметру и длине партию роликов, то калибр диаметра группы и калибр длины группы роликов не указывают.
Допускается замена бандероли другими обвязочными средствами, обеспечивающими сохранность упаковки; при этом данные должны быть нанесены на коробку.
10.6 Укладка в тару роликов и коробок с роликами должна быть плотной, чтобы они не перемещались при транспортировании. Пустоты тары должны быть заполнены упаковочным материалом (бумагой, отходами картона, полимерной пленкой и др.), не вызывающим коррозию.
10.7 В каждый ящик должен быть вложен паспорт, в котором указывают:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение роликов;
- массу или число роликов;
- дату консервации (месяц, год);
- срок сохраняемости роликов в упаковке;
- штамп технического контроля предприятия-изготовителя.
10.8 Маркировка транспортной тары должна производиться в соответствии с ГОСТ 14192. Дополнительно к основным надписям должны быть нанесены:
- условное обозначение роликов;
- масса нетто;
- масса брутто;
- манипуляционный знак "Хрупкое. Осторожно" - по ГОСТ 14192;
- манипуляционный знак "Беречь от влаги" - по ГОСТ 14192.
10.9 Транспортирование роликов разрешается производить любым видом транспорта при условии защиты их от воздействия влаги.
Допускается перевозка роликов в групповой таре, уложенной по определенной схеме на поддоне или без него и обтянутой металлической лентой или другим вспомогательным упаковочным средством, обеспечивающим неизменность формы и сохранность групповой тары при транспортировании.
11 Гарантии предприятия-изготовителя
11.1 Предприятие-изготовитель должно гарантировать соответствие роликов требованиям настоящего стандарта при соблюдении условий транспортирования и хранения, установленных стандартом.
11.2 Гарантийный срок хранения роликов - 12 месяцев, а роликов, предназначенных для длительного хранения, - 24 месяца с даты консервации (месяц, год).
Приложение А
(справочное)
Группы диаметра ролика и принципы сортировки
Рисунок А.1 показывает пример соотношения диаметров в партии группы диаметра, имеющей группу диаметра ролика плюс 1 мкм.
Размеры в микрометрах
1 Наименьший ролик в партии группы диаметра.
2 Партия группы диаметра.
3 Наибольший ролик в партии группы диаметра.
4 Партия группы диаметра с наименьшим ![]() , которая может быть отнесена к калибру диаметра плюс 1 мкм.
, которая может быть отнесена к калибру диаметра плюс 1 мкм.
5 Партия группы диаметра с наибольшим ![]() , которая может быть отнесена к калибру диаметра плюс 1 мкм.
, которая может быть отнесена к калибру диаметра плюс 1 мкм.
а Шкала группы диаметра ролика.
б Отклонение среднего диаметра партии роликов от группы диаметра ролика.
в Группа диаметра партии роликов.
г Диапазон средних диаметров партий роликов, которые относятся к одной группе диаметра ролика.
Рисунок А.1 - Партии группы диаметра ролика и принципы сортировки
Приложение Б
(справочное)
Допуски длины ролика, группы длины и принципы сортировки
Для некоторых радиальных цилиндрических роликовых подшипников в определенных условиях применения может потребоваться, чтобы цилиндрические ролики для комплектования подшипников были отсортированы по группам длины роликов, как показано в таблице Б.1 и на рисунке Б.1.
Таблица Б.1 - Допуски длины ролика и группы длины ролика
|
|
| Группа длины ролика, мкм |
До 48 включ. | 8 | 6 | -18; -12; -6; 0; +6 |
Св. 48 | 12 | 10 | -40; -30; -20; -10; 0; +10 |
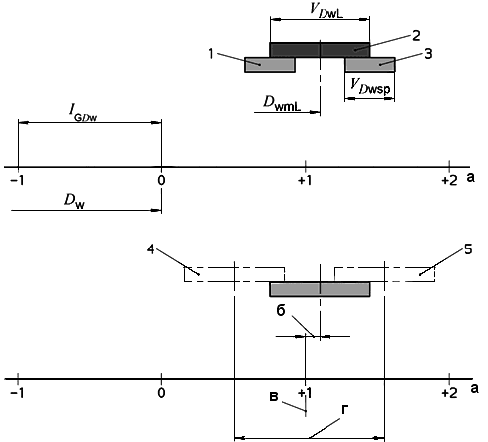
Рисунок Б.1 показывает пример партии группы длины, имеющей группу длины ролика минус 6 мкм.
1 Партия группы длины.
а Шкала группы длины ролика.
б Отклонение средней длины партии группы длины от группы длины ролика.
в Группа длины партии роликов.
Рисунок Б.1 - Группы длины ролика и принципы сортировки
______________________________________________________________________
УДК 621.822.6:006.354 ОКС 21.100.20 ОКП 46 9200
Ключевые слова: подшипник качения, цилиндрический ролик, размеры, степени точности, технические требования, методы контроля, упаковка, транспортирование, хранение, гарантии изготовителя
______________________________________________________________________
Редакция документа с учетом
изменений и дополнений подготовлена
