ГОСТ Р ИСО 15531-44-2022
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Системы промышленной автоматизации и интеграция
ДАННЫЕ ПО УПРАВЛЕНИЮ ПРОМЫШЛЕННЫМ ПРОИЗВОДСТВОМ
Часть 44
Информационное моделирование сбора цеховых данных
Industrial automation systems and integration. Industrial manufacturing management data. Part 44. Information modelling for shop floor data acquisition
ОКС 25.040.40
Дата введения 2023-01-01
Предисловие
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "НИИ экономики связи и информатики "Интерэкомс" (ООО "НИИ "Интерэкомс") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 100 "Стратегический и инновационный менеджмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 декабря 2022 г. N 1477-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 15531-44:2017* "Системы промышленной автоматизации и интеграция. Данные по управлению промышленным производством. Часть 44. Информационное моделирование для сбора производственных данных" (ISO 15531-44:2017 "Industrial automation systems and integration. Industrial manufacturing management data. Part 44: Information modelling for shop floor data acquisition", IDT).
Международный стандарт разработан подкомитетом ИСО ТК 184 "Системы промышленной автоматизации и интеграция", ПК 4 "Промышленные данные".
5 ВВЕДЕН ВПЕРВЫЕ
6 Некоторые положения международного стандарта, указанного в пункте 4, могут являться объектом патентных прав. Международная организация по стандартизации (ИСО) не несет ответственности за идентификацию подобных патентных прав
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
Введение
Комплекс стандартов ИСО 15531 является международным стандартом по моделированию данных, используемых для управления производством (за исключением данных о продукции и компонентах, также как справочных или библиотечных данных, моделируемых с использованием стандартов ИСО 10303 и ИСО 13584). В стандартах ИСО 15531-31 и ИСО 15531-32 рассматривают моделирование данных, используемых для управления ресурсами, тогда как в ИСО 15531-43 рассматривают моделирование данных для управления промышленным производством. В ИСО 15531-42 установлена временная модель.
Другие данные, которые используются для управления промышленным производством, включают данные, которые собирают на уровне управления производством, но хранятся и используются они на производственном уровне для управления качеством, техническим обслуживанием, пересмотром рабочих графиков и для достижения любой другой цели управления.
Данные, о которых идет речь выше, часто применяются в форматах, на которые накладывают ограничения используемые устройства и производственные процессы. Этапы производственных процессов и отсчет времени, соответствующие полученным данным, так же как и объединение данных в ресурсные группы, с которыми они ассоциированы, требуют эффективного планирования и контроля. Порядок установления этапов и измерения времени четко определены для каждой совокупности ресурсов, и результаты их использования связаны с определенной временной моделью и ссылками.
После нескольких операций трансляции и ручной обработки данные, собранные на уровне 2, превращаются в данные уровня 3. Данные собираются в базе данных и организуются по правилам, установленным моделью уровня 3, которая используется многократно. Последовательное использование данных на различных платформах и в программном обеспечении подразумевает, что соответствующие модели данных правильно организованы и уникальны для предоставляемой информации даже в том случае, если эта информация может появляться несколько раз и иметь различные источники.
Примечание - Определения функциональных уровней, используемых в настоящем стандарте, соответствуют приведенным в МЭК 62264-1 и повторяются для справки в разделе 4 настоящего стандарта. Мониторинг и физический контроль устройств проводятся на уровне 2, в то время как управление производственными операциями обеспечивается на уровне 3. Настоящий стандарт распространяется на моделирование данных уровня 3, которые собираются и детально обрабатываются на уровне 2. Настоящий стандарт не распространяется на процессы трансляции и обработки данных.
Целью настоящего стандарта является предоставление моделей данных, которых доступны для совместного использования любым программным обеспечением, применяемым для управления и улучшения производства.
1 Область применения
В настоящем стандарте устанавливается процедура моделирования данных, собранных системами сбора данных на уровне мониторинга и физического контроля устройств (уровень 2), которые будут храниться на уровне управления производством (уровень 3) и обрабатываться далее для любых целей управления.
Область применения настоящего стандарта включает:
- количественные и качественные данные, собранные системами сбора данных на уровне контроля или управления для хранения на уровне управления и использования в дальнейшем в производственных целях;
- отметка времени и измерение времени, предоставленные системами сбора данных для контроля и управления данными.
В область применения настоящего стандарта не входят:
- данные, связанные с дистанционным измерением или управлением в реальном времени;
- данные определения продукта, смоделированные в соответствии с комплексом стандартов ИСО 10303;
- справочные и библиотечные данные, смоделированные по ИСО 13584 и ИСО 15926;
- управляющие данные, которые используются только на уровне управления, также как и данные, которые не используются для управления производством.
2 Нормативные ссылки
В настоящем стандарте нормативные ссылки отсутствуют.
3 Термины и определения
3.1 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями.
Организации ИСО и МЭК ведут терминологические базы данных для применения в стандартизации по следующим ссылкам:
- просмотровая онлайн-платформа ИСО: https://www.iso.org/obp;
- IEC Electropedia: https://www.electropedia.org/.
3.1.1 дата начала (beginning date): Момент времени, в который идентифицировано событие (3.1.4) , являющееся начальной точкой чего-либо значимого и продолжительного.
Пример - Дата начала сбора данных, начала выполнения задания, начала измерения, начала процесса изменения состояния (3.1.14).
3.1.2 соединение (connection): Слияние одного идентифицированного компонента с другим идентифицированным компонентом устройства при выполнении операции сборки.
Пример - Назначение общего номера для набора деталей из некоторого их подмножества.
Примечание - Соединение не содержит свойств (атрибутов), если взаимосвязь является семантическим отношением.
3.1.3 дата окончания (ending date): Момент времени, в который идентифицировано событие (3.1.4), которое является завершающей точкой чего-либо значимого и продолжительного.
Пример - Дата окончания деятельности, сбора данных.
Примечание - Момент времени определен в ИСО 15531-42:2005, 3.1.13.
3.1.4 событие (event): Что-либо значимое, происходящее в настоящий момент или в ближайшем будущем в заданном месте и в заданный момент времени.
Пример - Начало выполнения действия, срок истечения события, полный отказ станка.
3.1.5 генеалогия (genealogy): Соединение (3.1.2), использующее уникальные идентификаторы.
Пример - Присоединение одного серийного номера к другому.
Примечание - Генеалогия не является семантическим отношением. Например, никакие свойства (атрибуты) не ассоциируются с назначением серийных номеров в предыдущем примере.
3.1.6 опасное событие (hazard event): Значимый сбой во время технологического процесса (3.1.9).
Примечание - Значимое опасное событие, регистрируемое в базе данных. Причиной может быть ресурс (3.1.13), на котором возникает событие (3.1.4), или предыдущее событие.
3.1.7 производство (manufacturing): Функция или действие, предусматривающие перевод или превращение материала из сырья или состояния (3.1.14) заготовки в завершенное состояние.
Примечание - Определение взято из словаря APICS [22].
[ИСО 15531-1:2004, 3.6.22]
3.1.8 заказ на производство (manufacturing order): Документ, комплект документов или план, передающие право на производство (изготовление) установленных деталей (продукта) в установленном количестве.
Примечание 1 - Заказ на производство определяет конкретный объем работ. Он включает, например, ссылки (на нормативные документы), количество изделий и дату производства. Утверждение заказа на производство является событием (3.1.4), инициирующим начало операции производства (3.1.7).
Примечание 2 - Взято из словаря APICS [22].
3.1.9 производственный процесс (manufacturing process): Структурированный комплекс видов деятельности или работ, выполняемых с материалом для перевода его из сырья или состояния (3.1.14) заготовки в завершенное состояние.
Примечание - Производственные процессы могут быть представлены в виде технологической схемы процесса, схемы движения продукта, в виде табличной схемы или схемы фиксированного расположения. К планируемым производственным процессам может относиться изготовление продукта для складирования, на заказ и для сборки на заказ и т.д., основанное на стратегическом использовании и размещении материально-производственных запасов.
[ИСО 15531-1:2004, 3.6.25]
3.1.10 режим работы (operation mode): Один из способов выполнения операции на некотором ресурсе (3.1.13) и для некоторого установленного приложения.
Примечание 1 - Каждый станок может иметь один или несколько режимов работы (автоматический, пошаговый, ручной и т.п.), определенных типом станка и его назначением.
Примечание 2 - Конкретный режим работы выбирается оператором из набора доступных режимов.
Примечание 3 - В рассматриваемой модели режим работы представляется сущностью mode (см. 6.3.7.2).
3.1.11 процесс (process): Структурированный набор видов деятельности, включающий в себя различные сущности предприятия, предназначенный и организованный для достижения конкретной цели.
Примечание - Данное определение аналогично определению, приведенному в ИСО 10303-49. Тем не менее ИСО 15531 нуждается в понятии структурированного набора деятельностей без предопределенного отношения ко времени или этапам. С точки зрения управления потоком некоторые свободные процессы могут требовать синхронизации в отношении цели, хотя в действительности они ничего не выполняют (задачи-призраки).
[ИСО 15531-1:2004, 3.6.29]
3.1.12 дефект продукта (product defect): Отклонение от нормы, выявленное при контроле плохо изготовленного продукта.
3.1.13 ресурс (resource): Любое устройство, инструмент или средство, находящиеся в распоряжении предприятия для производства товаров и услуг.
Примечание 1 - Ресурс определен в ИСО 15531-1:2004, 3.6.43, и исключает сырье и продукты и компоненты, которые считаются с точки зрения теории систем частями окружения системы и не принадлежат к самой системе. Кроме того, это определение включает в себя определение по ИСО 10303-49, которое включено в определение, применяемое по ИСО 18629-14 и ИСО 18629-44 (которое также включает сырье и расходуемые материалы), а также для ИСО 18629-13.
Примечание 2 - В соответствии с данным определением ресурсы включают в себя человеческие ресурсы, рассматриваемые как специальные средства с заданными возможностями и мощностью. Данные средства рассматриваются как способные к включению в производственный процесс (3.1.9) через заданные задачи, они не включают в себя какое-либо моделирование индивидуального или общего поведения человеческих ресурсов (персонала), за исключением возможности выполнять конкретную задачу в производственном процессе (например, преобразование сырьевого материала или заготовок, предоставление логистических услуг). Это означает, что человеческие ресурсы, так же, как и другие, рассматриваются только с точки зрения их функций, возможностей и состояния (например, состояние простоя, состояние занятости), что, в свою очередь, исключает необходимость какого-либо моделирования или представления любого аспекта индивидуального или общего (социального) поведения.
Примечание 3 - Взято из ИСО 15531-1:2004, 3.6.43.
3.1.14 состояние (state): Условие или ситуация, имеющие место в течение срока службы объекта, при этом объект соответствует некоторым требованиям, выполняет некоторые действия или ожидает наступления некоторого события (3.1.4).
Примечание - Понятие состояния здесь по смыслу аналогично понятию состояния для "режима автоматизации".
[ИСО 15745-1:2003, 3.31, с изменениями - добавлено примечание к словарной статье]
3.1.15 заказ-наряд (work order): Объем работ, назначаемый ресурсу (3.1.13) и связанный с выполнением конкретного производственного процесса (3.1.9).
Примечание - Заказ-наряды могут назначаться физическому устройству и/или человеку (группе людей), которые образуют два подкласса сущности resource. Заказ-наряд включает элементы нижнего уровня и является компонентом заказа на производство (3.1.8).
3.2 Сокращения
KPI - ключевой показатель эффективности (Key Performance Indicator);
LAN - локальная вычислительная сеть (Local Area Network);
PLC - программируемый логический контроллер (Programmable Logic Controller);
PLIB - библиотеки деталей (ИСО 13584) [Parts Libraries (ISO 13584)];
MANDATE - обмен производственными данными (ИСО 15531) [Manufacturing Data Exchange (ISO 15531)];
RFID - радиочастотная идентификация (Radio-Frequency IDentification);
STEP - стандарт обмена данными о модели изделия (ИСО 10303) [Standard for the Exchange of Product model data (ISO 10303)].
4 Цель и область применения комплекса стандартов ИСО 15531
Комплекс стандартов ИСО 15531, также известный как MANDATE, устанавливает характеристики для преставления информации по управлению производством по всему производственному процессу, с помощью необходимых механизмов и определений, чтобы сделать доступными и обмениваться данными по управлению производством в пределах одного производственного объекта или с иными предприятиями или компаниями.
Обмен данными осуществляется с помощью различных компьютерных систем и сред, связанных с полным технологическим процессом. Комплекс стандартов ИСО 15531 (ИСО 15531-1, ИСО 15531-31, ИСО 15531-32, ИСО 15531-42 и ИСО 15531-43) фокусируется на дискретном производстве, но не ограничивается этим. Тем не менее любое расширение технологических процессов, не принадлежащих к дискретному производству, всегда учитывается, если не подразумевает какого-либо противоречия или несоответствия первоначальной цели ИСО 15531.
Область применения ИСО 15531 распространяется:
- на представление информации о продукции и ресурсах, включая производительность, мониторинг, ограничения и контроль технического обслуживания.
Примечание 1 - Данные об ограничениях и контроле технического обслуживания учитываются с точки зрения их воздействия на управление непрерывным процессом производства;
- обмен и совместное использование информации о продукции и ресурсах, включая хранение, передачу, предоставление доступа и архивирование.
Область применения ИСО 15531 не распространяется:
- на моделирование предприятий.
Примечание 2 - Вышеуказанное означает, что инструменты, архитектура и методологии моделирования предприятия в целом не входят в область применения ИСО 15531;
- данные о продукции (представление и обмен информацией о продукции);
- данные о компонентах (библиотека деталей: представление и обмен информацией электронной библиотеки деталей, поддающейся компьютерной обработке);
- режущие инструменты (электронное представление для обмена данными о режущих инструментах);
- информация о техническом обслуживании (техническая информация, например, информация по ремонту оборудования, руководства по эксплуатации и техническому обслуживанию).
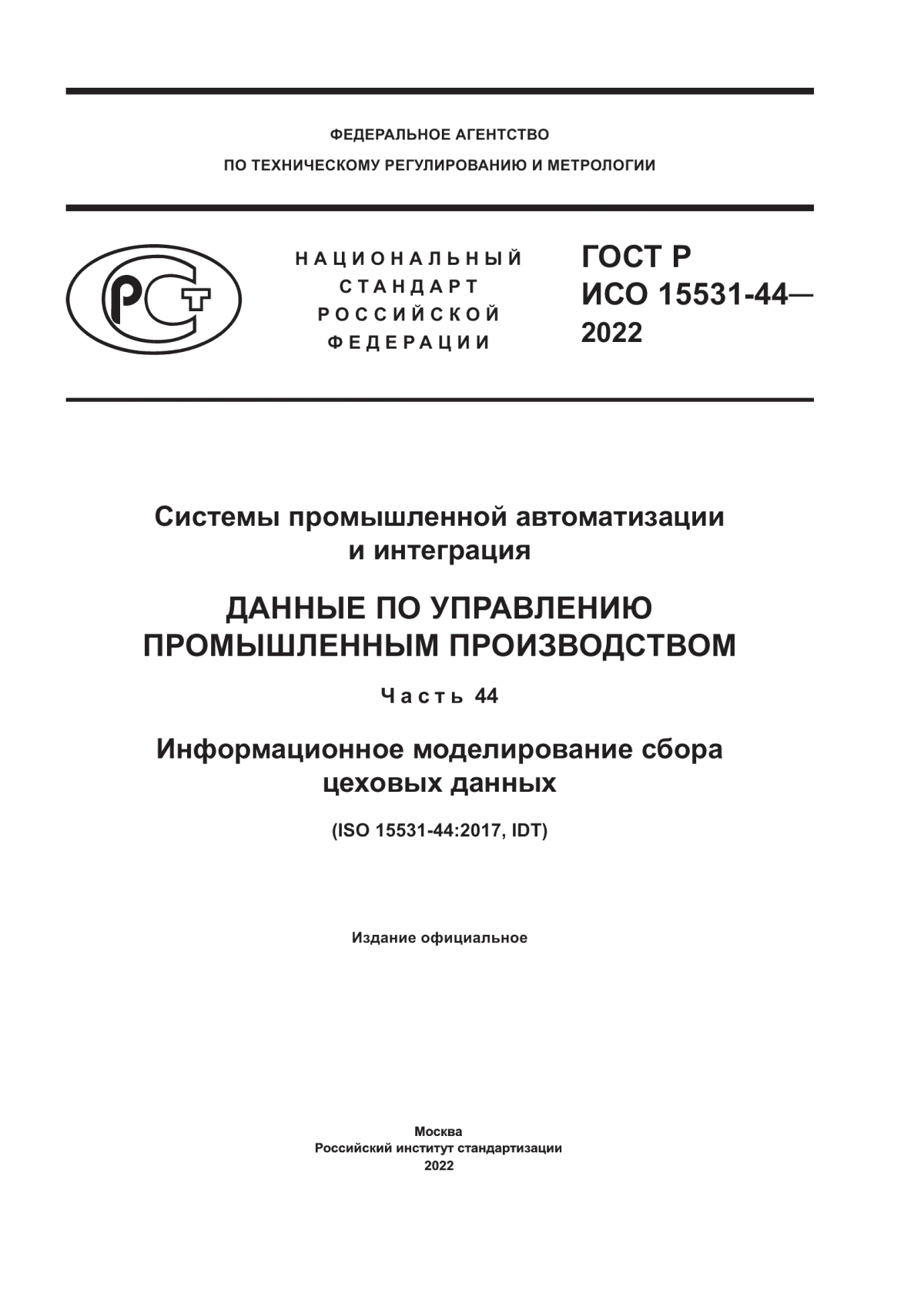
В МЭК 62264-1 определены следующие пять уровней функций, связанных с производственными операциями:
- Уровень 0 связан с фактическими физическими процессами;
- Уровень 1 связан с функциями считывания данных и регулирования физическими процессами;
- Уровень 2 связан с функциями мониторинга и управления физическими процессами;
- Уровень 3 связан с функциями управления рабочими потоками для получения конечных результатов и продуктов;
- Уровень 4 связан с функциями управления (организационными) производственным объектом.
На рисунке 1 приведена иерархия функциональных уровней.
В ИСО 15531 рассматривается моделирование любых данных (за исключением данных о продукции), подходящих для управления производственными операциями (ИСО 15531-31, ИСО 15531-32, ИСО 15531-43). Даже если в этом контексте в ИСО 15531 рассматриваются функции уровня 3 или уровня 4, он моделирует все данные, подходящие для управления производственными операциями, включая данные, собираемые на других уровнях.
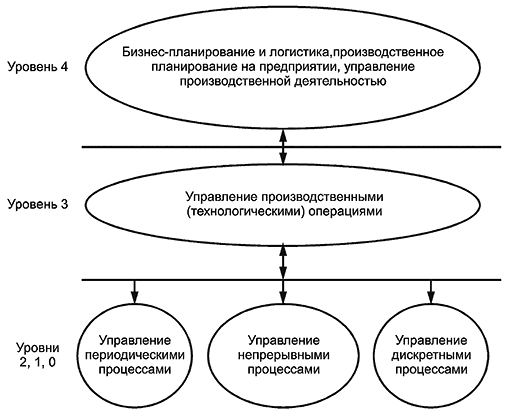 |
Рисунок 1 - Функциональные уровни (по МЭК 62264-1)
5 Цель, принципы и структура настоящего стандарта
5.1 Цель настоящего стандарта
В рамках процесса сбора цеховых данных обеспечивается сбор данных на уровне 2, их идентификация, верификация их содержания до представления на уровень 3 (уровень управления производством). Производственные данные могут касаться оборудования, производственных партий, продукции или персонала. Они требуются для расчета KPI, мониторинга производства и качества продукции, а также для улучшения производственных операций. Эти данные также облегчают валидацию цеховых моделей и сценариев планирования производства.
Соответствие модели облегчает сбор, организацию, а также обработку данных в базе данных, построенной на уровне 3 (уровень управления производством), применяемых для целей архивного хранения и задач управления и настройки систем мониторинга цехов, а также их интероперабельности.
5.2 Основные принципы настоящего стандарта и анализ базовых сущностей
Модель должна быть как можно более общей и простой в специализации, сущности, использованные в модели, сами по себе, должны быть базовыми (родовыми). Их специализация, при необходимости, должна быть получена посредством использования PLIB (ИСО 13584-1, ИСО 13584-24), в которой определен процесс специализации.
Модель, главным образом, сфокусирована на отношениях между событиями производственного процесса, видами деятельности, изменениями состояний, она облегчает моделирование любых данных, собранных на уровне 2, для управления производством и/или в целях его улучшения (уровень 3).
Основные сущности, определенные или используемые в данной модели, перечислены и описаны далее.
Примечание 1 - Некоторые сущности, на которые даются ссылки из других схем и/или которые являются сущностями услуг, описаны и установлены в разделе 6, но не приведены и не описаны далее:
- duration_reference (ссылочная продолжительность);
- equipment (оборудование);
- equipment_header (заголовок оборудования);
- hazard_event (опасное событие);
- manufacturing_batch (производственная партия);
- manufacturing_order (заказ на изготовление);
- manufacturing_order_header (заголовок заказа на изготовление);
- manufactured_product (изготовленный продукт);
- material_consumption (расход материала);
- measurement_result (результат измерения);
- mode (режим);
- product_defect (дефект продукта);
- state (состояние);
- stock (запас);
- time_reference (ссылка на момент времени);
- work_order (заказ-наряд).
Сущность manufacturing_batch ассоциируется с партией продуктов или компонентов, планируемых к производству, или партией продуктов или компонентов, произведенных в рамках некоторой операции.
Примечание 2 - Для дискретных продуктов или компонентов партией может быть стандартный набор продуктов или компонентов, которые планируется произвести, тогда как для недискретных продуктов партия представляет собой количество, которое планируется произвести в заданный период времени на основе формулы или рецептуры, которая зачастую разрабатывается для производства заданного количества конечных изделий (см. [22]).
Примечание 3 - Настоящий стандарт определяет и использует сущность manufacturing_batch, которая является специализацией сущности batch (партия), при условии, что она фокусируется, главным образом, на дискретном производстве деталей. В случае недискретных продуктов пользователь сам должен модифицировать сущность manufacturing_batch, чтобы учесть недискретные продукты, или добавить исходную сущность batch или другую специализацию сущности batch, которая рассматривает недискретные продукты.
Сущность duration_reference задает базовую продолжительность времени, на которую должна ссылаться или с которой должна быть связана вся продолжительность событий, чтобы гарантировать согласованность между ними.
Сущность equipment описывает физическое устройство, которое используется во время производственного процесса для трансформации исходного материала и/или его компонента в законченный компонент или продукт. Оборудование является подклассом ресурса. Другой специализацией сущности resource является человек. Эта специализация в настоящем стандарте не рассматривается.
Сущность equipment_header содержит всю информацию, которая предварительно определена и относится к оборудованию независимо от его режима работы, статуса, заказ-наряда, который оно выполняет.
Сущность hazard_event учитывает непредвиденные значимые происшествия в течение процесса производства.
Пример 1 - Сбой ресурса (сбой оборудования, ошибка в работе человека и т.п.) - это hazard_event. Важные сбои регистрируют в отчете.
Сущность manufacturing_batch является специализацией сущности batch для производимых продуктов. Данная сущность определяет партию продуктов, как уже изготовленных, так и спланированных для производства при выполнении технологической операции.
Пример 2 - Набор продуктов, которые будут произведены по одному и тому же заказ-наряду.
Сущность manufacturing_order определяет документ или группу документов, ассоциированных с партией компонентов и/или продуктов, намеченных к производству.
Сущность manufacturing_order_header включает всю необходимую информацию, которая определена заранее и не изменяется в ходе фактически идущего производственного процесса.
Сущность manufactured_product определяет продукт в ходе его жизненного цикла на производстве.
Примечание 4 - Сущность manufactured_product является специализацией сущности product в соответствии с ИСО 10303 (ИСО 10303-1, ИСО 10303-41).
Сущность material_consumption определяет (для целей прослеживаемости) объем, число и номер партии поставщика сырьевых материалов и деталей всех видов, используемых и потребляемых во время производственного процесса и соответствующих конкретной фазе заказ-наряда.
Сущность measurement_result представляет результат контрольного измерения. Сущность measurement_result является специализацией сущности measure по ИСО 10303-41.
Сущность mode отражает режим работы, который является одним из возможных путей выполнения операции, ожидаемой от ресурса и установки в рамках конкретного применения.
Пример 3 - Рабочий режим машины (станка) может быть: нормальным, ухудшенным, закрытым.
Сущность product_defect представляет собой описание аномалии, обнаруженной у продукта, полуфабриката или подсборки. Выявление дефекта ведет к выбраковке рассматриваемого продукта.
Сущность resource может включать два подкласса: сущности equipment и human. Важно, чтобы в модель не были включены мониторинг и несанкционированная работа персонала. Модель не должна создавать возможности для идентификации данного сотрудника. В этом смысле сущность human не определяется и не используется в настоящем стандарте. Если же такая сущность разрабатывается, то она должна моделировать работу группы людей и/или задавать групповой тип людского ресурса.
Примечание 5 - Людской ресурс может быть, например, "оператором" или "техником", но не может быть индивидуумом, в то время как ресурс оборудования можно идентифицировать как конкретный пример ресурса.
Сущность state определяет условия работы (состояние) оборудования, удовлетворяющего некоторым требованиям. При этом оборудование может выполнять некоторые действия или находиться в состоянии ожидания.
Пример 4 - Состоянием оборудования может быть его автоматическое функционирование, наладка, техническое обслуживание.
Примечание 6 - Сущности state и mode соответствуют требованиям МЭК 60204-1 и ИСО 12100.
Сущность stock определяет продукцию, компоненты или сырьевые материалы, которые не находятся на производственной линии.
Сущность time_reference задает ссылку на базовый момент времени, используемый для установления необходимых соотношений между различными моментами времени, связанными с данными, локально собранными различными информационными системами.
Сущность work_order определяет конкретный объем работ, назначаемый ресурсу и относящийся к конкретной фазе производственного процесса.
5.3 Структура системы сбора цеховых данных
Структура системы сбора цеховых данных показана на рисунке 2.
- Собранные данные состоят в основном из двух компонентов: из системы связи с производственными элементами и наблюдателя (оператора), который позволяет собрать данные о цехах, основанные на циклах или событиях. Сбор данных можно осуществлять автоматически в самом процессе или вручную посредством специальных человеко-машинных интерфейсов.
- Транслирующая программа, преобразующая в реальном времени собранные необработанные данные (которые представляют некоторые стандартизованные данные, и которые могут быть наложены, аппроксимированы или выражены в единицах, специальных для конкретного оборудования) в стандартизованные данные известного формата и значения.
- Установленное программное обеспечение для регистрации создает и наполняет базу данных регистрации архивными данными и сообщениями о событиях. Оно также проверяет последовательность событий, соответствие событий установленным требованиям, объединяет начало и окончание событий, обработанных транслирующей программой, и отправляет запись в архивную базу данных. При этом возникает проблема хранения информации большого объема и ее оценки.
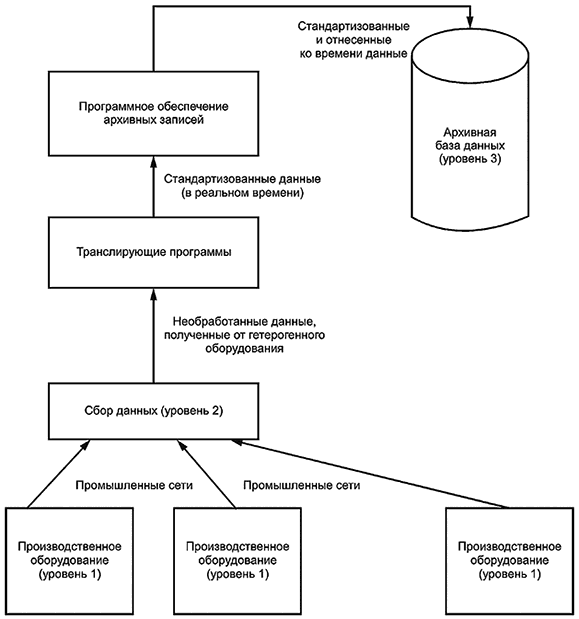 |
Рисунок 2 - Система сбора цеховых данных и процесс регистрации данных уровня 3
5.4 Собранные данные и организация данных
5.4.1 Общие характеристики
Цеховые данные классифицируют согласно их основному применению. Для всех видов деятельности первый комплект данных касается заказов на производство. Другие данные организованы согласно диаграмме, приведенной на рисунке 3.
Рисунок 3 построен исходя из следующих логических рассуждений.
В верхних ячейках определены общие сущности, касающиеся времени, заказ-нарядов, используемого оборудования и конфигурации, тогда как ячейки под линией идентифицируют конкретные сущности, касающиеся производственного процесса. Эти сущности организованы в следующие четыре группы:
- первая группа включает сущности, относящиеся к прослеживаемости (взаимосвязей, расхода сырья, самих изделий);
- вторая группа включает сущности, относящиеся к производительности и техническому обслуживанию (опасное событие, режим работы, состояние);
- третья группа включает сущности, относящиеся к качеству (результат измерения, дефект продукта);
- четвертая группа включает сущности, относящиеся к управлению производством (запасы, люди).
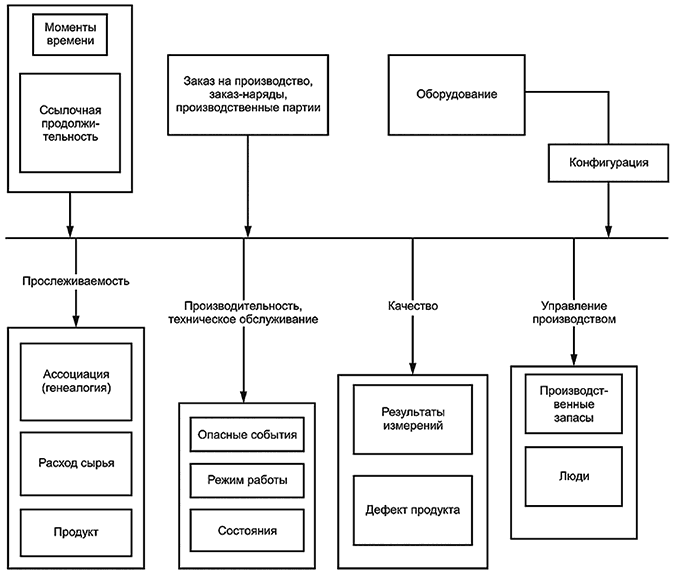 |
Рисунок 3 - Организация модели: сбор основных данных
В настоящем стандарте отсутствуют сущности, отражающие концепцию генеалогии. Генеалогия отражает возможность поиска компонента и/или составляющей готового продукта (manufactured_product) по его серийному номеру (manufactured_product_id). Данная функция доступна только для серийных продуктов, для обычных производственных условий она неприменима.
Данная функция является обязательной. В настоящем стандарте это обеспечивается тем, что сущность manufactured_product является рекурсивной, поскольку сущность manufactured_product может быть производной от одной или нескольких других сущностей manufactured_product (ассоциативная связь).
Пример - Применением данной генеалогии является идентификация и отслеживаемость партий с дефектным компонентом. Другим применением является считывание значения параметра наладки термоэлемента (дочернего элемента) магнитотермического прерывателя цепи (родительского элемента).
5.4.2 Данные по управлению производством
- Мониторинг производственных запасов.
- Управление работой обслуживающего персонала.
5.4.3 Менеджмент качества
- Измерения, выполненные на подкомпонентах или готовых продуктах.
- Дефекты выбракованных подкомпонентов и готовых продуктов.
5.4.4 Производительность и техническое обслуживание
- Прослеживание рисков, связанных с оборудованием (дефекты).
- Контроль изменений в режиме MODE (ЕН 292-2, МЭК 60204-1, ИСО 12100).
- Контроль изменений в статусе STATUS (МЭК 60204-1, ИСО 12100).
5.4.5 Прослеживаемость
- Ассоциация подкомпонентов (генеалогия).
- Расход сырьевых материалов.
- Прослеживание одинарных продуктов.
5.5 Временные аспекты: фиксирование момента времени и измерение времени
Установка отметки времени на событие может произойти на любом этапе процесса сбора со следующими ограничениями:
- отметка времени будет более точной, если сделать ее как можно раньше. Даже если система сбора данных является системой, работающей в реальном времени, то она работает с некоторой задержкой, которая является переменной величиной. В цепочке сбора данных все буферы, повторное выполнение операций и контрольные циклы снижают точность измерений (они увеличивают запаздывание системы). В таких случаях можно избежать задержек, связанных с проверками, движением информации по локальной сети (LAN) и обработкой данных. Отметку времени можно произвести с помощью программируемого логического контроллера (PLC) у источника с разрешением 10 мс. Если используется транслятор, то нет необходимости в точности менее 1 секунды;
- если фиксирование времени производят на более поздней стадии процесса, то оно более однородно между различными событиями и различными отделами цехов. Это позволяет создать взаимосвязи и корреляции между данными, которые не связаны между собой ничем, кроме времени.
Примечание - Фиксирование моментов времени для нескольких сотен PLC одновременно практически нереально. Так, сдвиг в 1 час при фиксировании момента времени может сорвать идентификацию соотношения между событиями, нормально связанными друг с другом.
Фиксирование момента времени, выполняемое перекрестными системами обработки данных, улучшает требуемую степень соответствия в ущерб точности.
Дополнение собранных данных временем начала, продолжительностью и временем окончания (при фиксировании времени) может оказаться излишним. Дата начала и дата окончания связаны с событиями, в то время как продолжительность связана с действием, с трансформацией объекта (даже пустого), а также с фазой производственного процесса. Информация о соотношении дат может быть избыточной, если дата начала ссылается на событие "начало действия", а дата окончания ссылается на событие "окончание действия". Однако даже в указанном случае полученная "избыточность" может быть использована для повышения точности синхронизации между различными наборами данных, собранными в разное время различными системами сбора данных. Избыточность способствует возврату (восстановлению) утерянных данных в случае кумулятивных опасных событий.
Сбор даты начала, даты окончания и продолжительности деятельности или фазы производственного процесса посредством RFID-метки совместно с данными, собранными через различные LAN, может также внести свой вклад в улучшение синхронизации.
Пример 1 - В качестве примера рассмотрим случай наступления опасного события. Тогда система автоматически обновляет запись каждую минуту. В случае сбоя в соединении дата окончания пропадает. Однако она может быть приближенно восстановлена по дате начала и продолжительности соединения.
Другой важный аспект записи даты начала, даты окончания и продолжительности относится к методам и командам, используемым почти во всех программных запросах.
Пример 2 - Запрос, основанный на слове "КОГДА", использует дату начала и окончания действия. Запрос, основанный на слове "СУММА", использует продолжительность действия.
Период наблюдения, предшествующий фиксации момента времени наступления события, оказывает существенное влияние как на точность фиксации момента, так и на расчетную продолжительность кратчайшего события, которое можно наблюдать. Если время события зафиксировано, то для полученных данных можно предусмотреть возможность установления очереди или возможность их промежуточного хранения. При условии создания запасной полосы пропускания в сети существует возможность приспособить период наблюдений к требованиям заказчика. Этот период может быть разным, он зависит от используемого оборудования.
5.6 Оптимизация размера
Хранение данных в архивной базе данных является "узким местом" всего процесса сбора цеховых данных. Таким образом, очень важным становится максимальное сокращение объема данных для последующей записи.
Одним из методов хранения является агрегирование данных с однотипной информацией. Это означает, что следует сохранять информацию только об одном характерном событии, не следует суммировать весь период наблюдения. Недостаток метода: утрачивается информация о характере изменения событий в течение всего периода наблюдений.
Пример 1 - Вместо регистрации всех измерений, выполненных на 1000 продуктах, изготовленных в течение дня, может оказаться достаточным регистрировать только их среднее, стандартное отклонение и число выполненных измерений.
Пример 2 - Вместо регистрации всех машинных сбоев в течение дня может оказаться достаточным только суммировать их количество для каждого станка или группы станков (возможно разделение по типу сбоев, по продолжительности сбоев и т.п.).
Очевидно, что чем выше уровень суммирования, тем меньше возможность последующего анализа данных. Кроме того, при таком суммировании резко снижается возможность анализа степени корреляции различных событий.
Пример 3 - В случае анализа машинных сбоев путем их агрегирования невозможно установить их причину. Для установления причины сбоя необходимо иметь информацию о корреляции с другими событиями и о принимаемых технологических решениях.
6 Определение схемы собранных цеховых данных на языке EXPRESS
6.1 Определение схемы собранных цеховых данных
Схема собранных цеховых данных начинается со следующей декларации EXPRESS и идентификации необходимых внешних ссылок.
Спецификации на языке EXPRESS см. в ИСО 10303-11.
EXPRESS specification:
*)
SCHEMA shopfloor_captured_data_schema;
REFERENCE FROM support_resource_schema
(identifier,
label,
text); - ISO 10303-41
(*
*)
REFERENCE FROM product_definition_schema
(product); - ISO 10303-41
(*
*)
REFERENCE FROM measure_schema
(measure_with_unit,
context_dependent_unit,
unit); - - ISO 103~03-41
(*
*)
REFERENCE FROM resource_usage_management_schema
(resource); - ISO 15531-32
(*
*)
REFERENCE FROM time_domain_schema
(interval_of_time, -- ISO 15531-42
point_in_time);
(*
6.2 Определения типа собранных цеховых данных
6.2.1 Type_of_movement
Сущность type_of_movement - это буквенно-цифровая строка, идентифицирующая различные возможности перемещения, которые запоминающее устройство способно обеспечить.
EXPRESS specification:
*)
TYPE type_of_movement=SELECT
(stock_in, stock_out, stock_taking);
END_TYPE; -- type_of_movement
(*
6.2.2 Stock_in
Один из трех типов перемещения, применяемый к незавершенным готовым изделиям.
EXPRESS specification:
*)
ENTITY stock_in;
END_ENTITY;
(*
Примечание - Используется для продуктов, поступающих в устройство хранения.
6.2.3 Stock_out
Один из трех типов перемещения, применяемый к незавершенным готовым изделиям.
EXPRESS specification:
*)
ENTITY stock_out;
END_ENTITY;
(*
Примечание - Используется для продуктов, покидающих устройство хранения.
6.2.4 Stock_taking
Один из трех типов перемещения, применяемый к незавершенным готовым изделиям.
EXPRESS specification:
*)
ENTITY stock_taking;
END ENTITY;
(*
Примечание - Используется для инвентаризации изготовленных изделий.
6.3 Определения сущностей собранных цеховых данных
6.3.1 Stock
Сущность stock (производственные запасы) состоит из продуктов, компонентов или сырьевых материалов, которые не используются в настоящий момент на производственной линии.
EXPRESS specification:
*)
ENTITY stock;
contains: manufactured_product;
refers_to: OPTIONAL manufacturing_batch;
stored_on: equipment;
quantity: OPTIONAL measure_with_unit;
move: type_of_movement;
date_of_movement: point_in_time;
END_ENTlTY;
(*
Определения атрибутов:
contains (содержит): определяет изготовленный продукт, находящийся в запасе;
refers_to (относится к): определяет производственную партию, к которой относится данный запас;
stored_on (хранится на): идентифицирует оборудование, на котором хранится запас;
quantity (количество): (дополнительный атрибут) OPTIONAL, определяет фактический размер запаса;
move (перемещение): идентифицирует один из трех типов перемещения, определенных типом перемещения;
date_of_movement (дата перемещения): момент времени, характеризующий дату перемещения.
6.3.2 Manufactured_product
Сущность manufactured_product является специализацией сущности product (ИСО 10303), т.е. продукта, произведенного в ходе производственного процесса; это может быть готовое изделие или полуфабрикат. Сущность manufactured_product не является экземпляром, для которого выполняется производственный процесс. Сущность manufactured_product фактически является "моделью продукта", которой принадлежат все рассмотренные экземпляры.
Пример - Сущность manufactured_product может быть моделью контактора, которой принадлежит каждый экземпляр контакторов, который хранится, или производится в рамках одной и той же производственной партии (сущность manufacturing_batch).
EXPRESS specification:
*)
ENTITY manufactured_product;
manufactured_product_id: identifier;
relates_to: product;
belongs to: OPTIONAL manufacturing_batch;
UNIQUE
UR1: manufactured_product_id;
END_ENTITY;
(*
Определения атрибутов:
manufactured_product_id (идентификатор произведенного продукта): идентифицирует произведенный продукт;
related_to (относится к): устанавливает продукты, к которым относится произведенный продукт;
belongs_to (принадлежит к): (дополнительный атрибут) OPTIONAL, относится к производственной партии, к которой принадлежит произведенный продукт.
6.3.3 Заказы
6.3.3.1 Manufacturing_order
Заказ на производство (сущность manufacturing_order) составлен из заказ-нарядов, соответствующих ассортименту производимой продукции, указанной в производственном заказе, который должен быть изготовлен (см. 3.1.8).
EXPRESS specification:
*)
ENTITY manufacturing_order;
is composed of: SET [0:?] OF work_order;
header: manufacturing_order_header;
duration: interval_of_time;
ending_date: point_in_time;
beginning_date: point_in_time;
END ENTITY;
(*
Определения атрибутов:
is_composed_of (составлен из): перечень отдельных заказ-нарядов, которые включены в заказы на производство;
header (заголовок): идентифицирует заголовок заказа на производство, который включает атрибуты, предопределенные для конкретного заказа на производство;
duration (продолжительность): интервал времени, на который распространяются виды деятельности и/или фазы, к которым относится заказ на производство;
ending_date (дата окончания): момент времени фактического окончания деятельности, который отмечает фактическое окончание деятельности и к которому относится заказ на производство (не является плановым временем окончания);
beginning_date (дата начала): момент времени фактического начала деятельности, который отмечает фактическую стартовую точку деятельности и к которому относится заказ на производство (не является плановым временем начала).
6.3.3.2 Manufacturing_order_header
Заголовок заказа на производство (сущность manufacturing_order_header) включает информацию, указанную в производственном заказе (сущность manufacturing_order) и не подлежащую изменениям во время производственного процесса.
EXPRESS specification:
*)
ENTITY manufacturing_order_header;
manufacturing_order_id: identifier;
customer order: OPTIONAL label;
manufacturing_order_label: OPTIONAL label;
reference: string;
quantity: context_dependent_unit;
measure: unit;
due date: point_in_time;
beginning scheduled date: point_in_time;
UNIQUE
UR1: manufacturing_order_id;
END ENTITY;
(*
Определения атрибутов:
manufacturing_order_id (идентификатор заказа на производство): идентифицирует заказ на производство, к которому относится данный заголовок;
customer_order (заказ клиента): (дополнительный атрибут) OPTIONAL, идентифицирует заказ клиента, к которому относится заказ на производство;
manufacturing_order_label (метка заказа на производство): (дополнительный атрибут) OPTIONAL, указывает на необходимость регистрации особой информации;
reference (ссылка): устанавливает ссылку на продукт, который будет произведен;
quantity (количество): задает количество продукта, которое должно быть изготовлено по данному заказу.
Количество может измеряться в единицах, но не обязательно;
measure (мера): задает единицу измерения, используемую для оценки количества;
due_date (срок исполнения): идентифицирует дату изготовления изделия;
beginning_scheduled_date (запланированная дата начала): идентифицирует плановую дату начала изготовления изделия.
6.3.4 Manufacturing_batch
Производственная партия (сущность manufacturing_batch) является набором изготовленных продуктов, а также продуктов, изготовленных по конкретному заказ-наряду.
Примечание 1 - Партия может включать готовые продукты, полуфабрикаты, а также сборки, за исключением исходных материалов.
Примечание 2 - Сущность manufacturing_batch разработана как специализация более общей сущности batch (партия в настоящем стандарте не рассматривается) и фокусируется на конкретной изготавливаемой детали. Данная сущность может быть использована для идентификации недискретных продуктов. По аналогии с сущностью manufacturing_batch пользователь может самостоятельно создавать другие специализации для сущности batch, указав групповые атрибуты особых недискретных продуктов.
EXPRESS specification:
*)
ENTITY manufacturing_batch;
is_made_of : SET [0:?] OF manufactured_product;
is_managed_by: manufacturing_order;
batch id: string;
size: context_dependent_unit;
duration: interval_of_time;
ending_date: point_in_time;
beginning_date: point_in_time;
END ENTITY;
(*
Определения атрибутов:
is_made_of (состоит из): определяет, какие готовые продукты принадлежат конкретной партии;
is_managed_by (под управлением): эволюция партии задается заказом на производство;
batch_id (идентификатор партии): позволяет идентифицировать партию;
size (размер): представляет число произведенных продуктов в партии;
duration (продолжительность): интервал времени, в течение которого производились действия и/или протекала фаза производственного процесса, выполнявшегося в соответствии с заказ-нарядом;
ending_date (дата окончания): момент времени события, фиксирующий фактическое окончание действия, производимого в соответствии с заказом-нарядом (не является плановым временем окончания);
beginning_date (дата начала): момент времени события, фиксирующий фактическое начало действия, производимого в соответствии с заказом-нарядом (не является плановым временем начала).
6.3.5 Work_order
Заказ-наряд (сущность work_order) определяет заказ-наряд, задающий выполнение отдельной фазы производственного процесса.
Заказ-наряд относится к некоторому оборудованию и к заказу на производство (сущность manufacturing_order), связанному с конкретной производственной партией (сущность manufacturing_batch).
Пример - Если заказ на производство связан, например, с изготовлением целой партии продуктов на производственной линии, то заказ-наряд связан с реализацией отдельной фазы этого процесса (отдельным элементом сущности manufacturing_batch), необходимой для изготовления некоторого компонента на оборудовании производственной линии.
EXPRESS specification:
*)
ENTITY work_order;
work_order id: identifier;
is_part of: manufacturing_order;
is_performed on: equipment;
duration: interval_of_time;
ending_date: point_in_time;
beginning_date: point_in_time;
processed_quantity: context_dependent_unit;
produced_quantity OK: context_dependent_unit;
produced_quantity NOK: context_dependent_unit;
previous work_order: OPTIONAL work_order;
UNIQUE
UR1: work_order id;
END ENTITY;
(*
Определения атрибутов:
work_order_id (идентификатор заказ-наряда): позволяет однозначно идентифицировать заказ-наряд;
is_part_of (часть от): идентифицирует заказ на производство, к которому относится заказ-наряд;
is_performed_on (произведено на): идентифицирует оборудование, на котором обрабатывается заказ-наряд;
duration (продолжительность): промежуток времени, на протяжении которого осуществляется деятельность и/или фазы, к которой относится заказ-наряд;
ending_date (дата окончания): момент времени для события, который отмечает фактическое окончание деятельности и к которому относится заказ-наряд (не является плановым временем окончания);
beginning_date (дата начала): момент времени для события, который отмечает фактическую стартовую точку деятельности и к которому относится заказ на производство (не является плановым временем начала);
processed_quantity (обработанное количество): определяет общее количество продуктов, изготовленных на некотором оборудовании;
produced_quantity_OK (произведенное количество годных изделий): определяет количество годных продуктов, произведенных на оборудовании;
produced_quantity_NOK (произведенное количество негодных изделий): определяет количество забракованных продуктов, произведенных на оборудовании;
previous_work_order (предыдущий заказ наряд): дополнительный атрибут и, если представлен, обозначает предшествующий заказ-наряд.
6.3.6 Material_consumption
Расход материалов (сущность material_consumption) определяет объем, количество и номер партии поставки исходных материалов, сырья и деталей всех типов, использованных во время производственного процесса, а также соответствующую фазу выполнения заказа-наряда.
EXPRESS specification:
*)
ENTITY material_consumption;
supplier_batch_number: string;
quantity: OPTIONAL measure_with_unit;
internal_reference: string;
used_for: manufactured_product;
corresponds_to: work_order;
date_of_consumption: point_in_time;
used_equipment: OPTIONAL equipment;
END_ENTITY;
(*
Определения атрибутов:
supplier_batch_number (номер партии поставщика): номер партии поставки использованных или израсходованных деталей;
quantity (количество): (дополнительный атрибут) OPTIONAL, задает количество материалов или деталей, использованных или израсходованных во время сборки;
internal_reference (внутренняя ссылка): указывает на наименование материала или детали, используемых в компании;
used_for (использованный для): продукт или подсборка, в которые включен материал или деталь;
corresponds_to (соответствует): указывает на заказ-наряд, в рамках которого материал или деталь используется или потребляется;
date_of_consumption (дата потребления): момент времени, фиксирующий расходование указанного материала (детали);
used_equipment (использованное оборудование): (дополнительный атрибут) OPTIONAL, оборудование, на котором данный материал или деталь расходуются.
6.3.7 Производительность и техническое обслуживание
6.3.7.1 Hazard_event
Опасное событие (сущность hazard_event) является опасным, непредсказуемым и нежелательным событием, имеющим место в ходе выполнения работ.
EXPRESS specification:
*)
ENTITY hazard_event;
hazard_event_id: identifier;
hazard_event_type: string;
hazard_event_gravity: string;
hazard_event_location: equipment;
relates_to: OPTIONAL work_order;
beginning_date: point_in_time;
ending_date: point_in_time;
duration: interval_of_time;
UNIQUE
UR1: hazard_event_id;
UR2: relates_to;
END ENTITY;
(*
Определения атрибутов:
hazard_event_id (идентификатор опасного события): позволяет однозначно идентифицировать опасное событие;
hazard_event_type (тип опасного события): позволяет классифицировать опасное событие;
hazard_event_gravity (степень опасного события): позволяет зафиксировать серьезность опасного события (сущность hazard_event_gravity);
harzard_event_location (локализация опасного события): позволяет ассоциировать опасное событие с заказ-нарядом;
relates_to (относится к): (дополнительный атрибут) OPTIONAL, предоставляет кодовый номер производства, соответствующий заказ-наряду и к которому относится опасное событие (hazard_event);
Примечание - Идентифицированный заказ-наряд представляет собой заказ-наряд, во время выполнения которого происходит опасное событие.
beginning_date (дата начала): момент времени, указывающий на фактический момент времени начала инцидента, связанного с опасным событием;
ending_date (дата окончания): момент времени, указывающий на фактический момент времени окончания инцидента, связанного с опасным событием;
duration (продолжительность): интервал времени, в течение которого происходит инцидент.
6.3.7.2 Mode
Режим (сущность mode) идентифицирует режим работы, характеризующий вариант функционирования оборудования (станка) в фазе производственного процесса, связанного с выполнением заказа-наряда work_order. Значение данной сущности выбирается из некоторого списка и ассоциируется с оборудованием в соответствии с библиотекой данных (см. ИСО 13584-1 и ИСО 13584-24). Данная сущность идентифицирует различные рабочие ситуации оборудования.
EXPRESS specification:
*)
ENTITY mode;
mode_id: identifier;
name: label;
description: text;
beginning_date: point_in_time;
ending_date: point_in_time;
duration: interval_of_time;
occurred_on: equipment;
UNIQUE
UR1: mode_id;
END_ENTITY;
(*
Определения атрибутов:
mode_id (идентификатор режима): позволяет идентифицировать текущий режим работы оборудования;
name (наименование): наименование, позволяющее идентифицировать режим работы;
description (описание): текст, который описывает и задает режим работы;
beginning_date (дата начала): момент времени события, характеризующий фактический начальный момент времени для данного режима;
ending_date (дата окончания): момент времени события, характеризующий фактический конечный момент времени для данного режима;
duration (продолжительность): интервал времени, в течение которого действует рассматриваемый режим работы;
occurred_on (происходит на): оборудовании, на котором действует рассматриваемый режим.
6.3.7.3 State
Состояние (сущность state), идентифицирующее конкретное состояние или положение оборудования, на котором выполняется заказ-наряд.
EXPRESS specification:
*)
ENTITY state;
state_id: identifier;
name: label;
description: text;
beginning_date: point_in_time;
ending_date: point_in_time;
duration: interval_of_time;
occurred_on: equipment;
UNIQUE
UR1: state_id;
END_ENTITY
(*
Определения атрибутов:
state_id (идентификатор состояния): позволяет идентифицировать текущее состояние оборудования;
name (наименование): позволяет идентифицировать состояние;
description (описание): текст, который описывает и задает состояние;
beginning_date (дата начала): момент времени события, характеризующий фактический начальный момент времени для данного состояния;
ending_date (дата окончания): момент времени события, характеризующий фактический конечный момент времени для данного состояния;
duration (продолжительность): интервал времени, в течение которого данное состояние является;
occurred_on (происходит на): указывает, на каком оборудовании имеет место данное состояние.
6.3.8 Quality
6.3.8.1 Результат измерения
Качественный и/или количественный контроль, выполненный в отношении произведенного продукта или на производственной линии для целей верификации.
Пример - Данный контроль можно выполнять для верификации, например, будет ли дефект изделия воздействовать или создавать риски воздействия на произведенный продукт.
Примечание - Сущность measure в соответствии с ИСО 10303-41 (STEP) представляет оценку произведенного продукта (сущность manufactured_product), чтобы показать, существует дефект продукта или нет. В настоящем стандарте результат измерения (сущность measurement_result) не обязательно относится к дефекту продукта; он может, например, относиться к эффективности производства, что отличается от определения, установленного в ИСО 10303.
EXPRESS specification:
*)
ENTITY measurement_result;
name: label;
description: text;
applies to: OPTIONAL manufactured_product;
occurred_on: equipment;
shows: product_defect;
corresponds_to: work_order;
date_of_measurement: point_in_time;
measure_unit: OPTIONAL unit;
measure: OPTIONAL measure_with_unit;
END ENTITY;
(*
Определения атрибутов:
name (наименование): идентифицирует наименование измерения, которое приводит к результату измерения;
description (описание): текст описания выполненного измерения;
applies_to (применяется к): (дополнительный атрибут) OPTIONAL, производимый продукт, на котором производится измерение;
occurred_on (выполняется на): оборудование, на котором производится измерение;
shows (показывает): измерение, указывающее на наличие дефекта продукта;
corresponds_to (соответствует): заказ-наряд, во время которого осуществляется измерение;
date_of_measurement (дата измерения): время проведения измерения;
measure_unit (единица измерения): (дополнительный атрибут) OPTIONAL, определяет единицы, которые предполагается использовать для интерпретации результата измерения;
measure (мера): (дополнительный атрибут) OPTIONAL, указывает на необходимость (отсутствие необходимости) выбора единицы измерения для интерпретации полученных результатов измерения.
6.3.8.2 Product-defect
Дефект продукта (сущность product_defect) представляют в виде отчета по результатам измерения, и он указывает на то, что качество рассматриваемого продукта не соответствует установленным требованиям. Каждый тип отчета имеет свое собственное название, описывающее проблему.
EXPRESS specification:
*)
ENTITY product_defect;
defect_id: identifier;
relates_to: OPTIONAL product;
is_shown_by: OPTIONAL measurement_result;
defect_date: point_in_time;
defect_type: label;
END_ENTITY;
(*
Определение атрибутов:
defect_id (идентификатор дефекта): позволяет идентифицировать дефект продукта;
relates_to (относится к): (дополнительный атрибут) OPTIONAL, идентифицирует продукт, к которому в некоторых случаях относится дефект продукта;
is_shown_by (показан, чем): (дополнительный атрибут) OPTIONAL, результат получен путем измерений в соответствии с ИСО 10303-41 (STEP);
defect_date (дата дефекта): момент времени для события, указывающий фактический момент обнаружения дефекта продукта;
defect_type (тип дефекта): описывает тип обнаруженного дефекта.
6.3.9 Ресурс
6.3.9.1 Оборудование
Оборудование является физическим устройством, которое используется во время производственного процесса для превращения сырья и/или компонента в готовый компонент или продукт. Оборудование является подклассом ресурса и, если эксплуатируется, привязывается к заказ-наряду.
EXPRESS specification:
*)
ENTITY equipment;
allows_the_execution: work_order;
is_made_of: SET [0:?] OF equipment;
informs_person: resource;
header: equipment_header;
equipment_mode: label;
equipment_state: label;
END ENTITY;
(*
Определения атрибутов:
allows_the_execution (позволяет исполнение): идентифицирует заказ-наряд, который можно выполнить, если оборудование готово;
is_made_of (изготовлено из): идентифицирует виды оборудования, из которых сделано рассматриваемое оборудование;
informs_person (информирует людей): информирует о типе людского ресурса, который работает на конкретном оборудовании для выполнения конкретного заказ-наряда;
header (заголовок): заголовок оборудования, который включает все атрибуты, заранее определенные для некоторого оборудования;
equipment_mode (режим оборудования): идентифицирует рабочий режим некоторого оборудования для выполнения некоторого заказ-наряда;
equipment_state (состояние оборудования): идентифицирует состояние, в котором находится оборудование.
6.3.9.2 equipment_header
Заголовок оборудования включает все данные, необходимые для работы с оборудованием. Эти данные задаются изначально и не могут изменяться во время производственного процесса. Они могут, например, включать конфигурацию оборудования или быть специализированными для конкретной компании и контекста.
EXPRESS specification:
*)
ENTITY equipment_header;
equipment_id: identifier;
equipment_label: OPTIONAL label;
UNIQUE
UR1: equipment_id;
END_ENTITY; _
(*
Определения атрибутов:
equipment_id (идентификатор оборудования): идентифицирует оборудование, к которому относится заголовок оборудования;
equipment_label (метка оборудования): (дополнительный атрибут) OPTIONAL, обеспечивает регистрацию необходимой информации об оборудовании (например, информацию о конфигурации).
6.3.10 Фиксирование момента времени и ссылка на базовый момент времени
6.3.10.1 Time_reference
Ссылка на базовый момент времени (сущность time_reference) указывает особый момент времени (сущность point_in_time), используемый для установления необходимых соотношений между различными моментами времени, зарегистрированными локально различными системами.
EXPRESS specification:
*)
ENTITY time_reference;
reference_date: point_in_time;
END ENTITY;
)*
Определения атрибутов:
reference_date (справочные данные): идентифицирует базовый момент времени, с которым прочие измеренные моменты времени сравниваются с помощью специальных соотношений.
6.3.10.2 Duration_reference
Базовая продолжительность (сущность duration_reference) задает базовую продолжительность, с которой сравниваются измеренные продолжительности событий.
EXPRESS specification:
*)
ENTITY duration_reference;
reference_duration: interval_of_time;
END_ENTITY;
Определения атрибутов:
reference_duration (ссылочная продолжительность): идентифицирует интервал времени, с которым сравниваются измеренные продолжительности событий с помощью специальных соотношений.
END_SCHEMA;
(*
Приложение А
(обязательное)
Регистрация информационного объекта
Для однозначной идентификации информационного объекта в открытой системе настоящему стандарту присвоен следующий идентификатор:
ISO standard 15531 part 44 version 1
Смысл данного идентификатора определен в ИСО/МЭК 8824-1.
Приложение В
(справочное)
Листинг на языке EXPRESS
В настоящем приложении приведен сводный листинг всех записей на языке EXPRESS, использованных выше в настоящем стандарте. Текстовые пояснения или аннотации отсутствуют Электронное представление данного листинга имеется в файле ISO TC184/SC4/JWG8 N583.
(*
TC184/SC4/JWG 8 N583 2015-01-15
EXPRESS DECLARATIONS FOR ISO 15531-44
*)
SCHEMA shopfloor_captured_data_schema;
REFERENCE FROM support_resource_schema
(identifier,
label,
text) ; | - - ISO 10303-41 |
REFERENCE FROM product_definition_schema
(product); | - - ISO 10303-41 |
REFERENCE FROM measure_schema
(measure_with_unit,
context_dependent_unit,
unit); | - - ISO 10303-41 |
REFERENCE FROM resource_usage_management_schema
(resource); | - - ISO 15531-32 |
REFERENCE FROM time_domain_schema
(interval_of_time, | - - ISO 15531-42 |
point_in_time);
TYPE type_of_movement=SELECT
(stock_in, stock_out, stock_taking);
END_TYPE; | -- type_of_movement |
ENTITY stock_in;
END_ENTITY;
ENTITY stock_out;
END_ENTITY;
ENTITY stock_taking;
END_ENTITY;
ENTITY stock;
contains: manufactured_product;
refers_to: OPTIONAL manufacturing_batch;
stored_on: equipment;
quantity: OPTIONAL measure_with_unit;
move: type_of_movement;
date_of_movement: point_in_time;
END_ENTITY;
ENTITY manufactured_product;
manufactured_product_id: identifier;
relates_to: product;
belongs_to: OPTIONAL manufacturing_batch;
UNIQUE
UR1: manufactured_product_id;
END_ENTITY;
ENTITY manufacturing_order;
is_composed of: SET [0:?] OF work_order;
header: manufacturing_order_header;
duration: interval_of_time;
ending_date: point_in_time;
beginning_date: point_in_time;
END_ENTITY;
ENTITY manufacturing_order_header;
manufacturing_order_id: identifier;
customer_order: OPTIONAL label;
manufacturing_order_label: OPTIONAL label;
reference: string;
quantity: context_dependent_unit;
measure: unit;
due_date: point_in_time;
beginning_scheduled_date: point_in_time;
UNIQUE
UR1: manufacturing_order_id;
END_ENTITY;
ENTITY manufacturing_batch;
is_made_of : SET [0:?] OF manufactured_product;
is_managed_by: manufacturing_order;
batch_id: string;
size: context_dependent_unit;
duration: interval_of_time;
ending_date: point_in_time;
beginning_date: point_in_time;
END_ENTITY;
ENTITY work_order;
work_order id: identifier;
is_part_of: manufacturing_order;
is_performed_on: equipment;
duration: interval_of_time;
ending_date: point_in_time;
beginning_date: point_in_time;
processed_quantity: context_dependent_unit;
produced_quantity_OK: context_dependent_unit;
produced_quantity_NOK: context_dependent_unit;
previous_work_order: OPTIONAL work_order;
UNIQUE
UR1: work_order_id;
END_ENTITY;
ENTITY material_consumption;
supplier_batch_number: string;
quantity: OPTIONAL measure_with_unit;
internal_reference: string;
used_for: manufactured_product;
corresponds_to: work_order;
date_of_consumption: point_in_time;
used_equipment: OPTIONAL equipment;
END_ENTITY;
ENTITY hazard_event;
hazard_event_id: identifier;
hazard_event_type: string;
hazard_event_gravity: string;
hazard_event_location: equipment;
relates_to: OPTIONAL work_order;
beginning_date: point_in_time;
ending_date: point_in_time;
duration: interval_of_time;
UNIQUE
UR1: hazard_event_id;
UR2: relates_to;
END_ENTITY;
ENTITY mode;
mode_id: identifier;
name: label;
description: text;
beginning_date: point_in_time;
ending_date: point_in_time;
duration: interval_of_time;
occurred_on: equipment;
UNIQUE
UR1: mode_id;
END_ENTITY;
ENTITY state;
state_id: identifier;
name: label;
description: text;
beginning_date: point_in_time;
ending_date: point_in_time;
duration: interval_of_time;
occurred_on: equipment;
UNIQUE
UR1: state_id;
END_ENTITY;
ENTITY measurement_result;
name: label;
description: text;
applies_to: OPTIONAL manufactured_product;
occurred_on: equipment;
shows: product_defect;
corresponds_to: work_order;
date_of_measurement: point_in_time;
measure_unit: OPTIONAL unit;
measure: OPTIONAL measure_with_unit;
END_ENTITY;
ENTITY product_defect;
defect_id: identifier;
relates_to: OPTIONAL product;
is_shown_by: OPTIONAL measurement_result;
defect_date: point_in_time;
defect_type: label;
END_ENTITY;
ENTITY equipment;
allows_the_execution: work_order;
is_made_of: SET [0:?] OF equipment;
informs_person: resource;
header: equipment_header;
equipment_mode: label;
equipment_state: label;
END_ENTITY;
ENTITY equipment_header;
equipment_id: identifier;
equipment_label: OPTIONAL label;
UNIQUE
UR1: equipment_id;
END_ENTITY;
ENTITY time_reference;
reference_date: point_in_time;
END_ENTITY;
ENTITY duration_reference;
reference_duration: interval_of_time;
END_ENTITY;
END SCHEMA;
Приложение С
(справочное)
Сводная диаграмма использования сущностей на языке EXPRESS-G
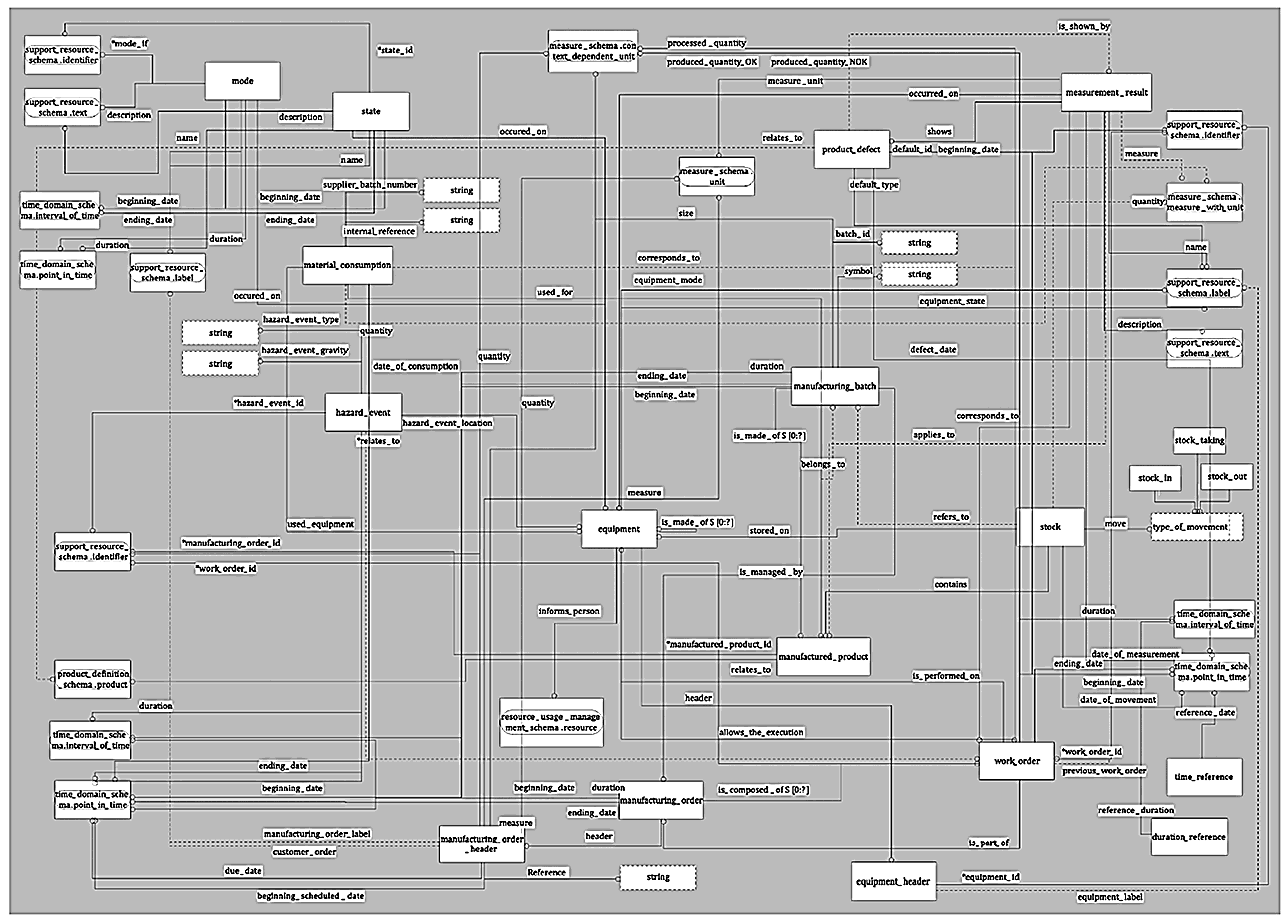 |
Рисунок С.1 - Сводная диаграмма использования сущностей на языке EXPRESS-G
Библиография
[1] | ISO 10303-1, Industrial automation systems and integration - Product data representation and exchange - Part 1: Overview and fundamental principles (Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 1. Общие представления и основополагающие принципы) |
[2] | ISO 10303-11, Industrial automation systems and integration - Product data representation and exchange - Part 11: Description methods: The EXPRESS language reference manual (Системы промышленной автоматизации и интеграция. Представление данных о продукции и обмен данными. Часть 11. Методы описания. Справочное руководство по языку EXPRESS) |
[3] | ISO 10303-41, Industrial automation systems and integration - Product data representation and exchange - Part 41: Integrated generic resource: Fundamentals of product description and support (Системы автоматизации производства и их интеграция. Представление данных об изделии и обмен этими данными. Часть 41. Интегрированный обобщенный ресурс. Основы описания и поддержки изделий) |
[4] | ISO 10303-49, Industrial automation systems and integration - Product data representation and exchange - Part 49: Integrated generic resources: Process structure and properties (Системы промышленной автоматизации и интеграция. Представление данных о продукции и обмен данными. Часть 49. Интегрированные родовые ресурсы: структура и свойства процесса) |
[5] | ISO 12100, Safety of machinery - General principles for design - Risk assessment and risk reduction (Безопасность машин. Общие принципы конструирования. Оценка рисков и снижение рисков) |
[6] | ISO 13584-1, Industrial automation systems and integration - Parts library - Part 1: Overview and fundamental principles (Системы промышленной автоматизации и интеграция. Библиотека данных на детали. Часть 1. Обзор и основные принципы) |
[7] | ISO 13584-24, Industrial automation systems and integration - Parts library - Part 24: Logical resource: Logical model of supplier library (Системы промышленной автоматизации и интеграция. Библиотека данных на детали. Часть 24. Логический ресурс. Логическая модель библиотеки поставщика) |
[8] | ISO 15531-1:2004, Industrial automation systems and integration - Industrial manufacturing management data - Part 1: General overview (Системы промышленной автоматизации и интеграция. Управляющая информация промышленным производством. Часть 1. Общий обзор) |
[9] | ISO 15531-31, Industrial automation systems and integration - Industrial manufacturing management data - Part 31: Resource information model (Системы промышленной автоматизации и интеграция. Управляющая информация промышленным производством. Часть 31. Информационная модель ресурсов) |
[10] | ISO 15531-32, Industrial automation systems and integration - Industrial manufacturing management data: Resources usage management - Part 32: Conceptual model for resources usage management data (Системы промышленной автоматизации и интеграция. Управляющая информация промышленным производством. Часть 32. Концептуальная модель данных по менеджменту использования ресурсов) |
[11] | ISO 15531-42, Industrial automation systems and integration - Industrial manufacturing management data - Part 42: Time Model (Системы промышленной автоматизации и интеграция. Управляющая информация промышленным производством. Часть 42. Модель времени) |
[12] | ISO 15531-43, Industrial automation systems and integration - Industrial manufacturing management data - Part 43: Manufacturing flow management data: Data model for flow monitoring and manufacturing data exchange (Системы промышленной автоматизации и интеграция. Управляющая информация промышленным производством. Часть 43. Данные по управлению производственными потоками. Модель данных для мониторинга потоков и обмена данными производства) |
[13] | ISO 15745-1:2003, Industrial automation systems and integration - Open systems application integration framework - Part 1: Generic reference description (Системы промышленной автоматизации и интеграция. Прикладная среда интегрирования открытых систем. Часть 1. Общее эталонное описание) |
[14] | ISO 15926 (all parts), Industrial automation systems and integration - Integration of life-cycle data for process plants including oil and gas production facilities [Системы промышленной автоматизации и интеграция. Интеграция данных жизненного цикла перерабатывающих предприятий, включая нефтяные и газовые производственные предприятия (все части)] |
[15] | ISO 18629-13, Industrial automation systems and integration - Process specification language - Part 13: Duration and ordering theories (Системы промышленной автоматизации и интеграция. Язык спецификаций процесса. Часть 13. Теория длительности и упорядочения) |
[16] | ISO 18629-14, Industrial automation systems and integration - Process specification language - Part 14: Resource theories (Системы промышленной автоматизации и интеграция. Язык спецификаций процесса. Часть 14. Теории ресурсов) |
[17] | ISO 18629-44, Industrial automation systems and integration - Process specification language - Part 44: Definitional extension: Resource extensions (Системы промышленной автоматизации и интеграция. Язык спецификаций процесса. Часть 44. Дефинициональное расширение: расширение ресурсов) |
[18] | ISO/IEC 8824-1, Information technology - Abstract Syntax Notation One (ASN.1) - Part 1: Specification of basic notation [Информационная технология. Абстрактная синтаксическая нотация версии один (АСН.1). Часть 1. Спецификация основной нотации] |
[19] | IEC 60204-1, Safety of machinery - Electrical equipment of machines - Part 1: General requirements (Безопасность машин. Электрооборудование машин. Часть 1: Общие требования) |
[20] | IEC 62264-1, Enterprise-control system integration - Part 1: Models and terminology (Интеграция систем управления предприятием. Часть 1. Рабочая модель управления технологическими операциями) |
[21] | EN 292-2, Safety of machinery - Basic concepts, general principles for design - Technical principles and specifications (Безопасность машин. Основные понятия, общие принципы проектирования. Технические принципы и спецификации) |
[22] | APICS dictionary (Словарь APICS), available at: http://www.apics.org |
УДК 656.072:681.3:006.354 | ОКС 25.040.40 | ||
Ключевые слова: системы промышленной автоматизации, интеграция, жизненный цикл систем, управление производством, данные по управлению промышленным производством | |||
