ГОСТ ISO 37-2020
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗИНА И ТЕРМОЭЛАСТОПЛАСТЫ
Определение упругопрочностных свойств при растяжении
Rubber and thermoelastoplasts. Determination of tensile stress-strain properties
МКС 83.060
Дата введения 2022-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия" (ФГУП ""), Межгосударственным техническим комитетом по стандартизации МТК 542 "Продукция нефтехимического комплекса" на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2020 г. N 133-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 27 октября 2020 г. N 944-ст межгосударственный стандарт ГОСТ ISO 37-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2022 г.
5 Настоящий стандарт идентичен международному стандарту ISO 37:2017* "Резина вулканизованная или термопластичная. Определение упругопрочностных свойств при растяжении" ("Rubber, vulcanized or thermoplastic - Determination of tensile stress-strain properties", IDT).
_____________________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Стандарт разработан подкомитетом SC 2 "Испытания и анализ" Технического комитета ISO/TC 45 "Каучук и резиновые изделия" Международной организации по стандартизации (ISO).
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВЗАМЕН ГОСТ ISO 37-2013
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Предупреждение 1 - Пользователи настоящего стандарта должны быть знакомы со стандартной лабораторной практикой. В настоящем стандарте не предусмотрено рассмотрение всех вопросов обеспечения безопасности, связанных с его применением. Пользователь настоящего стандарта несет ответственность за установление соответствующих правил по технике безопасности и охране здоровья, а также определяет целесообразность применения законодательных ограничений перед его использованием.
Предупреждение 2 - Некоторые процедуры, установленные в настоящем стандарте, могут быть связаны с использованием или образованием веществ или образованием отходов, которые могут представлять опасность для окружающей среды. Следует использовать документацию по безопасному обращению и утилизации веществ после использования.
1 Область применения
Настоящий стандарт устанавливает метод определения упругопрочностных свойств резины и термоэластопластов: прочности при растяжении, относительного удлинения при разрыве, напряжения при заданном относительном удлинении, относительного удлинения при заданном напряжении, напряжения при пределе текучести при растяжении и относительного удлинения при пределе текучести.
Измерение напряжения и деформации при пределе текучести применяют только к некоторым термоэластопластам и определенным резиновым смесям.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения к нему).
ISO 5893, Rubber and plastics test equipment - Tensile, flexural and compression types (constant rate of traverse) - Specifcation [Оборудование для испытания резины и пластмассы. Аппаратура для испытания на растяжение, изгиб и сжатие (при постоянной скорости перемещения). Спецификация]
ISO 23529:2016, Rubber - General procedures for preparing and conditioning test pieces for physical test methods (Резина. Общие процедуры приготовления и кондиционирования образцов для физических методов испытаний)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями.
ISO и IEC поддерживают терминологические базы данных для использования в стандартизации по следующим адресам:
- Платформа интернет-поиска ISO: доступна по адресу http://www.iso.org/obp;
- IEC Electropedia: доступна по адресу http://www.electropedia.org/.
3.1 напряжение при растяжении S (tensile stress): Напряжение, приложенное таким образом, чтобы растянуть образец для испытания.
Примечание - Напряжение при растяжении вычисляют как приложенное усилие на единицу начальной площади поперечного сечения испытательной длины образца.
3.2 относительное удлинение Е (elongation): Деформация при растяжении, выраженная в процентах от первоначальной испытательной длины образца, вызванная напряжением при растяжении (см. 3.1).
3.3 прочность при растяжении TS (tensile strength): Максимальное напряжение при растяжении (см. 3.1), зарегистрированное при растяжении образца при растяжении до разрыва.
Примечание - См. рисунок 1.
|
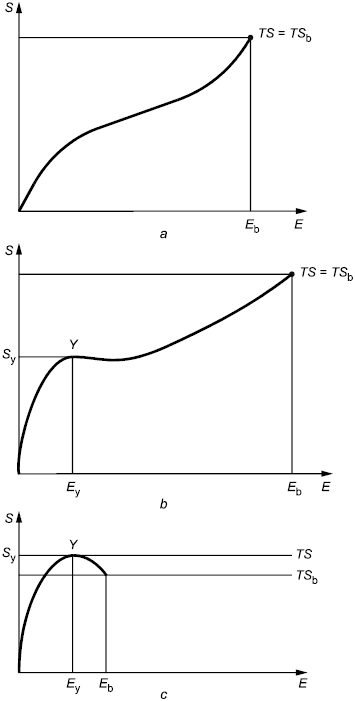
Е - относительное удлинение; ![]() - напряжение при пределе текучести;
- напряжение при пределе текучести; ![]() - относительное удлинение при разрыве; TS - прочность при растяжении;
- относительное удлинение при разрыве; TS - прочность при растяжении; ![]() - относительное удлинение при пределе текучести;
- относительное удлинение при пределе текучести; ![]() - прочность при разрыве; S - напряжение при растяжении; Y - предел текучести
- прочность при разрыве; S - напряжение при растяжении; Y - предел текучести
Рисунок 1 - Иллюстрация параметров при растяжении
3.4 прочность при разрыве ![]() (tensile strength at break): Напряжение при растяжении (см. 3.1), зарегистрированное в момент разрыва.
(tensile strength at break): Напряжение при растяжении (см. 3.1), зарегистрированное в момент разрыва.
Примечание 1 - См. рисунок 1.
Примечание 2 - Значения TS и ![]() могут быть разными, если после напряжения при пределе текучести
могут быть разными, если после напряжения при пределе текучести ![]() удлинение (см. 3.2) продолжается и сопровождается падением напряжения, в результате чего
удлинение (см. 3.2) продолжается и сопровождается падением напряжения, в результате чего ![]() становится меньше, чем TS (см. рисунок 1с).
становится меньше, чем TS (см. рисунок 1с).
3.5 относительное удлинение при разрыве ![]() (elongation at break): Деформация при растяжении испытательной длины в момент разрыва.
(elongation at break): Деформация при растяжении испытательной длины в момент разрыва.
Примечание - См. рисунок 1.
3.6 удлинение при заданном напряжении ![]() (elongation at a given stress): Деформация при растяжении испытательной длины, когда образец подвергается заданному напряжению при растяжении (см. 3.1).
(elongation at a given stress): Деформация при растяжении испытательной длины, когда образец подвергается заданному напряжению при растяжении (см. 3.1).
3.7 напряжение при заданном удлинении ![]() (stress at a given elongation): Напряжение при растяжении (см. 3.1) испытательной длины, требуемое для получения заданного относительного удлинения (см. 3.2).
(stress at a given elongation): Напряжение при растяжении (см. 3.1) испытательной длины, требуемое для получения заданного относительного удлинения (см. 3.2).
Примечание - В резиновой промышленности это определение отождествляют с термином "модуль", и поэтому рекомендуется избегать путаницы с другим применением термина "модуля" для обозначения наклона кривой зависимости деформации от напряжения при заданном удлинении.
3.8 напряжение при пределе текучести ![]() (tensile stress at yield): Напряжение при растяжении (см. 3.1) в первой точке кривой зависимости деформации от напряжения, когда некоторое дальнейшее увеличение деформации возникает без увеличения напряжения.
(tensile stress at yield): Напряжение при растяжении (см. 3.1) в первой точке кривой зависимости деформации от напряжения, когда некоторое дальнейшее увеличение деформации возникает без увеличения напряжения.
Примечание - Это может соответствовать точке перегиба (см. рисунок 1b) или максимуму (см. рисунок 1с).
3.9 относительное удлинение при пределе текучести ![]() (elongation at yield): Деформация при растяжении в первой точке кривой зависимости деформации от напряжения, когда некоторое дальнейшее увеличение деформации возникает без увеличения напряжения.
(elongation at yield): Деформация при растяжении в первой точке кривой зависимости деформации от напряжения, когда некоторое дальнейшее увеличение деформации возникает без увеличения напряжения.
Примечание - См. рисунок 1.
3.10 испытательная длина образца в форме двухсторонней лопатки (test length of a dumbbell): Начальное расстояние между контрольными точками в пределах длины узкой части образца в форме двухсторонней лопатки, используемое для измерения относительного удлинения (см. 3.2).
Примечание - См. рисунок 2.
4 Сущность метода
Стандартные образцы для испытания в форме двухсторонней лопатки или кольца растягивают в разрывной машине при постоянной скорости перемещения подвижного зажима или шкива. Регистрируют значения усилия и удлинения в течение непрерывного растяжения образца до его разрыва.
5 Стандартные лабораторные условия
При испытании образцов в форме двухсторонней лопатки и кольца не всегда получают одинаковые значения для соответствующих упругопрочностных свойств. В основном это обусловлено тем, что в растянутых кольцах напряжение по поперечному сечению не одинаковое. Второй фактор - это наличие структурной ориентации у материала образца в форме двухсторонней лопатки, приводящей к разным значениям в зависимости от направления вырубания образца: параллельно или перпендикулярно структурной ориентации.
Основными факторами при выборе образца в форме двухсторонней лопатки или кольца являются:
а) прочность при разрыве.
Образцы в форме двухсторонней лопатки предпочтительны для определения прочности при разрыве. При испытании образцов в форме кольца получают более низкие, иногда значительно меньшие значения, чем образцов в форме лопатки;
b) относительное удлинение при разрыве.
При испытании образцов в форме кольца и двухсторонней лопатки получают приблизительно одинаковые значения при следующих условиях:
1) относительное удлинение образцов в форме кольца вычисляют как процент от первоначальной длины внутренней окружности;
2) образцы в форме двухсторонней лопатки вырубают перпендикулярно структурной ориентации, если она присутствует в значительной степени.
Образцы в форме двухсторонней лопатки используют при необходимости изучения эффекта структурной ориентации, т.к. образцы в форме кольца для этой цели не пригодны;
c) удлинение при заданном напряжении и напряжение при заданном удлинении.
Предпочтительны образцы в форме двухсторонней лопатки больших размеров (типы 1, 2 и 1А).
При испытании образцов в форме кольца и двухсторонней лопатки получают приблизительно одинаковые значения при следующих условиях:
1) относительное удлинение образцов в форме кольца рассчитывают как процент от первоначальной средней длины окружности;
2) рассчитывают среднее значение для образцов в форме двухсторонней лопатки, вырубленных параллельно и перпендикулярно структурной ориентации, если она присутствует в значительной степени.
Образцы в форме кольца могут быть предпочтительны при автоматизированном испытании благодаря легкости обращения с образцами и при определении напряжения при заданном удлинении.
6 Образцы для проведения испытания
6.1 Общие требования
При испытании маленьких образцов могут быть получены ![]() значения предела прочности при разрыве и относительного удлинения при разрыве, чем у больших образцов.
значения предела прочности при разрыве и относительного удлинения при разрыве, чем у больших образцов.
Используют семь типов образцов - образцы в форме двухсторонней лопатки типов 1, 2, 3, 4 и 1А и образцы в форме кольца типов А (нормальный) и В (маленький). Результаты испытаний конкретного материала могут отличаться в зависимости от типа образца. Результаты испытаний, полученные для разных материалов, рекомендуется сравнивать с использованием одного типа образца.
Если подготовка образцов требует шлифования или регулирования толщины, результаты могут измениться.
6.2 Образцы в форме двухсторонней лопатки
Образцы в форме двухсторонней лопатки должны иметь форму, приведенную на рисунке 2.
|
1 - испытательная длина образца (см. таблицу 1)
Рисунок 2 - Образец в форме лопатки
Стандартная толщина узкой части образцов типов 1, 2, 3 и 1А должна быть (2,0±0,2) мм, образца типа 4 - (1,0±0,1) мм.
Испытательная длина образца должна соответствовать требованиям таблицы 1.
Таблица 1 - Испытательная длина образца в форме двухсторонней лопатки
Тип образца | 1 | 1А | 2 | 3 | 4 |
Испытательная длина, мм | 25,0±0,5 | 20,0±0,5 | 20,0±0,5 | 10,0±0,5 | 10,0±0,5 |
| |||||
Остальные размеры образцов в форме двухсторонней лопатки должны соответствовать размерам вырубного ножа (см. 7.1).
Для нестандартных образцов, например приготовленных из готовых изделий, максимальная толщина узкой части для образцов типов 1 и 1А должна быть 3,0 мм, для образцов типов 2 и 3 - 2,5 мм, для образцов типа 4 - 2,0 мм.
Образцы в форме двухсторонней лопатки типов 3 и 4 применяют, если для образцов ![]() размеров недостаточно материала. Эти образцы особенно подходят для испытания изделий, это указывают в определенных стандартах на изделия; например образцы в форме двухсторонней лопатки типа 3 используют для испытаний уплотнительных колец трубопроводов и кабельных оболочек.
размеров недостаточно материала. Эти образцы особенно подходят для испытания изделий, это указывают в определенных стандартах на изделия; например образцы в форме двухсторонней лопатки типа 3 используют для испытаний уплотнительных колец трубопроводов и кабельных оболочек.
6.3 Образцы в форме кольца
Стандартный образец в форме кольца типа А должен иметь внутренний диаметр (44,6±0,2) мм. Медианная осевая толщина и медианная радиальная ширина по средней линии должна быть (4,0±0,2) мм. Радиальная ширина не должна отклоняться от медианного значения более чем на 0,2 мм, осевая толщина не должна отличаться от медианного значения более чем на 2%.
Стандартный образец в форме кольца типа В должен иметь внутренний диаметр (8,0±0,1) мм. Медианная осевая толщина и медианная радиальная ширина должны быть (1,0±0,1) мм. Радиальная ширина не должна отклоняться от медианного значения более чем на 0,1 мм. Этот образец используют, если недостаточно материала для образца большего размера типа А.
7 Аппаратура
7.1 Вырубные ножи и устройства
Вырубные ножи и устройства должны соответствовать ISO 23529. Вырубные ножи для образцов в форме двухсторонней лопатки должны иметь размеры, приведенные в таблице 2 и на рисунке 3, кроме размеров режущей кромки, для которой на рисунке 3 приведена только подходящая геометрия. Отклонение от параллельности в любой точке вдоль ширины узкой части вырубного ножа не должно превышать 0,05 мм.
Метод вырезания образцов в форме кольца типа В приведен в приложении А.
Таблица 2 - Размеры вырубных ножей для образцов в форме лопатки
Размер | Тип 1 | Тип 1А | Тип 2 | Тип 3 | Тип 4 |
А - общая длина | 115,0 | 100,0 | 75,0 | 50,0 | 35,0 |
В - ширина концов, мм | 25,0±1,0 | 25,0±1,0 | 12,5±1,0 | 8,5±0,5 | 6,0±0,5 |
С - длина узкой части, мм | 33,0±2,0 | 21,0±1,0 | 25,0±1,0 | 16,0±1,0 | 12,0±0,5 |
D - ширина узкой части, мм | 6,2±0,2 | 5,0±0,1 | 4,0±0,1 | 4,0±0,1 | 2,0±0,1 |
Е - радиус перехода наружный, мм | 14,0±1,0 | 11,0±1,0 | 8,0±0,5 | 7,5±0,5 | 3,0±0,1 |
F - радиус перехода внутренний, мм | 25,0±2,0 | 25,0±2,0 | 12,5±1,0 | 10,0±0,5 | 3,0±0,1 |
| |||||
|
1 - способ крепления в соответствии с машиной; 2 - шлифовано начисто; 3 - шлифовано
Примечание 1 - Размеры А - F приведены в таблице 2.
Примечание 2 - Справа приведены сечения типичных неподвижных ножей.
Рисунок 3 - Вырубной нож для образцов в форме двухсторонней лопатки
7.2 Толщиномер
Приспособление для измерения толщины образцов в форме двухсторонней лопатки и осевой толщины образцов в форме кольца должно соответствовать ISO 23529:2016, метод А.
Радиальную ширину образца в форме кольца измеряют приспособлением, приведенным в ISO 23529:2016 (метод А), при этом контакты и опорная плита должны соответствовать конфигурации образца.
7.3 Конусный калибр
Для измерения внутреннего диаметра образца в форме кольца используют калиброванный конусный калибр или другое оборудование, обеспечивающее измерение диаметра с погрешностью не более 0,01 мм. Опора для измеряемого образца не должна изменять измеряемые размеры.
7.4 Разрывная испытательная машина
7.4.1 Разрывная испытательная машина должна соответствовать требованиям ISO 5893 с точностью измерения усилия, соответствующей классу 2. Используемый экстензометр должен иметь точность, соответствующую классу D для образцов в форме двухсторонней лопатки типов 1, 1А и 2 и классу Е - для образцов в форме двухсторонней лопатки типов 3 и 4. Машина должна обеспечивать скорости перемещения траверсы 100, 200 и 500 мм/мин.
При испытании образцов в форме лопатки при измерении растяжения можно использовать разрывную испытательную машину, обеспечивающую приложение небольших предварительных напряжений к образцу во избежание его изгиба.
7.4.2 Для испытаний при температуре, отличающейся от стандартной лабораторной температуры, разрывная машина должна быть установлена в соответствующей термостатически регулируемой камере. Рекомендации по достижению повышенной или пониженной температуры приведены в ISO 23529.
7.5 Оборудование для испытания образцов в форме кольца
Пример испытательного оборудования с использованием шкивов для испытания образцов в форме кольца приведен на рисунке 4. Для образцов типов А и В размеры шкива должны соответствовать требованиям, приведенным в таблице 3 и на рисунке 5.
Один из шкивов должен вращаться с очень низким коэффициентом трения, другой - вращать образец с частотой 10-15 об/мин.
|
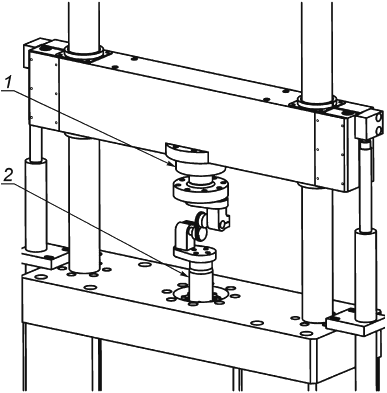
1 - нагружающий элемент; 2 - привод
Рисунок 4 - Пример оборудования для испытаний на растяжение образцов в форме кольца
Таблица 3 - Размеры шкива
Размеры в миллиметрах | ||||||
Шкив | L | Диаметр | A | R | Диаметр | B |
Стандартные шкивы для образцов типа А |
| 25,50±0,05 | 5,66 | 3,0 | 29,0±0,1 | 4,3 |
Альтернативные шкивы для образцов типа А |
| 22,30±0,05 | - | - | 25,0±0,1 | 5,0 |
Стандартные шкивы для образцов типа В |
| 4,50±0,02 | 1,27 | 0,75 | 5,20±0,05 | 1,2 |
|
|
а) Стандартные шкивы для образцов в форме кольца типов А и В | b) Альтернативные шкивы для образцов в форме кольца типа А |
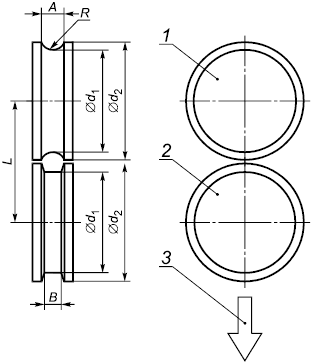
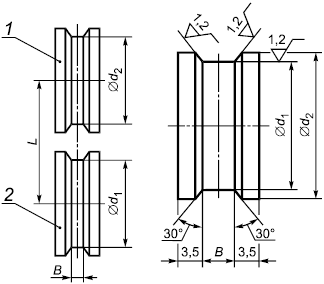
1 - свободно вращающийся шкив; 2 - ведомый шкив; 3 - направление растяжения
Рисунок 5 - Расположение шкивов для испытания на растяжение образцов в форме кольца типов А и В
8 Количество образцов для испытания
Испытывают не менее трех образцов.
Количество образцов рекомендуется определить заранее, принимая во внимание, что при испытании пяти образцов получают меньшую неопределенность, чем при испытании трех образцов.
9 Подготовка образцов для испытания
9.1 Образцы в форме двухсторонней лопатки
Образцы в форме двухсторонней лопатки готовят по ISO 23529. Образцы, по возможности, вырубают параллельно направлению структурной ориентации испытуемого материала. При необходимости изучения влияния структурной ориентации образцы вырубают перпендикулярно ее направлению.
9.2 Образцы в форме кольца
Образцы в форме кольца вырубают или вырезают в соответствии с соответствующими методами по ISO 23529.
10 Кондиционирование проб и образцов для испытания
10.1 Время между вулканизацией и испытанием
Для всех испытаний время между вулканизацией и испытанием должно быть не менее 16 ч.
Для испытания материалов время между вулканизацией и испытанием должно быть не более 4 недель, сравнительные испытания по возможности должны быть проведены после одинакового временного интервала.
Для испытания изделий время между вулканизацией и испытанием по возможности не должно превышать 3 мес. В других случаях испытания должны быть проведены в течение 2 мес с даты получения изделия потребителем.
10.2 Защита проб и образцов для испытания
В период между вулканизацией и испытанием пробы и образцы для испытаний должны быть защищены от внешних воздействий, которые могут привести к повреждениям; например, они должны быть защищены от воздействия света и тепла.
10.3 Кондиционирование проб
Перед вырубанием образцов (кроме продукции из латекса) пробы кондиционируют в соответствии с ISO 23529 не менее 3 ч при стандартной лабораторной температуре без контроля влажности.
Перед вырубанием образцов из латекса пробы кондиционируют в соответствии с ISO 23529 не менее 96 ч при стандартной лабораторной температуре с контролем влажности.
10.4 Кондиционирование образцов для испытания
Образцы для испытания кондиционируют в соответствии с ISO 23529. Если подготовка образцов включает шлифование, время между шлифованием и испытанием должно быть не менее 16 ч, но не более 72 ч.
Для испытаний при стандартной лабораторной температуре вырубленные из кондиционированной пробы образцы, не требующие дополнительной подготовки, можно испытывать сразу же. Если требуется дополнительная подготовка, образцы кондиционируют не менее 3 ч при стандартной лабораторной температуре.
Для испытаний при температуре, отличающейся от стандартной лабораторной температуры, образцы выдерживают при температуре проведения испытания в течение времени, достаточного для достижения образцами температурного равновесия в соответствии с ISO 23529 (см. также 7.4.2).
11 Маркировка образцов в форме двухсторонней лопатки
При использовании бесконтактного экстензометра на образцы в форме двухсторонней лопатки подходящим маркером наносят маркировку, определяющую испытательную длину образца в соответствии с таблицей 1. При маркировке образец не должен быть растянут.
Линии должны быть нанесены на узкой части образца для испытания, как показано на рисунке 2, т.е. на равном расстоянии от центра образца и перпендикулярно продольной оси.
12 Измерение размеров образцов для испытания
12.1 Образцы в форме двухсторонней лопатки
Толщиномером измеряют толщину в центре и по краям испытательной длины образца. Для расчета площади поперечного сечения используют медианное значение результатов трех измерений. В каждом образце ни один из трех результатов измерений толщины узкой части не должен отличаться более чем на 2% от средней толщины. За ширину образца принимают расстояние между режущими кромками вырубного ножа в узкой части, измеренное в соответствии с ISO 23529 и округленное с точностью до 0,05 мм. Образцы, приготовленные из готового изделия, могут иметь непрямоугольное поперечное сечение, в этом случае ширину измеряют непосредственно на образце.
12.2 Образцы в форме кольца
Измеряют радиальную ширину и осевую толщину образца в форме кольца примерно в шести равноудаленных точках. При расчете площади поперечного сечения используют медианное значение каждого набора результатов измерений. Внутренний диаметр измеряют с точностью до 0,1 мм. Внутреннюю и среднюю длины окружностей вычисляют следующим образом:
внутренняя длина окружности = ![]() внутренний диаметр;
внутренний диаметр;
средняя длина окружности = ![]() (внутренний диаметр + радиальная ширина).
(внутренний диаметр + радиальная ширина).
12.3 Сравнение групп образцов
При сравнении двух групп образцов (образцов в форме двухсторонней лопатки и образцов в форме кольца) медианное значение толщины для каждой группы должно быть в пределах 7,5% от общего медианного значения толщины для этих двух групп.
13 Проведение испытания
13.1 Образцы в форме двухсторонней лопатки
Закрепляют образец в разрывной испытательной машине таким образом, чтобы широкие концы были симметрично закреплены для обеспечения равномерного распределения растяжения по поперечному сечению. Рекомендуется перед каждым испытанием выставлять нагрузочный элемент на ноль. При необходимости прилагают предварительное напряжение 0,1 МПа, чтобы при измерении первоначальной испытательной длины (см. рисунок 2) образец не изгибался. При необходимости устанавливают экстензометрическое устройство. Включают разрывную машину и непрерывно регистрируют изменение испытательной длины образца и усилие при испытании.
Номинальная скорость перемещения подвижного захвата должна быть 500 мм/мин для образцов типов 1, 1А и типа 2 и 200 мм/мин - для образцов типов 3 и 4.
Если образец разрушается вне узкой части или переходит через предел текучести за пределами испытательной длины, его бракуют и проводят повторные испытания на дополнительном образце.
При проведении измерений следует исключать неточности из-за параллакса.
13.2 Образцы в форме кольца
Устанавливают первоначальное расстояние между шкивами:
- ![]() мм между центрами стандартных шкивов для образцов типа А;
мм между центрами стандартных шкивов для образцов типа А;
- ![]() мм между центрами альтернативных шкивов для образцов типа А;
мм между центрами альтернативных шкивов для образцов типа А;
- ![]() мм между центрами стандартных шкивов для образцов типа В.
мм между центрами стандартных шкивов для образцов типа В.
Устанавливают нагрузку на ноль перед закреплением образца на шкивах.
Закрепляют образец на шкивах, включают разрывную машину, непрерывно регистрируют расстояние между шкивами и увеличение напряжения при испытании.
Номинальная скорость перемещения подвижного шкива должна быть 500 мм/мин для образцов типа А и 100 мм/мин - для образцов типа В. Ведомый шкив должен иметь возможность вращения с необходимой скоростью от начала до завершения испытания.
14 Температура проведения испытания
Испытание проводят при одной из стандартных лабораторных температур, указанных в ISO 23529. Если требуются другие температуры, их выбирают из предпочтительных температур, приведенных в ISO 23529.
При проведении одного испытания или серии сопоставимых испытаний используют одну и ту же температуру.
15 Вычисление результатов
15.1 Образцы в форме двухсторонней лопатки
Прочность при растяжении TS, МПа, вычисляют по формуле
![]() . (1)
. (1)
Прочность при разрыве ![]() , МПа, вычисляют по формуле
, МПа, вычисляют по формуле
![]() . (2)
. (2)
Относительное удлинение при разрыве ![]() , %, вычисляют по формуле
, %, вычисляют по формуле
![]() . (3)
. (3)
Напряжение при заданном удлинении ![]() , МПа, вычисляют по формуле
, МПа, вычисляют по формуле
![]() . (4)
. (4)
Удлинение при заданном напряжении ![]() , %, вычисляют по формуле
, %, вычисляют по формуле
![]() . (5)
. (5)
Усилие ![]() , Н, соответствующее заданному напряжению, вычисляют по формуле
, Н, соответствующее заданному напряжению, вычисляют по формуле
![]() . (6)
. (6)
Напряжение при пределе текучести ![]() , МПа, вычисляют по усилию, зарегистрированному при пределе текучести, по формуле
, МПа, вычисляют по усилию, зарегистрированному при пределе текучести, по формуле
![]() . (7)
. (7)
Относительное удлинение при пределе текучести ![]() , %, вычисляют по формуле
, %, вычисляют по формуле
![]() . (8)
. (8)
В формулах (1)-(8) использованы следующие обозначения:
![]() - усилие, зарегистрированное при разрыве, Н;
- усилие, зарегистрированное при разрыве, Н;
![]() - максимальное зарегистрированное усилие, Н;
- максимальное зарегистрированное усилие, Н;
![]() - усилие, зарегистрированное при пределе текучести, Н;
- усилие, зарегистрированное при пределе текучести, Н;
![]() - первоначальная испытательная длина, мм;
- первоначальная испытательная длина, мм;
![]() - испытательная длина при разрыве, мм;
- испытательная длина при разрыве, мм;
![]() - испытательная длина при заданном напряжении, мм;
- испытательная длина при заданном напряжении, мм;
![]() - испытательная длина при пределе текучести, мм;
- испытательная длина при пределе текучести, мм;
- толщина узкой части образца, мм;
![]() - ширина (определенная по 12.1), мм.
- ширина (определенная по 12.1), мм.
15.2 Образцы в форме кольца
Прочность при растяжении TS, МПа, вычисляют по формуле
![]() . (9)
. (9)
Прочность при разрыве ![]() , МПа, вычисляют по формуле
, МПа, вычисляют по формуле
![]() . (10)
. (10)
Относительное удлинение при разрыве ![]() , %, вычисляют по формуле
, %, вычисляют по формуле
![]() . (11)
. (11)
Напряжение при заданном удлинении ![]() , МПа, вычисляют по формуле
, МПа, вычисляют по формуле
![]() . (12)
. (12)
Расстояние между центрами шкивов в миллиметрах, соответствующее заданному удлинению, ![]() , мм, вычисляют по формуле
, мм, вычисляют по формуле
![]() . (13)
. (13)
Относительное удлинение при заданном напряжении ![]() , %, вычисляют по формуле
, %, вычисляют по формуле
![]() . (14)
. (14)
Усилие ![]() , Н, соответствующее заданному напряжению, вычисляют по формуле
, Н, соответствующее заданному напряжению, вычисляют по формуле
![]() . (15)
. (15)
Напряжение при пределе текучести, ![]() , МПа, вычисляют по формуле
, МПа, вычисляют по формуле
![]() . (16)
. (16)
Относительное удлинение при пределе текучести ![]() , в процентах, вычисляют по формуле
, в процентах, вычисляют по формуле
![]() . (17)
. (17)
В формулах (9)-(17) использованы следующие обозначения:
![]() - первоначальная длина внутренней окружности кольца, мм;
- первоначальная длина внутренней окружности кольца, мм;
![]() - первоначальная средняя длина окружности кольца, мм;
- первоначальная средняя длина окружности кольца, мм;
![]() - диаметр шкивов, мм;
- диаметр шкивов, мм;
![]() - усилие, зарегистрированное при разрыве, Н;
- усилие, зарегистрированное при разрыве, Н;
![]() - максимальное зарегистрированное усилие, Н;
- максимальное зарегистрированное усилие, Н;
![]() - усилие, зарегистрированное при пределе текучести, Н;
- усилие, зарегистрированное при пределе текучести, Н;
![]() - расстояние между центрами шкивов при разрыве, мм;
- расстояние между центрами шкивов при разрыве, мм;
![]() - расстояние между центрами шкивов при заданном напряжении, мм;
- расстояние между центрами шкивов при заданном напряжении, мм;
![]() - расстояние между центрами шкивов при пределе текучести, мм;
- расстояние между центрами шкивов при пределе текучести, мм;
- осевая толщина кольца, мм;
![]() - радиальная ширина кольца, мм.
- радиальная ширина кольца, мм.
16 Оформление результатов
Если на одних и тех же образцах определяют больше одного упругопрочностного свойства, результаты испытаний должны быть обработаны таким образом, как будто они получены независимо для каждого свойства, а результат вычисляют, как указано для каждого свойства отдельно.
Во всех случаях для каждого свойства должно быть зарегистрировано медианное значение.
17 Прецизионность
Прецизионность приведена в приложении В.
Примечание - В приложении С приведен анализ упругопрочностных свойств разных типов образцов в форме двухсторонней лопатки на основе данных прецизионности.
18 Протокол испытаний
Протокол испытаний должен содержать:
a) детали отбора пробы и образцов:
1) полное описание пробы и ее происхождения;
2) подробное описание резиновой смеси и условия вулканизации, если известны;
3) метод подготовки образцов (например, шлифование);
4) тип использованного образца для испытания;
5) медианное значение толщины образца;
6) направление вырубания образца в форме двухсторонней лопатки относительно структурной ориентации материала;
b) обозначение настоящего стандарта;
c) детали проведения испытания:
1) температуру испытания и относительную влажность, при необходимости;
2) количество испытанных образцов;
3) любые отклонения от методики настоящего стандарта;
d) результаты проведенных испытаний:
1) результаты каждого испытания;
2) медианные значения определенных свойств, вычисленные в соответствии с разделом 15;
е) дату проведения испытаний.
Приложение А
(справочное)
Подготовка образцов в форме кольца типа В
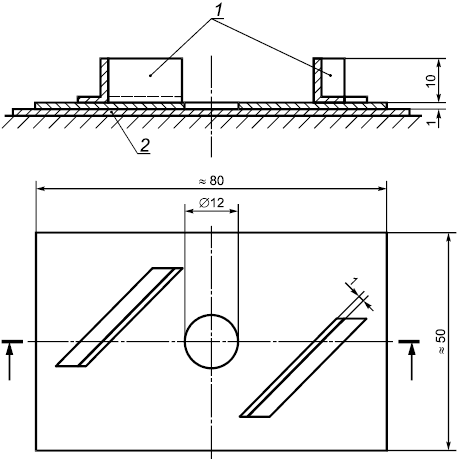
Образцы в форме кольца типа В могут быть вырезаны на ротационной резальной машине, оснащенной специальным держателем для ножей (см. рисунок А.1) и работающей со скоростью 400 об/мин. Рекомендуется смазывать ножи мыльным раствором и проверять остроту кромок, наличие повреждений и т.п. Во время вырезания образец должен быть закреплен с помощью устройства, показанного на рисунке A.2.
|
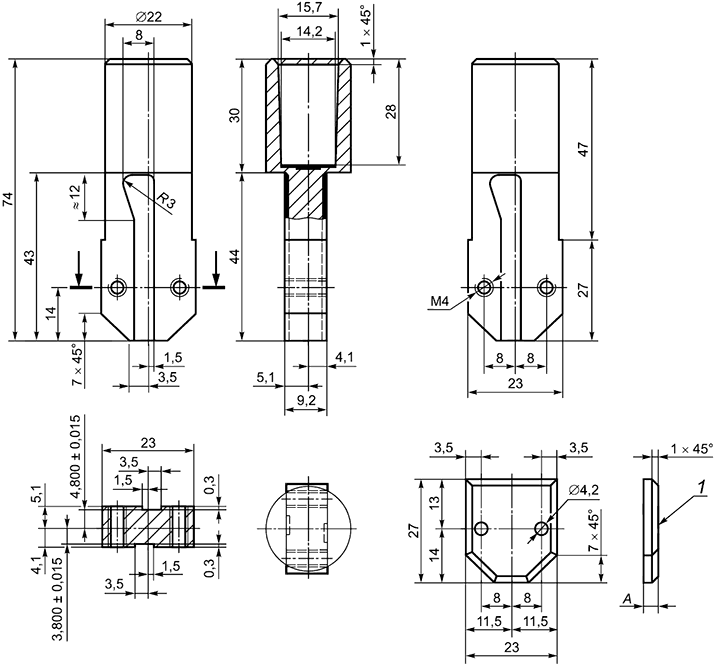
1 - боковой зажим для ножа (размер А не критичен)
Рисунок А.1 - Специальный держатель сменных ножей
|
1 - защита для пальцев лаборанта; 2 - разрезаемая пластина
Рисунок А.2 - Устройство для удержания резиновой пластины
Приложение B
(справочное)
Прецизионность
В.1 Общие требования
Повторяемость и воспроизводимость были вычислены в соответствии с ISO/TR 9272 [3]. Из исходных данных были исключены выбросы при 5%-ном и 2%-ном уровнях значимости на основе процедур, приведенных в ISO/TR 9272 [3].
В.2 Информация о программах испытаний
В.2.1 Были проведены две программы межлабораторных испытаний (ITP).
Первая ITP была проведена в 2001 г.
Для испытаний на растяжение были использованы три резиновые смеси на основе натурального каучука (NR), бутадиен-стирольного каучука (SBR) и этилен-пропилен-диенового каучука (EPDM). Результатом испытания было среднеарифметическое или медианное значение пяти отдельных измерений каждого показателя, как указано ниже.
В программе принимали участие 23 лаборатории из восьми стран.
Вторая ITP была проведена в 2002 г.
Для испытаний на растяжение была использована одна смесь на основе натурального каучука (NR). Рецептура резиновой смеси соответствовала использованной в первой ITP, для каучука NR.
В программе принимали участие 17 лабораторий из шести стран.
В обеих ITP готовые образцы резины были направлены в каждую лабораторию для оценки (таким образом оценивалась прецизионность типа 1).
Третья ITP была проведена в 2004 г.
Для испытаний на растяжение были использованы пять резиновых смесей на основе натурального каучука (NR), бутадиен-нитрильного каучука (NBR) [с двумя разными значениями содержания акрилонитрильного сополимера (ACN)], гидрированного бутадиен-нитрильного каучука (HNBR) и этилен-пропилен-диенового каучука (EPDM) (см. таблицу В.1).
Результатом испытания было среднеарифметическое или медианное значение пяти отдельных измерений каждого показателя, как указано ниже.
В программе принимали участие 25 лабораторий из семи стран.
Готовые образцы резины были направлены в каждую лабораторию для оценки (таким образом оценивалась прецизионность типа 1).
Таблица В.1 - Рецептура резиновых смесей, использованных в третьей ITP
Наименование | Массовая часть | ||||
Смесь A | Смесь B | Смесь C | Смесь D | Смесь E | |
NR | 100 | ||||
NBR (содержание ACN 28%) | 100 | ||||
NBR (содержание ACN 34%) | 100 | ||||
HNBR (содержание ACN 34%) | 100 | ||||
EPDM | 100 | ||||
Технический углерод HAF (N 330) | 35 | ||||
Технический углерод HAF (N 550) | 70 | 50 | 65 | ||
Технический углерод HAF (N 762) | 50 | ||||
Оксид цинка | 5 | 5 | 5 | 5 | |
Стеариновая кислота | 2 | 1 | |||
Антиоксидант (IPPD) | 1 | ||||
Антиоксидант (6PPD) | 0,5 | ||||
Антиоксидант (TMQ) | 1 | 0,5 | 2 | ||
Антиоксидант дифениламин | 1 | ||||
Антиоксидант (ZMMBI) | 1 | ||||
Ускоритель вулканизации (TBBS) | 0,7 | ||||
Ускоритель вулканизации (TMTD) | 2,5 | ||||
Ускоритель вулканизации (CBS) | 1,5 | ||||
Сера | 2,25 | 0,2 | |||
Пероксид (40% масс.) | 3 | 5 | |||
Пероксид (40% масс.) | 8 | ||||
Всего | 146,95 | 178,5 | 160 | 160,5 | 177,2 |
Вулканизация в прессе | |||||
- температура, °C | 140 | 170 | 170 | 170 | 160 |
- время, мин | 40 | 20 | 20 | 20 | 20 |
| |||||
| |||||
В.2.2 Определяли следующие показатели: прочность при разрыве ![]() , относительное удлинение при разрыве
, относительное удлинение при разрыве ![]() , напряжение при 100%-ном удлинении
, напряжение при 100%-ном удлинении ![]() и напряжение при 200%-ном удлинении
и напряжение при 200%-ном удлинении ![]() .
.
В.2.3 Были использованы три типа лопаток: 1, 2 и 1А.
В первой ITP были испытаны образцы типа 1 с испытательной длиной 20 мм и 25 мм. Во второй ITP были испытаны образцы с испытательной длиной 25 мм.
В.3 Результаты определения прецизионности
Результаты определения прецизионности приведены в таблицах В.2-В.10. В таблицах В.2-В.4 приведены результаты определения прецизионности по первой ITP для резиновых смесей на основе NR, SBR и EPDM соответственно. В таблице В.5 приведены результаты прецизионности по второй ITP для резиновой смеси на основе NR. В таблицах В.6-В.10 приведены результаты определения прецизионности по третьей ITP для резиновых смесей А, В, С, D и Е соответственно.
В таблицах использованы следующие обозначения:
r - повторяемость, единицы измерения;
(r) - повторяемость (относительная), %;
R - воспроизводимость, единицы измерения;
(R) - воспроизводимость (относительная), %.
Таблица В.2 - Прецизионность результатов испытаний резиновой смеси на основе NR (первая ITP)
Показатель | Тип образца/ испытательная длина, мм | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | ||
r | (r) | R | (R) | |||
| 1/20 | 34,25 | 1,10 | 3,20 | 3,35 | 9,79 |
1/25 | 34,17 | 1,53 | 4,47 | 2,49 | 7,29 | |
2/20 | 31,93 | 1,25 | 3,93 | 2,85 | 8,94 | |
1А/20 | 34,88 | 0,67 | 1,91 | 2,63 | 7,54 | |
| 1/20 | 671 | 42,1 | 6,28 | 57,2 | 8,52 |
1/25 | 670 | 66,3 | 9,89 | 63,1 | 9,41 | |
2/20 | 651 | 29,9 | 4,60 | 60,5 | 9,29 | |
1А/20 | 687 | 29,9 | 4,35 | 57,8 | 8,41 | |
| 1/20 | 1,83 | 0,18 | 10,00 | 0,36 | 19,50 |
1/25 | 1,86 | 0,12 | 6,73 | 0,32 | 17,24 | |
2/20 | 1,84 | 0,15 | 8,33 | 0,40 | 21,95 | |
1А/20 | 1,89 | 0,07 | 3,90 | 0,28 | 14,81 | |
| 1/20 | 4,49 | 0,45 | 10,08 | 0,85 | 18,97 |
1/25 | 4,42 | 0,52 | 11,82 | 0,77 | 17,36 | |
2/20 | 4,39 | 0,39 | 8,79 | 0,87 | 19,85 | |
1А/20 | 4,58 | 0,38 | 8,25 | 0,70 | 15,26 | |
Таблица В.3 - Прецизионность результатов испытаний резиновой смеси на основе SBR (первая ITP)
Показатель | Тип образца/ испытательная длина, мм | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | ||
r | (r) | R | (R) | |||
| 1/20 | 24,87 | 1,48 | 5,94 | 2,12 | 8,53 |
1/25 | 24,60 | 1,17 | 4,74 | 2,58 | 10,47 | |
2/20 | 24,38 | 1,52 | 6,22 | 2,84 | 11,65 | |
1А/20 | 24,70 | 1,01 | 4,11 | 2,38 | 9,65 | |
| 1/20 | 457 | 29,3 | 6,40 | 39,0 | 8,53 |
1/25 | 458 | 31,4 | 6,85 | 31,6 | 6,90 | |
2/20 | 462 | 32,9 | 7,12 | 48,2 | 10,43 | |
1А/20 | 459 | 13,9 | 3,04 | 41,1 | 8,96 | |
| 1/20 | 2,64 | 0,20 | 7,46 | 0,51 | 19,47 |
1/25 | 2,61 | 0,20 | 7,52 | 0,41 | 15,75 | |
2/20 | 2,66 | 0,24 | 9,11 | 0,57 | 21,30 | |
1А/20 | 2,65 | 0,10 | 3,87 | 0,43 | 16,15 | |
| 1/20 | 7,76 | 0,59 | 7,62 | 1,28 | 16,52 |
1/25 | 7,74 | 0,47 | 6,08 | 0,94 | 12,15 | |
2/20 | 7,68 | 0,56 | 7,31 | 1,48 | 19,25 | |
1А/20 | 7,81 | 0,45 | 5,74 | 1,00 | 12,79 | |
Таблица В.4 - Прецизионность результатов испытаний резиновой смеси на основе EPDM (первая ITP)
Показатель | Тип образца/ испытательная длина, мм | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | ||
r | (r) | R | (R) | |||
| 1/20 | 14,51 | 1,13 | 7,78 | 2,01 | 13,83 |
1/25 | 14,59 | 1,57 | 10,76 | 2,22 | 15,20 | |
2/20 | 14,50 | 1,20 | 8,26 | 2,14 | 14,74 | |
1А/20 | 14,77 | 0,65 | 4,39 | 1,87 | 12,65 | |
| 1/20 | 470 | 22,2 | 4,71 | 32,4 | 6,90 |
1/25 | 474 | 33,8 | 7,13 | 44,5 | 9,38 | |
2/20 | 475 | 21,9 | 4,60 | 42,4 | 8,93 | |
1А/20 | 471 | 20,2 | 4,28 | 39,2 | 8,34 | |
| 1/20 | 2,33 | 0,21 | 8,99 | 0,36 | 15,32 |
1/25 | 2,30 | 0,18 | 7,61 | 0,32 | 13,94 | |
2/20 | 2,39 | 0,17 | 7,21 | 0,32 | 13,52 | |
1А/20 | 2,40 | 0,09 | 3,87 | 0,29 | 12,04 | |
| 1/20 | 5,11 | 0,35 | 6,87 | 0,65 | 12,80 |
1/25 | 5,05 | 0,25 | 4,88 | 0,62 | 12,35 | |
2/20 | 5,08 | 0,27 | 5,24 | 0,71 | 14,04 | |
1А/20 | 5,20 | 0,22 | 4,22 | 0,46 | 8,84 | |
Таблица В.5 - Прецизионность результатов испытаний резиновой смеси на основе NR (вторая ITP)
Показатель | Тип образца/ испытательная длина, мм | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | ||
r | (r) | R | (R) | |||
| 1/25 | 32,26 | 1,86 | 5,76 | 2,21 | 6,84 |
2/20 | 34,75 | 1,53 | 4,41 | 4,04 | 11,63 | |
1А/20 | 33,13 | 1,19 | 3,60 | 2,71 | 8,17 | |
| 1/25 | 640 | 27,26 | 4,26 | 54,44 | 8,50 |
2/20 | 683 | 30,80 | 4,51 | 94,49 | 13,83 | |
1А/20 | 665 | 22,94 | 3,45 | 83,52 | 12,56 | |
| 1/25 | 1,74 | 0,13 | 7,29 | 0,32 | 18,17 |
2/20 | 1,83 | 0,20 | 11,08 | 0,30 | 16,18 | |
1А/20 | 1,78 | 0,13 | 7,06 | 0,22 | 12,19 | |
| 1/25 | 4,27 | 0,32 | 7,42 | 1,10 | 25,81 |
2/20 | 4,31 | 0,44 | 10,31 | 1,03 | 23,91 | |
1А/20 | 4,35 | 0,21 | 4,78 | 0,87 | 20,11 | |
Таблица В.6 - Прецизионность результатов испытаний резиновой смеси A (третья ITP)
Показатель | Тип образца | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | ||
r | (r) | R | (R) | |||
| 1 | 31,3 | 1,31 | 4,19 | 1,71 | 5,45 |
2 | 33,6 | 1,87 | 5,55 | 2,67 | 7,95 | |
3 | 30,4 | 2,58 | 8,44 | 3,04 | 9,95 | |
| 1 | 569 | 26,3 | 4,63 | 34,9 | 6,13 |
2 | 580 | 28,8 | 4,95 | 69,1 | 11,87 | |
3 | 543 | 45,8 | 8,39 | 91,9 | 32,81 | |
| 1 | 2,26 | 0,17 | 7,59 | 0,32 | 14,21 |
2 | 2,35 | 0,24 | 10,14 | 0,46 | 19,54 | |
3 | 2,30 | 0,24 | 10,24 | 0,64 | 27,54 | |
| 1 | 6,07 | 0,54 | 8,89 | 1,14 | 18,73 |
2 | 6,23 | 0,92 | 14,81 | 1,27 | 20,35 | |
3 | 6,07 | 0,89 | 14,70 | 1,88 | 30,96 | |
Таблица В.7 - Прецизионность результатов испытаний резиновой смеси В (третья ITP)
Показатель | Тип образца | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | ||
r | (r) | R | (R) | |||
| 1 | 21,0 | 1,25 | 5,97 | 1,39 | 6,64 |
2 | 21,9 | 1,42 | 6,46 | 2,16 | 9,84 | |
3 | 21,3 | 0,94 | 4,41 | 1,68 | 7,89 | |
| 1 | 196 | 18,50 | 9,49 | 34,17 | 17,53 |
2 | 206 | 19,44 | 9,42 | 35,78 | 17,34 | |
3 | 203 | 29,75 | 14,67 | 43,31 | 15,47 | |
| 1 | 11,0 | 0,69 | 6,26 | 1,77 | 16,17 |
2 | 11,0 | 1,04 | 9,42 | 2,27 | 20,62 | |
3 | 11,1 | 1,08 | 9,75 | 2,23 | 20,03 | |
| 1 | 21,1 | 1,00 | 4,75 | 1,79 | 8,48 |
2 | 21,2 | 0,94 | 4,46 | 1,60 | 7,58 | |
3 | 20,7 | 1,03 | 4,93 | 2,15 | 10,27 | |
Таблица В.8 - Прецизионность результатов испытаний резиновой смеси С (третья ITP)
Показатель | Тип образца | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | ||
r | (r) | R | (R) | |||
| 1 | 25,5 | 1,51 | 5,92 | 1,89 | 7,43 |
2 | 27,2 | 2,06 | 7,56 | 2,57 | 9,45 | |
3 | 27,5 | 1,81 | 6,59 | 2,33 | 8,47 | |
| 1 | 298 | 23,94 | 8,03 | 27,71 | 9,29 |
2 | 303 | 27,71 | 9,15 | 44,00 | 14,53 | |
3 | 316 | 29,35 | 9,30 | 52,35 | 18,70 | |
| 1 | 4,18 | 0,36 | 8,67 | 0,60 | 14,34 |
2 | 4,33 | 0,54 | 12,51 | 1,27 | 29,26 | |
3 | 3,91 | 0,61 | 15,54 | 1,50 | 38,38 | |
| 1 | 14,9 | 1,08 | 7,26 | 1,74 | 11,70 |
2 | 15,5 | 1,78 | 11,49 | 3,43 | 22,16 | |
3 | 14,6 | 2,15 | 14,62 | 4,22 | 28,73 | |
Таблица В.9 - Прецизионность результатов испытаний резиновой смеси D (третья ITP)
Показатель | Тип образца | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | ||
r | (r) | R | (R) | |||
| 1 | 17,1 | 2,12 | 12,40 | 2,87 | 16,81 |
2 | 18,6 | 2,08 | 11,17 | 3,11 | 16,77 | |
3 | 18,0 | 2,63 | 14,63 | 3,31 | 18,45 | |
| 1 | 300 | 23,49 | 7,86 | 53,74 | 17,99 |
2 | 313 | 27,15 | 8,68 | 52,71 | 16,85 | |
3 | 302 | 28,02 | 9,27 | 58,72 | 20,97 | |
| 1 | 3,42 | 0,19 | 5,56 | 0,35 | 10,19 |
2 | 3,51 | 0,24 | 6,75 | 0,69 | 19,63 | |
3 | 3,29 | 0,40 | 12,08 | 0,84 | 25,67 | |
| 1 | 9,51 | 0,69 | 7,18 | 1,28 | 13,43 |
2 | 9,78 | 0,65 | 6,67 | 1,61 | 16,40 | |
3 | 9,55 | 1,10 | 11,50 | 2,38 | 24,91 | |
Таблица В.10 - Прецизионность результатов испытаний резиновой смеси Е (третья ITP)
Показатель | Тип образца | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | ||
r | (r) | R | (R) | |||
| 2 | 22,4 | 1,18 | 5,27 | 1,42 | 6,34 |
| 2 | 375 | 37,42 | 10,01 | 52,21 | 13,97 |
| 2 | 7,54 | 0,70 | 9,23 | 1,39 | 18,28 |
| 2 | 15,56 | 1,06 | 6,79 | 1,90 | 12,19 |
Приложение С
(справочное)
Анализ данных программы межлабораторных испытаний (ITP) образцов в форме двухсторонних лопаток
С.1 Общие требования
В настоящем приложении приведены характеристики разных образцов в форме двухсторонней лопатки, включая тип 1А, которые были испытаны в ITP. Тип 1А - это относительно новый тип образцов, долгое время используемый во многих странах.
Межлабораторные испытания показали, что образцы в форме двухсторонней лопатки типа 1А имеют лучшую повторяемость и меньшее количество разрывов за пределами испытательной длины по сравнению с образцами типов 1 и 2. Анализ методом конечных элементов показал, что распределение деформации в образце типа 1А более равномерное, что объясняет его улучшенные характеристики.
Значения показателей растяжения образца типа 1А сопоставимы с показателями для образцов типа 1, но они не всегда могут быть идентичны.
Лопатка типа 1А имеет размеры, аналогичные размерам лопатки типа 1 и может рассматриваться как альтернативная. Ее не используют взамен традиционно применяемой лопатки типа 1, для которой имеется большой набор данных.
С.2 Три составляющие трехфакторного полностью вложенного эксперимента
По сравнению с прецизионностью, вычисленной в соответствии с ISO/TR 9272 [3], значение R характеризует межлабораторную дисперсию (![]() ), значение r характеризует полную внутрилабораторную дисперсию (
), значение r характеризует полную внутрилабораторную дисперсию (![]() ) для конкретной лаборатории, состоящую из междневной дисперсии (
) для конкретной лаборатории, состоящую из междневной дисперсии (![]() ) и дисперсии из-за погрешности измерения (
) и дисперсии из-за погрешности измерения (![]() ). Чтобы проанализировать
). Чтобы проанализировать ![]() и
и ![]() по отдельности, необходимо провести оценку каждого компонента с использованием трехфакторного полностью вложенного эксперимента, описанного в ISO 5725-3 [1].
по отдельности, необходимо провести оценку каждого компонента с использованием трехфакторного полностью вложенного эксперимента, описанного в ISO 5725-3 [1].
Оценка каждого компонента полной дисперсии измерений была проведена во второй ITP. Результаты приведены в таблицах С.1 и С.2.
Таблица С.1 - Оценка каждого компонента дисперсии с использованием трехфакторного полностью вложенного эксперимента для определения прочности при растяжении во второй ITP
Компонент дисперсии | Тип образца в форме двухсторонней лопатки | ||
1 | 2 | 1А | |
| (0,60) | (1,80) | (0,80) |
| (0,67) | (0,54) | (0,17) |
| (1,60) | (1,08) | (1,04) |
Таблица С.2 - Оценка каждого компонента дисперсии с использованием трехфакторного полностью вложенного эксперимента для определения относительного удлинения во второй ITP
Компонент дисперсии | Тип образца в форме двухсторонней лопатки | ||
1 | 2 | 1А | |
| (20,4) | (43,7) | (24,3) |
| (13,6) | (21,9) | (28,6) |
| (28,1) | (19,3) | (19,3) |
Для образцов в форме двухсторонней лопатки наиболее важной является дисперсия из-за погрешности измерения ![]() . На дисперсии
. На дисперсии ![]() и
и ![]() влияют другие факторы.
влияют другие факторы.
Установлено, что дисперсия ![]() является наименьшей для образца в форме двухсторонней лопатки типа 1А. Это означает, что прецизионность измерения такого образца лучшая.
является наименьшей для образца в форме двухсторонней лопатки типа 1А. Это означает, что прецизионность измерения такого образца лучшая.
С.3 Анализ разрушившихся образцов
С.3.1 Количество образцов, разрушившихся вне испытательной длины
На рисунке С.1 приведено количество образцов, которые разрушились за пределами испытательной длины (вне маркировки). Для каждого типа было испытано 230 образцов в 23 лабораториях. Каждая лаборатория испытывала по пять образцов в два испытательных дня.
|
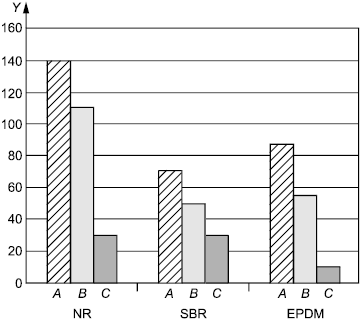
Y - количество образцов, разрушившихся за пределами испытательной длины; А - образцы в форме двухсторонней лопатки типа 1 (испытательной длиной 25 мм); В - образцы в форме двухсторонней лопатки типа 2; С - образцы в форме двухсторонней лопатки типа 1А
Рисунок С.1 - Количество образцов, разрушившихся за пределами испытательной длины (первая ITP - было испытано 230 образцов каждого типа)
Образцов в форме двухсторонней лопатки типа 1 (из резиновой смеси на основе каучука NR) с испытательной длиной 20 мм за пределами испытательной длины разрушилось 159, что составляет 70%. Образцов в форме двухсторонней лопатки типа 1 с испытательной длиной 25 мм за пределами испытательной длины разрушилось приблизительно 60%. Образцов в форме двухсторонней лопатки типа 2 за пределами испытательной длины разрушилось 47%. Образцов в форме двухсторонней лопатки типа 1А за пределами испытательной длины разрушилось 13%.
Для образцов в форме двухсторонней лопатки типа 1А (из резиновой смеси на основе каучуков SBR и EPDM) вероятность разрушения за пределами испытательной длины значительно меньше, чем для образцов других типов.
С.3.2 Соотношение между количеством образцов, разрушившихся за пределами испытательной длины, и напряжением при растяжении
Был проведен анализ зависимости количества образцов в процентах, разрушившихся за пределами испытательной длины, от энергии растяжения (значения прочности при растяжении, умноженного на относительное удлинение при разрыве). Определяли значения ![]() и
и ![]() на образцах смесей на основе каучука NR с разной массовой долей технического углерода. Определяли количества образцов в процентах, разрушившихся за пределами испытательной длины. Результаты этого эксперимента приведены на рисунке С.2.
на образцах смесей на основе каучука NR с разной массовой долей технического углерода. Определяли количества образцов в процентах, разрушившихся за пределами испытательной длины. Результаты этого эксперимента приведены на рисунке С.2.
|
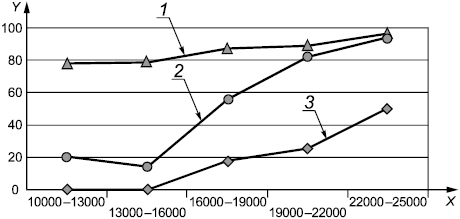
Х - энергия растяжения ![]() , МПа·%; Y - количество образцов в процентах, разрушившихся за пределами испытательной длины
, МПа·%; Y - количество образцов в процентах, разрушившихся за пределами испытательной длины
1 - образцы в форме двухсторонней лопатки типа 1; 2 - образцы в форме двухсторонней лопатки типа 2; 3 - образцы в форме двухсторонней лопатки типа 1А
Рисунок С.2 - Количество образцов в процентах, разрушившихся за пределами испытательной длины, в зависимости от ![]() (энергии растяжения)
(энергии растяжения)
С увеличением значения энергии растяжения увеличилось количество образцов, разрушившихся за пределами испытательной длины. При значениях энергии растяжения менее 20000 МПа большинство образцов типа 1А разрушились в пределах испытательной длины.
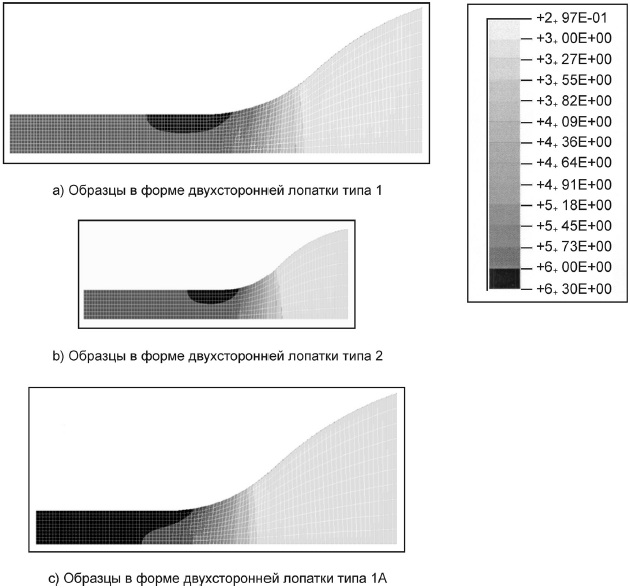
С.4 Анализ методом конечных элементов
На части образцов был проведен анализ методом конечных элементов (FEA). На рисунке С.3 приведен пример распределения деформации, полученного с помощью программного обеспечения "ABAQUS".
________________
"ABAQUS" является примером подходящего продукта, имеющегося в продаже. Эта информация предоставлена для удобства пользователей настоящего стандарта и не является одобрением этого продукта.
Анализ распределения деформации показывает, что зона наибольшей деформации в образцах типов 1 и 2 появляется у кромки. Это наблюдение совпадает с результатами испытаний на растяжение, приведенными в С.3.
Для образцов типа 1А деформация у кромки находится на том же уровне, что и в центральной зоне. Это означает, что у образца типа 1А относительно равномерное распределение деформации.
|
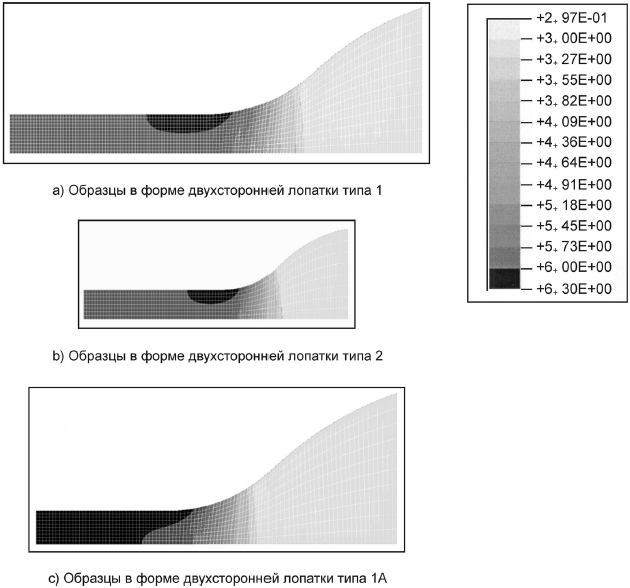
Рисунок С.3 - Пример распределения деформации, полученного с помощью "ABAQUS"
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование cоответствующего межгосударственного стандарта |
ISO 5893 | - | * |
ISO 23529:2016 | IDT | ГОСТ ISO 23529-2013 "Резина. Общие методы приготовления и кондиционирования образцов для определения физических свойств" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
Библиография
[1] | ISO 5725-3 | Accuracy (trueness and precision) of measurement methods and results - Part 3: Intermediate measures of the precision of a standard measurement method [Точность (правильность и прецизионность) методов и результатов измерений. Часть 3. Промежуточные измерения прецизионности стандартного метода измерения] |
[2] | ISO 6072 | Rubber - Compatibility between hydraulic fluids and standard elastomeric materials (Резина. Совместимость гидравлических жидкостей и стандартных эластомерных материалов) |
[3] | ISO/TR 9272 | Rubber and rubber products - Determination of precision for test method standards (Резина и резиновые изделия. Определение прецизионности для стандартов на методы испытаний) |
________________ | ||
[4] | ISO 13226 | Rubber - Standard reference elastomers (SREs) for characterizing the effect of liquids on vulcanized rubbers [Резина. Стандартные контрольные эластомеры (SRE) для определения воздействия жидкостей на резины] |
УДК 678.063:678.017:006.354 | МКС 83.060 | IDT |
Ключевые слова: резина, термоэластопласты, упругопрочностные свойства при растяжении | ||
Электронный текст документа
и сверен по:
, 2020
