ГОСТ 25280-90
(СТ СЭВ 6741-89,
ИСО 3927-77)
Группа В59
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПОРОШКИ МЕТАЛЛИЧЕСКИЕ
Метод определения уплотняемости
Metal powders. Method for determination of compressibility
ОКСТУ 1709
Дата введения 1991-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Академией наук УССР
РАЗРАБОТЧИКИ
В.Н.Клименко, А.Е.Кущевский, Г.Г.Сердюк, С.В.Миронец, В.А.Рейтор, Т.Ф.Мозоль
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.12.90 N 3786
3. ВЗАМЕН ГОСТ 25280-82
4. Срок первой проверки III кв. 1996 г.
5. Приложение подготовлено методом прямого применения международного стандарта ИСО 3927-85 "Порошки металлические (кроме порошков твердых сплавов). Определение прессуемости при одноосном сжатии"
6. Стандарт полностью соответствует СТ СЭВ 6741-89, кроме приложения
7. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
2 | |
2 | |
1.1 |
______________
* На территории Российской Федерации действует ГОСТ 23148-98, здесь и далее по тексту. - .
Настоящий стандарт устанавливает метод определения уплотняемости порошков металлов, порошковых сплавов и порошковых смесей.
Метод заключается в определении плотности прессовок, изготовленных при заданных давлениях двустороннего прессования в цилиндрической или прямоугольной пресс-формах.
Допускается определять уплотняемость металлических порошков по МС ИСО 3927-77, приведенному в приложении.
Стандарт не распространяется на порошки из твердых сплавов.
1. ОТБОР И ПОДГОТОВКА ПРОБ
1.1. Отбор и подготовка проб - по ГОСТ 23148.
1.2. Масса отобранной пробы должна быть достаточной для изготовления требуемого количества прессовок цилиндрической или прямоугольной формы и указана в нормативно-технической документации (НТД) на конкретный порошок.
2. АППАРАТУРА И МАТЕРИАЛЫ
Пресс-формы для получения цилиндрических (черт.1) и прямоугольных (черт.2) прессовок. Цилиндрическая пресс-форма должна обеспечивать изготовление прессовок диаметром (25) мм и соотношением высоты и диаметра от 0,8 до 1,0. Прямоугольная пресс-форма должна обеспечивать изготовление прессовок размером 30х12 мм и толщиной от 5 до 7 мм. Матрицы и по два пуансона каждой пресс-форме должны быть изготовлены из твердых сплавов или инструментальной стали твердостью не менее 55 HRC
. Допускается использовать пресс-оснастку другой конструкции, позволяющей изготовлять прессовки тех же размеров. При этом точность определения уплотняемости порошков контролируют при помощи базисной пресс-формы. По требованию потребителя допускается применять пресс-форму, приведенную на черт.3, для получения цилиндрических прессовок диаметром 11,3 мм.
Пресс-форма для получения цилиндрических образцов диаметром 25 мм

1 - матрица; 2 - обойма; 3 - пуансон верхний (=110 мм) и нижний (
=65 мм)
Черт.1
Пресс-форма для прессования прямоугольных образцов

1 - матрица; 2 - обойма; 3 - пуансон верхний (=25 мм) и нижний (
=70 мм)
Черт.2
Пресс форма для получения цилиндрических образцов диаметром 11,3 мм

1 - матрица; 2 - обойма; 3 - пуансон верхний (=40 мм) и нижний (
=70 мм)
Черт.3
Пресс, обеспечивающий усилие до 500 кН и погрешность измерения усилия не более 2%. Пресс должен обеспечивать постоянную скорость возрастания усилия не более 50 кН/с.
Весы с погрешностью взвешивания не более 0,01 г.
Микрометры типов МК 25-1 и МК 50-1 по ГОСТ 6507 или другой измерительный прибор для измерения размеров прессовок с погрешностью не более 0,01 мм.
Цинк стеариновокислый по НТД.
Ацетон по ГОСТ 2768.
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Массу навески порошка () в граммах, обеспечивающую получение цилиндрических или прямоугольных прессовок, вычисляют по формуле
![]() ,
,
где - предлагаемый объем прессовки, см
;
- плотность материала порошка, г/см
.
Объем цилиндрических прессовок () вычисляют по формуле
![]() ,
,
где - диаметр отверстия матрицы, см.
3.2. Перед засыпкой порошка поверхности стенок, образующих цилиндрическую или прямоугольную полоски матрицы пресс-формы, смазывают раствором стеариновокислого цинка в летучей органической жидкости (100 г стеариновокислого цинка на 1000 см ацетона или другой жидкости, которая должна быть указана в нормативно-технической документации на конкретный порошок. После удаления избытка жидкости дают возможность раствору испариться, оставив на стенках тонкий слой смазки. Допускается не наносить слой смазки на поверхность стенок матрицы пресс-формы при наличии ее в прессуемом порошке.
По согласованию изготовителя с потребителем смазка от 0,5 до 1,5% может быть введена в порошок перед прессованием.
3.3. Нижний пуансон вводят в матрицу и устанавливают ее на опорах. Навеску порошка засыпают в полость матрицы, обеспечивая равномерное ее заполнение. Вводят в матрицу верхний пуансон и располагают пресс-форму вместе с опорами между плитами пресса.
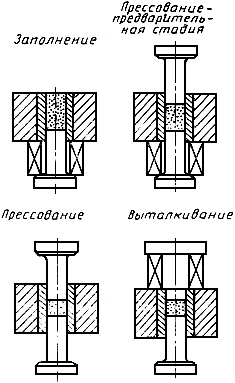
3.4. Применяют предварительную нагрузку 20 кН при диаметре прессовок 25 мм и прямоугольных прессовках или 4 кН - при диаметре прессовок 11,3 мм. Удаляют опоры, поддерживающие пресс-форму, и прессуют с постоянной скоростью возрастания усилия, не превышающей 50 кН/с. Выталкивают прессовку из матрицы с помощью нижнего пуансона с применением опор. Последовательность операции при прессовании и выталкивании прессовок приведена на черт.4.

Черт.4
Прессовки получают при давлениях 200, 400, 500, 600 и 800 МПа или при одном из указанных давлений. Другие давления прессования устанавливают в НТД на конкретную марку порошка.
При каждом давлении получают три прессовки.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Плотность прессовки () в г/см
вычисляют по формуле
![]() ,
,
где - масса прессовки, г;
- объем прессовки, см
.
Результаты вычислений округляют до второго десятичного знака.
4.2. За результат измерения принимают среднее арифметическое результатов трех испытаний, округленное до второго десятичного знака.
4.3. Уплотняемость порошка представляют в виде таблицы или диаграммы зависимости плотности прессовок от давления прессования, если нет других указаний в НТД на конкретный порошок.
4.4. Результаты испытания записывают в протокол, в котором должны быть указаны:
наименование (марка) порошка;
номер партии;
наименование предприятия-изготовителя (потребителя);
наличие в порошке пластификатора и его содержание;
результаты испытания в виде таблицы или диаграммы;
обозначение настоящего стандарта;
дата испытания.
МЕЖДУНАРОДНЫЙ СТАНДАРТ ИСО 3927-85
ПРИЛОЖЕНИЕ
Рекомендуемое
ПОРОШКИ МЕТАЛЛИЧЕСКИЕ (КРОМЕ ПОРОШКОВ ТВЕРДЫХ СПЛАВОВ). ОПРЕДЕЛЕНИЕ ПРЕССУЕМОСТИ ПРИ ОДНООСНОМ СЖАТИИ
1. Назначение и область применения
Настоящий международный стандарт устанавливает метод определения прессуемости металлического порошка при одноосном сжатии в пресс-форме. Стандарт не распространяется на порошки из твердых сплавов.
2. Сущность метода
Метод заключается в двустороннем прессовании порошка в пресс-форме. Образцы порошка можно подвергать прессованию под однократным или многократным давлением. После выталкивания прессовки из пресс-формы определяют его плотность.
Полученное значение плотности в первом случае представляет собой прессуемость порошка при указанном давлении. Полученные значения плотности во втором случае можно использовать для вычерчивания кривой прессуемости порошка, т.е. графика плотности как функции давления прессования.
3. Символы и обозначения
Символ | Обозначение | Единица измерения |
Прессуемость | г/см | |
Масса прессовки | г | |
Объем прессовки | см |
Если прессуемость измеряют после сообщения однократного давления, например, 400 Н/мм, то используют символ
(400).
4. Аппаратура
4.1. Пресс-форма из металлокерамического твердого сплава или инструментальной стали и два пуансона для получения цилиндрических и прямоугольных прессовок.
4.1.1. Цилиндрическая пресс-форма должна обеспечивать изготовление прессовок диаметром 20-25 мм и отношением высоты и диаметра от 0,8 до 1,0 (черт.1).
Пресс-форма для получения цилиндрических образцов диаметром 25 мм

1 - стяжное кольцо, 2 - металлокерамический твердый сплав, 3 - верхний пуансон и нижний
Черт.1
4.1.2. Прямоугольная пресс-форма должна обеспечивать изготовление прессовок размерами 30х12 мм и толщиной от 5 до 7 мм (черт.2).
Пресс-форма для прессования прямоугольных образцов

1 - стяжное кольцо; 2 - металлокерамический твердый сплав; 3 - верхний пуансон и нижний
Черт.2
4.2. Пресс усилием до 500 кН с погрешностью регистрации усилия не более ±2% и регулируемый на равномерное возрастание усилия со скоростью не более 50 кН/с.
4.3. Весы, позволяющие взвешивать не менее 100 г с погрешностью ±0,01 г.
4.4. Микрометр или другой измерительный прибор для измерения размеров прессовок с погрешностью ±0,01 мм.
5. Отбор проб
Пробы отбирают в объеме, достаточном для получения требуемого количества образцов для испытания (разд.7), размеры которых должны соответствовать указанным в пп.4.1.1 и 4.1.2.
При необходимости следует провести предварительные испытания, чтобы определить количество порошка для выполнения указанного требования.
6. Проведение испытания
6.1. Очистка пресс-формы и пуансонов
Полость пресс-формы протирают мягким и чистым бумажным полотенцем, намоченным в соответствующем растворителе, например, ацетоне. Растворителю дают возможность испариться.
6.2. Условия испытания порошка
6.2.1. Порошки, не содержащие смазки, можно подвергать испытанию:
а) в сухой пресс-форме (при этом необходимо иметь в виду, что в результате высоких давлений прессования может произойти чрезмерный износ пресс-формы);
б) в пресс-форме с покрытыми смазкой стенками (п.6.3.1);
в) после добавления смазки (п.6.3.2) и в сухой пресс-форме.
6.2.2. Порошки, содержащие смазку, можно подвергать испытанию:
а) в сухой пресс-форме;
б) после добавления дополнительной смазки (п.6.3.2) и в сухой пресс-форме.
6.3. Смазка
Используют один из двух нижеследующих способов смазки.
6.3.1. Смазка стенок пресс-формы
Стенки пресс-формы смазывают смесью или раствором смазки и быстро испаряющейся жидкости, например, 100 г стеарата цинка в 1000 см ацетона. После удаления избытка жидкости дают возможность раствору, прилипшему к стенкам, испариться, оставив при этом на них тонкий слой смазки.
6.3.2. Смазка порошка
Предназначенный для испытания порошок перемешивают с некоторым количеством (0,5-1,5%) соответствующей консистентной смазки (стеарат цинка или стеариновая кислота).
6.4. Прессование и выталкивание
Нижний пуансон вставляют в полость пресс-формы. Устанавливают пресс-форму на требуемую высоту заполнения при помощи поддерживающих ограничителей между пресс-формой и опорой нижнего пуансона. Пробу засыпают в полость пресс-формы, следя, чтобы порошок равномерно распределялся в полости. Устанавливают верхний пуансон и располагают пресс-форму с пуансонами между плитами пресса. Нагружают предварительным усилием, приблизительно, 20 кН, а затем его снимают. Убирают ограничители, поддерживающие пресс-форму. Если пресс-форма поддерживается пружинами или аналогичными приспособлениями, то прикладывать предварительное усилие не обязательно.
Нагружение до конечного усилия прессования проводят при постоянной скорости, не превышающей 50 кН/с.
Выталкивают прессовку из пресс-формы при помощи нижнего пуансона.
Последовательность прессования и выталкивания представлена на черт.3.
Черт.3
После выталкивания и зачистки заусенцев прессовку взвешивают с погрешностью 0,01 г. Измерение размеров проводят с погрешностью 0,01 мм.
6.5. Давление прессования
Для определения кривой прессуемости порошка при многократном давлении прилагаемые усилия должны быть 200, 400, 500, 600 и 800 Н/мм. Если требуется определить прессуемость при однократном давлении, ее следует измерять при одном из вышеуказанных значений давления.
7. Обработка результатов
7.1. Плотность определяют в г/см по формуле
![]()
Значение плотности записывают с погрешностью 0,01 г/см.
7.2. За результат определения прессуемости принимают среднее арифметическое трех значений плотности, вычисленных с погрешностью 0,01 г/см и полученных при указанном давлении прессования.
7.3. Кривую прессуемости порошка вычерчивают по точкам, представляющим однократные определения () при указанных значениях давления прессования.
8. Протокол испытания
Протокол испытания должен включать:
а) ссылку на настоящий международный стандарт;
б) все детали, необходимые для идентификации пробы;
в) форму образца для испытания;
г) название, вид и количество смазки, если она добавляется к порошку; в некоторых случаях желательно указать способ добавления смазки;
д) давление прессования;
е) полученный результат;
ж) все операции, не указанные в настоящем стандарте, или которые считаются необязательными;
з) все случайные факторы, которые могли бы повлиять на результат.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1991
