ГОСТ ISO 5603-2022
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗИНА
Определение прочности связи с металлокордом
Rubber. Determination of adhesion to wire cord
МКС 83.060
Дата введения 2023-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "РСТ"), Межгосударственным техническим комитетом по стандартизации МТК 542 "Продукция нефтехимического комплекса" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 8 июня 2022 г. N 152-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 12 июля 2022 г. N 606-ст межгосударственный стандарт ГОСТ ISO 5603-2022 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2023 г.
5 Настоящий стандарт идентичен международному стандарту ISO 5603:2017*"Резина вулканизованная. Определение адгезии с металлокордом" ("Rubber, vulcanized - Determination of adhesion to wire cord", IDT).
Стандарт разработан подкомитетом SC 2 "Испытания и анализ" Технического комитета ТС 45 "Каучук и резиновые изделия" Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА.
Дополнительные сноски в тексте стандарта, выделенные курсивом, приведены для пояснения текста оригинала
6 ВЗАМЕН ГОСТ ISO 5603-2013
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Предупреждение 1 - Пользователи настоящего стандарта должны быть знакомы со стандартной лабораторной практикой. В настоящем стандарте не предусмотрено рассмотрение всех вопросов обеспечения безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за установление соответствующих правил безопасности и охраны здоровья, а также определяет целесообразность применения законодательных ограничений перед его использованием.
Предупреждение 2 - Некоторые процедуры, установленные в настоящем стандарте, могут быть связаны с использованием или образованием веществ или образованием отходов, которые могут представлять опасность для окружающей среды. Следует использовать документацию по безопасному обращению и утилизации веществ после использования.
1 Область применения
Настоящий стандарт устанавливает два метода (1 и 2) определения прочности связи резины с металлокордом, запрессованным в резину.
Результаты испытаний, полученные при использовании разных методов, могут быть несопоставимы.
Методы применимы преимущественно для образцов, приготовленных в стандартных лабораторных условиях, и используют при научно-исследовательских разработках, а также для контроля качества материалов и технологий, применяемых в производстве изделий, армированных металлокордом.
Примечание - Методы можно применять для испытания отдельной проволоки, например, бортовой.
По методу 1 снижается зависимость измеренной прочности связи от модуля упругости и прочностных свойств резины.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 2393, Rubber test mixes - Preparation, mixing and vulcanization - Equipment and procedures (Смеси резиновые для испытания. Приготовление, смешение и вулканизация. Оборудование и процедуры)
ISO 5893:2002*, Rubber and plastics test equipment - Tensile, flexural and compression types (constant rate of traverse) - Specification [Оборудование для испытания резины и пластиков. Типы аппаратуры для растяжения, изгиба и сжатия (с постоянной скоростью перемещения). Спецификация]
_______________
* Заменен на ISO 5893:2019. Однако для однозначного соблюдения требования настоящего стандарта, выраженного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
ISO 18899:2013, Rubber - Guide to the calibration of test equipment (Резина. Руководство по калибровке испытательного оборудования)
ISO 23529, Rubber - General procedures for preparing and conditioning test pieces for physical test methods (Резина. Общие процедуры приготовления и кондиционирования образцов для физических методов испытаний)
3 Термины и определения
ISO и IEC поддерживают терминологическую базу данных, используемую в целях стандартизации по следующим адресам:
- платформа онлайн-просмотра ISO, доступная по адресу: http://www.iso.org/obp;
- Электропедия IEC, доступная по адресу: http://www.electropedia.org/.
4 Сущность метода
Для определения прочности связи измеряют усилие, необходимое для выдергивания одиночного металлокорда из подготовленного образца резины. Для обеспечения однородности натяжения усилие должно быть направлено вдоль оси металлокорда с помощью испытательного приспособления с подобранным отверстием круглой или квадратной формы.
Образцы готовят совместной вулканизацией резины с металлокордом под давлением.
Для метода 1 армируют наружную поверхность резины.
Для метода 2 армирование не применяют.
5 Материалы
5.1 Металлокорд, соответствующий требованиям к исследуемой системе связи. Используют стальной металлокорд с латунным покрытием конструкции 3х0,15+6х0,27 или 7х4х0,22**, если не установлены требования.
_______________
** Обозначение конструкций металлокорда соответствует ISO 17832:2018.
Примечание - Размеры металлокорда определяют по диаметру и количеству входящих в состав проволок, начиная от центра металлокорда.
Для контроля качества металлокорд следует испытывать в полученном виде, т.е. без дополнительной очистки и сушки.
5.3 Армирующий материал для придания жесткости резиновому блоку (только для метода 1). Для армирования применяют металлическую пластинку, обработанную усилителем адгезии (при толщине t не менее 0,5 мм) или полоску жесткого обрезиненного металлокордного полотна, при этом полотно должно состоять из металлокорда с высоким сопротивлением изгибу, например, металлокорда конструкции 3х0,30+6х0,38, если толщина t не превышает (2,5±0,1) мм.
6 Аппаратура
6.1 Пресс-форма для изготовления образца, в котором определенное количество нитей металлокорда равномерно расположены вдоль его длины. Для разных методов испытаний применяют пресс-формы разной конструкции.
а) Метод 1
Используют пресс-форму полузаходного типа с целью обеспечения максимальной монолитности резины вокруг металлокордных нитей во время прессования, после чего в пресс-форме образуется полость фиксированного объема.
Соответствующая пресс-форма для получения образцов, армированных стальным кордным полотном, приведена на рисунке 1. Пресс-форма позволяет приготовить образцы длиной 310 мм, содержащие 21 металлокордную нить.
Допускается применять аналогичные пресс-формы с другим количеством нитей металлокорда, но не менее девяти. Размер x пресс-формы зависит от требуемой запрессованной длины нитей металлокорда, определяемой диаметром используемого металлокорда (см. 8.2). Для обеспечения разной запрессованной длины металлокорда пресс-форма должна иметь парные пластины или проставки. Размер y должен быть достаточно большим, чтобы позволять вводить избыточное количество резины при формовании (см. 8.3.1).
Пресс-форма для армирования образца стальной полосой приведена на рисунке 2. С такой пресс-формой можно использовать натяжное устройство для металлокорда. На рисунке 3 приведены некоторые размеры деталей пресс-формы и сменные стальные пластины, используемые для пресс-форм, приведенных на рисунках 1 и 2 для разных размеров металлокорда.
Допускается использовать другие пресс-формы, позволяющие приготовить образцы требуемых размеров, в которых усилие формования направлено на резину, например, используя пружины.
При необходимости пресс-формы могут придавать формованным образцам подходящие особенности для облегчения центрирования корда во время последующего испытания.
 |
1 - приспособление для извлечения; 2 - крышка полузаходного типа; 3 - плунжер; 4 - верхние проставки; 5 - парные стальные проставки; 6 - нижние проставки; 7 - стальной металлокорд
Рисунок 1 - Первый вариант пресс-формы полузаходного типа с приспособлением для извлечения для метода 1
 |
_______________
1 - металлические армирующие пластинки (толщиной t); 2 - верхняя планка (проставка); 3 - верхняя плита; 4 - центрирующие болты; 5 - натяжная рама; 6 - приспособление для извлечения; 7 - нижняя планка
Рисунок 2 - Второй вариант пресс-формы полузаходного типа с приспособлением для извлечения для метода 1
 |
a) Проставки для пресс-формы по рисунку 1
Рисунок 3, лист 1 - Проставки для двух типов пресс-форм полузаходного типа для метода 1
 |
b) Сменные планки/проставки для пресс-формы по рисунку 2
Размеры в миллиметрах | ||||
Диаметр металлокорда d | Размеры планки | |||
a | b | c | e | |
От 0,5 до 0,7 включ. | 0,70±0,02 | 9,85±0,20 | 9,15±0,02 | 3,15±0,02 |
От 0,7 до 1,0 включ. | 1,00±0,02 | 10,00±0,20 | 9,00±0,02 | 3,00±0,02 |
От 1,0 до 1,4 включ. | 1,40±0,02 | 10,20±0,20 | 8,80±0,02 | 2,80±0,02 |
От 1,4 до 1,7 включ. | 1,80±0,02 | 10,40±0,20 | 8,60±0,02 | 2,60±0,02 |
a = b - c - ширина паза; b - глубина паза; 2e + a = w + 2t = W; e = 21 - (b + 8) = 13 - b; 1 - линия разделения; 2 - верхняя плита; 3 - планки/проставки; 4 - металлические армирующие пластинки (толщиной t); 5 - металлокорд; 6 - корпус пресс-формы; 7 - резина
Рисунок 3, лист 2
b) Метод 2
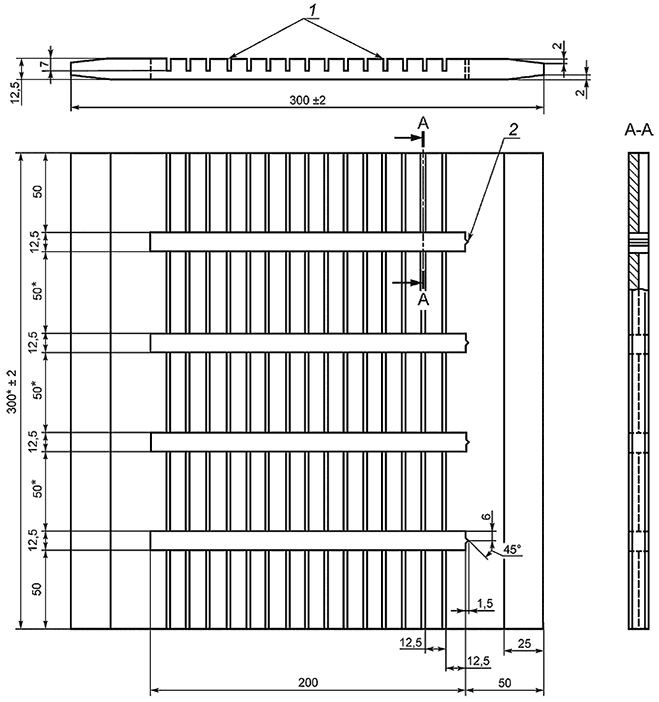
Используют пресс-форму, приведенную на рисунках 4 и 5. Пресс-форма предназначена для изготовления четырех образцов (блоков) длиной 200 мм с предпочтительными размерами, приведенными в 8.2, содержащих 15 металлокордных нитей каждый. Для металлокордных нитей диаметром равным или менее 1,7 мм при изготовлении блоков используют пресс-форму, приведенную на рисунках 4 и 5, для металлокордных нитей диаметром более 1,7 мм данную пресс-форму модифицируют. Если при запрессованной длине 12,5 мм разрывается более трети металлокордных нитей, целесообразно уменьшить запрессованную длину, используя соответствующие вставки в пресс-форме. Допускается использовать пресс-формы, предназначенные для изготовления другого количества испытательных блоков необходимых размеров, а также пресс-формы, предназначенные для изготовления блоков с разной длиной запрессованного металлокорда.
 |
1 - 1
5 пазов шириной (1,8±0,1) мм; 2 - идентификационный номер
Предельные отклонения размеров - ±0,2 мм, углов - ±2°, если нет других указаний.
Примечание 1 - Материал - низкоуглеродистая сталь, можно использовать гальванически хромированную сталь.
Примечание 2 - Размеры, обозначенные знаком *, можно менять в зависимости от зажимов, используемых при проведении испытания.
Рисунок 4 - Пресс-форма для метода 2
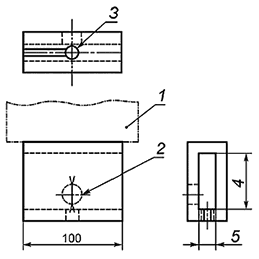
 |
Примечание 1 - Материал - низкоуглеродистая сталь.
Примечание 2 - Необходимое количество - 2.
Примечание 3 - Размеры, обозначенные знаком *, можно менять в зависимости от зажимов, используемых при проведении испытания.
Рисунок 5 - Пресс-форма для метода 2
6.2 Вулканизационный пресс достаточно большого размера для размещения в нем пресс-формы, соответствующий требованиям ISO 2393 и создающий усилие не менее 100 кН.
6.3 Разрывная испытательная машина класса 2 по ISO 5893:2002, обеспечивающая постоянную скорость перемещения подвижного зажима 50-150 мм/мин.
6.4 Держатель для крепления образца в разрывной машине должен иметь паз шириной, позволяющей испытуемому металлокорду достичь отверстия при испытании. Размеры отверстия зависят от типа образца (см. 8.2). При проведении испытания держатель должен поддерживать образец по бокам при скользящей установке и обеспечивать точную центровку прилагаемой нагрузки (т.е. положение металлокорда). При необходимости держатель может иметь соответствующие приспособления для облегчения центровки испытуемого металлокорда в отверстии. Типы держателей приведены на рисунке 6.
 |
a) Держатель с круглым отверстием
 |
b) Держатель с квадратным отверстием и схема испытания
1 - закрепление в одном зажиме разрывной машины; 2 - боковое отверстие с центрирующими метками (рекомендуемое); 3 - отверстие с пазом (диаметром h); 4 - соответствует размеру L; 5 - соответствует ширине образца W; 6 - образец; 7 - зажим для металлокорда, подходящий для закрепления во втором зажиме разрывной машины
Рисунок 6 - Типы держателей
6.5 Зажимы для закрепления металлокорда в разрывной машине (клинового, пневматического, пневмогидравлического или блокирующего типа), расположенные таким образом, чтобы при испытании усилие прикладывалось к металлокорду перпендикулярно к поверхности образца.
7 Калибровка
Испытательное оборудование калибруют в соответствии с приложением А.
8 Образцы для испытания
8.1 Форма образца
Форма образцов для методов 1 и 2 приведена на рисунке 7.
 |
a) Метод 1
 |
b) Метод 2
1 - резина; 2 - металлокорд; 3 - армирующая металлическая пластинка или стальное металлокордное полотно
Рисунок 7 - Образцы для испытания
8.2 Размеры
В зависимости от диаметра металлокорда для метода 1 применяют два типа образцов (A и B), размеры которых приведены в таблице 1. Для метода 2 применяют образец, размеры которого приведены в таблице 2. Для обоих методов для металлокорда диаметром до 0,5 мм или более 1,7 мм, или для металлокорда меньшего диаметра, который разрывается из-за высокой прочности связи с резиной, используют образцы такой же формы с соответственно масштабированными размерами h и L.
Таблица 1 - Размеры образцов для метода 1
Размеры в миллиметрах | ||||||
Тип образца | Диаметр метал- локорда | Длина запрессованного металлокорда L при использовании для наружного армирования | Ширина резины между | Расстояние между нитями | Диаметр испытатель- ного | |
d | металлической пластинки | стального металлокордного полотна | армирую- щими слоями , не менее | метал- локорда S , не менее | отверстия или его диагональ h | |
А | 0,5-1,0 | 10,0 | 10,0 | 6,0 | 62,5% L | 85% L |
В | 1,0-1,7 | 10,0 | 16,0 | 6,0 | 62,5% L | 85% L |
Размеры S и h измеряют с точностью до 0,5 мм. При армировании стальным металлокордным полотном предпочтительно использовать большую ширину. | ||||||
Таблица 2 - Размеры образца для метода 2
Размеры в миллиметрах | ||||
Диаметр металлокорда d | Длина запрессованного металлокорда L | Ширина образца W | Расстояние между нитями металлокорда S, не менее | Диаметр испытательного отверстия h |
0,5-1,7 | 12,5 | 12,5 | 12,5 | 12,5 |
8.3 Приготовление образцов
8.3.1 Общие положения
Для быстрого заполнения пресс-формы готовят все материалы перед приготовлением образца для испытания. Во время подготовки образцов используют чистые перчатки. При этом металлокорд, резина и формованный образец должны быть четко идентифицированы.
Примечание - Используют резиновую смесь с избытком приблизительно 5%, чтобы формование под давлением осуществлялось с соответствующей текучестью и достижением монолитности резины.
8.3.2 Метод 1
8.3.2.1 Для каждого образца с металлокордными нитями готовят следующие заготовки.
a) Две заготовки армирующего материала (размером, соответствующим размеру пресс-формы).
b) Две заготовки резиновой смеси для размещения над и под металлокордом в соответствии с размерами пресс-формы. Каждая заготовка может представлять собой одну пластинку или состоять из нескольких более тонких пластинок, составляющих требуемую толщину. Удаляют с каландрованного листа резины защитную полиэтиленовую пленку, используемую при хранении, и при необходимости протирают поверхности растворителем (см. 5.2). Если применяют растворитель, выдерживают образец до полного высыхания поверхности.
c) Необходимое количество нитей металлокорда длиной не менее 300 мм для заполнения всех пазов в пресс-форме. Не допускается касаться поверхности металлокордов, которая будет контактировать с резиной, можно прикасаться только к концам. При необходимости для предотвращения расплетания концы металлокорда можно скрепить защитным покрытием, припоем или клеем, при этом припой наносят до срезания металлокорда с катушки. Можно также использовать один неразрезанный металлокорд с подходящей рамкой для натяжения.
8.3.2.2 При необходимости предварительно нагревают пресс-форму вместе с заготовками до температуры примерно 100°C.
8.3.3 Метод 2
Готовят образцы как для метода 1, но без проставок для пресс-формы и армирующего материала. Перед вулканизацией готовят образец на специальном сборочном стенде, аналогичном пресс-форме (см. рисунок 4).
Подготовленные невулканизованные образцы осторожно снимают со сборочного стенда, равномерно нажимая сзади, помещают в эксикатор и хранят до вулканизации при стандартной лабораторной температуре (см. ISO 23529). Вулканизуют образцы не позже чем через 12 ч после приготовления.
8.3.4 Методы 1 и 2
Помещают пресс-форму с заготовками в вулканизационный пресс при установленной температуре вулканизации. Подогревают пресс-форму до достижения резиной температуры приблизительно 100°C и текучего состояния. Прикладывают усилие не менее 100 кН и поддерживают его при вулканизации.
Примечание - Контролируют температуру резиновой смеси 100°C предварительно калиброванной термопарой, вставленной в резину.
Охлаждают пресс-форму водой, проходящей через плиты пресса в течение определенного времени, снимают усилие формования и удаляют из вулканизационного пресса или охлаждают пресс-форму после ее извлечения из пресса. Извлекают образец соответствующим инструментом, избегая его деформации.
Проверяют в образце для метода 1 заполнение резиной каждого отверстия для металлокорда в парах стальных проставок.
При необходимости разделяют испытуемые блоки. Срезают более короткие отрезки металлокорда близко к поверхности резинового блока и удаляют выпрессовку или облой на наружных краях блока. С образцов для метода 1 не срезают облой рядом с металлокордом, т.к. он не влияет на проведение испытания и результат. С образцов для метода 2 осторожно срезают облой лезвием бритвы или подходящими кусачками, не нарушая металлокорд или образец.
Образец перед проведением испытаний выдерживают при стандартной лабораторной температуре (см. ISO 23529) не менее 16 ч, если нет других указаний.
9 Проведение испытания
Испытание проводят при стандартной лабораторной температуре (см. ISO 23529), если нет других указаний.
Устанавливают образец в разрывную машину, используя соответствующий держатель, приведенный на рисунке 6. Регулируют образец с помощью центрирующих приспособлений, приведенных в 6.1 а) и 6.4, таким образом, чтобы первый корд проходил по центру отверстия, обеспечивая таким образом равномерное распределение натяжения по окружности металлокорда (см. рисунки 6 и 8). Закрепляют металлокорд в зажимах.
Создают натяжение за счет перемещения зажима с постоянной скоростью 50-150 мм/мин до разрыва образца и регистрируют максимальное усилие разрыва.
Повторяют процедуру для каждого оставшегося металлокорда в образце. Испытывают не менее 10 нитей металлокорда.
 |
1 - образец; 2 - дополнительные центрирующие линии; 3 - закрепление в одном зажиме разрывной машины; 4 - дополнительное боковое отверстие; 5 - металлокорды; 6 - зажим для металлокорда, подходящий для закрепления во втором зажиме разрывной машины
Примечание - При необходимости схему размещения образца можно перевернуть.
Рисунок 8 - Схема размещения образца (держатель с круглым отверстием)
10 Представление результатов
Прочность связи каждого испытанного металлокорда с резиной определяют как отношение максимального усилия разрыва к длине запрессованного металлокорда в образце и выражают результат в ньютонах на миллиметр или в килоньютонах на метр. Результат округляют до целого числа.
Определяют среднее арифметическое значение и среднеквадратическое отклонение для каждого набора условий испытаний.
Проверяют каждый разорванный металлокорд и при необходимости определяют характер прочности связи, используя следующие обозначения:
R - разрушение резинового слоя;
M - разрушение на границе резина-металлокорд и видна поверхность непокрытого металлокорда.
Значения R и M выражают в процентах с шагом 25%.
Пример - 25 R/75 M означает, что видно 75% поверхности металлокорда.
11 Протокол испытаний
Протокол испытаний должен содержать:
a) описание и идентификацию образцов:
1) описание и идентификацию металлокорда;
2) описание и идентификацию резиновой смеси;
3) использованный растворитель для очистки поверхности резины (см. 5.2);
4) время, температуру и дату вулканизации;
b) обозначение настоящего стандарта;
c) использованный метод (1 или 2);
d) условия проведения испытаний, включая температуру и влажность при кондиционировании;
e) результаты испытаний с указанием единиц измерения:
1) количество испытанных металлокордов;
2) единичные результаты испытания;
3) среднее арифметическое значение и среднеквадратическое отклонение;
f) информацию о любой процедуре, не включенной в настоящий стандарт, или рассматриваемой как дополнительная;
g) дату проведения испытаний.
Приложение А
(обязательное)
График калибровки
А.1 Проверка
Перед проведением любой калибровки проверяют состояние аппаратуры, подлежащей калибровке, и регистрируют в протоколе калибровки или сертификате. Также регистрируют, проводилась ли калибровка в состоянии при получении или после устранения каких-либо отклонений или неисправностей.
Должно быть установлено, что аппаратура пригодна для предполагаемого применения, включая любые параметры, указанные как приблизительные и по которым аппаратура формально не должна быть откалибрована. Если такие параметры могут изменяться, то необходимость периодических проверок записывают в детальных процедурах калибровки.
А.2 График калибровки
Проверка или калибровка испытательной аппаратуры является обязательной частью настоящего стандарта. Если нет других указаний, частоту калибровки и выполнение используемых процедур устанавливает отдельная лаборатория, руководствуясь ISO 18899.
График калибровки, приведенный в таблице А.1, включает все параметры, установленные в методе испытаний вместе с указанным требованием. Параметр и требование могут относиться к основной испытательной аппаратуре, к части этой аппаратуры или к вспомогательной аппаратуре, необходимой для проведения испытаний.
Для каждого параметра процедура калибровки обозначена ссылкой на ISO 18899, другую публикацию или на детальную процедуру, характерную для метода испытаний (если доступна процедура калибровки, являющаяся более специфичной или подробной, чем в ISO 18899, предпочтительно следует использовать такую процедуру).
Частота проверки каждого параметра задана буквенным обозначением. В графике калибровки использованы следующие буквенные обозначения:
- C - требование должно быть подтверждено, но без измерения;
- N - только первоначальная проверка;
- S - стандартный интервал, как указано в ISO 18899.
В дополнение к параметрам, перечисленным в таблице А.1, предполагается использовать следующую аппаратуру, которую следует калибровать по ISO 18899:
- секундомер;
- термометр для контроля температур кондиционирования и испытания;
- средства измерений для определения размеров испытуемых образцов.
Таблица А.1 - График калибровки
Наименование | Требование | Подраздел ISO 18899:2013 | Частота проверки | Примечание |
Пресс-форма | По 6.1 | 15.2 | N | |
Вулканизационный пресс | По ISO 2393 | C | N | |
Разрывная машина | По ISO 5893 | 21.1 | S | |
Точность измерения усилия | Класс 2 по ISO 5893:2002 | 21.2 | S | |
Скорость перемещения зажимов | Постоянная скорость 50-150 мм/мин | 23.4 | S | Допуски см. в ISO 5893 |
Держатель | По 6.4 | C | N | |
Зажимы | По 6.5 | C | N | |
Материалы: | ||||
- металлокорд | Как установлено или стальной металлокорд с латунным покрытием конструкции 3х0,15+6х0,27 или 7х4х0,22 | |||
- растворитель | Как установлено, предпочтительно вальцованная перед испытанием | |||
- резиновая смесь, если перед испытанием резину не вальцевали (см. 5.2) | Гептан (предпочтительно) или нефтяные растворители с температурой кипения от 65°C до 125°C и остатком после выпаривания не более 3 мг на 100 см растворителя | |||
- армирующий материал | Металлическая пластинка толщиной не менее 0,5 мм, обработанная усилителем адгезии, или стальное металлокордное полотно по 5.3 | |||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 2393 | IDT | ГОСТ ISO 2393-2016 "Смеси резиновые для испытаний. Приготовление, смешение и вулканизация. Оборудование и процедуры" |
ISO 5893:2002 | - | * |
ISO 18899:2013 | - | * |
ISO 23529 | IDT | ГОСТ ISO 23529-2020 "Резина. Общие методы приготовления и кондиционирования образцов для определения физических свойств" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Официальный перевод данного международного стандарта находится в Федеральном информационном фонде стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
УДК 678.067.6:539.412.1:006.354 | МКС 83.060 | IDT |
Ключевые слова: резина, определение прочности связи с металлокордом | ||
