ГОСТ ISO 2393-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СМЕСИ РЕЗИНОВЫЕ ДЛЯ ИСПЫТАНИЙ. ПРИГОТОВЛЕНИЕ, СМЕШЕНИЕ И ВУЛКАНИЗАЦИЯ
Оборудование и процедуры
Rubber test mixes. Preparation, mixing and vulcanization. Equipment and procedures
МКС 83.060
Дата введения 2018-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации материалов и технологий" (ФГУП "ВНИИ СМТ"), Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса" на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 сентября 2016 г. N 91-П)
За принятие проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 28 апреля 2017 г. N 341-ст межгосударственный стандарт ГОСТ ISO 2393-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2018 г.
5 Настоящий стандарт идентичен международному стандарту ISO 2393:2014* "Смеси резиновые для испытаний. Приготовление, смешение и вулканизация. Оборудование и процедуры" ("Rubber test mixes - Preparation, mixing and vulcanization - Equipment and procedures", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом SC 3 "Сырье (включая латекс) для резиновой промышленности" технического комитета ISO/TC 45 "Каучук и резиновые изделия" Международной организации по стандартизации (ISO).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает требования к оборудованию и процедуры приготовления, смешения и вулканизации резиновых смесей для испытаний, требования к которым установлены в стандартах на методы оценки таких смесей.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие международные стандарты*:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 37, Rubber, vulcanized or thermoplastic - Determination of tensile stress-strain properties (Резина вулканизованная или термопластик. Определение упругопрочностных свойств при растяжении)
ISO 289-1, Rubber, unvulcanized - Determinations using a shearing-disc viscometer - Part 1: Determination of Mooney viscosity (Резина невулканизованная. Определения с использованием сдвигового вискозиметра. Часть 1. Определение вязкости по Муни)
ISO 23529, Rubber - General procedures for preparing and conditioning test pieces for physical test methods (Резина. Общие процедуры приготовления и кондиционирования образцов для испытаний физических свойств)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 масса смеси по рецептуре (formulation batch mass): Общая масса всех компонентов в граммах в соответствии с рецептурой из расчета на 100 г каучука или маслонаполненного каучукового полимера или в соответствии с тем, как указано в соответствующем методе оценки каучука.
3.2 масса загрузки (batch mass): Масса смеси для испытания, приготовленная за одну процедуру смешения.
3.3 общий свободный объем (total free volume): Объем смесительной камеры с установленными в ней роторами.
3.4 номинальная вместимость смесителя (nominal mixer capacity): Часть общего свободного объема, используемая при смешении.
Примечание - Для смесителей с тангенциальными роторами оптимальным значением является 0,75 общего свободного объема.
3.5 процедура оценки (evaluation procedure): Стандарт, устанавливающий требования к материалам, рецептуре смеси, методике смешения, методике вулканизации и методам испытания для оценки типа каучука или ингредиента резиновой смеси.
4 Ингредиенты
Ингредиенты, используемые в рецептурах стандартных смесей, должны соответствовать требованиям национальных или международных стандартов в соответствии с методами оценки смесей.
5 Подготовка материалов
5.1 Масса загрузки
Если в методе оценки каучука нет других указаний, стандартная масса загрузки для лабораторных вальцов в граммах должна в четыре раза превышать массу смеси по рецептуре.
Примечание - В некоторых странах используют меньшие загрузки, при этом результаты могут не совпадать.
Для закрытого резиносмесителя массу загрузки в граммах получают умножением номинальной вместимости смесителя в кубических сантиметрах на плотность смеси.
5.2 Предельные отклонения при взвешивании
При определении предельных отклонений при взвешивании следует учитывать массу загрузки. Каучук и технический углерод взвешивают с точностью до 1 г, масло - с точностью до 1 г или ±1%, в зависимости от того, что точнее, вулканизующие агенты и ускорители вулканизации - с точностью до 0,02 г, оксид цинка и стеариновую кислоту - с точностью до 0,1 г. Остальные ингредиенты взвешивают с точностью до ±1%.
Если масса загрузки меньше массы смеси по рецептуре, увеличенной в четыре раза, предельные отклонения при взвешивании должны составлять 0,1 от значений, указанных выше. Поэтому каучук и технический углерод следует взвешивать с точностью до 0,1 г; масло - с точностью до 0,1 г или ±1% в зависимости от того, что точнее; серу и ускорители вулканизации - с точностью до 0,002 г; оксид цинка и стеариновую кислоту - с точностью до 0,01 г. Остальные ингредиенты взвешивают с точностью до ±1%.
5.3 Кондиционирование технического углерода
Если нет других указаний, перед взвешиванием технический углерод кондиционируют в термостате при температуре (105±5)°C в течение 2 ч. Для этого технический углерод помещают в открытый сосуд соответствующих размеров, чтобы толщина слоя технического углерода не превышала 10 мм. После кондиционирования технический углерод хранят в закрытом влагонепроницаемом сосуде.
Технический углерод также можно кондиционировать в термостате при температуре (125±3)°C в течение 1 ч. Результаты испытаний, полученные с таким техническим углеродом, могут отличаться от полученных с техническим углеродом, кондиционированным при температуре (105±5)°C.
Температуру кондиционирования следует указывать в протоколе испытания.
6 Оборудование для смешения
6.1 Смесительные вальцы
Используют вальцы, имеющие следующие характеристики:
- диаметр валков | от 150 до 155 мм; | |
- длина рабочей части валков (между направляющими) | от 250 до 280 мм; | |
- скорость переднего (медленного) валка | (24±1) об/мин; | |
- соотношение скоростей валков (фрикция) | предпочтительно 1:1,4; | |
- регулируемый зазор между валками | от 0,2 до 8,0 мм; | |
- предельное отклонение температуры | ±5°C (если нет других указаний). |
Предупреждение - Во избежание несчастных случаев вальцы должны быть оборудованы аварийными устройствами, а оператор должен иметь средства индивидуальной защиты от воздействия опасных химических веществ в соответствии с национальными правилами по безопасности.
Примечание 1 - Если используют вальцы других размеров, для получения сопоставимых результатов может потребоваться корректировка массы загрузки и режима смешения.
Примечание 2 - При соотношении скоростей валков, не равном 1:1,4, для получения сопоставимых результатов может потребоваться модификация режима смешения.
Определяют зазор между валками, используя две свинцовые полоски шириной (10±3) мм, длиной не менее 50 мм и толщиной на 0,25-0,50 мм превышающей измеряемый зазор. Устанавливают полоски по краям валков на расстоянии примерно 25 мм от направляющих и пропускают через вальцы одновременно с пластиной резиновой смеси размерами примерно 7575
6 мм, располагаемой в центральной части зазора. Вязкость по Муни резиновой смеси, определяемая по ISO 289-1, должна быть не менее 50 ML(1+4) при температуре 100°C. Температура поверхности валков должна соответствовать температуре смешения. После пропускания свинцовых полосок между валками измеряют их толщину в трех разных точках микрометром с точностью ±0,01 мм. Допуск на зазор валков должен составлять ±10% или 0,05 мм, в зависимости от того, какая величина больше.
Конструкция валков должна обеспечить циркуляцию нагревающего или охлаждающего агента.
6.2 Закрытый резиносмеситель
Закрытые резиносмесители могут иметь номинальную вместимость от 65 см (микросмесители) до примерно 3000 см
. Программы межлабораторных исследований (ITP) проб двух разных типов синтетического каучука показали, что вместимость смесителя не оказывает значительного влияния на результаты при условии получения хорошей дисперсии всех ингредиентов (см. приложение C).
При межлабораторных исследованиях предпочтительно использовать смеситель одного типа и максимально точно соблюдать условия смешения (номинальную вместимость смесителя, начальную температуру рабочей части смесителя, тип ротора и его скорость, продолжительность смешения).
В программах межлабораторных исследований (ITP) использовали смесители с тангенциальными роторами, включая смеситель Бенбери (Banbury), кулачкового и другого типа.
В лабораториях не использовали смесители с взаимозацепляющимися роторами. Поэтому в настоящий стандарт не включен смеситель типа B. По согласованию заинтересованных сторон можно использовать смесители с взаимозацепляющимися роторами.
В настоящем стандарте приведены требования к закрытым резиносмесителям номинальной вместимостью примерно от 65 до 2000 см.
Предупреждение - Для предотвращения несчастных случаев закрытые смесители следует оснащать подходящей системой вытяжки и предохранительными устройствами, соответствующими национальным правилам безопасности. Операторы должны иметь средства индивидуальной защиты от воздействия опасных химических веществ в соответствии с национальными правилами безопасности.
Примечание - В закрытом микросмесителе получают небольшую массу резиновой смеси только для определения вулканизационных характеристик с помощью реометра и определения упругопрочностных свойств.
Закрытые смесители должны быть оснащены системой измерения и индикации и/или регистрации температуры смеси в процессе смешения в пределах 1°С.
Примечание - Фактическая температура смеси обычно превышает показания температуры на величину, зависящую от условий смешения и размещения измерительного зонда.
Закрытые лабораторные смесители должны быть оснащены таймером для регистрации времени смешения с точностью до ±5 с.
Закрытые лабораторные смесители должны быть оснащены системой индикации или регистрации потребляемой электроэнергии или крутящего момента.
Закрытые смесители должны быть оснащены системой эффективного нагревания или охлаждения, чтобы контролировать температуру поверхности роторов и стенок смесительной камеры.
Закрытые смесители во время цикла смешения должны быть закрыты затвором, чтобы удерживать смесь в камере для смешения.
Если зазоры роторов превышают первоначальные значения приблизительно на 50%, следует провести тщательную проверку, так как это может отрицательно повлиять на качество смешения. Такое увеличение зазора ротора приравнивают к увеличению номинальной вместимости резиносмесителя приблизительно на 10%.
Для завершающего смешения следует применять вальцы по 6.1.
У закрытых микросмесителей с роторами разных типов отличается номинальная вместимость смесителя (см. таблицу 1).
Таблица 1 - Типы роторов для закрытого микросмесителя
Параметр смесителя | Тип ротора | |
кулачковый | Бенбери | |
Общий свободный объем, см | 85±1 | 75±1 |
Номинальная вместимость, см | 64 | 56 |
Фрикция | 1,5:1 | 1,5:1 |
7 Процедуры смешения
7.1 Общие положения
Предпочтительно использовать закрытые смесители, а не лабораторные вальцы.
7.2 Смешение на вальцах
Если нет других указаний в соответствующем методе оценки, смешение ингредиентов проводят на переднем валке.
При смешении измеряют температуру поверхности средней части валков, используя прибор с непрерывной регистрацией температуры или ручной прибор с точностью ±1°C или выше, чтобы обеспечить поддержание требуемой температуры. Допускается кратковременно снимать смесь с вальцов на время, необходимое для измерения температуры переднего валка.
Резиновую смесь подрезают на 3/4 длины валка, удерживая нож до полного исчезновения запаса смеси между валками.
Вводят ингредиенты в смесь вдоль всей длины валка. Смесь не подрезают, если в запасе смеси или на ее поверхности видны порошкообразные ингредиенты. Просыпавшиеся ингредиенты тщательно собирают и возвращают в смесь.
Если требуется провести подрезы на 3/4 длины с обеих сторон, их проводят последовательно на 3/4 валка с каждой стороны с интервалом 20 с, если в соответствующем методе оценки каучука нет других указаний.
Пропускают свернутую в рулон смесь через вальцы концом вперед шесть раз, если в соответствующем методе оценки нет других указаний.
Масса готовой смеси не должна отличаться от заданной массы всех входящих ингредиентов более чем на плюс 0,5% или минус 1,5%.
Некоторые каучуки и ингредиенты резиновой смеси содержат незначительное количество летучих веществ, которые могут быть потеряны при температуре смешения, в результате чего указанный выше предел массы может не соблюдаться. В таких случаях расхождение по массе следует указывать в протоколе испытания.
Охлаждают готовую смесь до температуры окружающей среды на плоской чистой сухой металлической поверхности. Готовую смесь также можно охладить водой, но полученные при этом результаты могут отличаться.
Упаковывают охлажденную смесь в алюминиевую фольгу или другой упаковочный материал, чтобы избежать загрязнения другими веществами.
Для каждой резиновой смеси следует оформить протокол, содержащий:
a) соотношение скоростей валков (фрикцию) и скорости валков;
b) расстояние между направляющими;
c) максимальную и минимальную температуру валков при смешении;
d) температуру кондиционирования технического углерода;
e) способ охлаждения готовой смеси;
f) потерю массы, выходящую за пределы, указанные в седьмом абзаце настоящего подраздела, с указанием причины для приемки;
g) обозначение стандарта на метод оценки каучука, в котором будет использована приготовленная смесь.
7.3 Смешение в закрытом лабораторном резиносмесителе
7.3.1 Общие положения
Методика смешения должна обеспечивать хорошую дисперсию всех ингредиентов. Допускается для улучшения дисперсии корректировка методики смешения, приведенной в стандарте на метод оценки каучука.
Примечание - Результаты ITP, приведенные в приложении A, показали, что одностадийный и двухстадийный методы смешения дают равноценные результаты для каучуков ESBR, SR и NR.
Параметры работы резиносмесителя должны быть постоянными для приготовления каждой серии идентичных смесей. В начале каждой серии смесей нужно приготовить в резиносмесителе маточную (подготовительную) смесь, используя ту же рецептуру и режим, как и для серии смесей. Маточная смесь действует так же, как загрузка для очистки машины. Закрытый смеситель охлаждают до заданной температуры между завершением смешения одной смеси и началом загрузки следующей смеси. Регулировка температуры не должна меняться в течение приготовления серии смесей.
Смешиваемые материалы следует измельчить для легкой и быстрой загрузки в резиносмеситель.
7.3.2 Двухстадийное смешение
Полученные смеси обрабатывают на вальцах по методике, приведенной в стандарте на метод оценки каучука, и охлаждают до температуры окружающей среды на плоской, чистой, сухой металлической поверхности.
Масса готовой смеси не должна отличаться от общей заданной массы ингредиентов более чем на плюс 0,5% или минус 1,5%.
Некоторые каучуки и ингредиенты резиновой смеси содержат незначительное количество летучих веществ, которые могут быть потеряны при температуре смешения, в результате чего указанный выше предел массы может не соблюдаться. В таких случаях расхождение по массе следует указать в протоколе испытания. Это также применимо к пятому абзацу настоящего пункта и первому абзацу 7.3.3.
Перед проведением последней стадии смешения выдерживают смесь не менее 30 мин или до достижения стандартной температуры. Промежуток времени между стадиями смешения не должен превышать 24 ч.
Если последней стадией приготовления смеси является смешение в закрытом резиносмесителе, смесь, полученную на первой стадии, нарезают на полоски для более легкой загрузки и добавляют оставшиеся ингредиенты в соответствии со стандартом на метод оценки каучука.
Если последней стадией приготовления смеси является смешение на вальцах, добавляют ингредиенты в соответствии со стандартом на метод оценки каучука.
Если нет других указаний, массу вводимых ингредиентов следует сократить в четыре раза по сравнению с массой загрузки по рецептуре.
Если на последней стадии используют закрытый смеситель, выгруженную смесь обрабатывают как указано в первом абзаце настоящего пункта.
Окончательная масса приготовленной смеси не должна отличаться от общей массы ингредиентов более чем на плюс 0,5% или минус 1,5%.
Если в методе оценки каучука нет других указаний, после отбора образцов для определения вулканизационных характеристик смесей на вулкаметре и для определения вязкости (при необходимости) пропускают оставшуюся резиновую смесь четыре раза на вальцах при температуре поверхности валков (50±5)°C. После каждого пропускания складывают смесь вдвое по длине и снова пропускают в том же направлении для получения каландрового эффекта. Зазор между валками вальцов должен быть таким, чтобы толщина вулканизованной резиновой пластинки после усадки, из которой вырубают образцы в форме двойной лопатки, была 2,1-2,5 мм. Если необходимо приготовить вулканизованные диски для образцов в форме кольца, зазор между валками вальцов должен быть таким, чтобы получить пластинки резиновой смеси толщиной 4,1-4,5 мм.
Для каждой приготовленной резиновой смеси оформляют протокол, содержащий:
a) начальную температуру смесителя;
b) продолжительность смешения;
c) скорость ротора;
d) давление затвора;
e) температуру смеси при выгрузке;
f) процедуру смешения - порядок введения ингредиентов в смесь, продолжительность и т.д.;
g) тип использованного резиносмесителя - вместимость, тип ротора и т.д.;
h) допускаемое уменьшение массы за пределы, указанные во втором и девятом абзацах настоящего пункта с обоснованием для приемки;
i) температуру кондиционирования технического углерода;
j) обозначение стандарта на метод оценки каучука, в котором предполагается использование приготовленной смеси.
Для смесей, которые на первой и второй стадиях смешивают в закрытом резиносмесителе, оформляют протокол на каждую стадию смешения.
Если завершающую стадию смешения проводят на вальцах, следует использовать методику смешения по 7.2, отдельный протокол должен быть подготовлен в соответствии с одиннадцатым абзацем 7.2 без указания температуры кондиционирования технического углерода.
7.3.3 Одностадийное смешение
Полученные смеси обрабатывают в соответствии с первым абзацем 7.3.2. Масса готовой смеси не должна отличаться от общей массы ингредиентов больше чем на плюс 0,5% или минус 1,5%.
Если нет других указаний в методе оценки каучука, выполняют процедуры по десятому абзацу 7.3.2.
Для каждой приготовленной резиновой смеси оформляют протокол, содержащий:
a) начальную температуру;
b) продолжительность смешения;
c) скорость ротора;
d) давление затвора;
e) температуру смеси при выгрузке;
f) процедуру смешения - порядок введения ингредиентов в смесь, продолжительность и т.д.;
g) тип использованного резиносмесителя - вместимость, тип ротора и т.д.;
h) допускаемое уменьшение массы за пределы, указанные в первом абзаце настоящего пункта, с обоснованием для приемки;
i) температуру кондиционирования технического углерода;
j) обозначение стандарта на метод оценки каучука, в котором предполагается использование приготовленной смеси.
8 Приготовление стандартных вулканизованных пластин для получения образцов в форме двусторонней лопатки
8.1 Кондиционирование резиновых смесей и приготовление заготовок
Смеси следует кондиционировать от 2 до 24 ч при одной из стандартных температур по ISO 23529, предпочтительно в закрытой емкости для предотвращения абсорбции влаги из воздуха или в помещении с контролируемой относительной влажностью 50%.
Полученный лист помещают на чистую, сухую металлическую поверхность, вырезают заготовки образцов в соответствии с размерами гнезда пресс-формы. На каждом образце должно быть отмечено направление вальцевания. Масса заготовок при вулканизации в пресс-форме по 8.2.2 должна соответствовать значениям, приведенным в таблице 2, с предельным отклонением от +3 до 0 г.
По возможности следует исключать повторное вальцевание смеси. При необходимости повторного вальцевания следует использовать процедуру по десятому абзацу 7.3.2.
Таблица 2 - Масса заготовок резиновой смеси
Плотность, мг/м | Масса, г |
0,94 | 47 |
0,96 | 48 |
0,98 | 49 |
1,00 | 50 |
1,02 | 51 |
1,04 | 52 |
1,06 | 53 |
1,08 | 54 |
1,10 | 55 |
1,12 | 56 |
1,14 | 57 |
1,16 | 58 |
1,18 | 59 |
1,20 | 60 |
1,22 | 61 |
1,24 | 62 |
1,26 | 63 |
1,28 | 64 |
1,30 | 65 |
8.2 Оборудование для вулканизации
8.2.1 Вулканизационный пресс
При вулканизации смеси пресс должен создавать давление не менее 3,5 МПа на площадь прессования и иметь обогреваемые плиты соответствующего размера, при этом вулканизуемая смесь должна размещаться на расстоянии не более 30 мм от края плиты. Плиты должны быть изготовлены предпочтительно из катаной стали и иметь электрический, жидкостный или паровой обогрев.
При использовании пара каждая плита должна быть оборудована индивидуально. На выходе паровой линии должен быть конденсатоотводчик или небольшое отверстие для обеспечения непрерывного потока пара через плиты. Если используют плиты камерного типа, для обеспечения хорошего отвода пара выходное отверстие должно быть расположено немного ниже паровой камеры.
Для снижения теплоотдачи от горячих плит к подвижной части пресса между ними располагают стальную решетку или используют другой способ. Плиты должны быть защищены от сквозняков.
Поверхности плит должны быть плоскопараллельными с предельным отклонением 0,25 мм/м, что определяют в условиях, когда плиты находятся при температуре 150°C под полным давлением, а между ними расположена сетка из мягкого припоя или свинца.
Плиты любого типа должны обеспечивать равномерный обогрев всей пресс-формы. Максимальное отклонение от температуры в центре плиты не должно превышать ±0,5°C. Разность температур между соответствующими точками на двух плитах не должна превышать 1°C, а среднеарифметическое значение разности температур плит не должно превышать 0,5°C.
8.2.2 Пресс-форма
Пресс-форма должна иметь гнезда размерами, достаточными для вырубания в соответствии с ISO 37 образцов в форме двусторонней лопатки. Пригодная пресс-форма приведена на рисунке 1, но предпочтительной является пресс-форма с прямоугольными гнездами, имеющими размеры приблизительно 150145
2 мм. Такая пресс-форма позволяет размещать вальцованную пластинку в соответствии с направлением вальцевания.
Глубина гнезда на расстоянии 6 мм от краев должна быть от 1,9 до 2,0 мм. Углы гнезд могут быть скруглены до радиуса не более 6 мм. Прессующие поверхности должны быть чистыми и хорошо отполированными. Предпочтительны пресс-формы из закаленной стали, допускаются также пресс-формы из хромированной мягкой стали и нержавеющей стали. Крышка пресс-формы должна представлять собой плоскую плиту толщиной не менее 10 мм. Желательно, чтобы крышка крепилась к форме на шарнирах для уменьшения возможности повреждения прессующих поверхностей формы.
Вместо съемной пресс-формы с крышкой, гнезда могут быть расположены непосредственно в плите пресса.
Обычно на прессующие поверхности не наносят смазку. При необходимости используют смазку, не оказывающую влияния на вулканизованную пластинку. Избыток смазки следует удалять путем вулканизации в форме не менее одной загрузки пластинок, которые затем утилизируют. Пригодна смазка силиконового типа или раствора мягкого мыла, при этом силиконовую смазку не следует использовать при формовании смесей на основе силиконовых каучуков.
|
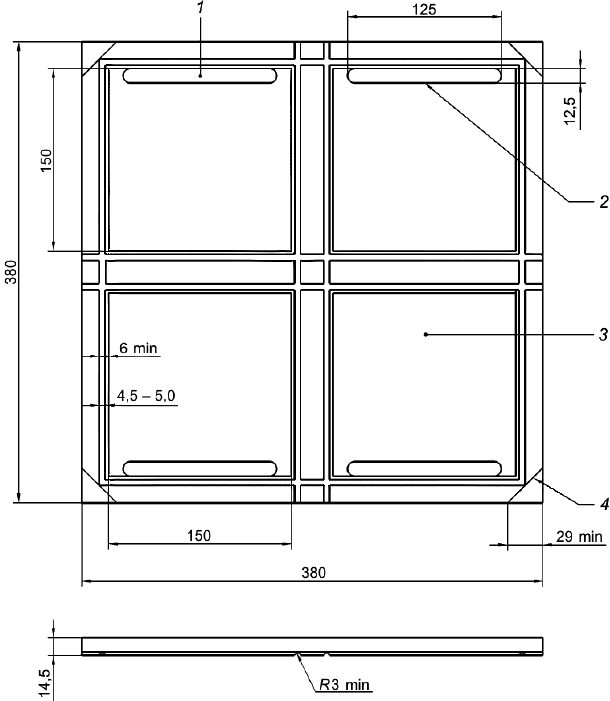
1 - углубление для выпрессовки; 2 - выпрессовка на глубину на 0,5 мм ниже плоскости основания гнезда; 3 - полости глубиной от 1,9 до 2 мм; 4 - углы срезают на глубину примерно 3 мм для сдвигания рычагом
Рисунок 1 - Четырехгнездная пресс-форма
8.3 Вулканизация
Нагревают пресс-форму в сомкнутом прессе до температуры вулканизации с предельным отклонением ±0,5°С и выдерживают при этой температуре не менее 20 мин до помещения в нее невулканизованных заготовок. Температуру пресс-формы контролируют термопарой или другим измеряющим температуру устройством, вмонтированным в один из каналов для выпрессовки, обеспечивая при этом непосредственный контакт с пресс-формой.
Открывают пресс, помещают в пресс-форму невулканизованные заготовки и сразу смыкают плиты пресса. При извлечении пресс-формы из пресса для загрузки заготовок следует исключить ее охлаждение при соприкосновении с воздухом и с холодными металлическими поверхностями.
Временем вулканизации считают время от момента создания полного давления до снятия давления. Минимальное давление на площадь гнезда при вулканизации должно быть 3,5 МПа.
Открывают пресс и сразу удаляют вулканизованные пластинки из пресс-формы, затем выдерживают 10-15 мин в воде (при температуре не выше температуры окружающей среды) или на металлической поверхности (для образцов, применяемых для определения диэлектрических свойств). Затем вытирают охлажденные пластинки насухо и сохраняют для испытания. Во время процедур следует исключить растяжение или другую деформацию пластин.
Пресс-формы можно также извлечь из пресса и охладить водой перед удалением вулканизованных пластин.
Примечание - Такая альтернативная процедура может привести к несопоставимым результатам.
Вулканизаты хранят при одной из стандартных температур по ISO 23529. Во избежание загрязнения во время хранения вулканизаты упаковывают в алюминиевую фольгу или другой материал.
Для всех испытаний время между вулканизацией и испытанием должно быть не менее 16 ч.
Время между вулканизацией и испытанием не должно превышать 96 ч, а для получения сопоставимых результатов испытания следует проводить по возможности через одинаковые промежутки времени.
По согласованию между потребителем и изготовителем можно устанавливать более длительные периоды между вулканизацией и испытанием.
Для каждой приготовленной резиновой смеси оформляют протокол, содержащий:
a) температуру вулканизации;
b) время вулканизации;
c) давление в гнезде пресс-формы в процессе формования;
d) тип смазки для облегчения размыкания пресс-формы (при использовании);
e) обозначение стандарта на метод оценки каучука, в котором предполагается использование приготовленной смеси.
9 Приготовление стандартных вулканизованных дисков для получения образцов в форме колец
9.1 Кондиционирование резиновых смесей и приготовление заготовок
Резиновые смеси кондиционируют по 8.1.1.
Пластину резиновой смеси помещают на плоскую, чистую, сухую, металлическую поверхность. Круглые заготовки диаметром 63-64 мм вырубают из пластины таким образом, чтобы они легко вошли в цилиндрические гнезда пресс-формы (см. рисунок 2). По возможности следует избегать повторного вальцевания. Если необходимо повторное вальцевание, следует использовать процедуру по 7.3.2.
9.2 Оборудование для вулканизации
9.2.1 Вулканизационный пресс
Вулканизационный пресс - по 8.2.1.
9.2.2 Пресс-форма
Для приготовления образцов в форме кольца по ISO 37 пресс-форма должна иметь гнезда размерами, соответствующими указанным на рисунке 2, для получения дисков диаметром 65 мм и толщиной 4 мм. Пресс-форма должна быть оснащена крышкой и гнездовой секцией, соединенными на шарнирах. Шарниры должны иметь овальные отверстия для обеспечения плоскопараллельности прессующих поверхностей и предотвращения деформации крышки при смыкании пресса, если в гнезда пресс-формы помещают заготовки большой толщины.
В гнездовой секции должно быть размещено несколько групп цилиндрических гнезд для прессования трех соединенных дисков. К каждой группе гнезд должна примыкать выемка шириной 10 мм, которую можно использовать для идентификации отдельных смесей. Глубина выемки должна быть меньше глубины гнезд. Для идентификации смесей в выемку помещают профилированные алюминиевые полоски, которые при прессовании оставляют соответствующий отпечаток на образце резины, примыкающем к группе из трех дисков.
Число гнезд зависит от размера плит пресса. Для изготовления пресс-форм, приведенных на рисунке 2, пригодны твердые алюминиевые сплавы. Тонкостенные пресс-формы (например крышка толщиной 4 мм, а гнездовая секция - 8 мм) могут быть из стали; шарниры, необходимые для таких пресс-форм, изготовить труднее.
Глубина гнезд должна быть постоянной с предельным отклонением не более 0,05 мм. Углы гнезд могут быть скруглены до радиуса не более 0,5 мм. Прессующая поверхность должна быть чистой и хорошо отполированной.
9.3 Процедура вулканизации
Процедура вулканизации - по 8.3.
10 Прецизионность
Прецизионность приведена в приложениях A, B и C.
|
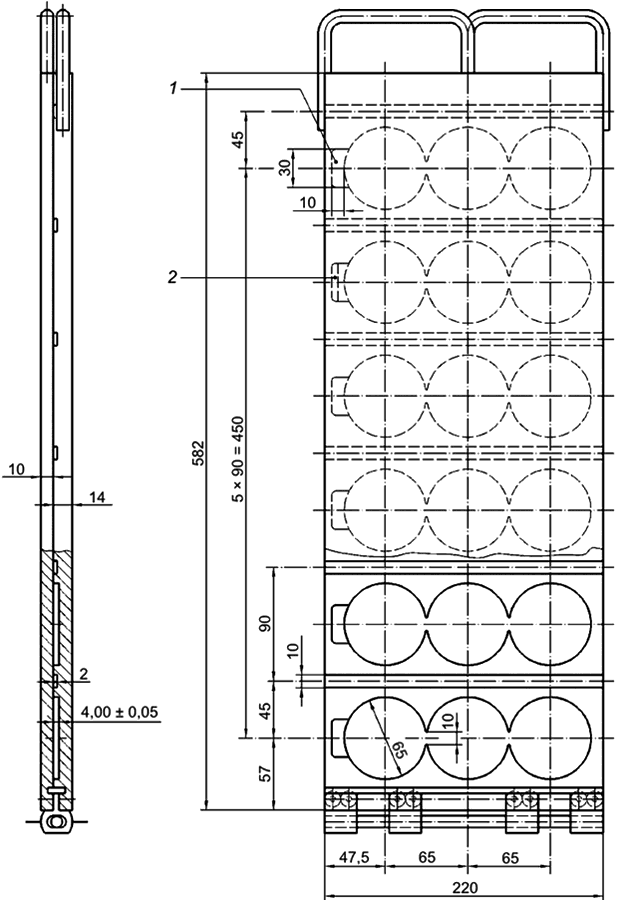
1 - глубина 3,8 мм; 2 - выемка для идентификационной бирки
Примечание - Выемки для идентификационных бирок необязательны.
Рисунок 2 - Пресс-форма для вулканизации дисков для получения образцов в форме колец
Приложение A
(справочное)
Прецизионность при смешении на вальцах и в закрытом резиносмесителе
A.1 Исходные данные
A.1.1 Общие положения
Прецизионность была установлена по результатам трех программ межлабораторных исследований (ITP), проведенных для определения прецизионности при смешении резиновых смесей на вальцах и закрытых резиносмесителях разных размеров. Программы ITP проводились в 2003 г. с использованием каучука SBR 1500 (Europrene 1500 EST8), в 2004 г. - с использованием каучука BR (Neocis BR40, полученного с использованием катализатора Nd, с высоким содержанием цис-1,4-полибутадиена (97%) и в 2005 г. - с использованием каучука NR (STR 20 CV 60).
________________
Europrene 1500 и Europrene Neocis BR40 доступны в Polimeri Europa S.p.A, Равенна, Италия. Эта информация приведена для удобства пользователей настоящего стандарта и не является одобрением ISO продуктов, производимых этой компанией.
Были использованы рецептуры, приведенные в стандартах на методы оценки:
- ISO 2322 - для SBR 1500, серия A;
- ISO 2476 - для BR;
- ISO 1658 - для NR.
Был использован технический углерод IRB7.
Примечание - Применяли закрытые микросмесители.
Показатели прецизионности для трех программ ITP были установлены по ISO/TR 9272:2005, который на момент проведения первых двух программ межлабораторных испытаний находился на стадии голосования. Другие детали и терминология определения прецизионности также установлены в ISO/TR 9272:2005.
Оценивали два метода испытаний для каждого типа смешения: определение упругопрочностных свойств по ISO 37 и испытание на безроторном реометре по ISO 6502. Прецизионность определения упругопрочностных свойств оценивали для напряжения (модуля) при удлинении 100%, 200% и 300%, удлинения при разрыве и прочности при растяжении. Прецизионность испытания на безроторном реометре оценивали для M (максимального крутящего момента), LM
(минимального крутящего момента), t
(времени подвулканизации или времени до увеличения на 1 дН·м), t'
(50) (времени до 50% от полного крутящего момента) и t'
(90) (времени до 90% от полного крутящего момента). Крутящие моменты выражают в дН·м, время - в минутах, вязкость по Муни в таблицах обозначена как ML*(1+4) при 100°C.
________________
* Текст документа соответствует оригиналу. - .
Оценивали прецизионность типа 2. Приготовленную резиновую смесь испытывали дважды в каждый из двух дней с интервалом одна неделя.
За результат испытания для каждого показателя принимали среднеарифметическое значение результатов испытаний двух смесей, приготовленных в день испытания. Прецизионность установлена в терминах результатов испытаний.
A.1.2 Исследования, проведенные в 2003 г.
В программе исследований, проведенных в 2003 г., с использованием закрытых резиносмесителей разных типов и размеров принимали участие 9 лабораторий. В ITP были использованы закрытые резиносмесители следующих вместимостей: 80, 270, 379, 588, 1580 и 1600 см.
Дополнительно анализировали результаты ITP, проведенных в 2003 г., и ITP, проведенных в 2004 г., для определения зависимости результатов испытаний от типа смесителя (вместимости и других параметров) (см. приложение C). Некоторые лаборатории предоставили результаты с использованием резиносмесителей нескольких вместимостей, такие результаты были включены в ITP как результаты отдельных лабораторий. Это позволило создать базу результатов, эквивалентную результатам 12 лабораторий. Каждое сочетание резиносмеситель-лаборатория было обозначено как псевдолаборатория.
A.1.3 Исследования, проведенные в 2004 г.
В программе исследований, проведенных в 2003 г., с использованием закрытого резиносмесителя, принимали участие 10 лабораторий. В лабораториях использовали смесители разного типа и вместимости. В ITP были использованы закрытые резиносмесители следующих вместимостей: 75, 80, 270, 379, 422, 588, 1500, 1580, 1600 и 3322 см. Некоторые лаборатории предоставили результаты с использованием резиносмесителей нескольких вместимостей, такие результаты были включены в ITP как результаты отдельных лабораторий. Это позволило создать базу результатов, эквивалентную результатам 17 лабораторий. Каждое сочетание резиносмеситель-лаборатория было обозначено как псевдолаборатория.
A.1.4 Испытания, проведенные в 2005 г.
В программе исследований, проведенных в 2005 г., с использованием закрытого резиносмесителя, принимали участие 9 лабораторий. В лабораториях использовали смесители разного типа и вместимости. В ITP были использованы закрытые резиносмесители следующих вместимостей: 80, 85, 242, 270, 588, 1200, 1500, 1530, 1600 и 3000 см. Некоторые лаборатории предоставили результаты с использованием резиносмесителей нескольких вместимостей, такие результаты были включены в ITP как от отдельных лабораторий. Это позволило создать базу результатов, эквивалентную результатам 12 лабораторий. Каждое сочетание резиносмеситель-лаборатория было обозначено как псевдолаборатория.
Примечание - Две лаборатории использовали технический углерод FEF вместо IRB7, а одна лаборатория использовала реометр с колеблющимся диском вместо безроторного реометра. Результаты, представленные этими лабораториями, в анализ не включали.
Установленную прецизионность не используют при проведении приемо-сдаточных испытаний любой группы материалов или продукции без документального подтверждения, что результаты прецизионности применимы к испытанным продуктам или материалам.
A.2 Показатели прецизионности
A.2.1 Общие положения
Прецизионность определения вулканизационных характеристик смесей с помощью реометра и упругопроч-ностных свойств смесей на основе трех типов каучуков (смесей, приготовленных на основе SBR, BR и NR, при смешении на вальцах) приведена в таблицах A.1 и A.2. Прецизионность определения вулканизационных характеристик смесей с помощью реометра и упругопрочностных свойств смесей на основе трех типов каучуков (смесей, приготовленных на основе SBR, BR и NR при смешении в закрытом резиносмесителе) приведена в таблицах A.3 и A.4. Прецизионность, приведенная ниже, была установлена по ISO/TR 9272:2005 с использованием процедуры исключения выбросов. Показатели прецизионности представлены в виде показателей абсолютной прецизионности r и R и показателей относительной прецизионности (r) и (R) (см. A.4).
Результат испытания в соответствии с A.1.1 следует учитывать при анализе результатов и/или при выполнении проверочных измерений внутри одной лаборатории.
A.2.2 Повторяемость
Повторяемость для каждого метода испытания приведена в таблицах A.1, A.2, A.3 и A.4. Результаты двух отдельных испытаний, полученные в одной и той же лаборатории при правильном применении настоящего стандарта, отличающиеся более чем на приведенные в таблицах значения для r в единицах измерения или (r) в процентах следует считать недостоверными, т.е. полученными из разных совокупностей. В этом случае требуется проведение соответствующей проверки.
A.2.3 Воспроизводимость
Воспроизводимость для каждого метода испытания приведена в таблицах A.1, A.2, A.3 и A.4. Результаты двух отдельных испытаний, полученные в разных лабораториях при правильном применении настоящего стандарта, отличающиеся более чем на приведенные в таблицах значения для R в единицах измерений или (R) в процентах следует считать недостоверными, т.е. полученными из разных совокупностей. В этом случае требуется проведение соответствующей проверки.
Таблица A.1 - Прецизионность (тип 2) определения упругопрочностных характеристик вулканизатов на основе каучуков SBR, BR и NR (смешение на вальцах)
Измеряемый параметр | Каучук | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | Число лабора- | ||||
s | r | (r) | s | R | (R) | ||||
Напряжение при удлинении 100% S | SBR | 3,0 | 0,68 | 0,19 | 6,35 | 0,178 | 0,5 | 16,5 | 4 |
BR | 2,2 | 0,094 | 0,26 | 12,2 | 0,10 | 0,28 | 13,0 | 6 | |
NR | 2,7 | 0,029 | 0,08 | 3,0 | 0,092 | 0,26 | 9,7 | 5 | |
Напряжение при удлинении 200% S | SBR | 9,0 | 0,22 | 0,63 | 6,94 | 0,64 | 1,79 | 19,8 | 4 |
BR | 5,4 | 0,13 | 0,37 | 6,9 | 0,42 | 1,19 | 21,9 | 6 | |
NR | 7,1 | 0,12 | 0,33 | 4,6 | 0,4 | 1,13 | 15,8 | 5 | |
Напряжение при удлинении 300% S | SBR | 16,7 | 0,49 | 1,38 | 8,3 | 1,20 | 3,36 | 20,2 | 6 |
BR | 10,8 | 0,14 | 0,38 | 3,5 | 1,02 | 2,86 | 26,4 | 6 | |
NR | 13,5 | 0,16 | 0,45 | 3,3 | 0,93 | 2,60 | 19,3 | 5 | |
Относительное удлинение при разрыве E | SBR | 492 | 16,7 | 46,7 | 9,5 | 20,8 | 58,3 | 11,9 | 7 |
BR | 417 | 11,4 | 31,9 | 7,7 | 30,2 | 84,5 | 20,3 | 8 | |
NR | 527 | 11,2 | 31,5 | 20,2 | 38,0 | 106 | 20,2 | 6 | |
Прочность при растяжении TS | SBR | 27,5 | 0,60 | 1,68 | 6,1 | 2,62 | 7,35 | 26,7 | 8 |
BR | 17,4 | 0,34 | 0,96 | 5,5 | 2,14 | 5,98 | 34,4 | 7 | |
NR | 28,7 | 0,39 | 1,09 | 3,8 | 3,31 | 9,3 | 32,3 | 6 | |
Общее среднее значение | - | - | - | 7,19 | - | - | 20,56 | - | |
Использованы следующие обозначения: s r - повторяемость, единицы измерения; (r) - повторяемость, % от среднего значения; s R - воспроизводимость, единицы измерения; (R) - воспроизводимость, % от среднего значения. | |||||||||
Таблица A.2 - Прецизионность (тип 2) испытаний на реометре смесей на основе каучуков SBR, BR и NR (смешение на вальцах)
Измеряемый параметр | Каучук | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | Число лабора- | |||||
s | r | (r) | s | R | (R) | |||||
M | SBR | 19,1 | 0,33 | 0,92 | 4,8 | 2,65 | 7,41 | 38,7 | 9 | |
BR | 18,3 | 0,29 | 0,82 | 4,5 | 0,94 | 2,62 | 14,3 | 5 | ||
NR | 14,7 | 0,22 | 0,62 | 42,0 | 1,96 | 5,50 | 37,3 | 4 | ||
M | SBR | 2,64 | 0,06 | 0,16 | 6,1 | 0,16 | 0,44 | 16,8 | 7 | |
BR | 2,83 | 0,13 | 0,35 | 12,4 | 0,23 | 0,64 | 22,5 | 7 | ||
NR | 1,62 | 0,09 | 0,25 | 15,4 | 0,29 | 0,82 | 50,6 | 5 | ||
t | SBR | 2,44 | 0,09 | 0,26 | 10,5 | 0,19 | 0,54 | 22,1 | 8 | |
BR | 2,87 | 0,14 | 0,38 | 13,2 | 0,20 | 0,55 | 19,1 | 6 | ||
NR | 1,58 | 0,04 | 0,12 | 7,6 | 0,39 | 1,09 | 69,1 | 5 | ||
t' | SBR | 7,02 | 0,07 | 0,19 | 2,7 | 0,33 | 0,92 | 13,1 | 7 | |
BR | 6,91 | 0,13 | 0,36 | 5,3 | 0,29 | 0,82 | 11,9 | 5 | ||
NR | 3,17 | 0,12 | 0,34 | 10,6 | 0,27 | 0,75 | 23,5 | 6 | ||
t' | SBR | 13,4 | 0,11 | 0,31 | 2,3 | 0,52 | 1,47 | 10,9 | 6 | |
BR | 11,1 | 0,15 | 0,43 | 3,9 | 0,90 | 2,53 | 22,8 | 5 | ||
NR | 5,4 | 0,12 | 0,34 | 6,3 | 0,19 | 0,53 | 9,9 | 5 | ||
Общее среднее значение | - | - | - | 7,32 | - | - | 25,51 | - | ||
Вязкость смеси по Муни ML (1+4) при 100°C | SBR | - | - | - | - | - | - | - | - | |
BR | 68,4 | 0,73 | 2,04 | 3,0 | 7,87 | 22,0 | 32,2 | 6 | ||
NR | 51,8 | 2,35 | 6,57 | 12,7 | 3,85 | 10,8 | 20,8 | 5 | ||
Использованы следующие обозначения: s r - повторяемость, единицы измерения; (r) - повторяемость, % от среднего значения; s R - воспроизводимость, единицы измерения; (R) - воспроизводимость, % от среднего значения. | ||||||||||
Таблица A.3 - Прецизионность (тип 2) определения упругопрочностных характеристик вулканизатов смесей на основе каучуков SBR, BR и NR (смешение в закрытом резиносмесителе)
Измеряемый параметр | Каучук | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | Число лабора- | ||||
s | r | (r) | s | R | (R) | ||||
Напряжение при удлинении 100% S | SBR | 3,06 | 0,08 | 0,22 | 7,2 | 0,14 | 0,40 | 13,1 | 7 |
BR | 2,33 | 0,09 | 0,24 | 10,3 | 0,20 | 0,57 | 24,4 | 12 | |
NR | 2,55 | 0,05 | 0,13 | 5,1 | 0,23 | 0,64 | 25,2 | 8 | |
Напряжение при удлинении 200% S | SBR | 9,12 | 0,22 | 0,62 | 6,8 | 0,44 | 1,24 | 13,5 | 7 |
BR | 5,82 | 0,21 | 0,59 | 10,1 | 0,47 | 1,31 | 22,6 | 12 | |
NR | 6,69 | 0,15 | 0,43 | 6,4 | 0,61 | 1,70 | 25,4 | 8 | |
Напряжение при удлинении 300% S | SBR | 16,7 | 0,44 | 1,24 | 7,3 | 0,84 | 2,36 | 13,9 | 10 |
BR | 11,1 | 0,35 | 0,97 | 8,8 | 0,84 | 2,35 | 21,2 | 13 | |
NR | 13,0 | 0,20 | 0,56 | 4,3 | 0,83 | 2,33 | 18,0 | 8 | |
Относительное удлинение при разрыве E | SBR | 456 | 19,3 | 53,9 | 11,8 | 46,9 | 131,5 | 28,8 | 11 |
BR | 415 | 12,0 | 33,7 | 8,1 | 40,6 | 114,0 | 27,4 | 15 | |
NR | 518 | 7,10 | 19,9 | 3,8 | 19,6 | 54,9 | 10,6 | 6 | |
Прочность при растяжении TS | SBR | 27,5 | 1,04 | 2,90 | 10,6 | 1,99 | 5,58 | 20,3 | 11 |
BR | 17,0 | 0,84 | 2,34 | 13,8 | 1,17 | 3,28 | 19,3 | 15 | |
NR | 29,2 | 0,44 | 1,24 | 4,2 | 2,66 | 7,46 | 25,5 | 8 | |
Общее среднее значение | - | - | - | 7,91 | - | - | 20,61 | - | |
Использованы следующие обозначения: s r - повторяемость, единицы измерения; (r) - повторяемость, % от среднего значения; s R - воспроизводимость, единицы измерения; (R) - воспроизводимость, % от среднего значения. | |||||||||
Таблица A.4 - Прецизионность (тип 2) испытаний на реометре смесей на основе каучуков SBR, BR и NR (смешение в закрытом резиносмесителе)
Измеряемый параметр | Каучук | Среднее значение | Внутрилабораторная прецизионность | Межлабораторная прецизионность | Число лабора- | ||||
s | r | (r) | s | R | (R) | ||||
M | SBR | 20,3 | 0,16 | 0,45 | 2,2 | 2,21 | 6,19 | 30,5 | 10 |
BR | 18,6 | 0,20 | 0,55 | 3,0 | 1,05 | 2,94 | 15,9 | 10 | |
NR | 14,9 | 0,15 | 0,41 | 2,8 | 0,81 | 2,26 | 15,2 | 7 | |
M | SBR | 2,73 | 0,07 | 0,18 | 6,7 | 0,24 | 0,67 | 24,6 | 11 |
BR | 2,97 | 0,05 | 0,15 | 5,0 | 0,67 | 1,86 | 62,6 | 13 | |
NR | 1,94 | 0,06 | 0,17 | 8,8 | 0,18 | 0,49 | 25,2 | 8 | |
t | SBR | 1,71 | 0,06 | 0,17 | 10,0 | 0,33 | 0,93 | 54,8 | 10 |
BR | 2,84 | 0,06 | 0,19 | 6,5 | 0,59 | 1,64 | 57,9 | 13 | |
NR | 1,57 | 0,04 | 0,12 | 7,4 | 0,33 | 0,91 | 58,2 | 9 | |
t' | SBR | 6,16 | 0,15 | 0,42 | 6,8 | 0,35 | 0,99 | 16,0 | 9 |
BR | 6,63 | 0,09 | 0,24 | 3,7 | 0,66 | 1,85 | 27,9 | 12 | |
NR | 3,00 | 0,06 | 0,17 | 5,7 | 0,34 | 0,95 | 31,7 | 7 | |
t' | SBR | 13,5 | 0,23 | 0,64 | 4,7 | 0,84 | 2,35 | 17,5 | 10 |
BR | 10,5 | 0,18 | 0,50 | 4,7 | 1,05 | 2,94 | 28,1 | 14 | |
NR | 5,41 | 0,09 | 0,26 | 4,9 | 0,33 | 0,93 | 17,3 | 6 | |
Общее среднее значение | - | - | - | 5,53 | - | - | 32,23 | - | |
Вязкость смеси по Муни МL (1+4) при 100°C | SBR | - | - | - | - | - | - | - | - |
BR | - | - | - | - | - | - | - | - | |
NR | 55,8 | 1,42 | 3,97 | 7,1 | 2,19 | 6,12 | 11,0 | 8 | |
Использованы следующие обозначения: s r - повторяемость, единицы измерения; (r) - повторяемость, % от среднего значения; s R - воспроизводимость, единицы измерения; (R) - воспроизводимость, % от среднего значения. | |||||||||
A.3 Смешение
В таблицах B.1, B.2 и B.3 приведены условия смешения, используемые в трех программах ITP (начальная температура, скорость ротора, тип ротора и т.д.).
A.4 Сравнение значений относительной прецизионности
Сравнение (r) и (R) являются единственным допустимым типом сравнения из-за различий в абсолютных значениях свойств.
Показатели прецизионности при определении характеристик смесей, полученных смешением на вальцах, следующие. Для упругопрочностных свойств (см. таблицу A.1) значения повторяемости (r) для смесей на основе каждого из трех каучуков для каждой характеристики упругопрочностного свойства незначительно отличаются, за исключением S для каучука BR. При использовании всех определений упругопрочностных свойств смесей на основе каждого из трех каучуков было установлено среднее значение (r), равное 7,2%. Значения воспроизводимости (R) для каждого упругопрочностного свойства смеси на основе каждого каучука практически одинаковые. При использовании всех определений упругопрочностных свойств для смесей на основе каждого из трех каучуков было установлено среднее значение (R), равное 20,6%. Незначительные расхождения для (r) и (R) являются типичными из-за присущей изменчивости результатов испытаний ITP.
Значения повторяемости (r) при определении вулканизационных характеристик смесей с помощью реометра (см. таблицу A.2) для смесей на основе каждого из трех каучуков незначительно отличаются, за исключением M для каучука SBR и t'
(50) для каучука NR. При использовании всех определений вулканизационных характеристик смесей на основе каждого из трех каучуков, было установлено среднее значение (r), равное 7,3%. Значения воспроизводимости (R) при определении вулканизационных характеристик смесей с помощью реометра для смесей на основе каждого из трех каучуков несколько отличаются. При использовании всех определений вулканизационных характеристик для смесей на основе каждого из трех каучуков, было установлено среднее значение (R), равное 25,5%.
Расхождения между общими средними значениями (r) и (R) для определения упругопрочностных свойств по сравнению с определением вулканизационных характеристик находятся в пределах ожидаемой изменчивости результатов данных испытаний.
Показатели прецизионности при определении характеристик смесей, полученных смешением в закрытом резиносмесителе, следующие. Для упругопрочностных свойств (см. таблицу A.3) значения повторяемости (r) для смесей на основе каждого из трех каучуков для каждой характеристики упругопрочностного свойства незначительно отличаются, за исключением предела прочности на растяжение для каучука NR. При использовании всех определений упругопрочностных свойств для смесей на основе каждого из трех каучуков, было установлено среднее значение (r), равное 7,9%. Значения воспроизводимости (R) для каждого упругопрочностного свойства каждого каучука практически одинаковые. При использовании всех определений упругопрочностных свойств для смесей на основе каждого из трех каучуков, было установлено среднее значение (R), равное 20,6%.
Значения повторяемости (r) при определении вулканизационных характеристик смесей на основе каждого из трех каучуков с помощью реометра (см. таблицу A.4) незначительно отличаются. При использовании всех определений вулканизационных характеристик смесей на основе каждого из трех каучуков, было установлено среднее значение (r), равное 5,5%. Значения воспроизводимости (R) при определении вулканизационных характеристик смесей с помощью реометра для каждого каучука незначительно отличаются, кроме значения M для каучука BR. При использовании всех определений вулканизационных характеристик для смесей на основе каждого из трех каучуков, было установлено среднее значение (R), равное 32,2%.
Значения воспроизводимости (R) при использовании двух методов приготовления смесей для определения упругопрочностных свойств идентичны - 20,6%. Значения воспроизводимости (R) определения вулканизационных характеристик при использовании для приготовления смесей закрытого резиносмесителя - 25,5%, вальцов - 32,2%. Более высокое значение (R) при использовании закрытого резиносмесителя обусловлено добавленным компонентом дисперсии, вызываемым различиями между закрытыми резиносмесителями, используемыми в различных лабораториях.
A.5 Смещение
Смещение представляет собой расхождение между средним измеренным результатом испытания и опорным или истинным значением для рассматриваемого измерения. Опорные значения для данного метода отсутствуют, поэтому смещение не установлено.
Приложение B
(справочное)
Параметры закрытого резиносмесителя и режимы смешения, использованные в программах межлабораторных исследований
В таблицах B.1, B.2 и B.3 приведены режимы смешения для каждого закрытого резиносмесителя, использованного в лабораториях-участницах программы ITP для смесей на основе каучуков SBR, BR и NR.
Примечание 1 - Коэффициент загрузки представляет собой объем загрузки, выраженный как доля объема по рецептуре.
Примечание 2 - Используя коэффициент загрузки, получают номинальную вместимость резиносмесителя из общего свободного объема (см. 3.3 и 3.4 настоящего стандарта).
Таблица B.1 - Краткое описание режимов смешения, использованных в ITP для каучука SBR 1500
Наименование | Значение | ||||||
Начальная температура, °C | 50 | 70 | |||||
Скорость ротора, об/мин | 60 | 60 | |||||
Тип ротора | Кулачковый | Бенбери | |||||
Свободный объем, см | 80 | 80 | |||||
Коэффициент загрузки | 0,42 | 0,41 | |||||
Загрузка, % | 72 | 70 | |||||
Цикл, мин | 5 | 7 | |||||
Начальная температура, °C | 60 | 60 | 60 | 60 | 60 | 60 | 60 |
Скорость ротора, об/мин | 60 | 60 | 60 | 60 | 60 | 60 | 60 |
Тип ротора | Бенбери | Бенбери | Бенбери | Бенбери | Бенбери | Бенбери | Бенбери |
Свободный объем, см | 270 | 270 | 379 | 379 | 379 | 588 | 588 |
Коэффициент загрузки | 1 | 1 | 1,6 | 1,6 | 1,6 | 2,48 | 2,48 |
Загрузка, % | 53 | 53 | 60 | 60 | 60 | 60 | 60 |
Цикл, мин | 9 | 9 | 9 | 9 | 9 | 9 | 9 |
Начальная температура, °C | 50 | 40 | 40 | ||||
Скорость ротора, об/мин | 77 | 30 | 30 | ||||
Тип ротора | Бенбери | Бенбери | Бенбери | ||||
Свободный объем, см | 1500 | 1580 | 1600 | ||||
Коэффициент загрузки | 8,43 | 6,1 | 7,85 | ||||
Загрузка, % | 80 | 55 | 70 | ||||
Цикл, мин | 8 | 7 | 7 | ||||
Таблица B.2 - Краткое описание режимов смешения, использованных в ITP для каучука BR
Наименование | Значение | ||||||
Начальная температура, °C | 50 | 40 | 60 | 88 | |||
Скорость ротора, об/мин | 60 | 120/80 | 60 | 60 | |||
Тип ротора | Кулачковый | Бенбери | Четырех- | Бенбери | |||
Свободный объем, см | 75 | 80 | 80 | 75 | |||
Загрузка, % | 76,7 | 70 | 81 | 75 | |||
Цикл, мин | 5 | 6+3 | 9 | 12 | |||
Начальная температура, °C | 60 | 60 | 60 | 60 | 60 | 60 | |
Скорость ротора, об/мин | 60 | 60 | 60 | 60 | 60 | 60 | |
Тип ротора | Бенбери | Бенбери | Бенбери | Бенбери | Шести- | Бенбери | |
Свободный объем, см | 270 | 379 | 379 | 379 | 422 | 588 | |
Загрузка, % | 60 | 60 | 60 | 60 | 60 | 60 | |
Цикл, мин | 9 | 9 | 9 | 9 | 9 | 9 | |
Начальная температура, °C | 60 | 90 | 90 | 50 | 40 | 40 | 50 |
Скорость ротора, об/мин | 60 | 75 | 75 | 77 | 70/40 | 90/40 | 50 |
Тип ротора | Бенбери | Двух- | Двух- | Бенбери | Бенбери | Бенбери | Четырех- |
Свободный объем, см | 1200 | 1500 | 1500 | 1500 | 1580 | 1600 | 3322 |
Загрузка, % | 70 | 80 | 80 | 77 | 55 | 70 | 72 |
Цикл, мин | 6+3 | 6+3 | 6+3 | 6+3 | 6+3 | 6+3 | 6+3 |
Таблица B.3 - Краткое описание режимов смешения, использованных в ITP 2005 г. для каучука NR
Наименование | Значение | |||||
Начальная температура, °C | 70 | 50 | 70 | 70 | ||
Скорость ротора, об/мин | 77 | 60 | 30 | 60 | ||
Тип ротора | Двух- | Кулачковый | Бенбери | Бенбери | ||
Свободный объем, см | 1530 | 85 | 3000 | 588 | ||
Коэффициент загрузки | 75 | 75 | 80 | 60 | ||
Загрузка, % | 1 стадия | 1 стадия | 1 стадия | 1 стадия | ||
Цикл, мин | 70 | 50 | 70 | 70 | ||
Начальная температура, °C | 70 | 70 | 70 | 70 | 70 | 75 |
Скорость ротора, об/мин | 60 | 60 | 77 | 100 | 60+30 | 30 |
Тип ротора | Бенбери | Бенбери | Бенбери | Двух- | Двух- | Четырех- |
Свободный объем, см | 588 | 270 | 1200 | 2145 | 1500 | 80 |
Загрузка, % | 60 | 60 | 70 | 70 | 83 | 94 |
Цикл, мин | 1 стадия | 1 стадия | 2 стадии | 1 стадия | 2 стадии | 1 стадия |
Приложение C
(справочное)
Дополнительный анализ данных программ межлабораторных исследований
Результаты трех ITP считают согласованными и надежными. Полученные при этом показатели прецизионности по уровню качества являются средними. Более высокое качество будет соответствовать более низким значениям r и R или лучшей прецизионности. Поскольку база данных ITP была создана для широкого диапазона резиносмесителей и разных рабочих условий в разных лабораториях, дополнительный анализ данных привел к различиям в определении влияния некоторых параметров резиносмесителя на некоторые определяемые свойства.
Анализ программ ITP 2003 и 2004 гг. с помощью метода множественной регрессии (MR) на основе обычных повторных данных показал, что существует зависимость ряда переменных для определенных свойств, в то время как результаты факторного анализа не указывали на явную зависимость от переменных параметров резиносмесителя.
Анализ MR показал, что определенные рабочие переменные резиносмесителя, например начальная температура, объем смесителя, скорость вращения ротора, номинальная вместимость смесителя (загрузка) и продолжительность цикла влияют на некоторые свойства, в основном на параметры измерений на реометре - t, t'
(50) и t'
(90).
Поправка на переменные параметры резиносмесителя, которые считают значимыми при уровне P=0,05 для анализа MR, дает более низкие значения воспроизводимости, т.е. лучшую прецизионность, особенно для временных параметров измерений на реометре вулкаметре с помощью поправочных коэффициентов, приведенных в таблице C.1. Поправочный коэффициент является значением r или R после поправки, деленным на первоначальное значение.
Поправочные коэффициенты для повторяемости близки к 1, а для воспроизводимости, за минимальным исключением, значительно меньше 1.
Таблица C.1 - Поправочные коэффициенты для r и R после анализа множественной регрессии
Измеряемый параметр | Поправочный коэффициент повторяемости | Поправочный коэффициент воспроизводимости | ||
ITP 2003 г. | ITP 2004 г. | ITP 2003 г. | ITP 2004 г. | |
S | - | - | - | - |
S | - | - | - | - |
S | 1,00 | 0,97 | 1,00 | 1,36 |
E | 1,00 | 0,88 | 0,37 | 0,37 |
TS | 1,00 | 1,01 | 0,56 | 0,85 |
M | 1,00 | 0,96 | 0,80 | 1,32 |
M | 1,00 | 1,00 | 0,46 | 0,57 |
t | 1,00 | 0,96 | 0,43 | 0,25 |
t' | 1,00 | 1,04 | 0,97 | 0,46 |
t' | 1,00 | 0,84 | 0,45 | 0,64 |
Наиболее значимыми рабочими параметрами являются вместимость смесителя, скорость вращения ротора, тип ротора и номинальная вместимость смесителя (загрузка).
Дополнительный анализ прецизионности с использованием скорректированных данных можно считать уточнением уже имеющихся достоверных показателей прецизионности.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 37 | IDT | ГОСТ ISO 37-2013 "Резина или термопластик. Определение упругопрочностных свойств при растяжении" |
ISO 289-1 | - | * |
ISO 23529 | IDT | ГОСТ ISO 23529-2013 "Резина. Общие методы приготовления и кондиционирования образцов для определения физических свойств" |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | ISO 2322, Styrene-butadiene rubber (SBR) - Emulsion- and solution-polymerized types - Evaluation procedures (Каучук бутадиен-стирольный (SBR). Эмульсионный и растворный типы полимеризации. Методы оценки) |
[2] | ISO 1658, Natural rubber (NR) - Evaluation procedure |
[3] | ISO 2476, Butadiene rubber (BR) - Solution-polymerized types - Evaluation procedures (Каучук бутадиеновый (BR). Растворный тип полимеризации. Методы оценки) |
[4] | ISO 6502, Rubber - Guide to the use of curemeters (Резина. Руководство по применению реометров) |
[5] | ISO/TR 9272:2005, Rubber and rubber products - Determination of precision for test method standards (Резина и резиновые изделия. Определение прецизионности для стандартов на методы испытания) |
________________
Официальный перевод этого международного стандарта находится в Федеральном информационном фонде стандартов.
УДК 678.033.3:678.02+678.05:006.354 | МКС 83.060 | IDT |
Ключевые слова: резиновые смеси для испытаний, приготовление, смешение и вулканизация, оборудование и процедуры | ||
Электронный текст документа
и сверен по:
, 2017
