ГОСТ 18897-98
(ИСО 4491-2-97)
Группа В59
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПОРОШКИ МЕТАЛЛИЧЕСКИЕ
Определение содержания кислорода методами восстановления.
Потери массы при восстановлении водородом (водородные потери)
Metallic powders. Determination of oxygen content by reduction methods.
Loss of mass on hydrogen reduction (hydrogen loss)
МКС 77.160
ОКСТУ 1790
Дата введения 2001-07-01
Предисловие
1 РАЗРАБОТАН Межгосударственным техническим комитетом по стандартизации МТК 150, Институтом проблем материаловедения им. И.Н.Францевича НАН Украины
ВНЕСЕН Государственным комитетом Украины по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 14 от 12 ноября 1998 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Беларусь | Госстандарт Республики Беларусь |
Республика Казахстан | Госстандарт Республики Казахстан |
Кыргызская Республика | Кыргызстандарт |
Молдова | Молдова-Стандарт |
Российская Федерация | Госстандарт России |
Республика Таджикистан | Таджикгосстандарт |
Туркменистан | Главгосинспекция "Туркменстандартлары" |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3. Настоящий стандарт содержит полный аутентичный текст международного стандарта ИСО 4491-2-97 "Порошки металлические. Определение содержания кислорода методами восстановления. Часть 2. Потери массы в процессе восстановления водородом (потери при прокаливании в водороде)" с дополнительными требованиями, отражающими потребности экономики страны, которые в тексте выделены курсивом
4. Постановлением Государственного комитета Российской Федерации по стандартизации и метрологии от 19 декабря 2000 г. N 384-ст межгосударственный стандарт ГОСТ 18897-98 (ИСО 4491-2-97) введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 июля 2001 г.
5. ВЗАМЕН ГОСТ 18897-73
ВНЕСЕНА поправка, опубликованная в ИУС N 5, 2010 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт устанавливает метод определения относительной потери массы металлического порошка при нагреве в потоке чистого сухого водорода для оценки химических свойств порошка.
Метод применим к нелегированным, частично и полностью легированным порошкам металлов, приведенным в таблице 1.
Таблица 1- Время и температура восстановления при испытании
Металлический порошок | Температура восстановления, °С | Время восстановления, мин | Материал лодочки |
Бронза оловянная | 775±15 | 30 | Фарфор, кварц, корунд, оксид циркония, молибден, никель |
Кобальт | 1050±20 | 60 | Фарфор, корунд, оксид циркония, молибден, никель |
Медь | 875±15 | 30 | Фарфор, кварц, корунд, оксид циркония, молибден, никель |
Свинец, не очищенный от меди, и бронза свинцовая | 600±10 | 10 | То же |
Железо | 1150±20 | 60 | Фарфор, корунд, оксид циркония, молибден, никель |
Сталь легированная | 1150±20 | 60 | То же |
Свинец | 550±10 | 30 | Фарфор, кварц, корунд |
Молибден | 1100±20 | 60 | Фарфор, корунд, оксид циркония, никель |
Никель | 1050±20 | 60 | Фарфор, корунд, оксид циркония, молибден |
Олово | 550±10 | 30 | Фарфор, кварц, корунд |
Вольфрам | 1150±20 | 60 | Фарфор, корунд, оксид циркония, молибден, никель |
Рений | 1150±20 | 60 | Фарфор, корунд |
Серебро | 550±10 | 30 | То же |
Примечание - Результаты испытания для порошков свинца и свинцовой бронзы следует интерпретировать с учетом А.6 приложения А. | |||
Метод не применим к порошкам, содержащим смазку, и смесям металлических порошков.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ 2184-77 Кислота серная техническая. Технические условия
ГОСТ 23148-98 (ИСО 3954-77) Порошки, применяемые в порошковой металлургии. Отбор проб
3 Реактивы и материалы
3.1 Водород с максимально допустимым содержанием кислорода 0,005% () и точкой росы не выше минус 45 °С.
3.2 Азот или аргон с максимально допустимым содержанием кислорода 0,005% () и точкой росы не выше минус 45 °С (6.3).
3.3 Аскарит по НД.
3.4 Фосфорный ангидрид по НД.
3.5 Кислота серная по ГОСТ 2184.
4 Аппаратура
Пример наиболее подходящей схемы установки для испытания приведен на рисунке 1.

1 - подача водорода; 2 - подача азота или аргона; 3 - термопара; 4 - зона нагрева; 5 - печь;
6 - лодочка; 7 - кварцевая трубка
Рисунок 1 - Примерная схема установки для испытания (размеры приведены в миллиметрах)
4.1 Лабораторные весы с достаточным пределом взвешивания, обеспечивающие взвешивание с точностью до 0,1 мг.
4.2 Электрическая нагревательная трубчатая печь, которая может продолжительно работать при указанных температурах (таблица 1) и имеет систему управления, обеспечивающую поддержание температуры в пределах допустимых отклонений, приведенных в таблице 1, в той части трубки, где находится фарфоровая лодочка (4.5).
Примечание - При испытании магнитных порошков рекомендуется выполнять обмотку нагревателя электрической печи неиндуктивным способом.
4.3 Газонепроницаемая трубка из кварца (термостойкая до 1000 °С) или из огнеупорного материала (например из плотного глинозема). Внутренний диаметр трубки должен быть от 25 до 40 мм, а длина должна выступать с каждой стороны печи не менее чем на 200 мм.
При выполнении большого числа испытаний по определению потерь при прокаливании в водороде допускается использовать печь, которая больше по сравнению с описанной и позволяет одновременно проводить испытания нескольких исследуемых порций (навесок). При этом необходимо соблюдать условия испытания, приведенные в таблице 1, а полученные результаты не должны отличаться от результатов испытаний на рекомендуемом оборудовании.
4.4 Полностью закрытая термопара, например платина-платинородиевая, и показывающий или самопишущий прибор, обеспечивающий измерение температуры с точностью до 5 °С.
Допускается при необходимости измерять температуру на внешней стороне восстановительной трубки. В этом случае внешняя термопара должна быть предварительно калибрована по второй термопаре, находящейся внутри трубки, чтобы обеспечить соответствие температуры испытываемого образца значениям и допускам, указанным в таблице 1.
4.5 Лодочка, предпочтительно из керамики, с высоким содержанием оксида алюминия и с полированной поверхностью (например лодочки фарфоровые или корундовые). Могут быть использованы для лодочки также и другие материалы, как например кварц, оксид циркония, молибден и никель, если позволяют условия испытания. Лодочка должна быть таких размеров, чтобы толщина порошка в лодочке при равномерном его распределении не превышала 3 мм (например 75 мм в длину и 12 мм в ширину).
Новые лодочки должны быть предварительно прокалены в потоке водорода при температуре испытания и должны храниться в эксикаторе. Лодочки должны быть прокалены до постоянной массы.
Лодочка может быть использована многократно при условии, что ее всегда применяют для испытания одного и того же металлического порошка или ему подобного, а также тщательно очищают механическими средствами после каждого определения и хранят в эксикаторе.
4.6 Устройство для подачи водорода и азота или аргона с манометрами и расходомерами для управления потоком газа.
4.7 Эксикатор по НД.
4.8 Крючок из легированной стали для загрузки и выгрузки лодочки из печи.
4.9 Схема установки, которая может быть использована для предварительной очистки водорода и азота или аргона в соответствии с требованиями 3.1 и 3.2, приведена на рисунке 2.
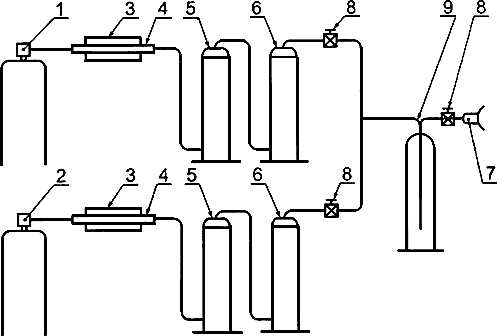
Рисунок 2 - Схема установки для очистки газов
Установка состоит из следующих элементов: баллона с водородом и редуктором 1; баллона с азотом или аргоном и редуктором 2; электрических трубчатых печей 3 (зона нагрева - не менее 150 мм) со средствами контроля и управления температурой; кварцевых труб 4 диаметром от 18 до 22мм и длиной около 400 мм, наполненных медной стружкой, предназначенных для очистки водорода и азота или аргона от кислорода; склянок Тищенко: с аскаритом 5, с фосфорным ангидридом 6, смешанным с прокаленным асбестом; склянки Дрекселя 9 с концентрированной серной кислотой; стеклянных кранов 8, соединяющих систему очистки с кварцевой трубкой 7 установки для испытания, приведенной на рисунке 1.
Аскарит, фосфорный ангидрид и серная кислота, применяемые для поглощения влаги, заменяют через 1,5-2 мес.
Для очистки водорода от кислорода применяют также поглотительную склянку с палладированным асбестом, для поглощения влаги - склянку с силикагелем или синтетическим цеолитом зернистостью от 0,25 до 0,50 мм.
Установка может быть использована для очистки водорода, поступающего из магистрали.
Допускается для предварительной очистки водорода от кислорода использовать другие установки, обеспечивающие требования 3.1.
5 Отбор проб
5.1 Порошок должен быть испытан в состоянии поставки.
5.2 Потери массы должны определяться на двух исследуемых порциях (навесках).
5.3 Масса испытываемой порции должна быть равна приблизительно 5 г, за исключением порошков с низкой насыпной плотностью, для которой она может быть меньшей, и должна соответствовать требованиям, изложенным в 4.5 и 6.2.
Отбор и подготовку проб для анализа проводят по ГОСТ 23148, если они не указаны в нормативных документах на конкретный порошок.
Допускается при соблюдении требований 4.5 и 6.2, кроме случаев разногласия в результатах испытания, использовать для анализа всех порошков навески массой менее 5 г.
6 Порядок проведения испытаний
Выполняют по два определения для каждого испытываемого образца.
6.1 Нагревают печь (4.2) со вставленной трубкой (4.3) до температуры, указанной в таблице 1 для испытываемого металлического порошка.
6.2 Взвешивают лодочку (4.5) с погрешностью 0,1 мг. Распределяют испытываемую порцию порошка по всей длине лодочки слоем толщиной не более 3 мм. Взвешивают лодочку с испытываемой порцией с погрешностью 0,1 мг.
6.3 Пропускают азот (3.2) через трубку в течение не менее 1 мин со скоростью потока, соответствующей скорости газа (не менее 25 мм/с), измеренной в зоне охлаждения трубки. Затем вставляют лодочку, содержащую испытываемую порцию, в трубку и проталкивают ее до тех пор, пока она не окажется в центре печи с равномерной температурой. Лодочка должна продвигаться достаточно медленно, чтобы предотвратить высыпание из нее порошка из-за большой скорости газовыделения. Продолжают пропускать азот в течение 1 мин.
Если возникают трудности по предотвращению высыпания порошка из лодочки, то порошок может быть спрессован (без применения смазки, связки, увлажнителя и других добавок) для получения спрессованной порошковой заготовки малой плотности или завернут в медную безоксидную фольгу, если порошковая заготовка имеет очень малую прочность неспеченного материала. Медная фольга может быть использована только в случае, если температура испытания превышает температуру плавления меди.
Прессованная порошковая заготовка должна иметь толщину не более 2 мм и пористость не менее 30%.
При испытании порошков, которые склонны к образованию соединений с азотом (например хромсодержащий порошок легированной стали), операции по продувке должны быть выполнены с помощью аргона вместо азота (6.5 и 6.6).
6.4 Пускают поток водорода (3.1) и прекращают подачу азота. Допускается одновременное переключение газовых потоков. Устанавливают равномерное течение водорода в трубке, соответствующее скорости газа 25 мм/с в зоне ее охлаждения. Это соответствует приблизительно 50 л/ч для трубки диаметром 25 мм и приблизительно 110 л/ч для трубки диаметром 40 мм. Поддерживают поток водорода в течение периода времени, указанного в таблице 1. В течение данного периода времени поддерживают температуру печи в пределах заданного диапазона.
6.5 В конце заданного времени снова включают поток азота и прекращают подачу водорода. Допускается одновременное переключение газовых потоков. Через 2-3 мин проталкивают лодочку за торец печи в холодную часть трубки.
6.6 Лодочку с восстановленной испытываемой порцией охлаждают в среде азота до температуры ниже 35 °С, затем переносят ее из трубки в эксикатор для охлаждения до температуры окружающей среды.
6.7 Взвешивают лодочку с восстановленной испытываемой порцией с погрешностью 0,1 мг.
Примечание - Перед испытанием собранные, как указано на рисунках 1 и 2, и соединенные в одну систему установки должны быть проверены на герметичность. Газ, использованный для продувки системы, должен удаляться через вытяжную вентиляцию.
На протяжении всего процесса работы на установке для предварительной очистки газов от кислорода в печах 3 (рисунок 2) должна поддерживаться температура (450 ±10) °С.
Допускается в 6.3 и 6.5 вместо потока азота и аргона использовать поток водорода.
7 Обработка результатов
7.1 Потери массы при прокаливании в водороде (массовую долю), %, вычисляют по формуле
![]() , (1)
, (1)
где - масса лодочки с испытываемой порцией до испытания, г;
- масса лодочки с восстановленной испытываемой порцией после испытания, г;
- масса пустой предварительно обработанной лодочки (4.5), г.
7.2 Результат каждого определения вычисляют, округляя до ближайших 0,01% (). Расхождение между двумя определениями должно быть не более 0,04% по абсолютной величине, если потери массы при прокаливании в водороде менее 0,8% (
). Если потери при прокаливании в водороде равны или превышают 0,8% (
), то расхождение должно быть не более 5% от среднего значения.
7.3 Вычисляют потери при прокаливании в водороде как среднее арифметическое значение двух результатов и записывают его, округляя до ближайших 0,02% (), если потери составляют менее или равны 0,8% (
), и до ближайших 0,05% (
), если потери более 0,8% (
).
Примечание - Если, например, после вычисления потери массы составляют 0,634% и 0,677, то необходимо записать с округлением до 0,01% соответственно 0,63% и 0,68%.
7.4 При интерпретации результатов анализа относительных потерь массы металлического порошка необходимо учитывать замечания, изложенные в приложении А.
8 Протокол испытаний
Протокол испытаний должен содержать:
- ссылку на настоящий стандарт;
- все детали (сведения), необходимые для идентификации испытываемого образца;
- среднее арифметическое значение двух полученных результатов (7.3);
- все операции, не оговоренные данным стандартом или рассматриваемые как необязательные;
- детали любого явления, которое могло быть повлиять на результаты.
ПРИЛОЖЕНИЕ А
(обязательное)
Интерпретация результатов
А.1 Потери массы порошка при восстановлении водородом (так называемые водородные потери) - характеристика порошка, необходимая для изготовления материалов порошковой металлургии. Первоначально считали, что они соответствуют содержанию кислорода в оксидах, восстанавливаемых водородом, но с появлением более сложных и легированных порошков было замечено, что некоторые химические превращения могут влиять на измеряемые потери массы как положительно, так и отрицательно. Таким образом, при интерпретации результатов анализа необходимо учитывать следующие факторы.
А.2 Измеряемые потери массы не включают кислород, присутствующий в форме оксидов, таких как SiO, Аl
О
, MgO, CaO, ВеО, ТiO
, которые при условиях испытания не восстанавливаются.
А.3 Потери массы включают испарения воды и/или углеводородов, присутствующих в порошке.
А.4 Потери массы включают газы, которые в результате адсорбции или поглощения присутствовали в порошке и выделились при нагреве. Количество таких газов обычно незначительно.
А.5 Потери массы включают, кроме кислорода, элементы, которые присутствуют в порошке и при определенных условиях испытания частично или полностью удаляются из него в результате летучести или взаимодействия с водородом или имеющимися оксидами, образуя при этом летучие соединения (например углерод, азот, фосфор и сера).
А.6 Потери массы включают примеси металлов в порошке, которые при определенных условиях испытания становятся летучими и частично или полностью удаляются при испытании (например свинец, цинк и кадмий).
А.7 Если в порошке присутствует углерод, потери массы при испытании на "водородные потери" могут включать также кислород из оксидов, которые при определенных условиях испытания восстанавливаются углеродом, например оксиды СrО
и МnО, содержащиеся в стали одновременно с углеродом.
А.8 Порошки, содержащие марганец, хром или элементы, обладающие большим сродством к кислороду, могут окисляться при испытании под воздействием внешней среды или в результате восстановления менее тугоплавких оксидов. В исключительных случаях это ведет к получению отрицательного результата для водородных потерь (т.е. при испытании имеет место увеличение массы).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2001
Редакция документа с учетом
изменений и дополнений подготовлена
