ГОСТ 28810-90
(ИСО 1827-76)
Группа Л69
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
РЕЗИНА
Определение модуля сдвига метод сдвига. Четырехэлементного образца
Rubber, vulcanized. Determination of modulus in shear. Quadruple shear method
MКC 83.060
ОКСТУ 2509
Дата введения 1992-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. ПОДГОТОВЛЕН И ВНЕСЕН Всесоюзным научно-исследовательским институтом эластомерных материалов и изделий
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 26.12.90 N 3295
3. Настоящий стандарт подготовлен методом прямого применения международного стандарта ИСО 1827-76 "Резина. Определение модуля сдвига. Метод сдвига четырехэлементного образца" и полностью ему соответствует
4. ПЕРЕИЗДАНИЕ. Ноябрь 2004 г.
1. НАЗНАЧЕНИЕ И ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт устанавливает метод определения модуля сдвига резины, склеенной с четырьмя параллельными жесткими плитами.
Метод применяют для испытания образцов, приготовленных в лаборатории при стандартных условиях, и может быть использован для получения данных при новых разработках и контроле резиновых смесей.
2. СУЩНОСТЬ МЕТОДА
Измеряют силу, необходимую для определения диапазона смещения при сдвиге агрегата стандартных размеров, содержащего четыре симметрично расположенных резиновых параллелепипеда и связанных с четырьмя параллельными плитами; силы параллельны поверхностям крепления, и, как правило, не являются разрушающими, т. е. максимальные значения существенно ниже прочности связи.
3. АППАРАТУРА
3.1. Испытательная машина должна обеспечивать точное измерение деформации и регистрацию прилагаемой при испытании силы и поддерживать установленную постоянную скорость перемещения зажимов (25±5) мм/мин.
Примечание. Динамометры инерционного типа приводят к результатам, которые могут отличаться друг от друга вследствие влияния трения и инерции. Динамометры безынерционного типа (например электронные или оптические преобразователи) не имеют этих недостатков и поэтому предпочтительны.
3.2. Приспособление для удерживания испытуемых образцов в зажимах, снабженное универсальным соединением, позволяющее центрировать направление действия прилагаемой силы.
4. ОБРАЗЕЦ ДЛЯ ИСПЫТАНИЯ
4.1. Форма и размеры
Стандартный образец состоит из четырех одинаковых резиновых параллелепипедов толщиной (4,0±0,1) мм, шириной (20,0±0,1) мм и длиной (25,0±0,1) мм, соединенных своими наибольшими противоположными поверхностями с сопряженными поверхностями четырех жестких плит той же ширины и соответствующей длины, позволяющие получить симметричный двойной "сэндвич", обеспечивающий наличие свободных наружных концов у каждой центральной пластины для того, чтобы обеспечить в дальнейшем присоединение к держателю. Толщина жестких плит должна быть мм. Типичный испытуемый образец приведен на черт.1.
Испытуемый образец
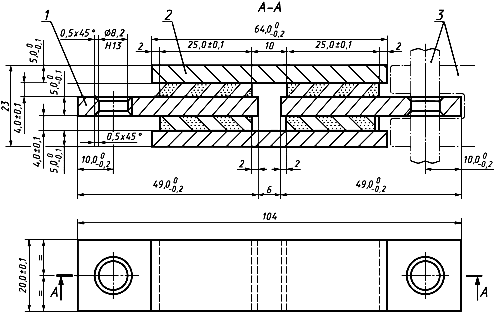
1 - две внутренние плиты; 2 - две наружные плиты; 3 - болт диаметром 8 мм и приспособление для удержания образца в зажимах
Черт.1
4.2. Изготовление образца
4.2.1. Прямоугольные жесткие плиты стандартных размеров подготавливают и обрабатывают обычным методом.
4.2.2. Невулканизованные резиновые заготовки вырубают штампом таких размеров, чтобы ограничить количество заусенцев, получаемых при формовании.
4.2.3. Жесткие плиты и резиновые заготовки помещают для вулканизации в пресс-формы. Прессование осуществляют двумя различными способами:
1) компрессионным формованием, при котором индивидуальные резиновые заготовки заранее располагают в форме между жесткими плитами;
2) плунжерным формованием, при котором одна резиновая заготовка подается через соответствующее сопло в ряд камер.
Оптимальный тип плунжерной пресс-формы, содержащей шесть испытуемых частей (24 камеры), приведен на черт.2.
Плунжерная пресс-форма
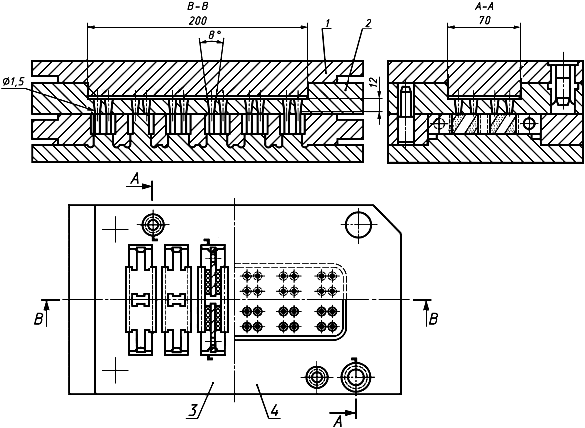
1, 2- плиты; 3 - часть плана (плиты 1 и 2 сняты); 4 - часть плана (плита 1 снята)
Черт.2
4.2.4. Вулканизацию осуществляют нагреванием формы в течение установленного времени при контролируемой температуре под давлением.
4.2.5. По окончании вулканизации испытуемый образец вынимают из пресс-формы очень осторожно, чтобы избежать воздействия чрезмерного напряжения на адгезионные поверхности.
4.3. Количество испытуемых образцов
Испытания проводят на трех испытуемых образцах.
5. ПРОМЕЖУТОК ВРЕМЕНИ МЕЖДУ ВУЛКАНИЗАЦИЕЙ И ИСПЫТАНИЕМ
5.1. Если по техническим причинам не установлены специальные условия, то соблюдают требования пп.5.2, 5.3.
5.2. Минимальное время между вулканизацией и испытанием - 16 ч.
5.3. Максимальное время между вулканизацией и испытанием - четыре недели. Для получения сравнимых результатов испытания следует проводить по возможности, после одного и того же промежутка времени между вулканизацией и испытанием.
6. КОНДИЦИОНИРОВАНИЕ ИСПЫТУЕМЫХ ОБРАЗЦОВ
6.1. Если испытание проводят при стандартной лабораторной температуре, то испытуемые образцы кондиционируют непосредственно перед испытанием не менее 16 ч при этой температуре.
6.2. Если испытания проводят при повышенной или пониженной температуре, то испытуемые образцы выдерживают при температуре испытания в течение времени, достаточного для достижения температурного равновесия со средой испытания, или в течение времени, указанного в технических требованиях на испытуемый материал или изделие, и затем образцы сразу же испытывают.
7. ТЕМПЕРАТУРА ИСПЫТАНИЯ
Испытания обычно проводят при стандартной лабораторной температуре (20±2), (23±2) или (27±2) °С. При использовании другой температуры ее выбирают из следующего ряда температур:
-75, -55, -40, -25, -10, 0, 40, 50, 70, 85, 100, 125, 150, 175, 200, 225 и 250 °С.
В течение испытания или серии испытаний используют одну и ту же температуру для получения сравнимых результатов.
8. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
После кондиционирования образцов, проведенного в соответствии с разд.6, их сразу же устанавливают в испытательную машину, обеспечив свободное выравнивание образцов в направлении приложения силы. Проводят не менее пяти последовательных плавных неразрушающих циклов с приложением и снятием нагрузки, соответствующих всему диапазону деформаций сдвига, который устанавливают предварительно для того, чтобы стабилизировать поведение резины при нагружении и устранить так называемый "эффект Маллинза".
Образец нагружают небольшим усилием около 10 Н и в этом положении устанавливают на нуль устройства для измерения нагрузки и деформации. Сразу же нагружают образец посредством перемещения зажима со скоростью (25±5) мм/мин до достижения максимальной выбранной деформации сдвига.
Записывают усилия, соответствующие заданным деформациям, или записывают деформации при заданных усилиях.
9. ОБРАБОТКА РЕЗУЛЬТАТОВ
9.1. Напряжение сдвига в паскалях* вычисляют как отношение прилагаемой силы к удвоенной площади крепления, которая равна удвоенному значению 2025
10
м
.
________________
* 1 Па =1 Н/м.
9.2. Деформацию сдвига вычисляют делением половины фактической деформации испытуемого образца на толщину, подвергаемую сдвигу (оба показателя выражают в одинаковых единицах).
9.3. Средний кажущийся модуль сдвига, выраженный в паскалях, при любых значениях сдвиговых деформацией рассчитывают как отношение соответствующего напряжения сдвига к деформации сдвига.
10. ПРОТОКОЛ ИСПЫТАНИЯ
Протокол испытания должен содержать следующие данные:
1) результаты для всех трех испытуемых образцов, вычисленные в соответствии с разд.9, для кажущегося модуля сдвига при различных деформациях сдвига;
2) марку резиновой смеси;
3) описание процесса формования (компрессионное, плунжерное и т. д.);
4) продолжительность и температуру вулканизации;
5) температуру испытания;
6) дату вулканизации;
7) дату испытания;
8) разрушение образца, если оно происходит.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 2005
