ГОСТ Р МЭК 61512-1-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
УПРАВЛЕНИЕ СЕРИЙНЫМ ПРОИЗВОДСТВОМ
Часть 1
Модели и терминология
Batch control. Part 1. Models and terminology
ОКС 25.040.40; 01.040.25
Дата введения 2017-06-01
Предисловие
1 ПОДГОТОВЛЕН ООО "НИИ экономики связи и информатики "Интерэкомс" (ООО "НИИ "Интерэкомс") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 100 "Стратегический и инновационный менеджмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 10 октября 2016 г. N 1334-ст
4 Настоящий стандарт идентичен международному стандарту МЭК 61512-1:1997* "Управление серийным производством. Часть 1. Модели и терминология" (IЕС 61512-1:1997 "Batch control - Part 1: Models and terminology", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
6 ПЕРЕИЗДАНИЕ. Апрель 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Модели и терминология, определенные в настоящем стандарте:
- составляют наилучшую практику разработки и организации серийного производства;
- обеспечивают совершенствование рецептуры управления предприятиями серийного производства;
- позволяют использовать настоящий стандарт вне зависимости от степени автоматизации предприятия.
Настоящий стандарт устанавливает терминологию и устоявшийся набор понятий и моделей для предприятий серийного производства и обеспечивает управление серийным производством и совершенствование связей между всеми задействованными сторонами:
- уменьшает время достижения уровня полного объема производства новой продукции;
- обеспечивает поставщиков необходимыми инструментами для практической реализации процедуры управления серийным производством;
- позволяет пользователям правильно идентифицировать свои потребности;
- делает разработку рецептуры достаточно простой, чтобы обойтись без помощи специалиста по системам управления;
- уменьшает затраты на автоматизацию технологического процесса серийного производства;
- уменьшает затраты на поддержание технологий, обеспечивающих жизненный цикл производства.
Настоящий стандарт не содержит:
- рекомендации по выбору способа практической реализации (применения) установленной процедуры управления серийным производством;
- рекомендации по выбору технологического процесса серийного производства;
- требования, ограничивающие процессы разработки систем управления серийным производством.
Предполагается, что модели, представленные в настоящем стандарте, являются достаточно полными. Важно, что их можно как упрощать, так и расширять (см. ниже). Если речь идет о физической модели, то уровни технологической установки и уровни блока управления не могут быть опущены. Технологическая рецептура и рецептура управления не могут быть опущены в модели, характеризующей типы рецептур. Конкретные правила упрощения и расширения моделей в настоящем стандарте не рассматриваются.
Под упрощением модели понимается процесс, когда некоторые элементы моделей могут быть опущены (при сохранении непротиворечивости модели в целом). При этом учитываются функции опущенных элементов. Под расширением модели понимается процесс, когда некоторые элементы могут быть добавлены к модели. Если элементы вставляются между связанными элементами, то следует сохранять целостность исходных взаимосвязей.
1 Область применения
Настоящий стандарт содержит положения, относящиеся к управлению серийным производством, и определяет:
- эталонные модели процесса управления серийным производством, используемые в обрабатывающей промышленности;
- терминологию, предназначенную для установления взаимосвязей между моделями и существующими терминами.
Настоящий стандарт не распространяется на все приложения управления серийным производством.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения):
IEC 60848:1988, Preparation of function charts for control systems (Системы управления. Подготовка функциональных схем)
________________
Заменен на IEC 60848:2013.
Примечание - Структуры, определенные в МЭК 60848, могут быть полезными при определении процедурного управления и при определении фазы.
IEC/TR 60902:1987, Industrial-process measurement and control - Terms and definitions (Измерение и управление производственными процессами. Термины и определения)
________________
Заменен на IEC 60050-351:2013.
3 Термины и определения
В настоящем стандарте используются следующие термины с соответствующими определениями.
3.1 выделение ресурсов (allocation): Форма управления координацией работ, при которой осуществляется выделение ресурсов для конкретной производственной партии или технологической установки.
Примечание - Выделение ресурсов может относиться как к ресурсу в целом, так и к его частям.
3.2 арбитраж (arbitration): Форма управления координацией работ, определяющая, как следует осуществлять выделение ресурсов, в случае, когда запросов на его выделение больше, чем может быть обработано за определенный промежуток времени.
3.3 область производства (area): Составная часть производственного объекта, на которой организован процесс серийного производства, и идентифицируемая физической, географической или логической сегментацией внутри данного объекта.
Примечание - Область производства может содержать производственные цеха, технологические установки, блоки оборудования и блоки управления.
3.4 базовое управление; основной режим управления (basic control): Процесс управления, обеспечивающий задание и поддержание конкретного состояния оборудования и условий технологического процесса.
Примечание - Базовое управление может включать в себя автоматическое управление, взаимосвязанное управление (замыкание элементов управления), мониторинг, управление в исключительных ситуациях, а также отдельно взятые или последовательные управляющие действия.
3.5 партия изделий; серийное производство (batch):
1) Определенное количество сырья, промежуточной или готовой продукции, характер и качество которых предполагаются однородными и которые изготовлены в рамках определенного производственного цикла.
2) Сущность, представляющая собой производство материала в любой точке технологического процесса.
Примечание - Понятие "партия изделий" включает в себя как материал/сырье, полученные в рамках производственного процесса, так и сущность, представляющую собой производство указанного материала. Понятие "партия" является сокращенной формой словосочетания "производство партии изделий".
3.6 управление производством партии изделий; управление серийным производством (batch control): Управляющие операции и функции управления, осуществляющие обработку конечного количества входных материалов (при обеспечении соответствующими инструментальными средствами) путем использования указанного набора производственных действий в течение конечного периода времени, используя одну или несколько единиц оборудования.
3.7 процесс производства партии изделий; процесс серийного производства (batch process): Технологический процесс изготовления конечного количества материала, состоящий из обработки некоторого количества входных материалов и использования соответствующего набора производственных действий в течение конечного периода времени, а также одной или нескольких единиц оборудования.
3.8 календарный план производства партии изделий; календарный план серийного производства (batch schedule): Порядок производства партий изделий в конкретном производственном цехе.
Примечание - Календарный план обычно содержит следующую информацию:
1) что производить;
2) в каком количестве;
3) когда и в каком порядке выпускается продукция;
4) необходимое оборудование.
3.9 общий ресурс (common resource): Ресурс, используемый для обработки более, чем одного запроса.
Примечание - Общие ресурсы идентифицируются как эксклюзивные ресурсы и ресурсы совместного использования (см. определения 3.22 и 3.54).
3.10 блок управления; модуль управления (control module): Нижний уровень группировки оборудования в рамках физической модели, предназначенный для основного режима управления.
Примечание - Данный термин относится и к физическому оборудованию, и к сущности оборудования.
3.11 рецептура управления (control recipe): Тип рецептуры, которая в процессе выполнения определяет изготовление единичной партии конкретного продукта.
3.12 управление координацией; управление взаимодействием (coordination control): Тип управления, способствующий выбору направления, инициированию и/или модификации процедурного управления, а также порядок использования сущности оборудования.
3.13 предприятие (enterprise): Организация, координирующая работу одного или нескольких мест производства.
3.14 управление работой оборудования (equipment control): Особая функциональность оборудования, которая устанавливает фактическую управляемость сущности оборудования, включая процедурное управление, базовое управление и управление координацией, и которое не является частью рассматриваемой рецептуры управления.
3.15 сущность (целостный объект) оборудования; ресурсная целостность оборудования; целостная совокупность взаимосвязанных объектов оборудования (equipment entity): Совокупность физической обработки, управляющего оборудования, средств управления работой оборудования, сгруппированных вместе для выполнения отдельных функций управления или целостного набора функций управления.
Примечание - Под ресурсной целостностью понимается качественная и количественная достаточность ресурсных компонентов предприятия, их пропорциональность и согласованность.
3.16 блок оборудования (equipment module): Функциональная группа оборудования, выполняющая конечное число особых производственных действий нижнего уровня.
Примечания
1 Блок оборудования обычно располагается рядом с технологической установкой (мерный бак, технологический нагреватель, скруббер и т.д.). Данный термин относится как к физическому оборудованию, так и к сущности оборудования.
2 Примеры производственных действий нижнего уровня: дозирование, взвешивание.
3.17 работа оборудования (equipment operation): Работа, включающая в себя управление оборудованием.
3.18 фаза работы оборудования (equipment phase): Фаза, включающая в себя управление оборудованием.
3.19 процедура оборудования (equipment procedure): Процедура, включающая в себя управление оборудованием.
3.20 процедура блока оборудования (equipment unit procedure): Процедура технологической установки, включающая в себя управление оборудованием.
3.21 управление в исключительных ситуациях (exception handling): Функции, относящиеся к работе установки (технологического процесса) в условиях непредвиденных обстоятельств и других событий, выходящих за рамки штатного (желаемого) функционирования системы управления серийным производством.
3.22 эксклюзивный ресурс (exclusive-use resource): Общий ресурс, используемый только одним пользователем в любой момент времени.
3.23 формула (formula): Категория данных рецептуры, включающая информацию о входах, параметрах и выходах технологического процесса.
3.24 общая рецептура (general recipe): Тип рецептуры, содержащей независимые от места производства технологические требования к оборудованию.
3.25 заголовок (header): Информация о цели, источнике и версии рассматриваемой рецептуры (например, идентификатор рецептуры, идентификатор продукта, наименование изготовителя, дата выпуска).
3.26 идентификатор (ID): Уникальный идентификатор партии, серии, оператора, технического специалиста, сырьевого материала.
3.27 линия, последовательно расположенное оборудование (line, train): См. 3.59.
3.28 серия; партия (lot): Уникальное количество материала, имеющее отличительный признак.
Примечание - Примеры отличительных признаков:
1) источник получения материала;
2) технологическая рецептура производства материала;
3) конкретное физическое свойство.
3.29 технологическая рецептура (master recipe): Рецептура, учитывающая возможности оборудования и специальную информацию о работе производственного цеха.
Примечание - Технологическая рецептура это объект, являющийся описанием процесса для конкретного промышленного предприятия с непрерывным циклом производства, который не связан с определенным технологическим заказом. Технологическая рецептура применяется при производстве продукции или предоставлении услуг.
3.30 режим (mode): Способ выполнения последовательных функций процедурного элемента, возможность задействования состояний сущностей оборудования вручную или другими средствами.
3.31 операция (operation): Процедурный элемент, определяющий независимое производственное действие, состоящее из алгоритма, необходимого для инициирования фазы, организации фазы и процесса управления фазами.
3.32 маршрут, поток (path, stream): Имеющийся (проектируемый) порядок расположения оборудования в производственном цехе, необходимый для производства партии изделий.
3.33 защита персонала и окружающей среды (personnel and environmental protection): Управляющее действие, которое:
- предотвращает наступление события, изменяющего технологический процесс так, что это угрожает безопасности персонала и/или наносит вред окружающей среде;
- требует принятия дополнительных мер (таких как запуск резервного оборудования) для устранения нештатных условий перехода к нежелательному состоянию, угрожающему безопасности персонала и/или наносящему вред окружающей среде.
3.34 фаза (phase): Нижний уровень процедурного элемента процедурной модели процесса управления.
3.35 процедурное управление (procedural control): Управление, связанное с выполнением действий в отношении оборудования в указанной последовательности для выполнения некоторого производственного задания.
3.36 процедурный элемент (prоcedural element): Функциональный блок процедурного управления, определенный процедурной моделью управления.
3.37 процедура (procedure): Стратегия организации технологического процесса.
Примечание - В общем случае вышесказанное относится и к стратегии организации изготовления партии в производственном цехе. Оно может также относиться к производственному процессу, не связанному с производством продукта (уборка помещения).
3.38 процесс; технологический процесс (process): Последовательность химических, физических или биологических действий по преобразованию, транспортировке и хранению материалов или энергии.
3.39 производственное действие (process action): Производственная активность нижнего уровня. Совокупность производственных действий образует технологический процесс.
Примечание - Производственные действия - это нижний уровень производственной активности в модели технологического процесса.
3.40 производственный цех (process cell): Логически сгруппированное оборудование, включающее оборудование, необходимое для производства одной или нескольких партий изделий. Данная группировка определяет диапазон логического управления набором производственного оборудования внутри рассматриваемой области.
Примечание - Данный термин относится как к физическому оборудованию, так и к сущности оборудования.
3.41 управление производственным процессом (process control): Управляющие действия (включающие функции управления) необходимые для обеспечения последовательного управления, автоматического управления и процесса управления отдельными действиями, а также для сбора и отображения данных.
3.42 вход технологического процесса (process input): Идентификационные данные и количество сырьевого материала (других ресурсов), необходимые для организации производства продукции.
3.43 управление производственным процессом (process management): Управляющие действия, включающие функции управления, необходимые для организации производства партии изделий в производственном цехе.
3.44 технологическая операция; технологический процесс (process operation): Основные производственные действия, приводящие к химическому или физическому изменению обрабатываемого материала и не связанные с фактической целевой конфигурацией оборудования.
3.45 выход технологического процесса (process output): Идентификационные данные и количество материала (энергии), получаемые (ожидаемые) от однократного применения рецептуры управления.
3.46 параметр технологического процесса (process parameter): Информация, необходимая для изготовления материала, но не используемая для классификации входов (выходов) технологического процесса.
Примечание - Параметры технологического процесса: температура, давление, время.
3.47 стадия технологического процесса (process stage): Часть технологического процесса, обычно не зависящая от других его частей и связанная с реализацией плановой последовательности химических или физических изменений материала в процессе обработки.
3.48 рецептура (recipe): Необходимый информационный массив, уникальным образом определяющий требования к производству рассматриваемой продукции.
Примечание - Существует четыре типа рецептур, определенных в настоящем стандарте: общие, связанные с местом производства, технологические и рецептуры управления.
3.49 управление рецептурой (recipe management): Управляющие действия (включающие функции управления), необходимые для создания, хранения и технического обслуживания общих рецептур, рецептур, связанных с местом производства, и технологических рецептур.
3.50 рецептурная операция (recipe operation): Деятельность, являющаяся частью рецептурной процедуры в технологической рецептуре или рецептуре управления.
3.51 рецептурная фаза (recipe phase): Фаза, являющаяся частью рецептурной процедуры в технологической рецептуре или рецептуре управления.
3.52 рецептурная процедура (recipe procedure): Часть рецептуры, определяющая стратегию производства партии изделий.
3.53 рецептурная процедура технологической установки (recipe unit procedure): Процедура технологической установки, являющаяся частью рецептурной процедуры в технологической рецептуре или рецептуре управления.
3.54 ресурс совместного использования (shared-use resource): Общий ресурс, который могут использовать пользователи в один и тот же момент времени.
3.55 место производства (site): Составная часть предприятия-изготовителя партии изделий, идентифицируемая путем физической, географической или логической сегментации предприятия.
Примечание - Место производства может содержать области, производственные цеха, технологические установки, блоки оборудования и блоки управления.
3.56 рецептура, связанная с местом производства (site recipe): Тип рецептуры, обусловленный конкретным местом производства.
Примечание - Рецептура, связанная с местом производства, может быть выведена из общих рецептур распознавания местных ограничений, таких как язык и доступные сырьевые материалы.
3.57 состояние (state): Состояние сущности оборудования (процедурного элемента) в заданный момент времени.
Примечание - Число возможных состояний и их имена варьируются для разного оборудования и разных процедурных элементов.
3.58 поток; маршрут (stream, path): См. выше определение маршрута.
3.59 последовательно расположенное оборудование, линия (train, line): Совокупность одной или нескольких технологических установок, а также ассоциированных групп оборудования нижнего уровня, используемая при изготовлении партии материала.
3.60 технологическая установка (unit): Совокупность ассоциированных блоков управления и/или блоков оборудования (другого производственного оборудования), в которой могут быть реализованы одно или несколько главных производственных действий.
Примечания
1 Предполагается, что технологическая установка может быть задействована в одно и то же время только для изготовления одной партии изделий. Технологические установки функционируют независимо друг от друга.
2 Данный термин относится как к физическому оборудованию, так и к сущности оборудования.
3 Примеры основных производственных действий: вступить в химическую реакцию, кристаллизоваться, раствориться.
3.61 процедура технологической установки (unit procedure): Стратегия выполнения смежных производственных процессов технологической установки. Процедура включает смежные работы и алгоритмы, необходимые для инициирования, организации и процесса управления указанными операциями.
3.62 рецептура технологической установки (unit recipe): Часть рецептуры управления, уникальным образом определяющая (для данной технологической установки) требования смежного производства.
Примечание - Рецептура технологической установки содержит процедуру технологической установки, а также связанную формулу, заголовок, требования к оборудованию и другую информацию.
3.63 контроль за работой технологической установки (unit supervision): Управляющее действие, включающее функции управления, необходимые для контроля технологической установки и ее ресурсов.
4 Процессы серийного производства и используемое оборудование
Настоящий раздел содержит обзор процессов, используемых на предприятиях серийного производства. Модели и терминология, определенные в настоящем стандарте, закладывают основу для понимания сущности конкретной практической реализации рецептуры управления производством на предприятиях серийного производства (см. разделы 5 и 6). В данном разделе рассмотрены технологические процессы серийного производства, физические модели и классификация производственных цехов.
4.1 Процессы, партии изделий, технологические процессы серийного производства
Технологический процесс состоит из последовательности химических, физических или биологических действий, обеспечивающих преобразование, транспортировку и хранение материалов или энергии. Промышленные технологические процессы в целом можно классифицировать как непрерывные (дискретные) процессы серийного производства (изготовления партий изделий). Виды и классификация технологического процесса зависят от выхода технологического процесса:
1) непрерывный поток (непрерывный технологический процесс), производство конечного количества изделий (изготовление отдельных изделий);
2) конечные партии материала (серийное производство).
Настоящий стандарт может быть применим, как к процессу производства отдельных партий изделий, так и к непрерывному процессу производства, но это не является его основной областью применения.
4.1.1 Непрерывный процесс
В непрерывном производственном процессе материалы проходят (подаются) непрерывным потоком через перерабатывающее оборудование. Если процесс стационарный, то природа технологического процесса не зависит от времени операции. Запуск новой продукции, переходы и остановки технологического процесса, обычно не изменяют его природы.
4.1.2 Процессы изготовления отдельных деталей (штучное производство)
Для технологического процесса изготовления отдельных деталей, продукты классифицируют по производственным сериям, имеющим общие сырьевые материалы (ресурсы), производственные требования и последовательности выполнения операций. В процессе изготовления отдельных деталей, указанное количество продукции движется как единица продукции (группа изделий) между автоматизированными рабочими местами, и каждая часть сохраняет свою уникальную идентичность.
4.1.3 Технологический процесс серийного производства
Технологические процессы серийного производства, рассмотренные в настоящем стандарте, обеспечивают получение необходимого конечного количества материала(ов). При этом некоторое количество входного материала подвергается обработке (производственным действиям) в определенном порядке с помощью одной или нескольких единиц оборудования. Продукт, полученный в результате данного технологического процесса, называется партией. Технологические процессы изготовления партии не являются ни дискретными, ни непрерывными. Они имеют смешанный характер, соответствующий как дискретному, так и непрерывному производству.
Структура технологического процесса серийного производства может быть организована в виде иерархии (см. рисунок 1). Пример технологического процесса производства партии изделий (процесс полимеризации поливинилхлорида из мономера винилхлорида) рассмотрен в следующем подразделе.
4.1.3.1 Стадии технологического процесса
Технологический процесс состоит из одной или нескольких стадий, организованных в качестве упорядоченного множества. Процесс может быть последовательным, параллельным или смешанным. Все стадии технологического процесса являются независимыми. Результатом технологического процесса обычно является плановая последовательность химических (физических) изменений материала в процессе его обработки. К типовым стадиям поливинилхлоридного технологического процесса:
- полимеризация: полимеризация мономера винилхлорида в поливинилхлорид;
- рекуперация: рекуперация остаточного мономера винилхлорида;
- сушка: сушка поливинилхлорида.
4.1.3.2 Производственные операции
Каждая стадия технологического процесса состоит из указанного набора производственных операций (одной или нескольких). Операция технологического процесса является основным производственным действием. Операция технологического процесса обычно приводит к химическим (физическим) изменениям материала в процессе его обработки. К типовым операциям технологического процесса полимеризации мономера винилхлорида в поливинилхлорид относятся:
- подготовка реактора: опорожнение реактора для удаления кислорода;
- зарядка: добавление деминерализованной воды и поверхностно-активных веществ;
- выполнение химической реакции: добавление мономера винилхлорида и катализатора, нагрев до температуры 55°C-60°C, выдерживание при данной температуре до начала снижения давления в реакторе.
|

Process - технологический процесс; consists of ordered set of - состоит из упорядоченного множества; Process stage - стадия технологического процесса; Process operation - операция технологического процесса; Process action - производственное действие
Примечание - Приложение А определяет формат пояснения и общие связи, используемые при построении диаграмм настоящего стандарта.
Рисунок 1 - Модель технологического процесса (диаграмма взаимосвязи сущностей)
4.1.3.3 Производственные действия
Каждая операция технологического процесса подразделяется на упорядоченный набор, одно или нескольких производственных действий, выполняющих обработку материала в соответствии с требованиями производственной операции. Производственные действия включают действия самого нижнего уровня по обработке материалов. Комбинация определенных действий составляет производственную операцию. К типовым производственным действиям операции технологического процесса по выполнению химической реакции относятся:
- добавление: добавление необходимого количества катализатора в реактор;
- добавление: добавление необходимого количества мономера винилхлорида в реактор;
- нагрев: нагрев содержимого реактора до температуры 55°C-60°C;
- выдержка: выдержка содержимого реактора при температуре 55°C-60°C до начала уменьшения давления в реакторе.
4.2 Физическая модель
В следующих подразделах рассматривается физическая модель, используемая для описания физических объектов предприятия в терминах: предприятие, место производства, область производства, производственный цех, единица продукции, блок оборудования, блок управления.
Физические объекты предприятия, задействованные при изготовлении партии, обычно организуют в виде иерархии (см. рисунок 2). Группировки нижнего уровня объединяются и получаются высшие уровни рассматриваемой иерархии. В некоторых случаях, группировка одного уровня инкорпорируется в другую группировку этого же уровня.
Рассматриваемая модель имеет семь уровней. Начиная с верхнего уровня, это предприятие, место производства и область производства. Эти три уровня часто обусловлены особыми соображениями ведения бизнеса, их моделирование в настоящем стандарте не рассматривается. Данные три высших уровня являются частью модели, которая надлежащим образом идентифицирует взаимосвязь оборудования нижнего уровня и производственного предприятия.
Четыре нижних уровня данной модели характеризуют особые типы оборудования. Тип оборудования, представленный на рисунке 2, это совокупность физической обработки и управляющего оборудования, сгруппированных с особой целью. Нижние уровни модели относятся к технически специализированным и ограниченным группировкам оборудования. Четыре нижних уровня оборудования (производственный цех, технологическая установка, блок оборудования, блок управления) определены технологическими процессами (см. разделы 5.2.3 и 6.1.3). В ходе этих технологических процессов, оборудование нижнего уровня группируется вместе и образует новую группу оборудования высшего уровня. Это позволяет упростить работу оборудования, оно рассматривается как единый большой блок. Если такой блок создан, то его уже нельзя разделить без серьезного технологического вмешательства на данном уровне.
4.2.1 Уровень предприятия
Предприятие - это совокупность одного или нескольких мест производства. Оно может включать места производства, области производства, производственные цеха, производственные установки, блоки оборудования и блоки управления.
Предприятие несет ответственность за то, какие продукты будут изготовлены, в каком месте они будут изготовлены и как они будут изготовлены.
Факторов, отличных от управления серийным производством и оказывающих влияние на границы предприятия, слишком много. Поэтому критерии конфигурации границ предприятия в настоящем стандарте не рассматриваются.
4.2.2 Уровень места производства
Место производства - это физическая, географическая или логическая группировка, определенная в рамках предприятия. Оно может включать области производства, производственные цеха, производственные установки, блоки оборудования и блоки управления.
Границы места производства обычно определяются организационными или коммерческими критериями в отличие от технических критериев. Факторов, отличных от управления серийным производством и оказывающих влияние на эти границы, слишком много. Поэтому критерии конфигурации границы места производства в настоящем стандарте не рассматриваются.
|
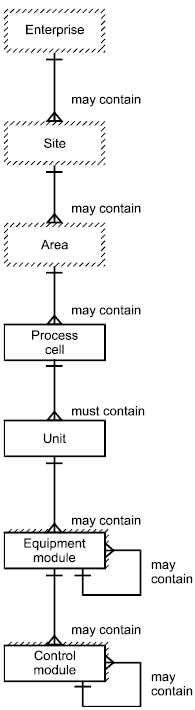
Enterprise - предприятие; may contain - может включать; Site - место производства (производственный объект); Area - область производства; Process cell - производственный цех; must contain - должен содержать; Unit - технологическая установка; Equipment module - блок оборудования; Control module - блок управления
Примечание - Блоки верхних трех уровней выделены прерывистыми линиями. Это указывает, что критерии, используемые при конфигурации границ данных трех уровней, часто лежат за пределами рассматриваемой области процесса управления серийным производством и области применения настоящего стандарта. Следовательно, указанные критерии конфигурации границ данных трех уровней физической модели не являются предметом рассмотрения настоящего стандарта.
Рисунок 2 - Физическая модель
4.2.3 Уровень области производства
Область производства - это физическая, географическая или логическая группировка, определенная местом производства. Она может включать производственные цеха, производственные установки, блоки оборудования и блоки управления.
Границы области производства обычно определяются организационными или коммерческими критериями в отличие от технических критериев. Факторов, отличных от управления серийным производством и оказывающих влияние на эти границы, слишком много. Поэтому критерии конфигурации границы области производства в настоящем стандарте не рассматриваются.
4.2.4 Уровень производственного цеха
Производственный цех включает все производственные установки, блоки оборудования и блоки управления, необходимые для изготовления одной или нескольких партий изделий.
Мероприятия по управлению производственным процессом обеспечивают соответствие установленным требованиям к управлению производством путем использования различных методов и технологий. Если для соответствия требованиям необходимы мероприятия физического управления, то необходимо принимать во внимание условия технологического процесса и административные ограничения.
Производственный цех часто представляет собой последовательно расположенное оборудование. Данное оборудование включает технологические установки и другое оборудование, предназначенное для изготовления специальной партии изделий. Для изготовления данной партии может потребоваться далеко не все имеющееся последовательно расположенное оборудование цеха. Более того, на одном оборудовании (расположенном последовательно) может одновременно выпускаться несколько различных партий и несколько различных продуктов. Порядок расположения (фактически используемого или планируемого к вводу в действие для изготовления партии) оборудования называется маршрутом. Производственный цех может содержать более чем одну цепочку оборудования, но ни одна из этих цепочек не может быть расположена вне границ производственного цеха.
Производственный цех - это логическая группировка оборудования, включающая оборудование, необходимое для производства одной или нескольких партий изделий. Цех определяет диапазон логического управления для одной цепочки производственного оборудования внутри области производства. Существование производственного цеха обеспечивает разработку календарного плана для производственной базы, создает условия выработки цеховой производственной стратегии процесса управления. Наличие стратегий цехового управления особенно важно при возникновении аварийной ситуации.
4.2.5 Уровень производственной установки
Производственная установка включает блок оборудования и блок управления. Блоки, входящие в производственную установку, могут быть частью производственной установки или могут быть включены в нее временно для выполнения особого производственного задания.
В производственной установке может выполняться одно или несколько главных производственных действий (вступление в химическую реакцию, кристаллизация, растворение и т.п.). Производственная установка обеспечивает объединение требуемых физических процессов и необходимого управляющего оборудования для выполнения указанных действий как независимая группировка оборудования. Акцент обычно делается на главный блок перерабатывающего оборудования (смеситель, реактор и т.п.). Фактически установка содержит (задействует) все логически связанное оборудование, обеспечивающее выполнение главного производственного задания по назначению. Производственные установки функционируют независимо друг от друга.
Производственная установка часто содержит (задействует) всю партию материала в некоторой точке производственной цепи изготовления партии. Однако в других обстоятельствах, она может содержать (задействовать) только часть партии материала. В настоящем стандарте предполагается, что производственная установка не задействует более одной партии одновременно.
4.2.6 Уровень блока оборудования
Физически блок оборудования может включать блок управления и подчиненные блоки оборудования (низшего уровня). Блок оборудования может быть частью производственной установки, а также отдельно стоящей группировкой оборудования производственного цеха. Если это отдельно стоящая группировка оборудования, то данный блок может быть как ресурсом эксклюзивного (монопольного) использования, так и ресурсом совместного использования.
Блок оборудования может выполнять конечное число специальных производственных действий нижнего уровня (дозирование, взвешивание и т.д.). Он комбинирует необходимые операции физической обработки и возможности управляющего оборудования для выполнения указанного действия. Акцент делается на блок перерабатывающего оборудования (например, фильтр). Функционально, область применения блока оборудования ограничена конкретными производственными заданиями по назначению.
4.2.7 Уровень блока управления
Блок управления обычно включает датчики, управляющие устройства, другие блоки управления, ассоциированное обрабатывающее оборудование, которое (с точки зрения управления) задействуется как единичная сущность. Блок управления может также содержать другие блоки управления. Например, блок управления водосборником может быть определен как комбинация нескольких двухрежимных автоматических блоков управления стопорными клапанами.
Примеры блоков управления:
- регулирующее устройство, состоящее из трансмиттера, контроллера и управляющего клапана, приводимого в действие из заданной точки (позиции) устройства;
- позиционное устройство, состоящее из двухрежимного автоматического стопорного клапана с позиционными клапанами обратной связи, приводимыми в действие из заданной точки устройства;
- водосборник (коллектор), содержащий несколько двухрежимных автоматических стопорных клапанов и настраивающий данные клапаны на прямоток к одному или нескольким пунктам назначения (заданной точке, определяемой блоком управления водосборником).
4.3 Классификация производственных цехов
В следующих подразделах приведена классификация производственных цехов:
1) по числу различных продуктов, изготовленных в данных цехах;
2) по физической структуре технологического оборудования.
4.3.1 Классификация по числу различных продуктов
Производственные цеха классифицируют:
1) как цеха одного продукта;
2) как многономенклатурные цеха в зависимости от числа продуктов, планируемых для производства в данном производственном цехе.
Цеха одного продукта выпускают партии изделий, содержащие единичную номенклатуру продукции. Возможны изменения лишь технологических процедур и параметров. Например, изменения вносятся, чтобы компенсировать отличия в оборудовании, замену сырьевого (первичного) материала, изменения окружающей среды и технологический процесс.
Многономенклатурный производственный цех выпускает различные продукты, задействуя при этом различные методы производства или процессы управления. Существуют две разновидности:
- все продукты изготавливаются на основе одной технологии, используя различные значения технологических формул (замены материалов, изменения параметров технологического процесса);
- продукты изготавливаются по разным технологиям.
4.3.2 Классификация по физической структуре
В настоящем разделе рассматриваются следующие базовые типы физических структур: одномаршрутная структура, многомаршрутная структура и сетевая структура.
Одномаршрутная структура - это группа технологических установок, через которые последовательно проходит партия изделий (см. рисунок 3). Одномаршрутная структура может быть единичной технологической установкой (например, реактором). Она может представлять собой несколько технологических установок расположенных в заданной последовательности. На вход обычно поступает несколько материалов. На выходе также может быть несколько обработанных материалов. В процессе производства может находиться несколько реализуемых партий изделий одновременно.
|

Input material storage - хранение входных материалов; Unit 1 - технологическая установка N 1; Unit 2 - технологическая установка N 2; Finished material storage - хранение конечной продукции (материалов)
Рисунок 3 - Одномаршрутная структура
Многомаршрутная структура показана на рисунке 4. Она включает несколько параллельных одномаршрутных структур без обмена продуктами между ними. Различные технологические установки могут использовать общие источники сырьевых (первичных) материалов и общие склады продуктов. Несколько партий могут находиться в процессе производства одновременно. Технологические установки, работающие в мультимаршрутной структуре, могут быть физически подобными. Вместе с тем, маршруты и технологические установки мультимаршрутной структуры могут радикально отличаться по конструкции.
|

Input material storage - хранение входных материалов; Unit 1 - технологическая установка N 1; Unit 2 - технологическая установка N 2; Unit 3 - технологическая установка N 3; Unit 4 - технологическая установка N 4; Unit 5 - технологическая установка N 5; Unit 6 - технологическая установка N 6; Finished material storage - хранение конечной продукции (материалов)
Рисунок 4 - Многомаршрутная структура
Сетевая структура показана на рисунке 5. Ее маршруты могут быть либо фиксированными, либо переменными. Если маршрут фиксирован, то используются одни и те же технологические установки в той же последовательности. Если маршрут переменный, то последовательность может быть определена как в начале процесса производства партии изделий, так и в ходе ее изготовления. Маршрут может быть гибким. Например, процесс изготовления партии может начаться на любой технологической установке и продолжаться по любому маршруту производственного цеха. Сами технологические установки могут перемещаться внутри производственного цеха. В данном случае, уточнение структуры технологического процесса может оказаться важной частью технологической процедуры. Отметим, что одновременно в производстве могут находиться несколько партий изделий. Различные технологические установки могут совместно использовать общие источники сырьевых (первичных) материалов и общие склады готовой продукции.
|

Input material storage - хранение входных материалов; Unit 1 - технологическая установка N 1; Unit 2 - технологическая установка N 2; Unit 3 - технологическая установка N 3; Unit 4 - технологическая установка N 4; Finished material storage - хранение конечной продукции (материалов)
Рисунок 5 - Сетевая структура
5 Понятия, используемые при управлении серийным производством
В данном разделе рассматриваются понятия, используемые при управлении серийным производством. Они характеризуют технологию и организацию процесса производства партии изделий (см. также предшествующие разделы), определяют эффективные способы управления предприятиями серийного производства. Также рассматривается структура управления серийным производством, предлагается три типа управления процессом производства партии изделий. Применение данных типов управления к оборудованию обеспечивает требуемую функциональность технологического процесса и управляемость сущностей оборудования.
В настоящем разделе рассматривается понятие рецептуры, включая четыре типа рецептур, описанных в настоящем стандарте, и содержание этих рецептур (в терминах информационных категорий, используемых при описании рецептур). Устанавливается взаимосвязь между рецептурной процедурой и процедурой управления, ассоциированной со специальными сущностями оборудования (система управления оборудованием). Также рассматривается понятие сжимаемости рецептурной процедуры и процесса управления оборудованием. Для четырех типов рецептур предлагаются критерии перемещаемости (транспортабельности) рецептуры.
В данном разделе также рассматриваются другие понятия управления серийным производством: план производства, календарный план, справочная и ссылочная информация, производственная информация, выделение ресурсов, порядок разрешения споров, технологический режим, технологическое состояние, управление в исключительных ситуациях.
Модели и терминология, определенные в данном разделе, способствуют пониманию процесса управления серийным производством. Они составляют необходимую базу для определения сущности функций управления (необходимых для формулировки требований к управлению серийным производством); см. раздел 6.
5.1 Структура управления серийным производством
В разделе 4 предложена физическая модель, определяющая термины иерархии оборудования, задействованного при изготовлении партии изделий. Нижеследующие подразделы дают описания трех типов управления (базовое управление, процедурное управление, управление координацией), используемого при изготовлении партии.
5.1.1 Базовое управление
Базовое управление (основной режим управления) включает управление, обеспечивающее задание и поддержание заданного состояния оборудования и технологического процесса. Базовое управление:
- включает автоматическое управление, установление взаимосвязей (замыкание элементов управления), мониторинг, управление в исключительных ситуациях, повторно-дискретное или последовательное управление;
- может отвечать условиям технологического процесса, оказывать влияние на выходные управляющие сигналы, запускать корректирующие действия;
- может активироваться, деактивироваться или модифицироваться по команде оператора (в результате процедурного управления, управления координацией).
Базовое управление в процессе производства партии изделий, в принципе, не отличается от управления непрерывным процессом. Однако при производстве партии изделий могут предъявляться более высокие требования к возможности системы базового управления воспринимать команды и изменять свое поведение в результате выполнения этих команд.
5.1.2 Процедурное управление
Процедурное управление обеспечивает работу оборудования в соответствии с указанной последовательностью выполнения задания и установленными технологическими требованиями.
Процедурное управление характеризует технологический процесс производства партии изделий. Это вид управления, обеспечивающий возможность оборудованию реализовать процесс производства партии изделий.
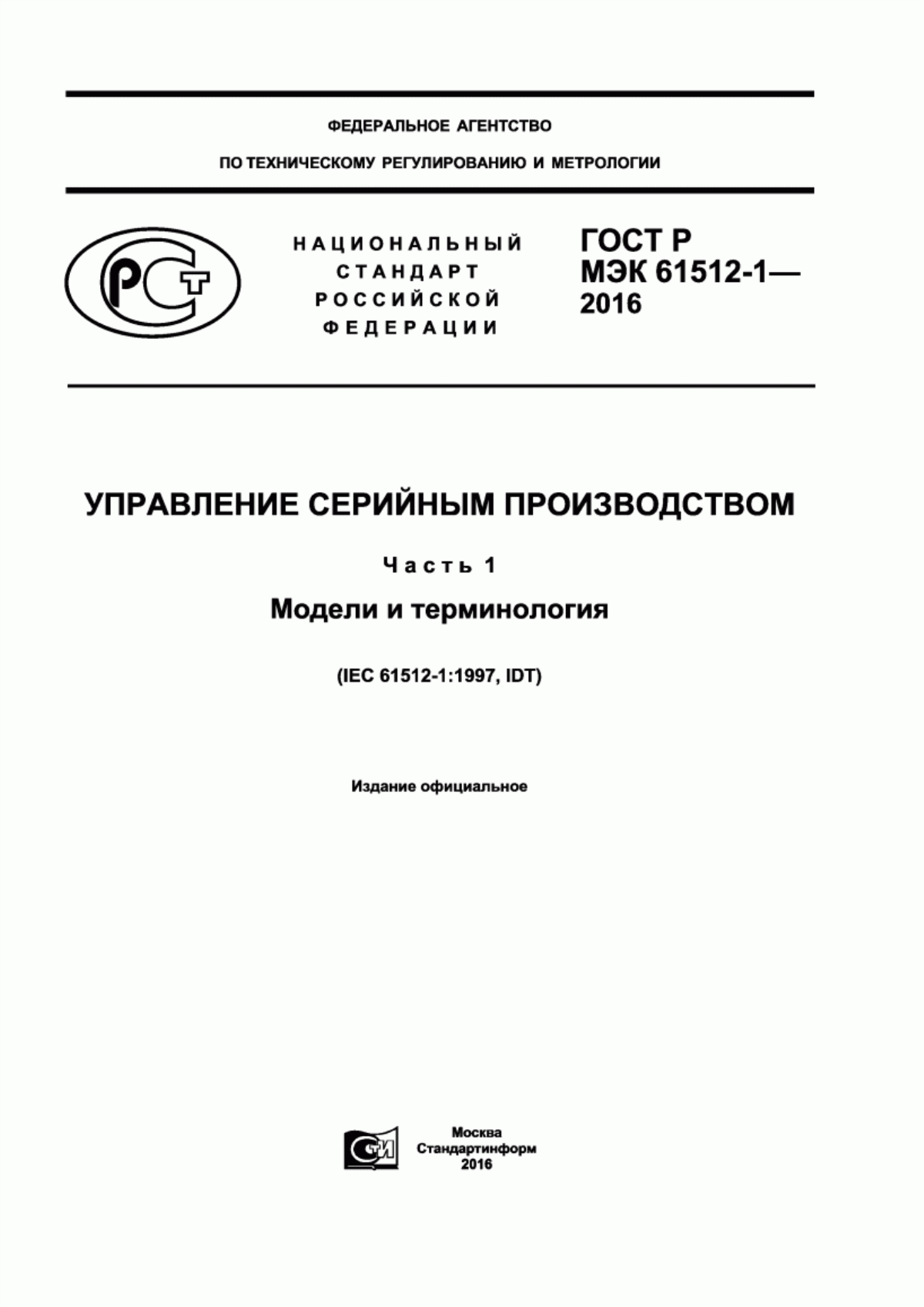
Процедурное управление включает процедурные элементы, сгруппированные в виде иерархии для выполнения производственного задания в соответствии с моделью технологического процесса (процессной моделью). Иерархия идентифицированных и поименованных процедурных элементов приведена на рисунке 6. Она включает производственные процедуры, процедуры технологических установок, операции и фазы.
5.1.2.1 Производственные процедуры
Процедура располагается на высшем уровне иерархии. Она определяет стратегию выполнения основного производственного действия (организации производства партии изделий). Процедура определяется в терминах упорядоченного набора процедур технологической установки. Например, процедура "изготовления полихлорвинила".
5.1.2.2 Процедура технологической установки
Процедура технологической установки состоит из упорядоченного набора операций, соответствующих заданным технологическим последовательностям внутри технологической установки. Только одна операция считается активной в технологической установке в любой момент времени. Операция полностью выполняется в одной технологической установке. Если одна процедура разбита на части, и каждая часть выполняется на своей технологической установке, то указанные части могут выполняться параллельно, каждая на своей технологической установке. Примеры разбиваемых на части технологических процедур:
- полимеризация мономера хлорвинила;
- рекуперация остаточного мономера хлорвинила;
- сушка полихлорвинила.
5.1.2.3 Операция
Операция является упорядоченным набором фаз. Она определяет основную технологическую последовательность обработки материала и перевода материала из одного состояния в другое (сопровождающееся его химическим и физическим изменением). Часто необходимо определить границы операции в тех точках процедуры, где штатная обработка может быть безопасно приостановлена.
|

Procedure - технологическая процедура; consists of an ordered set of - состоит из упорядоченного набора; Unit procedure - процедура технологической установки; Operation - операция; Phase - фаза
Рисунок 6 - Модель процедурного управления
Примеры операций:
- подготовка: откачка реактора до вакуума, покрытие стенок установки защитой от (биологического) обрастания;
- зарядка: добавление деминерализованной воды и поверхностно-активных веществ;
- выполнение химической реакции: добавление мономера хлорвинила и катализатора, нагрев и ожидание падения давления в реакторе.
5.1.2.4 Фаза
Фаза является элементом нижнего уровня процедурного управления, обеспечивающим выполнение технологического (процессно-ориентированного) задания. Фаза подразделяется на более мелкие элементы. В соответствии с МЭК 60848 шаги и трансформации состояния составляют один из методов подразделения фаз.
Фаза может генерировать одну или несколько команд, выполнять одну или несколько операций, таких как:
- включение и отключение регулирующего и позиционного типов базового управления, спецификация контрольных точек, начальных значений выходных параметров;
- задание, сброс, изменение параметров предупреждающих сигналов и других ограничений;
- задание и изменение параметров контроллера, режимов работы контроллера и типов его алгоритмов;
- считывание значений технологических переменных (плотность газа, температура газа, объемный расход с расходомера, расчет массового расхода по показаниям расходомера);
- проверка авторизации оператора.
Выполнение фазы обеспечивает:
- выдачу команд базового управления,
- выдачу команд для других технологических фаз (либо в том же, либо в другом блоке оборудования), и/или
- сбор данных.
Фаза обеспечивает выполнение технологической операции, тогда как исходная логика или набор шагов, формирующих фазу, определяются конкретным оборудованием. Примеры фаз:
- добавление мономера хлорвинила;
- добавление катализатора;
- нагрев.
5.1.3 Управление координацией
Управление координацией направляет, инициирует и/или модифицирует процесс реализации процедуры управления и использования целостной совокупности взаимосвязанных сущностей оборудования. Управление координацией зависит от текущего времени, как и процедурное управление. При этом данное управление не структурировано в контексте выполнения специального технологического задания.
Примерами процесса управления координацией являются алгоритмы:
- контроля наличия и мощности оборудования;
- назначения оборудования для изготовления партии;
- разрешения запросов на выделение ресурсов;
- координации общих ресурсов оборудования;
- выбора процедурных элементов для активизации;
- контроля режима распространения.
Функции управления, необходимые для практической реализации алгоритмов управления координацией, рассмотрены в 6.1.
5.2 Совокупность взаимосвязанных сущностей оборудования
В следующих подразделах рассматриваются совокупности взаимосвязанных сущностей оборудования, представляющие собой комбинацию системы управления оборудованием и физического оборудования. Четыре вида таких комбинаций дают четыре сущности оборудования: производственный цех, технологическая установка, блок оборудования и блок управления. Настоящий раздел также содержит руководства по структуризации указанных сущностей оборудования.
Если используются термины производственный цех, технологическая установка, блок оборудования и блок управления, то они, как правило, относятся и к оборудованию, и к ассоциированной системе управления данным оборудованием. Вне зависимости от того, производится ли управление оборудованием сущности оборудования вручную или с помощью автоматических устройств, серийное производство возможно только с помощью системы управления оборудованием.
Рассмотрение системы управления оборудованием, как части сущности оборудования, не является обоснованием физической реализации процесса управления оборудованием. Оно устанавливает соответствующую логическую базу для понимания. Вместе с тем, весьма существенно, что управление оборудованием идентифицируется для конкретной сущности оборудования.
Указанное взаимодействие системы управления оборудованием и физического оборудования содержательно описано без каких-либо ссылок на язык или особенности практической реализации. Структура (Фреймворк) определяется внутренним содержанием рассматриваемой системы управления оборудованием и используемым физическим оборудованием.
5.2.1 Взаимосвязь "модель процедурного управления" - "физическая модель" - "модель технологического процесса"
Общая взаимосвязь между моделью процедурного управления, физической моделью и моделью технологического процесса приведена на рисунке 7. Соответствующее отображение взаимосвязи процедурного управления с конкретным оборудованием обеспечивает требуемую функциональность технологического процесса, описываемую моделью технологического процесса.
Понятие возможностей оборудования, использование этих возможностей для выполнения производственного задания является основной целью настоящего стандарта. Надлежащее использование возможностей процедурного управления сущностями оборудования является основным средством достижения поставленной цели. Процедурное управление может быть в целом определено как часть системы управления оборудованием или оно также может быть основано на использовании процедурной информации, поступающей к сущности оборудования от рецептуры.
5.2.2 Управление оборудованием в сущностях оборудования
Управляемость, обеспечиваемая в различных сущностях оборудования, является важнейшей характеристикой, формирующей базу классификации сущностей оборудования. В следующих разделах рассматриваются системы управления конкретных сущностей оборудования.
|

Procedural control model - модель процедурного управления; Physical model (lower portion) - физическая модель (нижняя часть); Process model - модель технологического процесса; Procedural elements - процедурные элементы; Equipment - оборудование; Resulting process functionality - результирующая функциональность технологического процесса; Procedure(s) - процедуры; combined with - объединяется с; Process cell(s) - производственные цеха; Process - технологический процесс; provides process functionality to carry out a - обеспечивает функциональность технологического процесса путем; Unit procedure(s) - процедуры технологических установок; Unit(s) - технологические установки; Process stage - стадия технологического процесса; Operation(s) - операции; Process operation - операция технологического процесса; Phase(s) - фазы; Process action - действия технологического процесса; Equipment module(s) - блоки оборудования; see figure 1 - см. рисунок 1; see figure 2 - см. рисунок 2; see figure 6 - см. рисунок 6
Рисунок 7 - Отображение взаимосвязи "процедурное управление" - "оборудование", обеспечивающей функциональность технологического процесса
5.2.2.1 Производственный цех
Производственный цех координирует все действия технологического процесса для одной или нескольких партий изделий. Цех получает рецептуры, содержащие процедуры, параметры, другую информацию, а также календарный план, определяющий производственные требования к каждой партии изделий. Может также потребоваться подготовка и проведение мониторинга оборудования (ресурсов), не задействованных в данный момент в процессе производства партии изделий. Рассматриваемые типовые вопросы: какие технологические установки имеются в наличии, какие технологические установки и трубопроводные системы подвергаются безразборной очистке (БРО), какова номенклатура существующих производственных запасов сырьевых материалов.
Сложность управления производственным цехом зависит от оборудования, имеющегося в производственном цехе, от взаимосвязанности данного оборудования, от степени свободы прохождения партии изделий через данное оборудование, от порядка разрешения споров (арбитраж) при использовании данного оборудования, что важно для повышения эффективности его использования.
Распределение систем управления оборудованием в производственном цехе зависит от состава и расположения физического оборудования. Например, если производственный цех разделен на технологические линии, то управление оборудованием в данном производственном цехе распределяется между этими технологическими линиями.
Блоки оборудования и блоки управления могут существовать как отдельные сущности в рамках прямого управления производственным цехом.
5.2.2.1.1 Базовое управление в производственном цехе
Производственный цех может включать базовое управление сразу несколькими технологическими установками. Например, блокирующее устройство, запирающее одну технологическую установку, может распространить свое действие на технологические установки, расположенные выше по технологической линии и питающие блокируемую технологическую установку.
5.2.2.1.2 Процедурное управление в производственном цехе
Выполнение общих процедур и инициирование конкретных процедур технологической установки - это ответственность (компетенция) производственного цеха. Их выполнение может быть, а может и не быть составной частью управления координацией, обусловленной технологическим движением партии изделий по технологической линии в соответствии с разделом 5.2.2.1.3.
5.2.2.1.3 Управление координацией в производственном цехе
Управление координацией в производственном цехе имеет более высокий приоритет, чем управление координацией сущностей оборудования нижнего уровня. Основными причинами этого являются:
- производственный цех может иметь несколько технологических установок и заниматься изготовлением нескольких партий изделий одновременно. Это требует координации одновременного выполнения нескольких процедур;
- управление технологическим движением партии изделий связано с выбором одного из нескольких альтернативных маршрутов. Данный выбор может определяться связями между технологическими установками. Чаще маршрутизация определяется условиями производственного цеха;
- порядок разрешения споров (арбитраж) чаще формируется на цеховом уровне, что позволяет оптимизировать расходование ресурсов (ресурсов совместного использования, отложенных ресурсов для последующего использования).
Примеры управления координацией в производственном цехе включают следующие алгоритмы:
- инициализации и технологического движения партии в процессе обработки в производственном цехе;
- инициирования и/или ассоциирования процедур технологических установок, технологических параметров и другой специальной информации в надлежащем порядке для обеспечения выпуска изделий по технологии, определенной уникальной комбинацией календарного плана и рецептуры.
5.2.2.2 Технологическая установка
Технологические установки координируют функции объектов нижнего уровня, таких как блоки оборудования и блоки управления. Главной целью управления технологической установкой является управление технологическим процессом производства партии изделий, ассоциируемой в данный момент с рассматриваемой технологической установкой.
5.2.2.2.1 Базовое управление в технологических установках
Базовое управление в технологических установках, как правило, включает автоматическое управление и управление отдельными действиями блока оборудования и блока управления технологической установкой.
5.2.2.2.2 Процедурное управление в технологических установках
Технологические установки могут обеспечивать различные фазы работы оборудования, операции и процедуры оборудования технологической установки. Они могут выполнять установленные рецептурные операции и рецептурные технологические процедуры.
5.2.2.2.3 Управление координацией в технологических установках
Управление оборудованием технологической установки обеспечивает существенно более высокий уровень управления координацией, чем какой-либо объект оборудования нижнего уровня. Оно может включать, например, алгоритмы организации работы технологической установки, расходования ресурсов, разрешения конфликтов по запросам других служб на выделение технологических установок (производственного цеха), получения ресурсов из внешних источников, установления связи с другими сущностями оборудования, расположенными за пределами производственного участка.
5.2.2.3 Блок оборудования
Главной целью управления оборудованием в целом и процесса управления блоком оборудования является координация функций других блоков оборудования и блоков управления нижнего уровня. Блок оборудования может работать по командам с уровня производственного цеха, технологической установки, оператора или, в некоторых случаях, по командам другого блока оборудования.
5.2.2.3.1 Базовое управление блоком оборудования
Базовое управление блоком оборудования, как правило, обеспечивает автоматическое управление и управление отдельными действиями системы управления блоком оборудования.
5.2.2.3.2 Процедурное управление блоком оборудования
Блок оборудования обеспечивает выполнение фаз работы оборудования. Выполнение процедурных элементов более высокого уровня не обеспечивается.
5.2.2.3.3 Управление координацией блока оборудования
Управление координацией блока оборудования включает координацию его составных частей. Оно может включать алгоритмы режимов распространения и алгоритмы разрешения спорных ситуаций по запросам технологических установок.
5.2.2.4 Блок управления
Управление оборудованием на данном уровне обеспечивает работу исполнительных устройств и других блоков управления. Один блок управления может направлять команды другим блокам управления, а также исполнительным устройствам, если они сконфигурированы как части блока управления. Управление технологическим процессом зависит от особенностей работы задействованного блока управления и работы исполнительных устройств.
Примеры управления блоком управления в системе управления оборудованием:
- открытие или закрытие клапана с выдачей аварийного сигнала подтверждения неисправности или отказа;
- регулирование положения управляющего клапана по показаниям датчика с помощью пропорционально-интегрально-дифференциальных алгоритмов управления;
- задание и поддержание состояния нескольких клапанов распределительного коллектора материала.
5.2.2.4.1 Базовое управление блока управления
Блоки управления обеспечивают базовое управление. Обычно управление является либо автоматическим, либо определяется отдельно для конкретной ситуации (состояния). В некоторых случаях оба вида управления действуют одновременно. Управление может быть (условно) логическим. Например: "открыть клапан, если температура находится в заданном диапазоне, и клапан, расположенный ниже по потоку, открыт".
Автоматическое управление обеспечивает поддержание значения технологических переменных в пределах установленного значения. Сложные стратегии процесса управления, такие как многомерное управление (регулирование нескольких взаимосвязанных величин), модельное управление (управление на основе моделирования) и управление с использованием искусственного интеллекта, также могут быть отнесены к категории автоматического управления.
Позиционное управление обеспечивает задание состояния блока оборудования в отличие от задания значений технологических переменных. Устройство позиционирования имеет конечное число состояний. Оно определяет работу технологической цепочки независимо от выпускаемого продукта.
Блоки управления могут обеспечивать управление в исключительных ситуациях.
5.2.2.4.2 Процедурное управление блока управления
Блоки управления не обеспечивают процедурного управления.
5.2.2.4.3 Управление координацией блока управления
Управление координацией блока управления может включать, например, алгоритмы режимов распространения, алгоритмы разрешения спорных ситуаций по вопросам использования технологических установок.
5.2.3 Структуризация сущностей оборудования
В следующих подразделах рассматриваются общие принципы сегментации производственного цеха по сущностям оборудования для выполнения предписанных технологических действий или машино-ориентированных действий. Полное рассмотрение принципов технологической сегментации не является предметом настоящего стандарта.
Физическая структура производственного цеха оказывает сильное влияние на практическую реализацию управления серийным производством. Небольшие отличия в физической системе могут оказать существенное влияние на организацию сущностей оборудования и процедурных элементов.
Во всех разделах настоящего стандарта, связанных с изучением работы систем управления, предполагается, что рассматриваемый производственный цех (как физическое оборудование, так и соответствующие управляющие действия) подразделен на хорошо обусловленные сущности оборудования, такие как технологические установки, блоки оборудования и блоки управления. Эффективное подразделение производственного цеха на четко обусловленные сущности оборудования - достаточно сложная операция, сильно зависящая от конкретных условий производственной среды, в которой происходит производство партии изделий. Несовместимое или некорректное подразделение оборудования может снизить эффективность модульного подхода к определению рецептур, предложенного в настоящем стандарте.
Подразделение производственного цеха требует ясного понимания назначения оборудования производственного цеха. Такое понимание обеспечивает идентификацию связанных сущностей оборудования и достижение требуемого производственного результата.
5.2.3.1 Структуризация производственного цеха
Производственный цех обычно подразделяется в соответствии со следующими принципами:
- функция, выполняемая каким-либо объектом оборудования при производстве продукта (изделия), должна быть ясной и однозначной;
- функция, выполняемая объектом оборудования, должна быть непротиворечивой в терминах производственного задания, она должна задействоваться независимо от того, какой продукт (изделие) изготавливается в данный момент времени;
- подчиненные сущности оборудования должны иметь возможность выполнять поставленные задания независимо и асинхронно. Сущности оборудования высшего уровня должны иметь возможность руководить действиями подчиненных объектов;
- необходимо минимизировать взаимодействие между сущностями оборудования. Если периодическое взаимодействие все же необходимо, то во время взаимодействия сущностей оборудования каждая из них должна выполнять свои функции в минимальном объеме;
- объект оборудования должен иметь свои четкие границы;
- непротиворечивость - важное условие для определения сущности оборудования. Оператор, управляющий подобными сущностями оборудования, должен делать это естественно и уверенно;
- необходимое взаимодействие между сущностями оборудования, по возможности, должно осуществляться между объектами одного уровня или последующего высокого уровня.
5.2.3.2 Структуризация технологических установок
Определение технологической установки требует знания основных технологических действий так же как, и возможностей оборудования. Необходимо руководствоваться следующими указаниями:
- в технологической установке может осуществляться одно или несколько основных технологических действий, таких как химическая реакция или кристаллизация;
- технологические установки определяются так, что они могут функционировать относительно независимо друг от друга;
- предполагается, что технологическая установка работает только с одной партией изделий в одно и то же время.
5.2.3.3 Структуризация блоков оборудования
Определение блока оборудования требует знания специальных технологических действий нижнего уровня и возможностей оборудования. Блок оборудования может выполнять конечное число технологических действий нижнего уровня, таких как дозирование и взвешивание. Обычно он концентрируется вокруг набора производственного оборудования. Совокупность блоков управления может быть определена как блок оборудования или как блок управления. Если указанная совокупность выполняет одну или несколько фаз работы оборудования, то это - блок оборудования.
5.3 Рецептуры
В следующих подразделах описаны четыре типа рецептур, рассмотренных в настоящем стандарте, пять категорий информации, содержащейся в рецептуре, возможные изменения данной информации в зависимости от типа рецептуры, взаимосвязи рецептурной процедуры управления и процедуры оборудования. Также в настоящем стандарте представлены рекомендации по перемещаемости (транспортируемости) рецептуры.
5.3.1 Тип рецептуры
В следующих подразделах рассмотрены четыре типа рецептур, обычно используемых на предприятии.
Рецептура - это сущность, содержащая минимальную информацию, которая уникальным образом определяет требования к изготовлению специального продукта (изделия). Рецептура устанавливает способ описания продуктов и порядок их изготовления. В зависимости от специальных требований предприятия, могут существовать и другие типы рецептур. В настоящем стандарте рассмотрены следующие четыре типа рецептур: общая рецептура, рецептура, связанная с местом производства, технологическая рецептура и рецептура управления (см. рисунок 8).
|

General recipe - общая рецептура; includes - включает; Product-specific processing information - технологическая информация, связанная с продуктом; may be transformed into - может быть преобразована в; Site recipe - рецептура, связанная с местом производства; Site-specific information - информация, связанная с местом производства; Master recipe - технологическая рецептура; Process cell-specific information - информация, связанная с производственным цехом; is the basis for - является основой для; Control recipe - рецептура управления; Batch ID, batch size, in-process, operator - and/or system-generated information - идентификатор партии, размер партии, прочая информация, связанная с технологическим процессом, работой оператора и показаниями системы
Рисунок 8 - Типы рецептур
Основополагающим для практического применения рецептуры является представление о том, что различные части предприятия могут нуждаться в различной информации об изготовлении продуктов различной сложности, так как различные получатели информации используют ее в различных целях. Следовательно, для работы предприятия нужно несколько типов рецептур.
Если указанный тип рецептуры фактически существует, то ответы на вопросы "кто генерирует ее", "где она генерируется", - варьируются от случая к случаю и от предприятия к предприятию. Например, предприятие может предпочесть не заниматься практической реализацией одной или нескольких типов рецептур.
Продукт может быть изготовлен на различном наборе оборудования в различных местах. Рецептуры, соответствующие одному месту производства или одному набору оборудования, могут не соответствовать другому месту производства или другому набору оборудования. Это может привести к наличию нескольких рецептур при производстве одного продукта. Определение рецептуры должно иметь соответствующую структуру, чтобы отслеживать генеалогию (происхождение) рецептуры.
Рецептура не содержит календарных планов или указаний по управлению оборудованием. Рецептура содержит технологическую информацию для изготовления специального продукта. Это позволяет изготавливать различные продукты на одном серийном оборудовании без переопределения процедуры управления оборудованием.
Имеются существенные различия между общей рецептурой и рецептурой, связанной с местом производства, а также между технологической рецептурой и рецептурой управления. Общая рецептура и рецептура, связанная с местом производства, содержат указания "как это сделать в принципе?". Технологическая рецептура и рецептура управления содержат указания "как это сделать из фактически имеющихся ресурсов?".
5.3.1.1 Общая рецептура
Общая рецептура - это рецептура уровня предприятия, которая служит базой для рецептур нижнего уровня. Общая рецептура создается без учета особенностей оборудования производственного цеха, используемого для изготовления продукта. Она идентифицирует сырьевые материалы, их относительный расход, их необходимую переработку без учета особенностей места производства и доступного оборудования. Общая рецептура создается с учетом протекающих химических реакций и технологических требований к рассматриваемому продукту, отражает интересы и озабоченности работников.
Тогда как общая рецептура не учитывает особенности оборудования и места производства, производственная технология изготовления продукта может существенно отличаться от своего лабораторного аналога. Поэтому требования к оборудованию должны быть прописаны достаточно подробно для корректного определения требуемого типа оборудования с учетом особенностей места производства и особенностей набора оборудования для производства партии изделий. Общая рецептура определяет средства установления соответствия технологических требований и возможных мест производства.
Количества могут быть выражены фиксированными или нормализованными значениями. Требования к оборудованию выражаются в терминах необходимых атрибутов оборудования (например, требования к допустимым значениям давления, конструкционным материалам).
Общая рецептура может быть использована как база для составления плана работ предприятия, а также для принятия решений в части инвестирования. Она может являться частью (ссылкой для) производственных спецификаций, может использоваться для разработки производственного плана и передаваться в виде информации заказчикам и общественным организациям.
5.3.1.2 Рецептура, связанная с местом производства
Рецептура, связанная с местом производства, учитывает особенности конкретного места производства. Она представляет собой комбинацию специальной информации о месте производства и общей рецептуры. Она обычно выводится из общей рецептуры с учетом конкретных (местных) условий изготовления продукта, обеспечивает степень детализации проработки, соответствующей местному уровню производства, а также долгосрочное календарное планирование. В отсутствие общей рецептуры, указанная рецептура может разрабатываться прямо на местах. Язык, на котором пишется рецептура, или особенности местных сырьевых материалов, учитываются как особенности места производства. Некоторые особенности оборудования производственного цеха могут не приниматься во внимание. Как правило, рецептура, связанная с местом производства, является результатом разработки технологии с учетом местных особенностей.
Из одной общей рецептуры может быть выведено несколько рецептур, связанных с местом производства, каждая из которых отражает часть общей рецептуры, практически реализуемой на конкретном месте производства.
5.3.1.3 Технологическая рецептура
Технологическая рецептура - это уровень рецептуры, ориентированный на производственный цех или на конкретный поднабор оборудования производственного цеха. Технологическая рецептура может быть выведена как из общей рецептуры, так и из рецептуры, связанной с местом производства. Данная рецептура также может быть создана как отдельная сущность, если разработчик рецептуры имеет необходимую технологическую и производственную подготовку.
Некоторые характеристики технологических рецептур:
- из рецептуры, связанной с местом производства, может быть выведено несколько технологических рецептур, каждая из которых соответствует части рецептуры, связанной с местом производства, практически реализуемой в производственном цехе;
- технологическая рецептура в полной мере учитывает свойства оборудования производственного цеха и обеспечивает корректный технологический процесс изготовления партии изделий. Это достигается путем объединения функциональности специального набора оборудования производственного цеха с информацией о технологических рецептурах;
- в технологической рецептуре в формулах могут использоваться нормализованные значения, вычисляемые значения и фиксированные значения;
- технологическая рецептура может содержать специальную информацию о продукте, необходимую для разработки детального календарного плана (например, входная информация технологического процесса, требования к оборудованию);
- уровень технологической рецептуры должен удовлетворять установленным требованиям, потому что без нее нельзя разработать рецептуру управления и, следовательно, изготовить партию изделий;
- независимо от того, управляется ли оборудование (для производства партии изделий) вручную или автоматически, технологическая рецептура может быть представлена либо в идентифицируемом письменном виде, либо в электронной форме.
5.3.1.4 Рецептура управления
При составлении рецептуры управления за основу берется копия конкретной версии технологической рецептуры. Эта версия модифицируется с учетом особенностей календарного плана и эксплуатационных данных и используется применительно к единичной партии изделий. Рецептура управления содержит специальную технологическую информацию о продукте, необходимую для изготовления отдельной партии изделий. Данная рецептура устанавливает уровень детализации, необходимый для инициирования и мониторинга процедурных сущностей оборудования производственного цеха. Она может модифицироваться для учета фактического качества сырьевых материалов и особенностей фактически используемого оборудования. Выбор технологических установок и необходимая размерная обработка может быть выполнена в любое время до того как указанная информация будет востребована.
Рецептуры управления модифицируются в течение некоторого периода времени, зависящего от разработки календарного плана, оснащения оборудования, оперативной информации. Рецептуры управления могут модифицироваться несколько раз в течение процесса производства партии изделий. Например:
- определение оборудования, фактически используемого в рецептуре управления в начале изготовления партии и после отладки технологии;
- добавление или регулировка параметров, основанных на качестве остаточных сырьевых материалов или на данных анализа установившегося производства;
- изменение процедуры управления при возникновении неожиданных событий.
5.3.2 Содержание рецептуры
Рецептуры содержат следующие категории информации: заголовок, формулы, требования к оборудованию, описание процедуры и другую информацию. Следующие подразделы содержат детальное описание указанных категорий. Существуют значительные отличия одного типа рецептуры от другого.
5.3.2.1 Заголовок
Ссылка на административную информацию в рецептуре производится как на заголовок. Обычно информация заголовка включает рецептуру, идентификатор продукта, номер версии, источник информации, дату выпуска, информацию о согласованиях, статус и другую административную информацию. Например, рецептура, связанная с местом производства, может содержать имя и номер версии общей рецептуры, на основе которой первая была разработана.
5.3.2.2 Формула
Формула - это категория рецептурной информации, включающей входы технологического процесса, технологические параметры и выходы технологического процесса.
Вход технологического процесса - это идентификационные данные и информация о количестве сырьевых материалов (других ресурсов), необходимых для организации процесса производства. В дополнение к сырьевым материалам, потребляемым в процессе производства партии изделий, входы технологического процесса могут также включать информацию о необходимой энергии и других ресурсах (например, рабочую силу). Входы технологического процесса включают названия ресурсов, а также информацию об их количестве, необходимом для изготовления указанной партии изделий. Указанные количества могут быть определены их абсолютными значениями, уравнениями (определяемыми параметрами формул), размером партии (оборудования). Входы технологического процесса могут также описывать допустимые замены, представленные в установленной базовой форме.
Технологические параметры (температура, давление, время и т.п.) конкретизируют информацию об особенностях производства партии изделий, но не подразделяются на входную и выходную информацию. Технологические параметры могут быть использованы как контрольные точки, значения для сравнения, а также в качестве значений логических переменных.
Выход технологического процесса - это идентификационные данные и информация об ожидаемом расходе материала (энергии) для однократного выполнения рецептур. Указанные данные могут конкретизировать информацию о воздействии окружающей среды, а также содержать другую информацию (спецификации планируемого выпуска продукта в терминах количества, маркировки и доходности).
Рассматриваемые типы данных (формулы) обеспечивают передачу информации в различные части предприятия и упорядочивают имеющиеся данные. Например, список входов технологического процесса может быть представлен как общий список основных элементов рецептуры или как набор конкретных элементов для каждого отдельного процедурного элемента рецептуры.
5.3.2.3 Требования к оборудованию
Требования к оборудованию ограничивают выбор оборудования, которое в конечном итоге обеспечивает практическую реализацию специальной части процедуры.
В общей рецептуре и в рецептуре, связанной с местом производства, требования к оборудованию обычно формулируются в общих терминах, таких как допустимые материалы и необходимые технологические характеристики. На основании требований к оборудованию разрабатываются рекомендации и накладываются ограничения, обеспечивающие использование общих рецептур и рецептур, связанных с местом производства, для создания, в конечном итоге, технологических рецептур для работы соответствующего оборудования. На уровне технологической рецептуры требования к оборудованию могут быть выражены в любой форме, дающей описание доступного оборудования в производственном цехе. Если технологические линии определены, то технологическая рецептура (а также результирующая рецептура управления) может быть основана на имеющемся оборудовании данной технологической линии, а не на всем оборудовании производственного цеха. На уровне рецептуры управления требования к оборудованию, а также его поднабору, те же, что и требования к оборудованию на уровне технологической рецептуры. Рецептура управления может включать в технологический процесс специальное оборудование, например реактор R-501, если для этого есть необходимые основания.
5.3.2.4 Рецептурные процедуры
Рецептурная процедура определяет стратегию выполнения технологического процесса. Общие рецептурные процедуры и рецептурные процедуры, связанные с местом производства, структурируются на уровнях, описанных моделью технологического процесса, так как на этих уровнях технологический процесс может быть описан без указания конкретного оборудования. Технологические рецептурные процедуры и рецептурные процедуры управления структурируются с помощью процедурных элементов модели процедурного управления, так как эти процедурные элементы непосредственно связаны с используемым оборудованием.
Разработчик рецептуры ограничен в использовании процедурных элементов, которые подлежат конфигурированию и являются доступными в процессе создания процедуры. Для определения процедуры разработчик может использовать какую-либо комбинацию указанных процедурных элементов. Определение того, который из указанных процедурных элементов может стать частью процедуры, производится путем принятия специального проектного решения, основанного на многих факторах, включая возможности процесса управления и степени свободы, необходимые разработчику рецептуры в данном приложении.
5.3.2.4.1 Общая рецептурная процедура
Процедурная информация в общей рецептуре выражается тремя уровнями компонентного разделения: стадии технологического процесса, операции технологического процесса, технологические действия (см. рисунок 9). Функциональность данных уровней соответствует функциональности аналогичных уровней модели технологического процесса (см. 4.1.3).
Стадия технологического процесса, операция технологического процесса и технологическое действие не ограничены границами технологической установки реального места производства (завода). Они описывают технологические действия, которые могут быть выбраны для одной или нескольких различных технологических установок, когда общие рецептуры и рецептуры, связанные с местом производства, готовятся к запуску на одном или нескольких реальных заводах.
|

General recipe procedure - общая рецептурная процедура; is an ordered set of - является упорядоченным множеством; General recipe process operation - технологическая операция общей рецептуры; General recipe process action - технологическое действие общей рецептуры; General recipe process stage - стадия технологического процесса в общей рецептуре
Рисунок 9 - Общая рецептурная процедура
5.3.2.4.2 Рецептурная процедура места производства
Процедурная информация в рецептуре, связанной с местом производства, состоит из стадий технологического процесса, операций технологического процесса и технологических действий, связанных непосредственно с соответствующими элементами общей рецептуры. В общем случае, существует взаимно однозначное соответствие между стадиями технологического процесса в общей рецептуре и стадиями технологического процесса в рецептуре, связанной с местом производства, между технологическими операциями общей рецептуры и технологическими операциями рецептуры, связанной с местом производства, между технологическими действиями общей рецептуры и технологическими действиями рецептуры, связанной с местом производства. Как и информация о других рецептурах, связанных с местом производства, стадиями технологического процесса, технологическими операциями, технологические действия могут быть модифицированы для учета конкретной производственной специфики.
5.3.2.4.3 Технологическая рецептурная процедура
Рецептурно-процедурная часть технологической рецептуры может содержать рецептурные процедуры технологической установки, рецептурные операции и рецептурные фазы (см. рисунок 10).
|

Recipe procedure - рецептурная процедура; may be an ordered set of - может быть упорядоченным набором; Recipe unit procedure - рецептурная процедура технологической установки; Recipe operation - рецептурная операция; Recipe phase - рецептурная фаза
Рисунок 10 - Технологическая рецептурная процедура
Разработка процедуры в рамках технологической рецептуры на основе рецептурной процедуры, связанной с местом производства, может оказаться довольно сложной. Для технологической рецептуры важен детальный учет требований к оборудованию для определения перечня и способов доставки необходимых ресурсов, порядка разработки и инициирования рецептуры управления. На данном рецептурном уровне, когда определяется набор рецептурных фаз, необходимых для выполнения планируемых технологических действий, устанавливаются соответствующие технологические операции и стадии технологического процесса.
Между технологическими действиями общих рецептур (рецептур, связанных с местом производства) и рецептурными фазами в технологической рецептуре, между технологическими операциями общих рецептур (рецептур, связанных с местом производства) и рецептурными операциями в технологической рецептуре, между стадиями технологического процесса общих рецептур (рецептур, связанных с местом производства) и рецептурными процедурами технологической установки в технологической рецептуре имеют место взаимосвязи 1:1 (один к одному), 1:n (один ко многим) или n:1 (многие к одному) (см. рисунок 11). Фактическое соотношение определяется типом используемого оборудования.
|

Site recipe - рецептура, связанная с местом производства; Master recipe - технологическая рецептура; Procedure - процедура; Recipe procedure - рецептурная процедура; Process stage - стадия технологического процесса; Recipe unit procedure - рецептурная процедура технологической установки; Process operation - технологическая операция; Recipe operation - рецептурная операция; Process action - действие технологического процесса; Recipe phase - рецептурная фаза
Рисунок 11 - Соотношения процедурных элементов рецептуры, связанной с местом производства, и технологической рецептуры
Вместе с тем, что имеет место общее подобие между назначением технологических действий и технологических функций, определенных рецептурными фазами, взаимно однозначного соответствия между ними нет. Одному технологическому действию могут соответствовать несколько рецептурных фаз. Нескольким технологическим действиям может соответствовать одна рецептурная фаза.
Аналогичное соотношение имеет место между технологическими операциями и производственными операциями. Здесь также имеют место существенные отличия. Так, производственные операции полностью выполняются на одной технологической установке по назначению, тогда как технологическая операция не ограничена требованиями технологической установки конкретного производственного объекта. Для выполнения унитарной технологической операции может потребоваться выполнение одной или нескольких производственных операций по назначению.
Подобные соотношения имеют место между стадиями технологического процесса и процедурами технологической установки (аналогично соотношениям между технологическими операциями и производственными операциями). Процедуры технологической установки также полностью выполняются на одной технологической установке по назначению, в то время как стадия технологического процесса не ограничена требованиями конкретного оборудования конкретного производственного объекта. Выполнение одной стадии технологического процесса может потребовать выполнения одной или нескольких процедур технологической установки по назначению.
5.3.2.4.4 Рецептурная процедура управления
Рецептурная процедура управления включает рецептурные процедуры технологической установки, рецептурные операции и рецептурные фазы, относящиеся непосредственно к рассматриваемой технологической рецептуре. Во время разработки рецептуры управления имеет место соотношение 1:1 между рецептурными процедурами технологической установки в рамках технологической рецептуры и рецептурными процедурами технологической установки в рамках рецептуры управления, между рецептурными операциями технологической рецептуры и рецептурными операциями рецептуры управления, между рецептурными фазами технологической рецептуры и рецептурными фазами рецептуры управления. Изменения рецептурной процедуры управления в ходе ее выполнения могут привести к ее отличию от технологической рецептурной процедуры. Рецептурная процедура управления (как и технологическая рецептурная процедура) может делиться на части в соответствии с границами имеющейся технологической установки. При этом последовательно формулируются рецептурные технологические требования ко всем технологическим установкам производственного цеха.
5.3.2.5 Прочая информация
Прочая информация - это категория рецептурной информации, содержащей информацию об обеспечении процесса производства партии изделий, не содержащуюся в других частях рецептуры. Например, информация о нормативно-правовом соответствии, информация о материалах и технологической безопасности, диаграммы технологического потока, информация об упаковке/маркировке.
5.3.3 Взаимосвязь рецептурной процедуры управления и процесса управления оборудованием
Очень важно связать рецептурное управление и управление оборудованием. Это обеспечивает работу оборудования и производство партий изделий, так как рецептура управления не содержит достаточно информации для функционирования производственного цеха. Управление оборудованием не рассматривается рецептурой и не является ее частью. Следующие подразделы рассматривают особенности рецептурной процедуры управления и процесса управления оборудованием, особенности процедурных элементов, используемых рецептурными процедурами процесса управления и при управлении оборудованием, а также особенности механизма, используемого для обеспечения связи рецептурной процедуры управления и процесса управления оборудованием.
5.3.3.1 Особенности рецептурной процедуры управления и процесса управления оборудованием
На рисунке 12 показаны особенности рецептурной процедуры управления и процесса управления оборудованием. Существенно то, что рецептурная процедура управления содержит, по крайней мере, один процедурный элемент, который является рецептурной процедурой. Для обеспечения надлежащего управления оборудованием особенно важно наличие, по крайней мере, одного процедурного элемента, устанавливающего связь, необходимую для функционирования физического оборудования. Указанное допущение принято на рисунке 12 для формирования фазы работы оборудования.
Для надлежащего выполнения рецептур управления в процессе управления оборудованием элементы рецептурной процедуры связываются (путем ссылок) с процедурными элементами оборудования. Если рецептурная процедура управления включает не все уровни процедурных элементов (рецептурные процедуры технологической установки, рецептурные операции, рецептурные фазы), то связываются рецептурные процедурные элементы нижнего уровня и процедурные элементы оборудования на соответствующем уровне иерархии процедур управления. Например, если имеющиеся рецептурные операции - это нижний уровень рецептурной процедуры управления, то они связываются с операциями оборудования.
Если рецептурные процедуры технологической установки, рецептурные операции и рецептурные фазы не рассматриваются как часть рецептурной процедуры управления, то они могут оказаться полезными при работе процедурных элементов оборудования нижнего уровня (только некоторые или все) как часть процедуры управления оборудованием для формирования модульной структуры управления оборудованием.
5.3.3.2 Процедурные элементы рецептуры управления и процедурные элементы оборудования
Особенности процедурных элементов рецептуры:
- описание требуемой функциональности;
- формулы и другие параметры, учитывающие особенности процедурного элемента;
- требования к оборудованию, учитывающие особенности процедурного элемента.
Если процедурный элемент рецептуры ссылается на процедурный элемент оборудования, то он должен быть идентифицирован для обеспечения корректной связи. В противном случае процедурный элемент рецептуры (расположенный выше уровня фазы) включает (ссылается на) другие процедурные элементы рецептуры и спецификацию порядка выполнения указанных процедурных элементов.
|
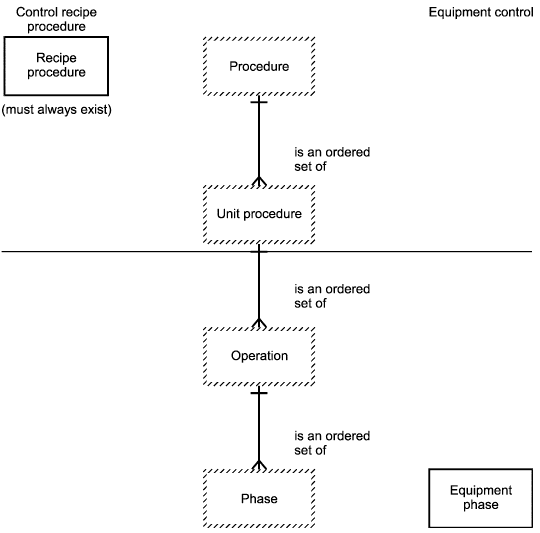
Control recipe procedure - рецептурная процедура управления; Recipe procedure - рецептурная процедура; (must always exist) - "наличие обязательно"; Procedure - процедура; Equipment control - управление оборудованием; is an ordered set of - является упорядоченным набором; Unit procedure - процедура технологической установки; Operation - операция; Phase - фаза; Equipment phase - фаза работы оборудования
Примечание - Структурные блоки, выделенные разрывными линиями, указывают на процедурные элементы, которые могут быть частью либо рецептурной процедуры управления, либо процедуры управления оборудованием.
Рисунок 12 - Особенности рецептурной процедуры управления и процесса управления оборудованием
Особенности связуемого процедурного элемента оборудования:
- наличие идентификации, на которую может ссылаться процедурный элемент рецептуры или процедурный элемент оборудования высокого уровня;
- описание требуемой функциональности;
- наличие переменных рецептуры в формуле и прочих параметрах;
- наличие логики выполнения действий.
Разработчик рецептуры может использовать процедурные элементы более высокого уровня для определения процедуры, а также процедурные элементы нижнего уровня как части этой процедуры. Это имеет место, если процедурный элемент высокого уровня предварительно конфигурируется в терминах одного или нескольких процедурных элементов нижнего уровня. Если разработчик рецептуры использует процедурный элемент высокого уровня, то процедурные элементы нижнего уровня также применяются (даже если они невидимы для разработчика рецептуры) и становятся частью процедуры.
Если процедурный элемент используется в рецептуре более одного раза, то может оказаться необходимым уникально идентифицировать каждый случай использования данного процедурного элемента оператором в технологической последовательности изготовления партии.
5.3.3.3 Стыковка рецептурной процедуры управления и процесса управления оборудованием
Важно правильно выбрать способ стыковки (связи) процедурных элементов рецептуры управления с процедурными элементами оборудования. Ниже приведен вариант установления связи между рецептурной процедурой управления и управлением оборудования, если в приложении используются все процедурные элементы рассматриваемой модели процедурного управления.
Данная стыковка выполняется путем ассоциирования процедурных элементов рецептуры с процедурными элементами оборудования. Таким образом, запрос на определенную технологическую функцию отделяется от управления оборудованием. Указанная связь дает возможность процедурному элементу рецептуры использовать различные процедурные элементы оборудования в зависимости от конкретного оборудования, определенного рецептурой.
Фаза работы оборудования может быть инициирована вещами, отличными от выполнения рецептуры управления. Она может быть инициирована запросом на другую технологическую установку или текущим запросом оператора. Независимое выполнение фазы может оказаться полезным для обработки непредвиденных условий, при вводе в эксплуатацию, в процессе технического обслуживания и/или при подготовке технологической установки к работе.
Если процедуры технологической установки, операции и фазы являются частью рецептурной процедуры управления, то стыковка (путем ссылки) рецептурной процедуры управления с управлением оборудованием выполняется на уровне фазы (см. рисунок 13). Указанный рисунок относится только к одной рецептуре управления.
|
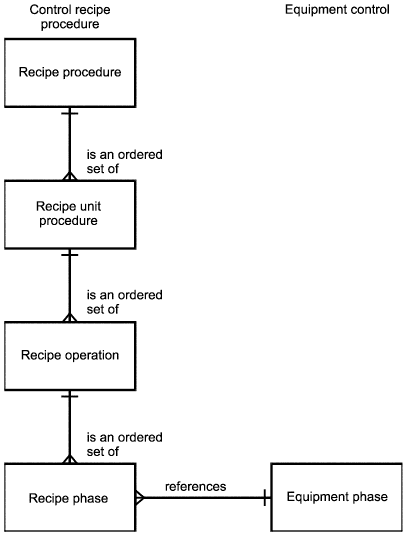
Control recipe procedure - рецептурная процедура управления; Equipment control - управление оборудованием; Recipe procedure - рецептурная процедура; is an ordered set of - является упорядоченным набором; Recipe unit procedure - рецептурная процедура технологической установки; Recipe phase - рецептурная фаза; references - ссылается; Equipment phase - фаза работы оборудования
Рисунок 13 - Пример рецептурной процедуры управления, содержащей процедуры технологической установки, операции и фазы
Если фазы не существуют как части рецептуры управления, а таковые операции существуют, то стыковка выполняется на уровне операции (см. рисунок 14). Данный пример относится только к одной рецептуре управления.
|

Control recipe procedure - рецептурная процедура управления; Equipment control - управление оборудованием; Recipe procedure - рецептурная процедура; is an ordered set of - является упорядоченным набором; Recipe unit procedure - рецептурная процедура технологической установки; Recipe operation - рецептурная операция; references - ссылается; Equipment operation - работа оборудования; Equipment phase - фаза работы оборудования
Рисунок 14 - Пример рецептурной процедуры управления, содержащей процедуры технологической установки и операции
Если ни фазы, ни операции не существуют как части рецептуры управления, но существуют процедуры технологической установки, обладающие данным свойством, то стыковка выполняется на уровне процедуры технологической установки (см. рисунок 15). Данный пример относится только к одной рецептуре управления.
|

Control recipe procedure - рецептурная процедура управления; Equipment control - управление оборудованием; Recipe procedure - рецептурная процедура; is an ordered set of - является упорядоченным набором; Recipe unit procedure - рецептурная процедура технологической установки; reference - ссылки; Equipment unit procedure - процедура блока оборудования; Equipment operation - работа оборудования; Equipment phase - фаза работы оборудования
Рисунок 15 - Пример рецептурной процедуры управления, содержащей процедуры технологической установки
Если процедура существует как часть рецептуры управления, то стыковка выполняется на уровне данной процедуры (см. рисунок 16). Данный пример относится только к одной рецептуре управления.
|

Control recipe procedure - рецептурная процедура управления; Equipment control - управление оборудованием; Recipe procedure - рецептурная процедура; references - ссылается; is an ordered set of - является упорядоченным набором; Equipment procedure - процедура оборудования; Equipment unit procedure - процедура блока оборудования; Equipment operation - работа оборудования; Equipment phase - фаза работы оборудования
Рисунок 16 - Пример рецептурной процедуры управления, содержащей только процедуру
5.3.3.4 Сжимаемость рецептурной процедуры управления и управления оборудования
В предшествующих примерах предполагалось, что используются все уровни модели процедуры. Как и с другими моделями настоящего стандарта, модель процедурного управления является сжимаемой. Уровни модели процедурного управления можно не принимать во внимание в специальных приложениях. Некоторые примеры рассмотрены ниже.
Если процедура ассоциирована с единичной технологической установкой, то данная процедура сама может задействоваться процедурой технологической установки. При этом рецептурная процедура сокращается (см. рисунок 17a).
Рецептурные фазы сами по себе могут быть использованы для определения рецептурной процедуры, задействующей единичную технологическую установку. В данном случае рецептурная процедура состоит из фаз, необходимых для выполнения функций процедуры и реализации стратегии, обеспечивающей правильную организацию и надлежащий порядок действия фаз. Модель процедуры сокращается и не использует процедуры технологической установки и ее операции как явно заданные подразделения (см. рисунок 17b).
Процедура оборудования может сокращаться аналогично, как показано на рисунке 17c. Здесь ни процедуры технологической установки, ни операции, ни фазы не использованы в рецептурной процедуре. Точно так же рецептурная процедура сокращается только до имени процедуры, и ни процедуры технологической установки, ни ее операции не используются в процедуре оборудования. Теперь процедура оборудования представляет собой упорядоченный набор фаз работы оборудования.
Уровень фазы может быть опущен, если специальное приложение лучше описывается неделимыми операциями (см. далее). В данном случае операция взаимодействует непосредственно с базовым управлением (см. рисунок 17d).
При сжатии процедурных элементов важно принимать во внимание нижеследующие соображения:
- если рассматривается уровень процедурного элемента, то следующий более высокий уровень наследует его функциии и обеспечивает упорядочивающую логику, управляющую ближним нижним уровнем и какой-либо другой информацией, указанной на сжатом уровне, включая требования к оборудованию и другую информацию;
- нижний уровень процедурного управления оборудованием имеет возможность активировать оборудование через базовое управление.
|

Recipe procedure - рецептурная процедура; is an ordered set of - является упорядоченным набором; Recipe operation - рецептурная операция; Recipe phase - рецептурная фаза; references - ссылается; Equipment phase - фаза работы оборудования; Equipment procedure - процедура оборудования; Recipe unit procedure - рецептурная процедура технологической установки; Equipment operation - работа оборудования
Рисунок 17 - Примеры сжимаемости рецептурной процедуры управления, сжимаемости управления оборудования
5.3.4 Перемещаемость рецептуры
Перемещаемость (транспортабельность) рецептуры гарантирует, что существует возможность технологического перемещения рецептурной информации между реализациями управления серийным производством на одном рецептурном уровне. Здесь важно, чтобы рецептурная информация воспринималась каждой практической реализацией.
Общая рецептура может перемещаться из места своего создания в любое другое место производства. Рецептура, связанная с местом производства, также перемещаема, но не до такой степени, как общая рецептура (с некоторыми ограничениями). Она предназначена для использования внутри конкретного места производства и перемещаема только внутри данного места производства.
Технологическую рецептуру можно перемещать в другой производственный цех, имея в виду, что данная технологическая рецептура адаптируется к конкретному набору оборудования производственного цеха. Если технологическая рецептура транспортируется в другой производственный цех, то необходимо проведение некоторого технологического анализа для:
- определения того, что конфигурация нового набора оборудования производственного цеха подобна исходной и рассматриваемая технологическая рецептура может оставаться неизменной;
- внесения необходимых изменений так, чтобы модифицированная технологическая рецептура соответствовала целевому набору оборудования нового производственного цеха.
Перемещение рецептуры управления не допускается.
5.4 План производства и календарный план
План производства и календарный план определяют производственные требования предприятия, места производства, области производства и требования к производственным цехам. Так как рассматриваемые уровни физической модели работают на различных временных горизонтах, то для предприятия необходимо иметь несколько различных типов производственных планов и календарных планов. Подробное обсуждение различных типов производственных планов и календарных планов в настоящем стандарте отсутствует. В настоящем стандарте рассмотрен только календарный план производства партии изделий, который удовлетворяет календарным потребностям на уровне производственного цеха.
Календарный план обычно содержит более подробную информацию, чем планы производства и календарные планы на более высоких уровнях планирования работы предприятия. Данный план определяет, что производить, сколько производить, когда готовая продукция необходима для конкретного производственного цеха. Данный план устанавливает какие партии изготавливать, в каком порядке, какое оборудование задействовать. Календарный план также определяет требования к персоналу, требования к сырьевым материалам, требования к упаковке и т.д.
Временные горизонты календарного плана зависят от темпа технологического процесса и могут измеряться в минутах, часах, сменах, днях. Календарный план производства партии изделий основан на учете конкретных ресурсов и требований производственного цеха. В указанной точке определяется возможный технологический маршрут и функции оборудования. Календарный план производства партии изделий становится реальным, если его всегда можно адаптировать к существенным изменениям хода работ, изменениям порядка использования ресурсов, изменениям других факторов, составляющих основу календарного плана. Например, календарный план нужно изменить, если действие (по объективным причинам) не укладывается в календарное время. Отложено ли данное действие, или оно произведено ранее установленного срока, главное - оценить его влияние на другие календарные планы данного производственного цеха (других ассоциированных производственных цехов).
Типовая информация, содержащаяся в календарном плане производства партии изделий:
- название продукта (изделия);
- название технологической рецептуры;
- количество продукта (для данной технологической установки);
- разрешенные к использованию оборудование и материалы (маршрут и сырьевые материалы);
- плановый режим операции;
- порядок инициирования работ и их приоритет;
- идентификатор серии (если предварительно назначен);
- идентификатор партии (если предварительно назначен);
- плановое время начала работ и плановое время окончания работ;
- диспозиция готовой партии изделий;
- особые требования заказчика.
Ключ к эффективному изготовлению партии - универсальный метод, связывающий различные планы производства и календарные планы со сбором данных о партии изделий. Сбор данных о партии - это источник текущей информации, устанавливающий обратную связь, благодаря которой производится точная коррекция плана производства и календарного плана. В ходе реального изготовления партии нужна информация в реальном времени, так чтобы календарный план можно было обновить за короткое время. Информация об обновлении также позволяет пользователю быть в курсе текущего состояния серии (партии), находящейся в производстве.
5.5 Производственная информация
В следующих подразделах рассматривается информация, генерируемая в процессе производства. Информацию нужно собрать и сделать доступной на различных уровнях предприятия. Тип необходимой информации определяется потребностями различных отделов предприятия. На уровне предприятия в целом, например, может быть востребована только суммарная информация. Например, объем производства конкретного продукта, достигнутый на конкретном месте производства, или какое количество продукта имеется на складе.
Для разработки технологического процесса может потребоваться детальная производственная информация о конкретной партии изделий, полученная на основе сбора статистических данных и проведения сравнительного анализа. На уровне производственного цеха, где происходит фактическое изготовление партии, для мониторинга текущей ситуации, для корректировки календарных планов и внесения технологических поправок от партии к партии необходима более детальная информация.
Производственная информация может быть детальной информацией о конкретной партии. Это может быть общая информация для отдельных партий или для всех партий изделий.
5.5.1 Информация о конкретной партии
Информация о конкретной партии может включать:
- копию рецептуры управления, используемой для изготовления партии. Она может отличаться от исходной рецептуры (изменения, вносимые оператором, проблемы оборудования и т.д.). На практике могут потребоваться оба варианта: исходная рецептура и фактическая рецептура;
- данные рецептуры, к ним относятся фактические данные о конкретном технологическом процессе, точно соответствующие рецептурной формуле (например, количество материала, тип заряженного материала). Фактические данные сравниваются с данными исходной рецептуры;
- данные конкретной рецептуры, к ним относятся данные, сбор которых определяется конкретной рецептурой. Например, отслеживаемая информация об управлении производственным процессом для выявления тренда изменения;
- суммарные данные о партии изделий, например, расходы коммунальных служб, время работы оборудования, рабочая температура партии в целом;
- комментарии оператора;
- непрерывные данные, к ним относятся технологические данные, собираемые независимо от наступления конкретных событий при изготовлении партии, чтобы иметь точную историю измерений;
- данные о событии, к ним относятся данные о предсказуемых и непредсказуемых событиях, таких как регистрация времени начала и времени окончания работы процедурных элементов, о непредсказуемых технологических процессах, событий при работе оборудования;
- данные оператора, к ним относятся любые действия оператора, которые могут оказать влияние на технологический процесс изготовления партии (в том числе идентификатор оператора);
- данные анализа, к ним относятся данные измерений (анализов), полученные вне технологического процесса, например, измеряемые переменные, идентификатор оператора, идентификатор лаборанта, время регистрации результатов, время отбора образца.
5.5.2 Общая (не связанная с конкретной партией) информация о партии
Примеры общей (не связанной с конкретной партией) информации о партии изделий:
- информация об управлении качеством, к ней относится информация, связанная с мониторингом качества сырьевых материалов и качества обработки;
- информация о системе инженерного обеспечения, к ней относится технологическая информация для оборудования, например, технологический нагрев, охлаждение. Эта информация не связана с изготовлением партии напрямую, но связана с работой технологического оборудования;
- история эксплуатации оборудования, к ней относится историческая информация, такая как утилизация оборудования, его калибровка, регистрация технического обслуживания;
- операционная документация, содержащая информацию об объеме производства, суммарном расходе материала, складской статистике;
- информация о материалах, к ней относится информация о качестве материалов, требованиях к упаковке и маркировке входных и выходных материалов.
5.5.3 История изготовления партии
Вся зарегистрированная информация, относящаяся к изготовлению партии, рассматривается как история изготовления партии. История изготовления партии обычно включает информацию о конкретной партии. Общая (не связанная с конкретной партией изделий) информация о партии также может быть включена в историю изготовления партии. Так как информация указанного вида обычно относится ко всем или нескольким партиям, изготавливаемым в производственном цехе, то она может быть включена в истории конкретных партий в виде ссылки.
Во многих регулируемых отраслях промышленности запись истории изготовления партии так же важна, как и изготовление самого продукта. Без надежной и точной регистрации процесса производства партии изделий невозможно обеспечить требуемое качество продукта и его контролепригодность. Хранение всех записей о партии изделий доставляет неоценимую информацию для анализа технологического процесса и его непрерывного совершенствования.
Важно, чтобы история изготовления партии хранилась так, чтобы можно было ассоциировать имеющиеся данные с конкретной партией (партиями) и с процессом ее обработки. Это означает, что в дополнение к идентичности конкретной партии важно ассоциировать имеющиеся данные с фактическим выполнением необходимого процедурного элемента. Структура выполняемой процедуры может отличаться от структуры, указанной в исходной рецептуре, вследствие вмешательств оператора, действий в исключительных ситуациях, плановых изменений процедуры (например, при изменении ограничений на ресурсы).
5.5.4 Отчет об изготовлении партии
Извлечение данных, связанных с изготовлением одной или нескольких партий, называется отчетом об изготовлении партии. Извлечение и упорядочение данных в отчете может варьироваться в зависимости от требований получателя отчета об изготовлении партии.
Типовые получатели отчета об изготовлении партии и обычные типы отчетной информации:
- отделы управления производством, их отчеты содержат ключевую экономическую информацию о ходе производства и расходовании ресурсов по результатам анализа нескольких партий;
- отделы разработки продукта (изделия), их отчеты содержат детальную технологическую информацию об изготовлении конкретной партии, содержат сравнительный анализ подобных данных по нескольким группам партий;
- технологические отделы, их отчеты содержат данные, собранные в указанной точке производства;
- отделы управления качеством, их отчеты обычно содержат официальную информацию о качестве партии, статистику качества изделий;
- общественные организации, их отчеты обычно содержат официальную документацию о соответствии конкретного производства установленным требованиям;
- заказчики, их отчеты обычно содержат официальную информацию о качестве продукта и равномерности технологического процесса.
5.6 Выделение ресурсов и порядок разрешения споров
В настоящем подразделе рассмотрены механизмы выделения ресурсов для изготовления партии (для технологической установки) и механизмы разрешения спорных ситуаций (арбитраж) в части использования общих ресурсов, если одновременно поступает более одного запроса на использование общего ресурса.
Ресурсы (например, оборудование) назначаются для изготовления партии (для технологической установки), если возникает необходимость завершения (продолжения) рассматриваемого технологического процесса. Выделение ресурсов является формой управления координацией, обеспечивающего указанные назначения. Если имеется более чем один кандидат на выделение ресурсов, то в качестве критерия для выбора ресурса может быть принят, например, алгоритм, обеспечивающий "минимальное время дежурства оператора". Если на единичный ресурс поступило более одного запроса, то необходимо установить порядок разрешения споров, устанавливающий надлежащего получателя ресурса. В качестве критерия для установления порядка разрешения споров может быть использован алгоритм "первый попросил - первый получил".
В следующих подразделах выделение ресурсов и порядок разрешения споров рассматриваются в терминах оборудования. Указанные понятия применимы также и к другим ресурсам, например, к рабочей силе (операторам).
5.6.1 Выделение ресурсов
Сама природа процесса производства партии изделий требует существования большого количества асинхронных действий, производимых в относительной изоляции друг от друга. Периодически наступают состояния синхронизации. Многие факторы, как ожидаемые, так и неожиданные, могут оказывать влияние на интервал времени, необходимый для перехода (одного или нескольких асинхронных действий) от одного состояния синхронизации к следующему. По этой причине, а также вследствие характерных изменений технологического процесса, очень трудно предсказать, какое конкретное оборудование будет доступно в указанный, достаточно отдаленный момент времени. Даже если существует календарный план полной оптимизации технологической цепочки с точки зрения использования оборудования, часто желательно иметь (в запасе) альтернативное оборудование, если предусмотренная планом технологическая установка для изготовления партии оказывается недоступной. В данном случае выделение требуемой технологической установки для изготовления партии (определение технологического маршрута партии) - это решение, принимаемое каждый раз в ситуации, когда имеется более одного маршрута для имеющегося доступного оборудования.
Если более чем одна технологическая установка может получить (запросить) единичный ресурс, то данный ресурс обозначается как общий. Общие ресурсы часто ассоциируются со сложными технологическими процессами изготовления партии. Общие ресурсы часто выступают либо как блоки оборудования, либо как блоки управления. Общий ресурс может быть либо ресурсом эксклюзивного использования, либо ресурсом совместного использования.
Если данный ресурс обозначен как ресурс эксклюзивного использования, то только одна технологическая установка может использовать данный ресурс в одно и то же время. Весовой бак (бак для взвешивания) раздельного использования - характерный пример ресурса эксклюзивного использования при изготовлении партии. Он может быть использован только одним реактором в одно и то же время. Важно, что либо в календарном плане, либо в каких-либо других основаниях для выделения ресурсов всегда принимается во внимание данный ресурс эксклюзивного использования. Если один реактор ожидает своей очереди на использование весового бака в то время, когда им пользуется другой реактор, то ожидающий реактор простаивает и не выдает продукцию. Это отрицательно сказывается на эффективности использования оборудования.
Если общий ресурс обозначен как ресурс совместного использования, то несколько технологических установок могут пользоваться данным ресурсом одновременно. Например, ресурсами совместного использования на промышленном предприятии по изготовлению партии могут быть технологический нагреватель, обслуживающий несколько технологических установок одновременно, система распределения сырьевых материалов, обеспечивающая доставку материала к более чем одной технологической установке в одно и то же время. Если возможности ресурса совместного использования ограничены, то количество запросов может превышать мощность ресурса. В данном случае, некоторые проблемы, связанные с выделением ресурсов эксклюзивного использования, также могут относиться к выделению ресурсов совместного использования. Нельзя допускать, чтобы одна технологическая установка без достаточного основания отключала (деактивировала) ресурс, используемый в текущий момент другими технологическими установками.
5.6.2 Порядок разрешения споров
Если имеется несколько запросов на ресурс, то важно установить порядок разрешения споров (арбитраж), так чтобы работал надлежащий механизм выделения ресурсов. Порядок разрешения споров (арбитражный механизм) разрешает конфликтные ситуации, связанные с выделением ресурсов, в соответствии с некоторым предварительно определенным алгоритмом и устанавливает окончательную маршрутизацию и направление выделения ресурсов. Данный алгоритм может принимать вид предварительно составленного календарного плана с резервированием, схемы приоритетов партий и спонтанных решений оператора. Порядок разрешения споров может поставить две важные проблемы, усложняющие ситуацию, а именно резервирование ресурсов и приоритетное обслуживание.
Резервирование позволяет оформить запрос на ресурс предварительно, до момента его фактического выделения. Резервирование позволяет установить порядок разрешения споров, основанный скорее на будущих потребностях, чем на выделении свободного ресурса по первому запросу без учета приоритетов. Приоритетное обслуживание имеет место, если высокий приоритет партии дает возможность отменить (приостановить) использование ресурса партией с низким приоритетом. Как правило, данный подход наиболее часто ассоциирован с выделением общих ресурсов эксклюзивного использования, но может применяться и к выделению ресурсов других типов.
5.7 Режимы и состояния
В следующих подразделах рассматриваются режимы и состояния сущностей оборудования и процедурных элементов. В предшествующих подразделах определены модели, описывающие сущности оборудования и процедурные элементы. В этих моделях имеют место преобразования (трансформации) процедурных элементов и сущностей оборудования внутри каждого иерархического уровня. Статус сущностей оборудования и процедурных элементов может быть описан в виде режимов и состояний. Режимы определяют форму указанной трансформации, а состояния описывают их текущий статус. Другие ресурсы, такие как материал, также могут находиться в различных состояниях.
5.7.1 Режимы управления
Сущности оборудования и процедурные элементы могут иметь различные режимы. Режимы в настоящем стандарте описаны применительно к управлению серийным производством. Режим сущности оборудования может быть основан на процедурных элементах или объектах оборудования, задействующих базовые функции управления в зависимости от основных характеристик управления рассматриваемой сущности.
В настоящем стандарте в качестве примеров используются три режима процедурных элементов (АВТОМАТИЧЕСКИЙ, ПОЛУАВТОМАТИЧЕСКИЙ и РУЧНОЙ) и два режима сущностей оборудования (АВТОМАТИЧЕСКИЙ и РУЧНОЙ). Блоки управления содержат базовые функции управления, а также АВТОМАТИЧЕСКИЙ и РУЧНОЙ режимы, тогда как процедура управления работой технологической установки также имеет и ПОЛУАВТОМАТИЧЕСКИЙ режим.
Настоящий стандарт не исключает наличия дополнительных режимов и не требует использования конкретных режимов. Функциональность рассмотренных в настоящем стандарте режимов, как правило, позиционируется как наиболее востребованная в типовых приложениях. Путем именования режимов и рассмотрения их в настоящем стандарте задокументирован особый набор терминов, используемых при рассмотрении вопросов управления серийным производством.
Режим определяет, как сущности оборудования и процедурные элементы реагируют на команды, и как они функционируют. Для процедурных элементов режим определяет также направления развития процедуры, определяет факторы, оказывающие влияние на процесс развития. Для блоков управления (например, автоматических стопорных клапанов, содержащих базовые функции управления) режим определяет механизм, используемый для привода клапана, а также что/кто (устройство/оператор) может управлять изменением состояния клапана.
Для процедурных элементов режим определяет способ трансформации. В АВТОМАТИЧЕСКОМ режиме, трансформации происходят без прерываний, если выполнены условия трансформации. В ПОЛУАВТОМАТИЧЕСКОМ режиме процедура требует особых руководящих указаний для продолжения работ, если выполнены условия трансформации. Обычно разрешается пропуск или повторное выполнение одного или нескольких процедурных элементов (без изменения их порядка). Для РУЧНОГО режима процедурные элементы и порядок их выполнения указываются в руководящих документах.
Для сущностей оборудования, содержащих базовые функции управления, режим определяет порядок задействования их состояний. В АВТОМАТИЧЕСКОМ режиме сущность оборудования задействуется с помощью алгоритма управления. В РУЧНОМ режиме объект оборудования задействуется оператором.
В таблице 1 описаны особенности функционирования и команды, ассоциированные с рассматриваемым режимом работы.
Таблица 1 - Возможные практические реализации режимов работы
Режим | Особенности функционирования | Команды |
АВТОМАТИЧЕСКИЙ | Трансформации процедуры выполняются без прерываний, так как необходимые условия выполнены | Оператор может приостановить ход работ, но не может форсировать трансформации |
АВТОМАТИЧЕСКИЙ | Объект оборудования задействуется с помощью алгоритма управления | Оборудование не может быть задействовано непосредственно оператором |
ПОЛУАВТОМАТИЧЕСКИЙ | Трансформации процедуры выполняются по командам, выданным вручную, так как необходимое условие выполнено | Оператор может приостановить ход работ или перенаправить выполнение в необходимую точку. |
РУЧНОЙ (процедурный) | Процедурные элементы процедуры выполняются в порядке, указанном оператором | Оператор может приостановить ход работ или форсировать трансформации |
РУЧНОЙ (базовое управление) | Сущности оборудования не задействуются с помощью алгоритма управления | Сущности оборудования могут быть задействованы непосредственно оператором |
Сущности оборудования и процедурные элементы могут изменять режимы управления. Данные изменения могут иметь место, если условные логические требования к изменениям выполнены с помощью внутренней логики или с помощью внешней команды, генерируемой либо другим процедурным элементом, либо оператором. Изменение режима происходит только в случае, если выполнены условия запроса на изменение.
Изменения типа режима, связанного с сущностью оборудования или процедурного элемента, могут вызвать соответствующие изменения типов других режимов. Например, перевод процедуры технологической установки в ПОЛУАВТОМАТИЧЕСКИЙ режим может привести к переходу всех процедурных элементов нижнего уровня данной технологической установки также в ПОЛУАВТОМАТИЧЕСКИЙ режим. Внезапная остановка предохранительного блокирующего устройства может привести к тому, что несколько блоков управления перейдут в РУЧНОЙ режим с минимальным выходом продукции. Процесс может развиваться в любом направлении, от сущности высокого уровня к сущности низкого уровня или наоборот. Правила развития данного процесса в настоящем стандарте не рассматриваются.
5.7.2 Состояния
Сущности оборудования и процедурные элементы могут иметь состояния. Примеры состояний описаны в настоящем стандарте применительно к управлению серийным производством. Состояние (state) полностью описывает текущие характеристики (condition) сущностей оборудования или процедурных элементов. Например, состоянием клапана может быть ОТКРЫТ ЧАСТИЧНО. Состоянием процедурного элемента может быть РАБОТАЕТ или ФИКСИРОВАН.
В настоящем стандарте в качестве примеров использованы непротиворечивые наборы процедурных состояний и команд. Количество возможных состояний и команд, а также их наименования, варьируются для различных сущностей оборудования и процедурных элементов.
Примеры состояний процедурных элементов: РАБОТАЕТ, ФИКСИРОВАН, ПРИОСТАНОВЛЕН, ОСТАНОВЛЕН, ПРЕКРАЩЕН И ВЫПОЛНЕН. Примеры состояний сущностей оборудования: ВКЛ, ВЫКЛ, ЗАКРЫТ, ОТКРЫТ, СЛОМАН, РАБОЧИЙ ХОД, СРАБАТЫВАНИЕ, ОТКРЫТ НА 35%, ДОСТУПЕН. Примеры команд, применимых к процедурным элементам: СТАРТ, ДЕРЖАТЬ, ПРИОСТАНОВИТЬ, СТОП, ПРЕРВАТЬ.
Настоящий стандарт не требует обязательной реализации указанных состояний или включения дополнительных состояний. Функциональность рассматриваемых состояний и команд применима к большинству приложений серийного производства. Путем именования состояний и команд и включения их в настоящий стандарт задокументирован определенный набор терминов, используемый при рассмотрении вопросов управления серийным производством.
Сущности оборудования или процедурные элементы могут изменять свои состояния. Данные изменения могут происходить, если логические требования к изменениям состояния выполнены путем задействования внутренней логики или внешней команды, генерируемой другим процедурным элементом или оператором.
Изменения типов состояний, касающихся сущности оборудования или процедурного элемента, могут привести к соответствующим изменениям типов других состояний. Например, перевод процедуры технологической установки в состояние УДЕРЖАТЬ может привести к переходу всех процедурных элементов технологической установки в состояние УДЕРЖАТЬ. Внезапная остановка предохранительного блокирующего устройства может привести к переходу всех процедурных элементов технологической установки в состояние ПРЕРЫВАНИЕ. Распространение процесса может происходить в обоих направлениях: от сущности высокого уровня к сущности низкого уровня и наоборот. Правила распространения процесса в настоящем стандарте не рассматриваются.
Набор процедурных состояний и команд, рассмотренный ниже, - это характерный пример выбора способа определения процедурных состояний и команд. Список состояний и команд сведен в матрицу трансформации состояний (см. таблицу 2). Рассмотренная диаграмма трансформации состояний получена из первых трех строк данной матрицы (ХОЛОСТОЙ ХОД, РАБОТАЕТ, ОПЕРАЦИЯ ЗАВЕРШЕНА) (см. рисунок 18).
5.7.2.1 Процедурные состояния
Для примера, приведенного в таблице 2 и на рисунке 18, рассмотрим некоторые действительные процедурные состояния:
- ХОЛОСТОЙ ХОД (IDLE): процедурный элемент ожидает команду СТАРТ, чтобы перейти в состояние РАБОТАЕТ;
- РАБОТАЕТ (RUNNING): штатное выполнение операции;
- ОПЕРАЦИЯ ЗАВЕРШЕНА (COMPLETE): штатная операция подошла к своему завершению. Процедурный элемент теперь ожидает команду ПЕРЕЗАГРУЗКА, чтобы перейти в состояние ХОЛОСТОЙ ХОД;
- ПРИОСТАНОВКА (PAUSING): процедурный элемент получил команду ПРИОСТАНОВИТЬ. Это вызовет остановку процедурного элемента в следующем определенном безопасном или устойчивом состоянии покоя в соответствии со штатной логикой состояния РАБОТАЕТ. Если процедурный элемент остановился, то он автоматически переходит в состояние ПРИОСТАНОВЛЕН;
- ПРИОСТАНОВЛЕН (PAUSED): если процедурный элемент сделал паузу в определенном состоянии покоя, то он переходит в состояние ПРИОСТАНОВЛЕН. Данное состояние обычно используется для кратковременной остановки. Команда ВОЗОБНОВИТЬ приводит к переходу в состояние РАБОТАЕТ. При этом штатный ход операции возобновляется немедленно после выхода системы из состояния покоя;
- ФИКСИРОВАН (HOLDING): здесь процедурный элемент получил команду ВЫДЕРЖКА и следует логике команды ФИКСИРОВАН, чтобы перевести процедурный элемент в известное следующее состояние. Если следующее состояние не определено, то процедурный элемент немедленно переходит в состояние УДЕРЖАТЬ;
- УДЕРЖАТЬ (HELD): процедурный элемент полностью следует логике состояния ФИКСИРОВАН, он уже переведен в некоторое известное или плановое состояние. Это состояние используется для длительной остановки. В этом состоянии процедурный элемент ожидает дальнейших команд для продолжения работы;
- ПОВТОРНЫЙ ЗАПУСК (RESTARTING): процедурный элемент получает команду РЕСТАРТ, находясь в состоянии УДЕРЖАТЬ. Он следует логике рестарта, чтобы вернуться к состоянию РАБОТАЕТ. Если особый порядок действий не указан, то процедурный элемент немедленно переходит в состояние РАБОТАЕТ;
- ОСТАНОВКА (STOPPING): процедурный элемент получает команду СТОП и следует логике команды ОСТАНОВКА, обеспечивающей штатный управляемый останов. Если особый порядок действий не требуется, то процедурный элемент немедленно переходит в состояние ОСТАНОВЛЕН;
- ОСТАНОВЛЕН (STOPPED): процедурный элемент завершает следование логике команды ОСТАНОВКА. Процедурный элемент ожидает команды ПЕРЕЗАГРУЗКА, чтобы перейти в состояние ХОЛОСТОЙ ХОД;
- ПРЕРЫВАНИЕ (ABORTING): процедурный элемент получает команду ПРЕРВАТЬ и следует логике команды ПРЕРВАТЬ. Это логика, обеспечивающая быстрый, но не обязательно управляемый, нештатный останов. Если особый порядок действий не требуется, то процедурный элемент немедленно переходит в состояние ПРЕРВАНО;
- ПРЕРВАНО (ABORTED): процедурный элемент завершает следование логике команды ПРЕРЫВАНИЕ. Процедурный элемент ожидает команды ПЕРЕЗАГРУЗКА для перехода в состояние ХОЛОСТОЙ ХОД.
5.7.2.2 Команды
В примере, данном в таблице 2 и на рисунке 18, рассмотрены ниже следующие реальные команды:
- СТАРТ (START): данная команда запускает процедурный элемент. Он начинает следовать штатной логике состояния РАБОТАЕТ. Данная команда действительна, если процедурный элемент находится в состоянии ХОЛОСТОЙ ХОД;
- СТОП (STOP): данная команда останавливает процедурный элемент. Он начинает следовать логике состояния ОСТАНОВКА. Данная команда действительна, если процедурный элемент находится в состояниях: РАБОТАЕТ, ПРИОСТАНОВКА, ПРИОСТАНОВЛЕН, ФИКСИРОВАН, УДЕРЖАТЬ, ПОВТОРНЫЙ ЗАПУСК;
- ФИКСИРОВАТЬ (HOLD): данная команда для процедурного элемента обеспечивает следование логике состояния ФИКСИРОВАН. Данная команда действительна, если процедурный элемент находится в состояниях: РАБОТАЕТ, ПРИОСТАНОВКА, ПРИОСТАНОВЛЕН, ПОВТОРНЫЙ ЗАПУСК;
- РЕСТАРТ (RESTART): данная команда для процедурного элемента обеспечивает следование логике состояния ПОВТОРНЫЙ ЗАПУСК, чтобы безопасно вернуться в состояние РАБОТАЕТ. Данная команда действительна, если процедурный элемент находится в состоянии УДЕРЖАТЬ;
- ПРЕРВАТЬ (ABORT): данная команда для процедурного элемента обеспечивает следование логике состояния ПРЕРЫВАНИЕ. Команда действительна в любом состоянии, кроме состояний: ХОЛОСТОЙ ХОД, ЗАВЕРШЕНИЕ ОПЕРАЦИИ, ПРЕРЫВАНИЕ, ПРЕРВАНО;
- ПЕРЕЗАГРУЗКА (RESET): данная команда вызывает переход в состояние ХОЛОСТОЙ ХОД. Команда действительна для состояний: ЗАВЕРШЕНИЕ ОПЕРАЦИИ, ПРЕРВАНО, ОСТАНОВЛЕН;
- ПРИОСТАНОВИТЬ (PAUSE): данная команда для процедурного элемента обеспечивает переход в следующее программное состояние ПРИОСТАНОВЛЕН, следуя логике особого порядка действий. Процедурный элемент ожидает команду ВОЗОБНОВИТЬ, чтобы продолжить работу. Данная команда действительна только в состоянии РАБОТАЕТ;
- ВОЗОБНОВИТЬ (RESUME): данная команда выдается для процедурного элемента, находящегося в состоянии ПРИОСТАНОВЛЕН как результат выполнения команды ПРИОСТАНОВИТЬ. Команда приводит к возобновлению работы элемента. Данная команда действительна, если процедурный элемент находится в состоянии ПРИОСТАНОВЛЕН.
Таблица 2 - Матрица трансформации состояний (например, состояний процедурных элементов)
Команда | СТАРТ | СТОП | ДЕРЖАТЬ | РЕСТАРТ | ПРЕРВАТЬ | ПЕРЕЗА- | ПРИОСТА- | ВОЗОБНО- | |
Начальное состояние | Конечное состояние, больше команд нет | Матрица трансформации состояний | |||||||
ХОЛОСТОЙ ХОД | РАБОТАЕТ | ||||||||
РАБОТАЕТ | ЗАВЕРШЕНИЕ ОПЕРАЦИИ | ОСТАНОВКА | ФИКСИРОВАН | ПРЕРЫВАНИЕ | ПРИОСТАНОВКА | ||||
ЗАВЕРШЕНИЕ ОПЕРАЦИИ | ХОЛОСТОЙ ХОД | ||||||||
ПРИОСТАНОВКА | ПРИОСТАНОВЛЕН | ОСТАНОВКА | ФИКСИРОВАН | ПРЕРЫВАНИЕ | |||||
ПРИОСТАНОВЛЕН | ОСТАНОВКА | ФИКСИРОВАН | ПРЕРЫВАНИЕ | РАБОТАЕТ | |||||
ФИКСИРОВАН | УДЕРЖАТЬ | ОСТАНОВКА | ПРЕРЫВАНИЕ | ||||||
УДЕРЖАТЬ | ОСТАНОВКА | ПОВТОРНЫЙ ЗАПУСК | ПРЕРЫВАНИЕ | ||||||
ПОВТОРНЫЙ ЗАПУСК | РАБОТАЕТ | ОСТАНОВКА | ФИКСИРОВАН | ПРЕРЫВАНИЕ | |||||
ОСТАНОВКА | ОСТАНОВЛЕН | ПРЕРЫВАНИЕ | |||||||
ОСТАНОВЛЕН | ПРЕРЫВАНИЕ | ХОЛОСТОЙ ХОД | |||||||
ПРЕРЫВАНИЕ | ПРЕРВАНО | ||||||||
ПРЕРВАНО | ХОЛОСТОЙ ХОД | ||||||||
Примечание - Если название состояния (в английском языке) имеет окончание "ING", то данное состояние является переходным. Если следование его логике заканчивается штатно, то происходит автоматическая трансформация текущего состояния в состояние, указанное в столбце "Конечное состояние, больше команд нет". Например, если следование логике состояния РАБОТАЕТ (RUNNING) заканчивается штатно, то текущее состояние автоматически трансформируется в состояние ЗАВЕРШЕНИЕ ОПЕРАЦИИ. Реализация переходных состояний (с окончанием "ING") обеспечивается соответствующим режимом работы. | |||||||||
|

COMPLETE - завершение операции; RESTARTING - возобновление; RESTART - возобновить; HELD - удержан; HOLDING - удержание; RESET - перезагрузка; IDLE (INITIAL STATE) - холостой ход (начальное состояние); START - старт; RUNNING - работает; HOLD - удержать; PAUSE - приостановить; PAUSING - приостановка; ABORT - прервать; ABORTING - прерывание; STOP - стоп; RESUME - возобновить; STOPPING - остановка; PAUSED - приостановлен; ABORTED - прерван; STOPPED - остановлен; Final states - конечные состояния; Quiescent states - состояния покоя; Transient state - переходные состояния
Примечание - Данная диаграмма трансформации состояний получена из первых трех начальных состояний матрицы трансформации состояний, данной в таблице 2 (холостой ход, работает, завершение операции).
Рисунок 18 - Диаграмма трансформации состояний (например, состояний процедурных элементов)
5.8 Управление в исключительных ситуациях
Нештатное (нежелательное) событие, происходящее в процессе управления серийным производством, называется непредвиденной (исключительной) ситуацией (событием). Обработка непредвиденных событий (ситуаций) может происходить на всех уровнях функциональной модели управления. Эти действия могут быть частью процедурного управления, базового управления, управления координацией.
Управление в исключительных ситуациях - важная функция процесса серийного производства. Управление в исключительных ситуациях - составная часть любой системы управления, она всегда отражается при определении управления.
Примеры событий, указывающие на необходимость управления в исключительных ситуациях:
- отсутствие сырьевых материалов, коммунальных услуг, необходимого промышленного оборудования;
- производственные и технологические проблемы;
- неисправности управляющего оборудования;
- опасные условия, такие как пожар, химические выбросы.
С точки зрения процесса управления, управление в исключительных ситуациях не отличается от обычных стратегий управления, если событие идентифицировано, оценено, и сформирован соответствующий отклик (обратное действие).
Функции отклика на непредвиденные ситуации могут оказывать влияние на рабочие режимы и состояния сущностей оборудования и процедурных элементов. Например, высокое давление в реакторе может привести к автоматическому задействованию функций отклика на непредвиденные ситуации, переводящим оборудование в состояние ОСТАНОВЛЕН. Оператор также может выявить некоторые нештатные условия и инициировать соответствующие действия.
6 Действия и функции процесса управления серийным производством
В данном разделе рассмотрены функции управления, ассоциированные с процессами серийного производства, технологией изготовления и вопросами управления производством, описанными в предшествующих двух разделах. Функции управления, определенные в данном разделе, основываются на задачах управления, определенных в разделе 5.1 для сущностей оборудования, рассмотренных в разделе 5.2. Указанные объекты относятся к четырем нижним уровням физической модели, описанной в разделе 4.2. Рассмотрены также функции управления, отвечающие условиям управления физической модели высокого уровня. Для удобства эти функции управления сгруппированы в управляющие действия и рассматриваются в их контексте. Управляющие действия, рассматриваемые в настоящем разделе, относятся к управлению разработкой рецептуры, управлению разработкой производственного плана, разработкой календарного плана, к управлению производственной информацией, управлению производственным процессом, контролю за работой технологической установки, управлению производственным процессом, защите персонала и окружающей среды. Настоящий раздел однозначно идентифицирует конкретную функциональность, ассоциированную с управлением процессами серийного производства. Это облегчает определение требований к управлению производством партии изделий для конкретного приложения.
6.1 Управляющие действия
Успешное управление производством партии изделий требует практической реализации многих функций управления. Эти функции управления определяют, как будет управляться оборудование на предприятии серийного производства партий. Данные функции поддерживают сущности оборудования, описанные ранее. Они объединяются в семь типов управляющих действий (пример модели управляющего действия см. на рисунке 19).
6.1.1 Функциональная модель управления
Функциональная модель управления (модель управляющего действия), представленная на рисунке 19, представляет общее видение управления серийным производством, показывает основные взаимосвязи между различными управляющими действиями. Не все взаимосвязи представлены на рисунке 19. Взаимосвязи выделены в потоке информации, проходящем между управляющими действиями. Цель данного рисунка - показать существование взаимосвязей. Определения взаимосвязей не приводятся. Определения взаимосвязей даются позже, когда рассматривается порядок группировки функций управления внутри каждого управляющего действия. Некоторые взаимосвязи, показанные на рисунке 19, далее в настоящем стандарте не рассматриваются.
Показанные управляющие действия соответствуют реальным условиям производства партии изделий. Потребность в функциях управления для общих рецептур, для рецептур, связанных с местом производства, и для технологических рецептур подразумевает потребность в управляющих действиях по управлению разработкой рецептуры. Производство партии планируется и потом выполняется в установленных временных рамках. Функции управления, необходимые для планового производства партии изделий, включаются в разработку производственного плана и разработку календарного плана управляющих действий. Используются различные типы производственной информации. Во многих случаях важно собирать и хранить документацию по производству партии изделий. В соответствии с предлагаемой моделью, управляющие действия, связанные с управлением производственной информацией, обеспечивают работу рассматриваемых функций управления.
Рецептуры управления специально генерируются. Процесс изготовления партии инициируется и контролируется. Операции технологических установок координируются. Журналы и отчеты оформляются. Данные функции управления попадают под управляющие действия системы управления производственным процессом в соответствии с рассматриваемой моделью. Необходимо большое количество функций управления на уровне управляющих действий по контролю за работой технологической установки. Например существует потребность в предоставлении ресурсов, в контроле за выполнением процедурных элементов, в координации действий на уровне управления производственным процессом. При управлении производственным процессом рассматриваются функции управления, относящиеся непосредственно к операциям оборудования (использованию регулирующих устройств, устройств позиционирования).
|
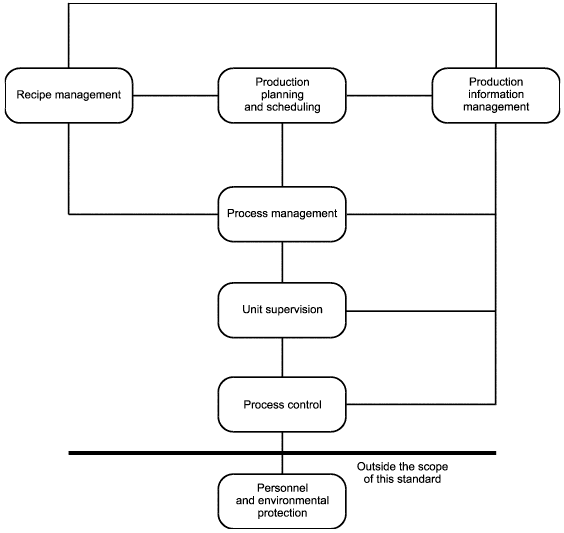
Recipe management - управление разработкой рецептуры; Production planning and scheduling - разработка производственного и календарного плана; Production information management - управление производственной информацией; Process management - организация технологического процесса; Unit supervision - контроль за работой технологической установки; Process control - управление технологическим процессом; Outside the scope of this standard - в настоящем стандарте не рассматривается; Personnel and environmental protection - защита персонала и окружающей среды
Рисунок 19 - Модель управляющего действия
Наконец, первостепенной проблемой является обеспечение безопасности персонала и коммунальных сооружений вместе с защитой окружающей среды. Рассматриваемые управляющие действия покрывают указанные функции управления по защите персонала и окружающей среды.
6.1.2 Обработка информации
Важным назначением модели управляющего действия является описание потоков информации, проходящих через все уровни. Так, имеется несколько функций обработки информации, применимых ко всем категориям данных, рассматриваемых моделью управляющего действия. Они применимы вне зависимости от фактической комбинации ручной и компьютеризированной систем, установленных на месте производства. Дополнительные аспекты обработки информации, учитывающие особенности управляющих действий, описаны в соответствующих подразделах.
6.1.2.1 Справочная информация
Предприятия - разработчики процесса производства партии изделий могут объединять действия, не входящие в область применения настоящего стандарта. Например:
- управление запасами материалов;
- разработка технологического процесса и самого продукта;
- поддержка обслуживания заказчика;
- автоматическая отчетность, валидация технологического процесса;
- координация внутренних работ, например производства и услуг.
Для обеспечения удобного доступа к источникам информации, рассматриваемые управляющие действия должны обеспечивать хранение информации так, чтобы иметь работоспособный, доступный источник данных о внешних воздействиях. Аналогично, каждое управляющее действие должно иметь доступ к соответствующей справочной информации, чтобы выполнять свои функции.
Примеры справочной информации:
- данные о продажах и маркетинге, включая оформленные заказы или другие подтверждения спроса на продукт;
- данные о продавце сырьевых материалов;
- спецификации конечных продуктов;
- данные о затратах;
- данные о новых исследованиях и разработках;
- стандартный расход сырьевых материалов и стандартные объемы выпуска изготовленных продуктов;
- нормативная информация для различных производственных цехов;
- спецификации возможностей оборудования;
- операционные процедуры технического обслуживания оборудования и обеспечения технологической безопасности;
- информация о человеческом ресурсе;
- информация об управлении качеством, например, о процедурах, используемых для выполнения конкретных лабораторных анализов;
- прочие нормативные требования.
Справочная информация может собираться на уровне предприятия, на уровне места производства, на уровне области производства, на уровне производственного цеха.
6.1.2.2 Безопасность
Внутри самой системы управления полученная информация используется для формирования функций управления, для установления связей между уровнями и объектами, для обеспечения связи с функциями управления, являющимися внешними для рассматриваемой модели управляющего действия. Доступ к данной информации ограничен, чтобы гарантировать, что используются только авторизованные и/или сертифицированные информационные ресурсы.
6.1.2.3 Обеспечение доступа
Информация управляющего действия хранится и собирается так, чтобы обеспечить безопасный гарантированный доступ к критическим данным (данные, содержащие критические значения технологических параметров производства). Необходимо правильно задать время, необходимое для восстановления доступа к данным в случае их утраты в одном месте. Эти соображения зависят от контекста. Они зависят от уровня модели управляющего действия, от типа информации, от потребного уровня детализации.
6.1.2.4 Архивирование информации
Удаление информации из памяти управляющего действия и передача ее в архив для долгосрочного хранения часто производится для совершенствования режима хранения информации и ее восстановления. Заархивированные данные должны быть легкодоступными и представимыми в наглядной форме. Например, если технологическая рецептура активно не используется, то целесообразно заархивировать всю информацию (как техническую, так и историческую), связанную с данной технологической рецептурой и хранящуюся в основной памяти.
6.1.2.5 Управление изменениями
Информация об управлении, включая конфигурацию управления оборудованием и конфигурацию рецептур, может изменяться. Этими изменениями можно управлять путем:
- запросов и авторизации изменений;
- нумерации версий и документации;
- валидации изменений;
- отслеживания аудита.
Управление изменениями может также включать ограничения и проверки, необходимые для технического обеспечения целостности конфигурации. Например, может оказаться необходимым предупредить разработчика рецептуры и не дать ему модифицировать процедурный элемент, используемый активной рецептурой.
6.1.2.6 Отслеживание ссылок
Историческое отслеживание информационных ссылок (например, одних определений, используемых внутри других определений или составляющих их базу) может оказаться важным для анализа производственной деятельности и демонстрации соответствия текущего производства установленным производственным требованиям. Данная функция позволяет грамотно оформить письменные комментарии изменений и способствует их надлежащей интерпретации.
6.1.3 Организация технологического процесса и управления (процессный и управленческий инжиниринг)
Важно надлежащим образом обработать необходимую структуру оборудования, функциональность технологического процесса, процедуру управления в исключительных ситуациях, чтобы необходимые технологические функции корректно применялись при изготовлении партии с учетом текущих условий. Это требует скоординированной инженерной работы, продолжающейся с момента пуска в течение всего процесса производства партии изделий на данном производственном объекте. В данном подразделе приведено описание технологических работ и управляющих действий, необходимых для обеспечения требуемой рецептурной иерархии, для определения возможностей оборудования, для обеспечения функциональности производственных процедур изготовления партии.
Указанные технологические работы и управляющие действия необходимы на уровне общей рецептуры и рецептуры, связанной с местом производства. Здесь приводятся описания процедур, стадий технологического процесса, технологических операций, технологических действий. На уровне технологических рецептур приводятся описания общих рецептурных процедур, рецептурных процедур технологической установки, рецептурных операций и рецептурных фаз.
Определение надлежащих процедурных элементов и сущностей оборудования - это взаимный итерационный процесс. На рисунке 20 показан процесс параллельного принятия двух решений. Соображения по принятию одного решения также важны для принятия другого решения. Так, технологические соображения (левый столбец) являются первичными для определения (выбора) процедурных элементов, характеризующих функциональность ассоциированных сущностей оборудования. Здесь функциональность зависит от используемого оборудования, соображения оборудования оказываются вторичными. В правом столбце наоборот, соображения оборудования являются первичными, а технологические соображения вторичны при разработке определений (при выборе) сущностей оборудования.
|

Processing consideration - технологические соображения; Equipment consideration - соображения, связанные с оборудованием; Define/select procedural elements to match equipment entities - определить/выбрать процедурные элементы, соответствующие сущности оборудования; Define/select equipment entities to match procedural elements - определить/выбрать сущности оборудования соответствующие процедурным элементам; Specific product requirements - особые требования к продукту; Recipe - рецептура; Path - маршрут; Scheduling/arbitration constraints - календарные ограничения/арбитражные ограничения; Manufacture of batch - производство партии изделий
Рисунок 20 - Параллельное определение/выбор процедурных элементов и сущностей оборудования
Рецептуры могут разрабатываться с учетом указанных процедурных элементов и информации о конкретном продукте. Сущности оборудования образуют маршрут, определяемый календарным планом. Важно принимать во внимание ограничения, накладываемые установленным порядком разрешения споров. Комбинация результатов указанных действий формирует производственные рамки (Фреймворк), внутри которых происходит изготовление партии материала.
Технологический процесс и процесс управления также включают разработку и пересмотр фаз работы оборудования, соответствующих рецептурным фазам, используемым для определения рецептуры. Насколько это возможно, рецептурные фазы и фазы работы оборудования определяются так, чтобы любая осмысленная функциональность технологической установки могла быть выражена в терминах данных фаз. По возможности, новые рецептуры не следует делать для набора известных рецептур. Тогда новые рецептуры смогут использовать существующие рецептурные фазы, ссылающиеся на существующие фазы работы оборудования. Разработка и пересмотр рецептурных фаз и фаз работы оборудования - это постоянно текущее мероприятие, обеспечивающее постоянную поддержку производственных объектов, занятых изготовлением партии. Данное мероприятие - постоянный стимул для непрерывного совершенствования и периодического обновления технологии.
6.2 Управление рецептурой
Управление разработкой рецептуры включает в себя функции управления, обеспечивающие создание, хранение и техническое обслуживание общих рецептур, рецептур, связанных с местом производства, и технологических рецептур. Результатом данного управляющего действия является технологическая рецептура, доступная при управлении производственным процессом и используемая при разработке рецептуры управления.
Управление разработкой рецептуры рассматривается в терминах трех уровней рецептур. При этом определяются процедурные элементы, используемые в рецептурных процедурах (см. рисунок 21).
6.2.1 Организация разработки общих рецептур
Организация разработки общих рецептур - это функция управления, с помощью которой разрабатывается общая рецептура, порядок ее технического обслуживания и хранения. Конкретные технологические требования, сформулированные в процессе разработки технологии изготовления рассматриваемого продукта, служат базой общей рецептуры.
|

Manage general recipe - управление разработкой общей рецептуры; General recipe procedural element - процедурный элемент общей рецептуры; Define general recipe procedural element - определить процедурный элемент общей рецептуры; General recipe - общая рецептура; Manage site recipe - управление разработкой рецептуры, связанной с местом производства; General recipe procedural element information - информация о процедурном элементе общей рецептуры; Site recipe - рецептура, связанная с местом производства; Manage master recipe - управление разработкой технологической рецептуры; Master recipe procedural element - процедурный элемент технологической рецептуры; Define master recipe procedural element - определить процедурный элемент технологической рецептуры; Master recipe - технологическая рецептура; Process management - управление технологическим процессом
Рисунок 21 - Управление разработкой рецептуры
При разработке конкретной общей рецептуры может потребоваться:
- выбор и объединение процедурных элементов для создания общей рецептурной процедуры;
- объединение информации о формулах;
- спецификации требований к оборудованию и другая информация;
- доработка общей рецептуры;
- управление изменениями общих рецептур.
6.2.2 Определение процедурных элементов общей рецептуры
Определение процедурных элементов общей рецептуры - это функция управления, обеспечивающая создание, техническое обслуживание и доступность для последующего использования процедурных элементов. Указанные элементы - это функциональные блоки общей рецептуры и рецептурных процедур, связанных с местом производства.
Процедурные элементы, определенные данной функцией управления, могут быть технологическими действиями, производственными операциями, стадиями технологического процесса и/или целостной общей рецептурной процедурой. Не все уровни процедурных элементов нужно определять.
Данная функция управления определяет процедурные элементы общей рецептуры, основанные на технологических стратегиях, необходимых для различных продуктов и описанных в процессе разработки технологии. Указанные стратегии интерпретируются и трансформируются в процедурные элементы, задействующие гибкую и модульную структуру общих рецептур. Разработка общей рецептуры упрощается по мере расширения диапазона продуктов (изделий), использующих указанные описания модульных технологических операций. Важно, что модульные технологические действия, производственные операции, стадии технологического процесса и/или полные процедуры (часто используемые повторно), которые формируют тенденцию трансформирования имеющихся рецептур на нижних уровнях, разрабатывать легче, такие рецептуры более логичны.
Информация о разработанном процедурном элементе становится доступной для управляющей функции определения процедурного элемента технологической рецептуры. Таким образом, технология, предназначенная для процедурных элементов общей рецептуры, может быть задействована на уровне технологических рецептур.
При определении конкретного процедурного элемента общей рецептуры может потребоваться:
- наименование (присвоение имен) конкретных процедурных элементов;
- спецификация переменных для параметров;
- описание планируемой функциональности технологического процесса;
- объединение процедурных элементов нижнего уровня и спецификация последовательности выполнения работ;
- создание, модификация и архивирование процедурных элементов общей рецептуры;
- обеспечение доступного запаса процедурных элементов;
- управление изменениями процедурных элементов.
6.2.3 Организация разработки рецептур, связанных с местом производства
Организация разработки рецептур, связанных с местом производства, - это функция управления, обеспечивающая создание рецептур, связанных с местом производства, их техническое обслуживание и хранение. Рецептура, связанная с местом производства, создается путем объединения информации о соответствующей общей рецептуре с информацией о конкретном месте производства. Если необходимы дополнительные или альтернативные процедурные элементы, то при их создании используются только те, что определены функцией управления определения процедурного элемента общей рецептуры.
6.2.4 Организация разработки технологической рецептуры
Организация разработки технологической рецептуры - это функция управления, обеспечивающая создание технологической рецептуры, ее техническое обслуживание и хранение. Определение технологической рецептуры основано на рассмотрении конкретных технологических требований к продукту. Эти конкретные технологические требования могут быть выражены в общей рецептуре, а также в рецептуре, связанной с местом производства.
Трансформация рецептуры, связанной с местом производства, в технологическую рецептуру может оказаться сложной задачей. Важно, чтобы созданная технологическая рецептурная процедура, основанная на предварительно определенных процедурных элементах, соответствовала назначению рецептурной процедуры, связанной с местом производства. Трансформация (или разработка) содержания формул следует той же общей логике, использованной для отображения технологических действий на рецептурные фазы. Размер партии фиксирован (установлен диапазон размеров партии, допустимых для данной рецептуры), если существуют ограничения на степень его варьируемости. Формульная информация корректируется соответственно. Общие требования к оборудованию трансформируются в конкретные требования, верифицируемые для имеющегося целевого оборудования.
Для определения конкретных технологических рецептур могут потребоваться:
- выбор и объединение процедурных элементов для создания технологических рецептурных процедур;
- объединение формульной информации;
- спецификации требований к оборудованию и прочая информация;
- создание, модификация и архивирование технологических рецептур, редактирование заголовков рецептур;
- обеспечение запаса технологических рецептур;
- управление изменениями технологических рецептур.
6.2.5 Определение процедурных элементов технологической рецептуры
Определение процедурных элементов технологической рецептуры - это функция управления, обеспечивающая разработку, техническое обслуживание и последующее использование разработанных процедурных элементов в технологических рецептурных процедурах. Данные функции становятся функциональными блоками технологических рецептурных процедур.
Если процедурные элементы технологической рецептуры созданы с помощью общих рецептур и рецептур, связанных с местом производства, то стадии технологического процесса, технологические операции и технологические действия будут отображаться на процедуры технологических установок, операции и фазы. Данная функция управления определяет взаимосвязь между технологическими действиями и фазами, между технологическими операциями и собственно операциями, между стадиями технологического процесса и процедурами технологических установок. Данная функция также определяет производственные процедуры, процедуры технологических установок, операции и фазы, обеспечивающие максимально согласованное использование указанных процедурных элементов для всего диапазона продуктов, изготавливаемых на данном производственном объекте.
Важно, что процедурные элементы технологической рецептуры (по крайней мере, на уровне рецептурной фазы) могут ссылаться на процедурные элементы оборудования, если активирована рецептура управления. Тесная координация с инженерной структурой процедурных элементов оборудования обеспечивает отражение процедурными элементами рецептуры управляющих возможностей целевого оборудования. При необходимости любая новая функциональность может стать доступной путем разработки новых процедурных элементов, так же как ассоциированных модификаций системы управления и модификаций оборудования (см. 6.1.3).
В дополнение к существующим функциональным блокам технологической рецептурной процедуры, рассматриваемая функция управления может также накладывать ограничения на конфигурацию технологических рецептур (например, ограничения на правила упорядочения рецептурных фаз, ограничения на права разработчика рецептуры по использованию рецептурных фаз в качестве функциональных блоков). На данные ограничения влияют многие факторы: безопасность, сложность задачи разработки рецептуры, необходимая гибкость принимаемого решения, валидация конкретных процедурных элементов.
При определении конкретного процедурного элемента могут потребоваться:
- наименование конкретного процедурного элемента;
- спецификация переменных для параметров;
- описание планируемой функциональности технологического процесса;
- объединение процедурных элементов нижнего уровня, спецификация последовательности выполнения работ;
- создание, модификация и архивирование процедурных элементов технологической рецептуры;
- обеспечение доступных запасов процедурных элементов;
- управление изменениями процедурных элементов.
6.3 Разработка производственного и календарного планов
Разработка производственного и календарного планов - это управляющее действие высокого уровня. Оно находится на одном уровне с управлением разработкой рецептуры и управлением производственной информацией. Данное действие - это процесс принятия технологических решений, ассоциированный с разработкой календарного плана производства партии изделий с учетом особенностей управления производственным процессом. Для выполнения данного управляющего действия необходимо собрать вместе несколько функций управления. Большая часть данных функций управления не входит в область применения настоящего стандарта. В данном подразделе рассматривается только одна из этих функций управления, а именно разработка календарного плана производства партии изделий.
Функция управления разработкой календарного плана производства партии изделий задействует другие типы календарных планов, технологические рецептуры и ресурсные базы данных и (с помощью специального алгоритма разработки календарного плана, автоматически или вручную) разрабатывает календарный план производства партии изделий (см. в 5.4 список типов информации, используемой в календарном плане производства партии изделий).
Для данной функции управления может потребоваться:
- разработка календарного плана производства партии изделий на основе информации, полученной из соответствующих источников, и особого алгоритма разработки календарного плана;
- разработка пересмотренного календарного плана производства партии изделий по запросу, основанному на существенных изменениях в ходе изготовления партии изделий и статусной информации производственного цеха в ходе организации технологического процесса;
- ручное вмешательство в процесс разработки календарного плана;
- определение наличия ресурсов, как входных параметров разработки календарного плана;
- разработка процедуры (метода) размерной обработки партии изделий, обеспечение материальными средствами процесса организации производства партии;
- определение приемлемости календарного плана для имеющегося целевого оборудования.
6.4 Управление производственной информацией
Управление производственной информацией - это управляющее действие высокого уровня, находящееся на одном уровне с управлением разработкой рецептуры, разработкой производственного плана и разработкой календарного плана. Данное управляющее действие используется при сборе информации, ее хранении, обработке и оформлении отчетов.
Использование производственной информации, не связанное с производством партии изделий, в данном подразделе не рассматривается. Вместе с тем, в реальных приложениях использование информации, связанное с производством партии, и использование информации, не связанное с производством партии, выступает как единое целое. Информация, связанная с производством партии, и информация, не связанная с производством партии, может использоваться как вход для функций управления высокого уровня, например, оформление производственного отчета для руководства. В настоящем стандарте данные вопросы не рассматриваются.
Для получения управляющего действия нужно собрать вместе несколько функций управления. Однако большинство данных функций управления лежат за пределами области применения настоящего стандарта. В настоящем подразделе рассматривается только одна из этих функций управления: организация истории изготовления партии.
История изготовления партии - это совокупность данных, связанных с изготовлением одной партии изделий. Для каждой партии это может быть одна или несколько таблиц (файлов). История может быть представлена частью некоторой другой базы данных, она может быть ассоциирована с полями ключей и т.д.
История изготовления партии составлена из записей. Запись - это порция информации о партии, представляющая одно или несколько значений, описывающих одно событие, зарегистрированное в истории изготовления партии при выполнении одного действия.
Организация истории изготовления партии - это функция управления, включающая следующие возможности:
- получение и хранение информации из других приложений общего управления серийным производством;
- обработка исторической информации;
- оформление отчетов об изготовлении партии.
Функция управления "организация истории изготовления партии" работает вне зависимости от конкретного оборудования, используемого при изготовлении партии. Например, к данным о производстве партии часто добавляются лабораторные данные.
6.4.1 Получение и хранение информации об истории изготовления партии
Внесение внешних данных в историю изготовления партии инициируется органами управления производственным процессом, определяется особенностями контроля за работой технологической установки, особенностями управления производственным процессом.
6.4.1.1 Общие указания о сборе и хранении исторических данных
Все данные об истории изготовления партии собираются и хранятся так, чтобы упростить доступ к:
- идентификатору партии;
- указателю абсолютного (реального) времени;
- идентификаторам процедурных элементов, с которыми ассоциируются исторические данные;
- времени начала (окончания) изготовления партии, выполнения процедурного элемента;
- идентификатору записи, не связанному с оборудованием;
- информации об использованном оборудовании.
Для надлежащего хранения необходимого числа историй необходима значительная память. Сюда относятся истории партий, находящихся в производстве, а также истории ранее изготовленных партий до принятия соответствующих решений (хранение бумажных отчетов об изготовлении партий, долгосрочное резервное хранение в электронной форме и т.п.).
Важно иметь возможность экспортировать истории партий в долгосрочные архивы или внешние накопители, если требования времени хранения превышают мощности хранения информации, предоставляемые управляющей функцией "организация истории изготовления партии". Важно также обеспечить эффективное извлечение и доставку историй партий при необходимости.
Отчеты (презентации) об архивах партий (количество партий в архиве, объем данных, статус данных (в законченном виде, в бумажной форме, заархивированные для длительного хранения и т.д.)) должны быть легкодоступными.
6.4.1.2 Достоверность записей об истории изготовления партии
Требования достоверности варьируются в зависимости от приложения и от типа записи. Для каждого типа записи необходим соответствующий уровень достоверности. Он должен соответствовать потребностям конкретного приложения. Вот некоторые проблемы обеспечения достоверности информации:
а) Управление доступом: имеется в виду управление доступом к системам, собирающим информацию, включая их конфигурацию и содержание фактических собранных данных.
b) Аудиторский учет: идентификация всех действий, произведенных с каждым конкретным блоком информации, включая идентификаторы сотрудников или задействованных органов управления, время проведения операции, пояснения операции (в некоторых случаях).
c) Достоверность регистрации: спецификация необходимого уровня достоверности регистрации. Можно выделить три таких уровня:
1) никаких конкретных действий в случае отказа. Например, данные оптимизации, статистика надежности оборудования и т.д.;
2) ограничения на пропуски записей при спецификации отказов в истории изготовления партии (например, "в течение с ___ по ___ записи отсутствуют");
3) отсутствие утерянных данных. Важно наличие процедур резервного копирования во избежание утери данных (электронное резервное копирование, бумажное резервное копирование, возможность реконструкции утерянных данных и т.д.).
Важность точной регистрации указанного типа информации может быть эквивалентна полученному качеству продукта, как по финансовым (бухгалтерским) причинам, так и по причинам безопасности (ответственности за продукт). Для получающей функции важно обеспечить и наличие обратной связи по общему статусу данной получающей функций (так же, как и конкретное подтверждение обратной связи по каждой записи) для управляющего действия, выполняющего регистрацию. Это обеспечивает требуемую буферизацию данных, требуемую степень избыточности информации, ее реинтеграцию. В противном случае технологический процесс может быть остановлен.
d) Уровень детализации: данный уровень должен быть четко определен рецептурой. В противном случае решение передается на уровень производственного цеха или его подразделений. Важно четко видеть, что запись отсутствует либо вследствие отсутствия соответствующего события, либо вследствие того, что уровень события ниже установленного уровня детализации данных.
e) Регистрация фактической исторической информации: записи об истории изготовления партии должны, по возможности, отражать фактические физические/химические события, оказывающие влияние на процесс изготовления партии, а не только те, что ожидаются утвержденной рецептурой. Это означает, что характер и объем зарегистрированных данных должен изменяться в соответствии с изменениями в производстве партии изделий.
f) Долгосрочная систематичность: это степень, до которой интерпретация данных о партии основывается на информации, являющейся внешней для истории изготовления партии (необходимы подробные списки перекрестных связей между фактическими отличительными признаками и отличительными признаками записей или именами переменных). Данная информация должна быть стабильной в долгосрочной перспективе. Если происходит изменение (модификация), то версий продуктов, соответствующие рассматриваемому времени обработки, должны сохраниться и быть доступными для использования.
g) Скорость сбора информации: скорость сбора информации - это критический фактор. Чтобы проанализировать причины нештатных ситуаций, важно иметь записи всех событий и действий строго в том порядке, в котором они происходили.
6.4.1.3 Отслеживание партий и материалов
Сбор информации об истории партии может способствовать отслеживанию партий и материалов, если имеется полный обзор процесса производства партии изделий, включая использованное оборудование и идентификаторы сырьевых материалов.
Наличие истории изготовления партии обеспечивает ее отслеживание в обратном времени, если историю изготовления определенного конечного продукта можно проследить назад и установить задействованные процессы, оборудование и ингредиенты (а также процессы, оборудование и ингредиенты, задействованные для получения самих ингредиентов). Отслеживание вперед (прогнозирование) возможно, если можно спрогнозировать последствия определенного события или последствия использования определенного сырьевого материала для всех конечных продуктов.
6.4.1.4 Регистрация событий управления производственным процессом
Регистрация событий управления производственным процессом включает информацию, ассоциированную с инициированием и маршрутизацией партии, информацию о партии, не связанную с оборудованием. Сюда относится:
- Технологическая рецептура: это та технологическая рецептура, на основе которой получена рецептура управления (путем копирования, путем ссылки). Если это ссылка, то технологическая рецептура должна оставаться неизменной так долго, как долго действует ссылка.
- События управления производственным процессом и информация рецептуры управления: это информация об изменениях (ходе выполнения) рецептуры управления. Сюда относится такая информация, как выделение оборудования, время начала изготовления партии, время запуска процедуры технологической установки.
- Комментарии оператора: это словесные описания (комментарии), основанные на наблюдениях оператором процесса производства партии изделий. Данная информация регистрируется вместе с идентификатором оператора.
6.4.1.5 Регистрация мероприятий контроля за работой технологической установки и управления производственным процессом
Указанные данные могут относиться к одной или нескольким партиям (например, данные о совместно используемых ресурсах, о работе систем инженерного обеспечения и т.д.). В последнем случае данные должны быть отражены во всех необходимых историях изготовления партии. Сюда относятся:
а) Непрерывные данные: непрерывные данные - это технологические данные, собираемые независимо от конкретных событий изготовления партии. Цель - указание точной истории выполнения измерения.
b) Данные о партии, указываемые заранее: эти данные регистрируются в ходе выполнения рецептуры управления. Спецификация указанных данных содержится в утвержденной рецептуре или предварительно конфигурируется. Например, сюда относится спецификация полной загрузки реактора или время смешивания.
c) Предсказуемые события: события, наступление которых ожидаемо (например, время начала или время окончания действия процедурного элемента).
d) Непредсказуемые события: данные о непредсказуемых событиях - это единичная точечная запись, основанная на непредсказуемом технологическом процессе (физическом условии) в ходе изготовления партии. Сюда относятся: технологический аварийный сигнал, отказ оборудования, возникновение неполадок. В случае технологического аварийного сигнала, историческая информация может включать в себя:
1) время активации;
2) время получения уведомления;
3) время исчезновения условия для подачи сигнала тревоги;
4) предел сигнала тревоги;
5) максимальное отклонение параметра во время подачи сигнала тревоги;
6) трендовая информация во время подачи сигнала тревоги.
e) Вмешательство оператора - это вмешательство оператора, оказывающее влияние на технологический процесс изготовления партии. Каждое вмешательство оператора обычно регистрируется с указанием:
1) типа вмешательства;
2) идентификатора оператора.
6.4.1.6 Запись задним числом
Запись задним числом - это данные, внесенные уже после выполнения соответствующей части рецептурной процедуры управления или после окончания изготовления партии. Обычно это данные, относящиеся к вспомогательным измерениям (вспомогательному анализу). Функция "разработка истории изготовления партии" включает регистрацию таких записей, включая установление связи с ассоциированными событиями изготовления партии (например, отбор проб). Следующие данные могут быть ассоциированы с записями задним числом:
- измеренные значения;
- идентификатор оператора;
- идентификатор лаборанта;
- время внесения записи;
- время отбора пробы.
6.4.2 Манипуляции с историческими данными
Типовые функции:
- манипуляция данными: изменение (если это возможно) или пополнение архивных данных о партии;
- выполнение расчетов: выполнение расчетов партии и создание новых данных, относящихся к одной партии;
- редукция данных: данные редуцируются на основе истории изготовления партии в соответствии с имеющейся трендовой информацией. Утрата данных в результате редукции должна быть обоснованной, связанной с динамикой данных, должна учитывать требования к информации, основанной на указанных данных;
- информация отслеживания партии: задание или поддержание связей между историями изготовления партии, соответствующими: физическим технологическим движениям партий, регулированию диапазона использования одной партии как сырьевого материала для другой, разделению на части (объединению) историй изготовления партии вследствие разделения на части (объединения) самих партий.
6.4.3 Разработка отчета об изготовлении партии изделий
В следующих подразделах любые экспортируемые данные (в электронной форме или бумажной форме) рассматриваются как отчет.
Отчет об изготовлении партии в общем случае составляется по конкретному запросу. Важно, чтобы такие запросы были возможны без знания конкретного оборудования и времени производства. В данном случае:
- идентификатор партии используется как ключ записи для доступа к данным (не к блоку оборудования);
- хронометраж должен соответствовать идентифицированным событиям процесса производства партии изделий (начало изготовления партии, начало операции и т.д.);
- записи идентифицируются групповыми терминами, терминами, связанными с данной партией. Они не должны ориентироваться на отличительные признаки оборудования.
6.4.3.1 Получатели отчетов об изготовлении партии
История изготовления партии может доставляться (запрашиваться) по ряду причин:
а) Организация производства: итоговые производственные обзоры, данные о расходе сырьевых материалов и других ресурсов, информация об отслеживании процесса изготовления серий и партий.
b) Управление разработкой рецептуры: информация об оптимизации рецептуры, сравнение расчетных значений параметров рецептуры и их фактических значений, анализ корреляции информации об изготовлении нескольких партий, сравнение с трендовой информацией.
c) Управление производственным процессом: история текущего процесса производства партии изделий, сравнение с историями старых партий на дисплее оператора, оптимизация управления производственным процессом.
d) Внешние системы:
1) управление качеством: статистическое управление производственным процессом, соответствие спецификации продукта, использование специальных рекомендаций;
2) техническое обслуживание: выдача аварийных сигналов, использование технической документации на оборудование;
3) учет: расход сырьевых материалов, объем выпуска, выход продукции и т.д.;
4) поддержка заказчика: документация на продукт.
e) Внутренние ресурсы функции "разработка истории изготовления партии": управление производственным процессом может включать функции, учитывающие указанные выше требования, а также возможность экспортировать (распечатывать) данные по запросу, периодически через установленные интервалы, после изготовления каждой партии.
6.4.3.2 Требования к отчету об изготовлении партии
В отчет об изготовлении партии включают:
a) Заголовок отчета: заголовок содержит информацию о типе отчета, о партии, реферат и т.д.
b) Особые элементы отчета: данные элементы представляются на бумаге (экране).
c) Список событий: это хронологические списки записей о событиях и ассоциированные данные. Например, список может включать перечень поданных аварийных сигналов или список вмешательств операторов.
d) Сведение записей в один список событий: записи с различными отличительными признаками и записи различного типа могут быть сведены в один список.
e) Выбор записей для включения в список: записи для включения в список выбираются по различным критериям. Например, записи могут включать факты выдачи аварийных сигналов только высокого приоритета.
f) Тренды: один или несколько графиков как функций времени:
1) тренд единичной партии: это тренды, отображающие данные одной партии или части партии. Они могут отображать несколько значений, как функции времени. Отображение может быть как в относительном, так и в абсолютном времени;
2) тренд нескольких партий: это тренды (обычно отображаемые в относительном времени), сравнивающие параметры нескольких партий и отображаемые на одном графике. Некоторые переменные могут быть приведены к стандартным величинам;
3) маркировка событий в тренде: события в тренде могут отображаться "галочками" и другими условными знаками. Каждая галочка должна ассоциироваться с конкретным зарегистрированным событием.
g) Временные ряды: это отображения временных рядов (последовательностей) одной или нескольких записей, представленные в виде таблицы. Необходимо указывать минимальный временной интервал (мертвую зону) между записями различными символами, отображаемыми на одной линии.
h) Интерполяция: необходимо установить правила интерполяции данных, если данные с различным временем записи отображаются на одной линии, или если указанные данные используются в расчетах.
6.5 Управление производственным процессом
Управление производственным процессом - это совокупность функций управления, организующих использование всех партий и ресурсов в производственном цехе. Управляющее действие содержит создание рецептуры управления на основе технологических рецептур, определение каждой партии как сущности, инициирование и контролирование отдельных партий, организацию использования ресурсов производственного цеха так, чтобы разрешать конфликты при их выделении в производственном цехе, сбор данных о процессе изготовления партии. Управление производственным процессом невозможно без контроля за работой технологической установки, без управления разработкой рецептуры, без разработки производственного плана, разработки календарного плана, управления потоками производственной информации (см. рисунок 22).
На уровне производственного цеха, в котором задействованы несколько партий и несколько технологических установок, каждая технологическая установка выполняет установленную процедуру технологической установки для конкретной партии. Ход выполнения процедуры для каждой партии и порядок использования конкретной единицы оборудования координируются на основе информации рецептуры управления, информации, извлеченной из календарного плана, из статуса оборудования и из других ресурсов общего пользования.
Область управления производственным процессом - это производственный цех. Изготовленная партия - это результат успешного применения рецептуры управления. Управление производственным процессом заканчивается вместе с изготовлением партии, если рецептурная процедура управления применена в полном объеме. Изготовленная партия не обязательно является конечным продуктом. Несколько (связанных) рецептур управления могут одновременно применяться в одном производственном цехе, в нескольких производственных цехах, в нескольких местах производства для получения готового продукта. Если партия выходит за пределы производственного цеха, то она уже не входит в сферу ответственности управления производственным процессом, ассоциированного с конкретным производственным цехом в терминах его идентификации, отслеживания процесса производства партии изделий и т.д.
|

Recipe management - управление разработкой рецептуры; Production planning and scheduling - разработка производственного плана и календарного плана; Production information management - управление потоками производственной информации; Master recipe - технологическая рецептура; Batch scheduling information - информация о соответствии производства партии изделий календарному плану; Batch progress and process cell status information - информация о ходе изготовления партии изделий и статусе производственного цеха; Batch and process cell information - информация об изготовлении партии изделий и производственном цехе; Manage process cell recourses - управление ресурсами производственного цеха; Batch and resource information - информация об изготовлении партии и расходовании ресурсов; Process cell information - информация о производственном цехе; Manage batches - управление изготовлением партии изделий; Batch information - информация о партии изделий; Collect batch and process cell information - сбор информации о партии изделий и производственном цехе; Unit recipes, commands, and batch and status information - информация о рецептуре технологической установки, командах, об изготовлении партии изделий и статусе; Commands and status information - информация о командах и статусе; Unit supervision - контроль за работой технологической установки
Рисунок 22 - Управление производственным процессом
Управление производственным процессом можно рассматривать в терминах трех следующих функций управления (см. рисунок 22):
- управление изготовлением партии изделий;
- управление ресурсами производственного цеха;
- сбор информации о партии изделий и производственном цехе.
6.5.1 Управление производством партии изделий
Управление производством партии изделий - это функция управления, рецептура управления которой является копией технологической рецептуры. Запущенный процесс изготовления партии изделий соответствует утвержденному календарному плану, определяется действиями оператора. Ход изготовления партии контролируется.
Данная функция управления включает в себя:
а) Создание рецептуры управления на основе технологической рецептуры, информацию об утвержденном календарном плане, входные воздействия оператора. Время задержки может варьироваться в широких пределах: например, время принятия срочного решения в сложной ситуации, время предварительной подготовки для выполнения действия в соответствии с календарным планом и т.д. Рецептура управления может быть создана изначально в полном объеме. Она также может быть создана постепенно по мере поступления информации.
b) Назначение уникального идентификатора каждой партии изделий и ассоциированной рецептуре управления. Партия может быть идентифицирована (поименована) разными способами. При этом важно, чтобы, по крайней мере, один идентификатор (рассматриваемый здесь как идентификатор партии) был совершенно уникальным для данного производственного цеха в любой момент времени. Идентификатор партии может быть назначен оператором, при разработке календарного плана, в процессе управления производственным процессом. Важно, чтобы уникальность идентификатора была проверена до его ассоциирования с партией.
с) Верификацию рецептуры управления после ее создания. Верификация включает: установление факта, что разработка рецептуры управления завершена, подтверждение того, что данная рецептура реализуема для имеющихся технологических установок. Сюда относится верификация того, что все процедурные элементы являются доступными, что формульная информация достоверна, что необходимые ресурсы окажутся доступными при необходимости.
d) Размерную обработку рецептуры управления на предмет соответствия размеру партии. Данная обработка основывается на правилах, установленных в технологической рецептуре. Количественные данные содержатся в календарной информации о партии. Рецептура может включать диапазон, в котором она масштабируется.
e) Поддержание всех текущих рецептур управления в ходе управления производственным процессом до окончания изготовления партии.
f) Назначение стартовых условий в соответствии с календарной информацией (действиями оператора). Некоторые используемые стартовые условия изготовления партии включают нижеследующее (либо для конкретных партий, либо для комбинаций партий):
1) начать изготовление партии, как только становится доступной технологическая установка;
2) начать изготовление партии по указанию оператора;
3) начать изготовление партии, если доступны конкретные технологические установки;
4) начать изготовление партии в соответствии с приоритетами календарного плана изготовления партии.
g) Модификацию еще невыполненной части рецептуры управления. Сюда включается возможность модифицировать процедуру (например, добавление или стирание процедур технологической установки), операцию и/или фазу (закольцовывание выхода на вход для повторения ранее выполненных процедур технологической установки, операций и/или фаз).
h) Запрос и отключение технологических установок и другого оборудования, изменение их статуса для расширения возможностей использования, обновление функции управление ресурсами производственного цеха в соответствии со статусом партии.
i) Мониторинг и контроль выполнения рецептур управления, включая текущий статус партии (например, ответы на запросы: какие процедуры технологической установки уже выполнены, какая процедура технологической установки является следующей).
j) Обработку запросов об изменении состояния и режимов выполнения общих процедур, процедур технологической установки, операций и фаз.
k) Выдачу разрешения рецептуре управления обслуживать несколько технологических установок в том же производственном цехе, включая расширение полномочий рецептуры технологической установки на контроль за работой технологической установки в установленное время.
l) Выдачу разрешения на приостановку процесса производства партии изделий, на ее извлечение из перерабатывающего оборудования (например, в упакованном виде для временного хранения), на снятие контроля за производственным процессом, на возобновление процесса производства партии изделий позже.
m) Поддержание статуса информации о партии. Рецептура управления, включая все модификации, должна быть зарегистрирована как часть истории изготовления партии после ее изготовления или, по крайней мере, при выходе партии за пределы производственного цеха.
n) Обновление информации о партии, используемой функцией управления сбор информации о партии и о производственном цехе.
6.5.2 Управление ресурсами производственного цеха
Это функция управления, в которой управление ресурсами производственного цеха производится путем: выделения и резервирования технологических установок и другого оборудования; разрешения спорных ситуаций по нескольким запросам на одно и то же оборудование; организации механизма контроля невыделенного оборудования. Ресурсы производственного цеха также включают материалы производственного цеха. Управление ресурсами производственного цеха возможно при наличии информации: какие материалы задействованы в производственном цехе, об их размещении, о диспозиции материалов.
Назначение ресурсов на уровне производственного цеха или на уровне технологической установки (выделение ресурсов) производится в соответствии с требованиями к оборудованию (его функциям), определенным в календарном плане производства партии изделий. Некоторые ограниченные повторные назначения оборудования, а также новые выделения ресурсов на уровне производственного цеха или технологической установки могут производиться оператором. Повторное выделение ресурсов может оказаться необходимым вследствие таких факторов, как неисправность оборудования, нехватка сырьевых материалов. При разработке производственного плана и календарного плана может потребоваться учет выделения нового ресурса для оценки влияния данного фактора на технологический процесс.
Данная функция управления включает в себя:
a) Получение календарной информации в процессе разработки производственного плана и календарного плана. Задействования данной информации в функции "организация изготовления партии".
b) Выделение или резервирование оборудования по запросу функции "организация изготовления партии". В производственном цехе партии могут двигаться от одной технологической установки к другой. В каждой технологической установке реализуется часть рецептуры управления, соответствующая процедуре данной технологической установки. Принятие решения о том, какое оборудование выделять для каких партий, когда производится выделение оборудования, - производится на уровне производственного цеха. Типовые примеры обоснования выделения ресурсов:
1) в соответствии с календарным планом изготовления партии;
2) в соответствии со стратегией, определенной на уровне производственного цеха. При этом принимаются во внимание требования рецептуры управления к оборудованию, а также наличие оборудования и его возможности.
c) Разрешение спорных ситуаций при наличии сразу нескольких запросов на резервирование или выделение одного и того же оборудования. Правила разрешения споров могут быть простыми и сложными в зависимости от приложения. Например правила разрешения споров могут включать в себя:
1) порядок подачи запроса (например, FIFO "первый попросил - первый получил");
2) своевременный запрос (например, резервирование оборудования);
3) приоритет партии;
4) максимальная эффективность использования оборудования (минимум чистки, минимальный расход энергии, максимальный выход продукции);
5) на усмотрение оператора.
d) Управление невыделенным оборудованием производственного цеха.
e) Получение статусной информации от службы контроля за работой технологической установки и/или статусной информации от служб управления производственным процессом (связанной с невыделенным оборудованием производственного цеха).
f) Обновление информации обо всех ресурсах производственного цеха для функции управления сбор информации о партии и производственном цехе;
g) Обновление производственного плана и календарного плана на основе информации о ходе изготовления партии, например:
1) идентификатор партии;
2) события изменения состояния партии;
3) фактическое наличие сырьевых материалов, продуктов, коммунальных услуг;
4) назначение оборудования;
5) плановое и фактическое время выделения (перераспределения) ресурсов производственного цеха.
6.5.3 Сбор информации о партии изделий и производственном цехе
Данная функция управления обеспечивает сбор информации о событиях управления производственным процессом (как в отношении изготовления партии, так и в отношении оборудования). Могут также быть задействованы функции управления "организация изготовления партии" и "управление ресурсами производственного цеха". Данная информация становится доступной подразделениям управления производственной информацией.
Примеры типов собираемой информации:
- изменение режимов и состояний;
- последовательное копирование рецептур управления после выполнения части работ;
- время выдачи команд на выполнение контроля за работой технологической установки и на управление производственным процессом;
- время предоставления рецептуры технологической установки в службу контроля за работой технологической установки;
- время задержки из-за отсутствия необходимого оборудования;
- время выделения ресурсов, их резервирования и отключения по всем ресурсам производственного цеха;
- запросы и отклики на запросы о выделении (резервировании) оборудования, требующие арбитражных решений;
- изменение статуса невыделенного оборудования;
- вмешательство оператора.
6.6 Контроль за работой технологической установки
Контроль за работой технологической установки - это управляющее действие, которое ассоциирует рецептуру с управлением оборудованием с помощью мероприятий управления производственным процессом (см. рисунок 23). Указанное управляющее действие опосредует организацию технологического процесса, управление производственным процессом и управление производственной информацией. Существуют три основные функции управления для данного управляющего действия. Они рассмотрены в нижеследующем подразделе. Данные функции включают затребование и выполнение процедурных элементов, управление ресурсами технологической установки и сбор информации о партии и о технологической установке.
|

Process management - организация технологического процесса; Production information management - управление производственной информацией; Unit recipes, commands and status information - рецептуры технологических установок, информация о командах и статусе; Batch and unit information - информация о партии и технологической установке; Manage unit resources - управление ресурсами технологической установки; Batch and resource information - информация о партии и ресурсах; Unit information - информация о технологической установке; Acquire and execute procedural elements - получение и выполнение процедурных элементов; Batch information - информация о партии; Collect batch and unit information - сбор информации о партии и технологической установке; Commands and status information - информация о командах и статусе; Process control - управление технологическим процессом
Рисунок 23 - Контроль за работой технологической установки
6.6.1 Получение и выполнение процедурного элемента
Управление производственным процессом доставляет рецептуру технологической установки, выполняемую данной технологической установкой. Доставляется и другая информация о партии, необходимая для ее изготовления.
Контроль за работой технологической установки устанавливает (на основе рецептуры технологической установки) текущую исполняемую процедуру, необходимые технологические параметры, задействуемые сущности оборудования и другую важную информацию (название продукта, ограничения на работу оборудования, идентификатор партии).
Функция получение и выполнение процедурного элемента включает выполнение процедур технологической установки. Если процедура технологической установки является частью мероприятия по управлению оборудованием технологической установки, то данная функция управления ассоциирует соответствующую рецептурную процедуру технологической установки (включая ее параметры) с процедурой блока оборудования.
Функция получение и выполнение процедурного элемента включает выполнение операций. Если операция является частью мероприятия по управлению оборудованием технологической установки, то данная функция управления ассоциирует рецептурную операцию (включая ее параметры) с операцией оборудования. Инициирование фаз и их параметризация являются частью выполнения операции.
Функция получение и выполнение процедурного элемента включает инициирование и/или выполнение фазы. Если фаза является частью мероприятия по управлению оборудованием технологической установки, то данная функция управления ассоциирует рецептурную фазу (включая ее параметры) с фазой работы оборудования и выполняет эту фазу работы оборудования. Если фаза является частью мероприятия по управлению блоком оборудования, то данная функция управления параметризует и инициирует рассматриваемую фазу работы оборудования.
Данная функция управления включает в себя:
- определение выполняемого процедурного элемента;
- верификацию наличия потребных процедурных элементов;
- выполнение процедур технологических установок, операций и фаз;
- ассоциирование процедурных элементов рецептуры с процедурными элементами оборудования;
- инициирование и параметризацию фаз работы оборудования.
6.6.2 Управление ресурсами технологической установки
Данная функция управления включает: управление ресурсами, являющимися частью технологической установки, управление ресурсами, которые могут быть получены и которые пока не разблокированы, инициирование запросов на ресурсы, которые в данный момент не являются частью технологической установки, запросы на услуги других технологических установок, обслуживание других технологических установок.
При выполнении рецептуры может оказаться необходимым затребовать ресурсы совместного использования и/или ресурсы эксклюзивного использования, которые в последующем разблокируются. Указанные технологические установки не могут затребовать другие технологические установки целиком. Они могут запросить отдельные услуги (оказать отдельные услуги) у других технологических установок, если рассматриваемая рецептура обеспечивает совместимую процедурную логику для обеих технологических установок. Фазы и операции различных технологических установок могут взаимодействовать для выполнения общей скоординированной функции.
Указанное взаимодействие технологических установок позволяет задействовать такие функции, как передача материалов с одной установки на другую.
Данная функция управления включает в себя:
- подготовка запроса (как реакция на сигнал обратной связи) и опосредование функций разрешения текущих споров о выделении оборудования;
- обеспечение повсеместного использования рекомендуемых режимов и состояний технологических установок и процедурных элементов;
- задействование собранной производственной информации об изготовлении партии от внешнего оборудования.
6.6.3 Сбор информации о партии и технологической установке
Функция управления сбор информации о партии и технологической установке делает доступной информацию о текущих событиях контроля за работой технологической установки (как в отношении изготовления партии, так и работы оборудования) для подразделений управления производственной информацией.
Сбор данных зависит от многих условий. Некоторые данные нельзя просто взять и собрать. Например, пробы нужно отбирать в различное время в зависимости от информации, полученной от других функций управления (в зависимости от значений параметров, соответствующих определенной фазе работы оборудования).
Примеры типов собираемой информации:
- изменения режимов и состояний;
- тайминг команд на управление производственным процессом;
- тайминг событий выполнения рецептурных процедур технологической установки;
- тайминг и последовательность выделения ресурсов, их резервирования и разблокирования сущностей оборудования, затребованных технологической установкой;
- изменение статуса оборудования технологической установки;
- значения параметров при выполнении рецептуры технологической установки.
6.7 Контроль производственного процесса
Данное управляющее действие задает общее направление для процедурного управления и базового управления, включая последовательный контроль, автоматическое управление и управление отдельными действиями (в дополнение к сбору и отображению данных). Данное управляющее действие распространяется на несколько сущностей оборудования, включая технологические установки, блоки оборудования и блоки управления. Данное управляющее действие опосредует управление производственной информацией, контроль за работой технологической установки, защиту персонала и окружающей среды.
Проблемы управления производственным процессом можно рассматривать в терминах трех функций управления: выполнение фаз работы оборудования, реализация базового управления, сбор данных (см. рисунок 24).
|
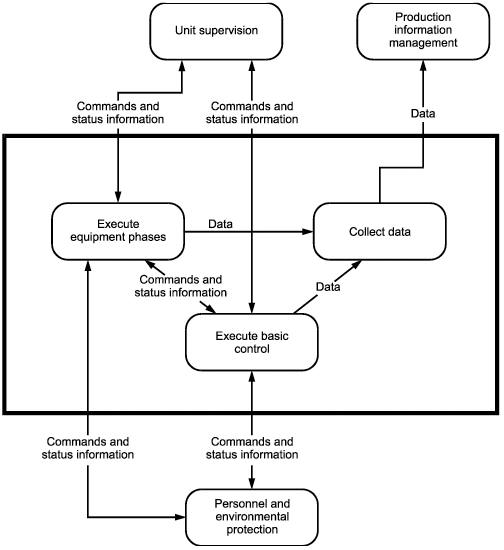
Unit supervision - контроль за работой технологической установки; Production information management - управление производственной информацией; Commands and status information - информация о командах и статусе; Data - данные; Execute equipment phases - выполнение фаз работы оборудования; Collect data - сбор данных; Execute basic control - реализация базового управления; Personnel and environmental protection - защита персонала и окружающей среды
Рисунок 24 - Управление производственным процессом
6.7.1 Выполнение фаз работы оборудования
Это функция управления, в которой сущности оборудования получают команды для выполнения процедурного управления, задаваемого фазой работы оборудования. Эта функция управления запускается функцией управления получение и выполнение процедурного элемента при контроле за работой технологической установки (см. 6.6.1). По определению, фаза работы оборудования конфигурируется как часть сущности оборудования. Вместе с тем, задание значений технологических параметров необходимо для выполнения фаз работы оборудования. Функция управления выполнения фазы работы оборудования интерпретирует команду инициализации фазы и ассоциирует заданные параметры с фазой работы оборудования. Команды и параметры фазы работы оборудования могут задаваться перед работой или в ходе работы оборудования. Сущности оборудования, способные выполнять данную функцию управления, являются блоками оборудования и технологическими установками.
Данная функция управления не действует непосредственно на физическое оборудование. Она оказывает влияние на технологический процесс только посредством базового управления в блоке управления.
Данная функция управления также включает контроль за режимом работы фазы оборудования и его состоянием. Сюда относятся:
- распространение режимов и состояний процедурных элементов и/или сущностей оборудования;
- распространение режимов и состояний технологических установок или блоков оборудования, выполняющих фазу работы оборудования;
- ручное вмешательство в процесс выполнения фазы работы оборудования.
6.7.2 Реализация базового управления
Реализация базового управления - это функция управления, вызывающая изменения состояний оборудования и технологического процесса путем подачи команд на исполнительные устройства и другие блоки управления. Команды базового управления могут подаваться при выполнении фазы работы оборудования или другой функцией управления (например, команда оператора, подаваемая вручную). Базовое управление использует входные сигналы датчиков и другие функции управления для выполнения своих функций. Реализация данной функции управления также доставляет информацию о технологическом процессе, оборудовании и другую статусную информацию, передаваемую функциям управления более высокого уровня. Некоторые другие (включаемые) базовые функции управления обеспечивают управление в исключительных ситуациях, расчеты и обработку информации, вносимой оператором, и т.д.
Вместе с тем данная функция управления не обеспечивает процедурного управления. Она всегда конфигурируется как часть сущности оборудования. Данная функция управления позволяет ассоциировать необходимые параметры с необходимыми базовыми функциями управления. Сущности оборудования, использующие данную функцию управления, - это блоки управления, блоки оборудования и технологические установки.
Данная функция управления также включает контроль за режимами работы и состояниями сущностей оборудования. Сюда относятся:
- распространение режимов и состояний сущностей оборудования и/или процедурных элементов;
- ручное вмешательство оператора.
Если рассматриваемый объект оборудования является общим ресурсом, то данная функция управления также может быть задействована в арбитражные процедуры разрешения споров конфликтующих запросов и команд.
6.7.3 Сбор данных
Функция управления сбор данных опрашивает датчики, выводит значения, регистрирует события, происходящие внутри области управления производственным процессом. Данные собираются и хранятся в истории изготовления партии. Сбор данных зависит от многих условий. Например, некоторые данные не всегда доступны. Они могут требовать отбора проб в определенное время в зависимости от информации, получаемой от других функций управления, такой, как значения параметров, определяющих фазу работы оборудования.
6.8 Защита персонала и окружающей среды
Защита персонала и окружающей среды - это управляющее действие. Оно обеспечивает безопасность людей и окружающей среды. Данное действие приведено на рисунке 19, иллюстрирующем модель управляющего действия, ниже управления производственным процессом. Никакое другое управляющее действие не должно встраиваться между защитой персонала (окружающей среды) и рабочим инструментом, для которого оно предназначено. Защита персонала и окружающей среды должна, по определению, стоять отдельно от управляющих действий высокого уровня. Она может отображаться на более чем один уровень сущностей оборудования, если указанный уровень организации (детализации) является существенным для обеспечения эффективной защиты.
Защита персонала и окружающей среды включена в модель управляющего действия, чтобы подчеркнуть важность данного типа систем защиты и указать точку модели, пригодную для размещения специальной системы защиты указанного типа. Полное рассмотрение проблем защиты персонала и окружающей среды, классификация указанных типов систем, разделение уровней блокирующих устройств внутри указанных систем - это отдельный вопрос. Он лежит вне области применения настоящего стандарта. Дополнительная информация по данному вопросу содержится в стандартах и руководствах, находящихся в стадии разработки (см. [1]-[4], приложение В, а также МЭК 61508-2).
Приложение A
(обязательное)
Принципы построения модели
В настоящем стандарте используется несколько форматов рисунков. Приложение А содержит только объяснения диаграмм, используемых в настоящем стандарте. Ниже рассмотрены форматы рисунков.
Форматы моделирования, рассмотренные в данном приложении, дают нестрогий метод представления информации и взаимосвязей. Данные форматы не рекомендуют и не навязывают методологию анализа. Рисунки не подменяют текстовую информацию.
- Диаграммы типа "сущность-связь" ("entity-relationship"=ER-диаграммы) представлены в формате, указанном на рисунках A.1 и A.2. Действие взаимосвязи показано только в одном направлении. Примером является рисунок A.3.
- На всех рисунках объекты показаны прямоугольниками.
- Действия и функции показаны скругленными прямоугольниками на всех рисунках. На рисунках дана развертка только одного управляющего действия на диаграмму. Линии между действиями и функциями обозначают обмен информацией (см. рисунок A.4).
- Состояния обозначаются эллипсами на всех рисунках. Линии между состояниями обозначают команды, вызывающие изменение состояния. Рисунок A.5 - это пример диаграммы трансформации состояния.
- Физические рисунки используют символы, соответствующие стандартам ISA (см. рисунок A.6).
- Встроенные рисунки используются только в том случае, где нужно показать взаимосвязь между двумя различными типами рецептур (см. рисунок A.7).
|

Basic associations - базовые связи; For each occurrence of A there is one and only one occurrence of B - для каждого события A существует одно и только одно событие В; For each occurrence of A there is zero or one occurrence of B - для каждого события A существует ноль или одно событие В; For each occurrence of A there is one or more occurrences of B - для каждого события A существует одно или несколько событий В; For each occurrence of A there is zero, one or more occurrences of B - для каждого события A существует ноль, одно или несколько событий В; Looped associations - зацикленные связи; Any of the associations above may be used in a loop. Here, an occurrence of an entity is associated with one or more occurrence of entities of the same type - любые вышеуказанные связи могут быть зациклены. Здесь наличие некоторой сущности связано с наличием одной или нескольких других сущностей того же типа; Enterprise - предприятие
Рисунок A.1 - Базовые и зацикленные связи ER-диаграммы
|

Labelled associations - помеченные связи; A label is written next to one of the entities - Метка нанесена следом за сущностью; In this case, it reads: A consists of none of B - в данном случае: событие А не включает в себя каких-либо событий множества В; consists of - состоит из; In this case, it reads: A references none of B - в данном случае: событие А не ссылается на события множества В; references - ссылается
Рисунок A.2 - Помеченные связи ER-диаграммы
|
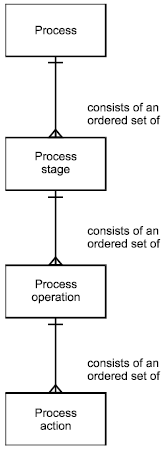
Process - технологический процесс; consists of an ordered set of - состоит из упорядоченного множества; Process stage - стадия технологического процесса; Process operation - технологическая операция; Process action - технологическое действие
Рисунок A.3 - Модель технологического процесса (ER-диаграмма)
|

Unit supervision - контроль за работой технологической установки; Production information management - управление производственной информацией; Commands and status information - информация о командах и статусе; Data - данные; Execute equipment phases - выполнение фаз работы оборудования; Collect data - сбор данных; Execute basic control - реализация базового управления; Personnel and environmental protection - защита персонала и окружающей среды
Рисунок A.4 - Управление производственным процессом (управляющее действие с разбивкой на функции управления)
|
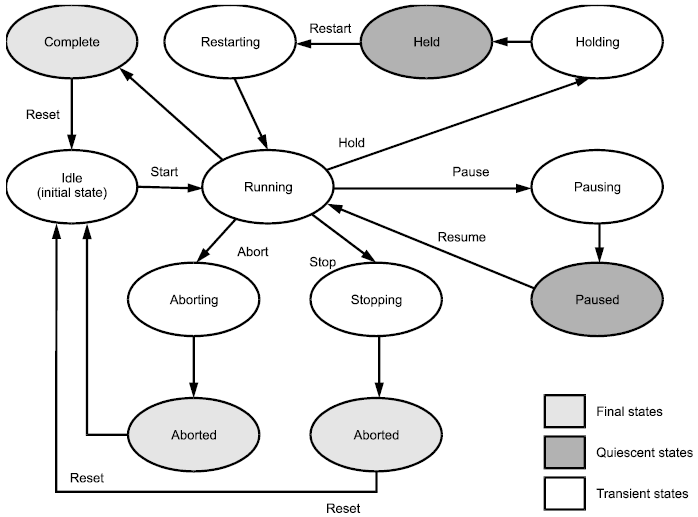
Restart - перезапустить; Complete - завершение операции; Restarting - перезапуск; Held - удержан; Holding - удержание; Reset - перезагрузить; Hold - удержать; Start - старт; Pause - приостановить; Idle (initial state) - холостой ход (начальное состояние); Running - выполнение операции; Pausing - приостановка; Abort - прервать; Resume - возобновить; Stop - стоп; Aborting - прерывание; Stopping - остановка; Paused - приостановлен; Aborted - прерван; Stopped - остановлен; Final states - конечные состояния; Quiescent states - состояния покоя; Transient states - переходные состояния
Рисунок A.5 - Диаграмма трансформации состояния
|

Input material storage - хранение входных материалов; Unit 1 - технологическая установка N 1; Unit 2 - технологическая установка N 2; Finished material storage - хранение готовых материалов
Рисунок A.6 - Одномаршрутная структура (физический чертеж)
|
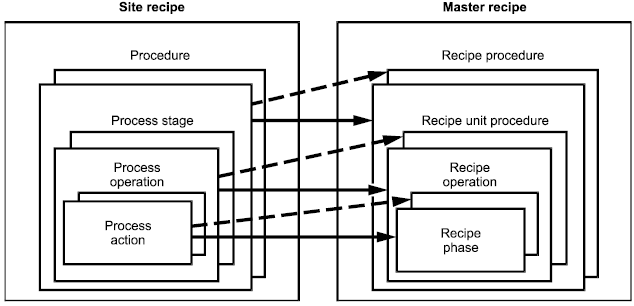
Site recipe - рецептура, связанная с местом производства; Master recipe - технологическая рецептура; Procedure - процедура; Recipe procedure - рецептурная процедура; Process stage - стадия технологического процесса; Recipe unit procedure - рецептурная процедура технологической установки; Process operation - технологическая операция; Recipe operation - рецептурная операция; Process action - технологическое действие; Recipe phase - рецептурная фаза
Рисунок A.7 - Соотношение рецептурной процедуры, связанной с местом производства, и технологической рецептурной процедуры (встроенная модель)
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
IEC 60848:198 | - | * |
IEC/TC 60902:1987 | - | * |
* Соответствующий национальный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык международного стандарта. | ||
Библиография
[1] | 65A/179/CDV, Functional safety - Safety-related systems - Part 1: General requirements (future IEC 61508-1 in preparation) (Функциональная безопасность. Системы обеспечения безопасности. Часть 1. Общие требования (МЭК 61508-1 в стадии разработки)) |
[2] | 65A/181/CDV, Functional safety - Safety-related systems - Part 3: Software requirements (future IEC 61508-3 in preparation) (Функциональная безопасность. Системы обеспечения безопасности. Часть 3. Требования к программному обеспечению (МЭК 61508-3 в стадии разработки)) |
[3] | ISA dS84.01, Applications of Safety Instrumented Systems for the Process Industries, Instrument Society of America (Приложения для автоматизированных систем обеспечения безопасности в перерабатывающей промышленности, Американское общество инженеров-приборостроителей) |
[4] | Guidelines for Safe Automation of Chemical Processes, Center for Chemical Process Safety, American Institute of Chemical Engineers, New York, 1993 (Руководство по безопасной автоматизации химических производств, Центр по обеспечению безопасности химического производства, Американский Институт инженеров-химиков, Нью-Йорк, 1993) |
УДК 658.52.011.56 | ОКС 25.040.40; 01.040.25 |
Ключевые слова: серийное производство, управление серийным производством, технологические процессы серийного производства, модели и терминология серийного производства | |
Электронный текст документа
и сверен по:
, 2020
