ГОСТ EN 13128-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Безопасность металлообрабатывающих станков
СТАНКИ ФРЕЗЕРНЫЕ (ВКЛЮЧАЯ РАСТОЧНЫЕ)
Safety of machine tools. Milling machines (including boring machines)
МКС 13.110, 25.080.20
ОКП 38 1000
Дата введения 2018-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Публичным акционерным обществом "Экспериментальный научно-исследовательский институт металлорежущих станков" (ПАО "ЭНИМС") на основе собственного перевода на русский язык немецкоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 сентября 2016 г. N 91-П)
За принятие проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 4 июля 2017 г. N 662-ст межгосударственный стандарт ГОСТ EN 13128-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2018 г.
5 Настоящий стандарт идентичен европейскому региональному стандарту EN 13128:2001* "Безопасность металлообрабатывающих станков. Станки фрезерные (включая расточные)" ("Sicherheit von Werkzeugmaschinen - ![]() (
(![]() )", IDT), включая дополнение A2:2009.
)", IDT), включая дополнение A2:2009.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан Техническим комитетом по стандартизации CEN/TC 143 "Станки. Безопасность".
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВЗАМЕН ГОСТ EN 13128-2006
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Настоящий стандарт разработан как гармонизированный стандарт для обеспечения соответствия Требованиям безопасности Директив по машинам и связанным с ними регламентами EFTA.
Настоящий стандарт является стандартом типа "С" в соответствии с ISO 12100.
Фрезерные станки представляют собой область опасности из-за их многостороннего применения в качестве станков с вращающимся инструментом и закрепленной заготовкой для общей холодной обработки металла снятием стружки.
Защита обслуживающего и прочего персонала от контакта с режущим инструментом при высоком числе оборотов шпинделя или от контакта с быстро движущейся заготовкой является важным.
Если имеются механические устройства для подачи заготовки, то это также может привести к опасной ситуации при погрузке/выгрузке, при рихтовке заготовки или при обработке ее снятием стружки.
Для автоматических фрезерных станков предпочтительной мерой защиты является полное перекрытие рабочей зоны во время обработки посредством защитных ограждений. Если это невыполнимо, например, из-за величины заготовки, ее геометрической формы или особых свойств, обслуживающий персонал можно защитить другими средствами, например, круговым ограждением рабочего места. Для защиты оператора может также пригодиться подвесной пульт управления, позволяющий ему, насколько возможно, перемещаться вокруг станка.
1 Область применения
1.1 Настоящий стандарт устанавливает технические требования безопасности и меры защиты, которые должны соблюдаться при проектировании, изготовлении, поставке и использовании (включая установку, демонтаж, транспортировку, техническое обслуживание, поддержание в порядке) фрезерных станков (см. 3.1), включая станки для расточки (см. 3.5).
Настоящий стандарт распространяется на следующие станки, но ими не ограничивается:
- консольно-фрезерные, в том числе горизонтальные (см. рисунок С.1) и вертикальные (см. рисунок С.2);
- продольно-фрезерные, в т.ч. одностоечные (см. рисунок С.3), двухстоечные (см. рисунок С.4) и с подвижным порталом (см. рисунок С.5);
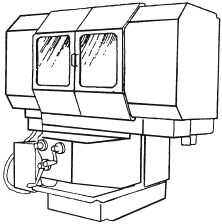
- горизонтальные сверлильно-фрезерные (см. рисунки С.6 и С.7).
1.2 Настоящий стандарт принимает во внимание предписанное применение процессов наладки, обслуживания, очистки, включая обоснованно предсказуемые нарушения, а также предполагает доступ к станку со всех сторон. Настоящий стандарт описывает оборудование, предназначенное для минимизации риска как для обслуживающего, так и для прочего персонала, подвергающегося какой-либо опасности.
1.3 Настоящий стандарт относится также к устройствам подачи заготовки, если они являются встроенной составной частью станка.
1.4 Настоящий стандарт охватывает существенные опасности вблизи фрезерных станков при их использовании по назначению и при условии, что они предусмотрены изготовителем.
1.5 Опасности, которые относятся к другим видам обработки (например, шлифованию, точению, обработке давлением, лазером, электроэрозией), охватываются другими стандартами (см. [3]-[23]).
1.6 Настоящий стандарт не относится к фрезерным станкам с автоматической сменой инструмента (см. [1]).
1.7 Настоящий стандарт распространяется на фрезерные (и расточные) станки, изготовленные после выхода настоящего стандарта.
2 Нормативные ссылки
В настоящем стандарте использованы датированные и недатированные ссылки на международные стандарты*, обязательные для применения. При недатированных ссылках действительно последнее издание приведенного стандарта, включая все его изменения.
________________
* Таблицу соответствия международных стандартов межгосударственным см. по ссылке. - .
EN 349:1993+А1:2008, Sicherheit von Maschinen - ![]() zur Vermeidung des Quetschens von
zur Vermeidung des Quetschens von ![]() (Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела;
(Безопасность машин. Минимальные расстояния для предотвращения защемления частей человеческого тела;
EN 349:1993+А1:2008, Safety of machinery - Minimum gaps to avoid crushing of parts of the human body)
EN 574, Sicherheit von Maschinen - Zweihandschaltungen - Funktionelle Aspekte - ![]() (Безопасность машин - Двуручное управляющее устройство - Функциональные аспекты - Принципы проектирования;
(Безопасность машин - Двуручное управляющее устройство - Функциональные аспекты - Принципы проектирования;
EN 574, Safety of machinery - Two-hand control devices - Functional aspects; principles for design)
EN 614-1, Sicherheit von Maschinen - Ergonomische ![]() - Teil 1: Begriffe und allgemeine
- Teil 1: Begriffe und allgemeine ![]() (Безопасность машин. Эргономические принципы проектирования. Часть 1. Терминология и общие принципы;
(Безопасность машин. Эргономические принципы проектирования. Часть 1. Терминология и общие принципы;
EN 614-1, Safety of machinery - Ergonomic principles - Part 1: Terminology, definitions and general principles)
EN 614-2, Sicherheit von Maschinen - Ergonomische ![]() - Teil 2: Wechselwirkungen zwischen der Gestaltung von Maschinen und den Arbeitsaufgaben (Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между конструкцией машин и рабочими задачами;
- Teil 2: Wechselwirkungen zwischen der Gestaltung von Maschinen und den Arbeitsaufgaben (Безопасность машин. Эргономические принципы проектирования. Часть 2. Взаимосвязь между конструкцией машин и рабочими задачами;
EN 614, Safety of machinery - Ergonomic design principles - Part 2: Interactions between the design of machinery and work tasks) EN 626, Sicherheit von Maschinen - Reduzierung des Gesundheitsrisikos durch Gefahrstoffe, die von Maschinen ausgehen (Безопасность машин. Снижение риска для здоровья, вызываемого вредными веществами, выделяемыми машинами;
EN 626, Safety of machinery - Reduction of risks to health from hazardous substances emitted bymachinery - Part 1: Principles and specifications for machinery manufacturers) EN 811, Sicherheit von Maschinen - ![]() gegen das Erreichen von Gefahrstellen mit den unteren
gegen das Erreichen von Gefahrstellen mit den unteren ![]() (Безопасность машин. Безопасные расстояния для предохранения нижних конечностей от попадания в опасную зону;
(Безопасность машин. Безопасные расстояния для предохранения нижних конечностей от попадания в опасную зону;
EN 811, Safety of machinery - Safety distances to prevent danger zones being reached by the lower limbs)
EN 894-1:1997+A1:2008, Sicherheit von Maschinen - Ergonomische Anforderungen die Gestaltung von Anzeigen und Stellteilen - Teil 1: Allgemeine
![]() Benutzer-lnteraktion mit Anzeigen und Stellteilen (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 1. Общие руководящие принципы при взаимодействии оператора с индикаторами и органами управления;
Benutzer-lnteraktion mit Anzeigen und Stellteilen (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 1. Общие руководящие принципы при взаимодействии оператора с индикаторами и органами управления;
EN 894-1:1997+А1:2008, Safety of machinery - Ergonomics requirements for the design of displays and control actuators - Part 1: General principles for human interactions with displays and control actuators)
EN 894-3:2000+A1:2008 Sicherheit von Maschinen - Ergonomische Anforderungen an die Gestaltung von Indikatoren und ![]() - Teil 3: Bedienelemente (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления;
- Teil 3: Bedienelemente (Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления;
EN 894-3:2000+А1:2008, Safety of machinery. Ergonomics requirements for the design of displays and control actuators. Part 3. Control actuators)
EN 953:1997+A2:2009, Sicherheit von Maschinen - Trennenden Schutzeinrichtungen - Allgemeine Anforderungen an Gestaltung und Bau von feststehenden und beweglichen trennenden Schutzeinrichtungen (Безопасность машин. Защитные ограждения. Общие требования по конструированию и изготовлению неподвижных и перемещаемых ограждений;
EN 953:1997+А1:2009, Safety of machinery - Guards - General requirements for the design and construction of fixed and movable guards)
EN 999, Sicherheit von Maschinen - Anordnung von Schutzeinrichtungen im Hinblick auf ![]() von
von ![]() (Безопасность машин. Расположение защитного оборудования с учетом скорости приближения к частям тела человека;
(Безопасность машин. Расположение защитного оборудования с учетом скорости приближения к частям тела человека;
EN 999, Safety of machinery - The positioning of protective equipment in respect of approach speed of parts of the human body)
EN 1005-1:2001+A1:2008, Sicherheit von Maschinen - Menschliche ![]() Leistung - Teil 1: Begriffe (Безопасность машин. Физические возможности человека. Часть 1. Термины и определения;
Leistung - Teil 1: Begriffe (Безопасность машин. Физические возможности человека. Часть 1. Термины и определения;
EN 1005-1:2001+A1:2008, Safety of machinery - Human physical performance - Part 1: Terms and definitions)
EN 1005-2:2003+A1:2008, Sicherheit von Maschinen - Menschliche ![]() Leistung - Teil 2: Manuelle Hand-habung von
Leistung - Teil 2: Manuelle Hand-habung von ![]() in Verbindung mit Maschinen (Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами;
in Verbindung mit Maschinen (Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами;
EN 1005-2:2003+А1:2008, Safety of machinery - Human physical performance - Part 2: Manual handling of machinery and component parts of machinery) EN 1005-3:2002+A1:2008, Sicherheit von Maschinen - Menschliche ![]() Leistung - Teil 3: Empfohlene Kraftgrenzen
Leistung - Teil 3: Empfohlene Kraftgrenzen
![]() (Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий при работе на машинах;
(Безопасность машин. Физические возможности человека. Часть 3. Рекомендуемые пределы усилий при работе на машинах;
EN 1005-3:2002+А1:2008, Safety of machinery - Human physical performance - Part 3: Recommended force limits for machinery operation)
EN 1037:1995+A1:2008, Sicherheit von Maschinen - Vermeidung von unerwartetem Anlauf (Безопасность машин. Предотвращение неожиданного повторного пуска;
EN 1037:1995+А1:2008, Safety of machinery - Prevention of unexpected start-up)
EN 1127-1,![]()
![]() - Explosionsschutz - Teil 1: Grundlagen und Methodik (Взрывоопасные среды. Предотвращение взрыва и защита. Часть 1. Основные понятия и методология;
- Explosionsschutz - Teil 1: Grundlagen und Methodik (Взрывоопасные среды. Предотвращение взрыва и защита. Часть 1. Основные понятия и методология;
EN 1127-1 Explosive atmospheres - Explosion prevention and protection - Part 1: Basic concepts and methodology)
EN 1837, Sicherheit von Maschinen - Maschinenintegrierte Beleuchtung (Безопасность машин. Встроенное освещение машин;
EN 1837:1999, Safety of machinery - Integral lighting of machines)
EN 13478, Sicherheit von Maschinen - Brandschutz (Безопасность машин. Противопожарная защита;
EN 13478, Safety of machinery. Fire prevention and protection)
EN 50081-2, Elektromagnetische ![]() (EMV) - Fachgrundnorm
(EMV) - Fachgrundnorm ![]() - Teil 2: Industriebereich (Электромагнитная совместимость (ЭМС). Отраслевые нормативы на излучение помех. Часть 2. Сфера производства;
- Teil 2: Industriebereich (Электромагнитная совместимость (ЭМС). Отраслевые нормативы на излучение помех. Часть 2. Сфера производства;
EN 50081-2, Electromagnetic compatibility. Generic emission standard. Industrial environment)
EN 60204-1, Sicherheit von Maschinen - Elektrische ![]() von Maschinen - Teil 1: Allgemeine Anforderungen (Безопасность машин. Электрооборудование машин. Часть 1. Общие требования;
von Maschinen - Teil 1: Allgemeine Anforderungen (Безопасность машин. Электрооборудование машин. Часть 1. Общие требования;
EN 60204-1, Safety of machinery - Electrical equipment of machines - Part 1: General requirements)
EN 60529, Schutzarten durch ![]() (IP-Code) (Степени защиты, обеспечиваемые корпусами (Код IP);
(IP-Code) (Степени защиты, обеспечиваемые корпусами (Код IP);
EN 60529, Degrees of protection provided by enclosures (IP code))
EN 60825-1, Sicherheit von Laser-Einrichtungen - Teil 1: Klassifizierung von Anlagen Anforderungen und Benutzer-Richtlinien (Безопасность лазерных устройств. Часть 1. Классификация аппаратуры, требования и руководство пользователя;
EN 60825-1, Safety of laser products - Part 1: Equipment classification, requirements and user's guide)
EN 61000-6-2, Elektromagnetische ![]() (EMV) - Teil 6-2: Fachgrundnormen -
(EMV) - Teil 6-2: Fachgrundnormen - ![]() - Industriebereich (Электромагнитная совместимость. Часть 6-2. Общие стандарты. Помехоустойчивость к промышленной окружающей среде;
- Industriebereich (Электромагнитная совместимость. Часть 6-2. Общие стандарты. Помехоустойчивость к промышленной окружающей среде;
EN 61000-6-2, Electromagnetic compatibility (EMC) - Part 6-2: Generic standards - Immunity for industrial environments)
EN 61496-1 Sicherheit von Maschinen - ![]() wirkende Schutzeinrichtungen - Teil 1: Allgemeine Anforderungen und
wirkende Schutzeinrichtungen - Teil 1: Allgemeine Anforderungen und ![]() (Безопасность механизмов. Защитная электрочувствительная аппаратура. Часть 1. Общие требования и испытания;
(Безопасность механизмов. Защитная электрочувствительная аппаратура. Часть 1. Общие требования и испытания;
IEC 61496-1:2012, Safety of machinery - Electro-sensitive protective equipment - Part 1: General requirements and tests)
EN 61496-2, Sicherheit von Maschinen - Schutzeinrichtungen - Teil 2: Weitere Anforderungen an die ![]() , die aktive optoelektronische Schutzeinrichtungen (AOPD) (Безопасность машин. Электрочувствительные защитные устройства. Часть 2. Дополнительные требования к устройствам, использующим активные оптоэлектронные защитные устройства (AOPD)
, die aktive optoelektronische Schutzeinrichtungen (AOPD) (Безопасность машин. Электрочувствительные защитные устройства. Часть 2. Дополнительные требования к устройствам, использующим активные оптоэлектронные защитные устройства (AOPD)
EN 61496-2, Safety of machinery - Electro-sensitive protective equipment - Part 2: Particular requirement using for equipment using active optoelectronic protective devices (AOPDs))
EN ISO 3744, Akustik - Bestimmung der Schallleistungs-und Schallenergiepegel von Ggerauschquelle aus Schalldruckmessungen - Hullflachtnverfahren der Genauigkeitskiasse 2 fur ein im Wesentlichen freies Schallfeid uber einer reflektierenden Ebene (ISO 3744)
(Акустика. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в условиях свободного звукового поля над звукоотражающей плоскостью (ISO 3744);
EN ISO 3744, Acoustics - Determination of sound power levels of noise sources using sound pressure - Engineering method in an essentially free field over a reflecting plane (ISO 3744))
EN ISO 3746, Akustik - Bestimmung der Schallleistungspegel von ![]() aus Schalldruckmessungen -
aus Schalldruckmessungen - ![]() der Genauigkeitskiasse 3
der Genauigkeitskiasse 3 einer reflektierenden Ebene (Акустика. Определение уровня звуковой мощности источников шума с применением звукового давления. Контрольный метод с использованием огибающей поверхности измерения над плоскостью отражения;
EN ISO 3746, Acoustics - Determination of sound power levels of noise sources using sound pressure - Survey method using an enveloping measurement surface over a reflecting plane)
EN ISO 4413, Hydraulics - Allgemeine Regeln und Sicherheitssysteme und deren Komponenten (Гидравлика. Общие правила и требования безопасности систем и их компонентов;
EN ISO 4413, Pneumatic fluid power - General rules and safety requirements for systems and their components)
EN ISO 4414, Pneumatics - Allgemeine Regeln und Sicherheitssysteme und deren Komponenten (Пневматика. Общие правила и требования безопасности систем и их компонентов;
EN ISO 4414, Hydraulic fluid power. General rules and safety requirements for systems and their components)
EN ISO 4871, Akustik - Angabe und ![]() von
von ![]() von Maschinen und
von Maschinen und ![]() (Акустика. Определение и проверка шума машин и оборудования;
(Акустика. Определение и проверка шума машин и оборудования;
EN ISO 4871, Acoustics - Determination and verification of noise emission values of machinery and equipment)
EN ISO 9614-1:1995, Akustik - Bestimmung der Schallleistungspegel von ![]() aus
aus ![]() - Teil 1: Messungen an diskreten Punkten (Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Часть 1. Измерения в отдельных точках;
- Teil 1: Messungen an diskreten Punkten (Акустика. Определение уровней звуковой мощности источников шума по интенсивности звука. Часть 1. Измерения в отдельных точках;
EN ISO 9614-1:1995, Acoustics. Determination of sound power levels of noise sources using sound intensity - Part 1: Measurements at discrete points)
EN ISO 11202, Akustik - ![]() von Maschinen und
von Maschinen und ![]() - Messung von Emissions-Schalldruckpegeln am Arbeitsplatz und an anderen festgelegten Orten - Verfahren der Genauigkeitskiasse 3
- Messung von Emissions-Schalldruckpegeln am Arbeitsplatz und an anderen festgelegten Orten - Verfahren der Genauigkeitskiasse 3 Messungen unter Einsatzbedingungen (Акустика. Шум, издаваемый машинами и оборудованием. Измерение уровней звукового давления на рабочем месте и в других установленных точках. Контрольный метод измерения на месте;
EN ISO 11202, Acoustics - Noise emitted by machinery and equipment - Determination of emission sound pressure levels at a work station and at other specified positions applying approximate environmental corrections)
EN ISO 11204:1995, Akustik - ![]() von Maschinen und
von Maschinen und ![]() - Messung von Emissions-Schalldruckpegeln am Arbeitsplatz und an anderen festgelegten Orten - Verfahren mit Umgebungskorrekturen (Акустика. Уровень шума машин и оборудования. Измерение уровней звукового давления на рабочем месте и в других контрольных точках. Метод с коррекцией на окружающую среду;
- Messung von Emissions-Schalldruckpegeln am Arbeitsplatz und an anderen festgelegten Orten - Verfahren mit Umgebungskorrekturen (Акустика. Уровень шума машин и оборудования. Измерение уровней звукового давления на рабочем месте и в других контрольных точках. Метод с коррекцией на окружающую среду;
EN ISO 11204:1995, Acoustics - Noise emitted by machinery and equipment - Measurement of emission sound pressure levels at a work station and at other specified positions - Method requiring environmental corrections)
EN ISO 11688-1, Akustik - Richtlinien fur die Ggestaltung larmarmer Maschinen und gerate - Teil 1: Planung (ISO/TR 11688-1:1995)
(Акустика. Практические рекомендации по проектированию машин и оборудования с уменьшенным уровнем производимого шума. Часть 1. Планирование (ISO/TR 11688-1:1995);
EN ISO 11688, Akustik - Richtlinien fur die Ggestaltung larmarmer Maschinen und gerate - Teil 1: Planung)
EN ISO 12100, Sicherheit von Maschinen. Allgemeine ![]() die Berechnung - Risikobewertung und Risikominderung (Безопасность машин. Общие принципы расчета. Оценка рисков и снижение рисков;
die Berechnung - Risikobewertung und Risikominderung (Безопасность машин. Общие принципы расчета. Оценка рисков и снижение рисков;
EN ISO 12100, Safety of machinery - General principles for design - Risk assessment and risk reduction)
EN ISO 13856-1, Sicherheit von Maschinen - Druckempfindliche Schutzeinrichtungen - Teil 1: Allgemeine ![]() die Gestaltung und
die Gestaltung und ![]() von Schaltmatten und Schaltplatten (Безопасность машин. Защитные устройства, чувствительные к давлению. Часть 1. Общие принципы проектирования и испытания чувствительных к давлению ковриков и полов;
von Schaltmatten und Schaltplatten (Безопасность машин. Защитные устройства, чувствительные к давлению. Часть 1. Общие принципы проектирования и испытания чувствительных к давлению ковриков и полов;
EN ISO 13856-1, Safety of machinery. Pressure-sensitive protective devices. Part 1. General principles for design and testing of pressure-sensitive mats and pressure-sensitive floors)
EN ISO 13857:2008, Sicherheit von Maschinen. ![]() zum verhindern des Zugriffs der oberen und unteren
zum verhindern des Zugriffs der oberen und unteren ![]() in die
in die ![]() Zone (Безопасность машин. Безопасные расстояния для предотвращения доступа верхних и нижних конечностей в опасные зоны;
Zone (Безопасность машин. Безопасные расстояния для предотвращения доступа верхних и нижних конечностей в опасные зоны;
EN ISO 13857:2008, Safety of machinery - Safety distances to prevent hazard zones being reached by upper and lower limbs)
EN ISO 14119, Sicherheit von Maschinen - Verriegelungseinrichtungen in Verbindung mit trennenden Schutzeinrichtungen - ![]() Gestaltung und Auswahl (Безопасность машин. Блокировочные устройства для ограждений. Принципы конструкции и выбора;
Gestaltung und Auswahl (Безопасность машин. Блокировочные устройства для ограждений. Принципы конструкции и выбора;
EN ISO 14119, Safety of machinery - Interlocking devices associated with guards - Principles for design and selection)
EN ISO 14122-2:2001, Sicherheit von Maschinen - Ortsfeste ![]() zu Maschinen und industrielle Anlagen - Teil 2:
zu Maschinen und industrielle Anlagen - Teil 2: ![]() und Laufstege (EN ISO 14122-2:2001, Безопасность машин. Постоянные средства доступа к машинам. Часть 2. Рабочие платформы и мостики;
und Laufstege (EN ISO 14122-2:2001, Безопасность машин. Постоянные средства доступа к машинам. Часть 2. Рабочие платформы и мостики;
EN ISO 14122-2:2001, Safety of machinery - Permanent means of access to machinery - Part 2: Working platforms and walkways)
EN ISO 14122-3:2001, Sicherheit von Maschinen - Ortsfeste ![]() zu Maschinen und industrielle Anlagen - Teil 3: Treppen, Treppenleitern
zu Maschinen und industrielle Anlagen - Teil 3: Treppen, Treppenleitern ![]() (Безопасность машин. Постоянные средства доступа к машинам. Часть 3. Трапы, приставные лестницы и перила;
(Безопасность машин. Постоянные средства доступа к машинам. Часть 3. Трапы, приставные лестницы и перила;
EN ISO 14122-3:2001, Safety of machinery - Permanent means of access to machinery - Part 3: Stairs, stepladders and gard-rails)
EN ISO 15641, ![]() die Hochgeschwindigkeitsbearbeitung - Sicherheitstechnische Anforderungen (Фрезы для высокоскоростной обработки. Требования техники безопасности;
die Hochgeschwindigkeitsbearbeitung - Sicherheitstechnische Anforderungen (Фрезы для высокоскоростной обработки. Требования техники безопасности;
EN ISO 15641, Milling cutters for high speed machining - Safety requirements)
ISO/TR 11688-2:1998, Akustik - Richtlinien die Gestaltung
![]() Maschinen und
Maschinen und ![]() - Teil 2:
- Teil 2: ![]() Einfiihrung in die Physik der
Einfiihrung in die Physik der ![]() durch konstruktive
durch konstruktive ![]() (Акустика. Рекомендуемая практика проектирования малошумных машин и оборудования. Часть 2. Введение в физику проектирования с уменьшенным уровнем звука;
(Акустика. Рекомендуемая практика проектирования малошумных машин и оборудования. Часть 2. Введение в физику проектирования с уменьшенным уровнем звука;
ISO/TR 11688-2:1998, Acoustics - Recommended practice for the design of low-noise machinery and equipment - Part 1. Planning)
3 Термины и определения
В настоящем стандарте используются термины и определения по ISO 12100, а также следующие термины с соответствующими определениями:
3.1 фрезерный станок (milling machine*, ![]() **): Станок для холодной обработки металла снятием стружки при помощи вращающегося инструмента.
**): Станок для холодной обработки металла снятием стружки при помощи вращающегося инструмента.
3.1.1 фрезерный станок с ручным управлением (milling machine with manual control*, handgesteuerte ![]() **): Станок, перемещение осей которого управляется посредством поворота маховичка рукой оператора, а механические, электрические или иные устройства используются для осуществления движений только одной отдельной оси.
**): Станок, перемещение осей которого управляется посредством поворота маховичка рукой оператора, а механические, электрические или иные устройства используются для осуществления движений только одной отдельной оси.
3.1.2 автоматический фрезерный станок (automatic milling machine*, automatische ![]() **): Станок, способный выполнять запрограммированные движения более чем одной оси.
**): Станок, способный выполнять запрограммированные движения более чем одной оси.
3.2 расточной станок (boring machine*, Ausbohrmaschine**): Станок, созданный для выполнения расточных операций (см. 3.5); обычно такие станки могут также выполнять операции фрезерования.
3.3 числовое программное управление (numerical control, computerised nuermical control NC, CNC*, numerische Steuerung**): Автоматическое управление процессом при помощи устройства, использующего введенные числовые данные [2].
3.4 устройство подачи заготовки (device workpiece*, ![]() **): Механизм являющийся частью станка (например, устройство смены паллет), при помощи которого в станок подается новая заготовка взамен полностью обработанной
**): Механизм являющийся частью станка (например, устройство смены паллет), при помощи которого в станок подается новая заготовка взамен полностью обработанной
3.5 расточка (boring*, Ausbohren**): Процесс холодной обработки, предназначенный для доведения ранее образованного отверстия до заданного размера, обычно при помощи вращающегося инструмента с одной режущей кромкой при механической аксиальной подаче.
3.6 рабочая зона (work zone*, Arbeitsbereich**): Место, в котором осуществляется процесс снятия металлической стружки.
3.7 электронный переключатель (маховичок) (electronic handwheel*, elektronisches Handrad**): Командное устройство, управляемое вручную, которое при своем вращении подает входные импульсы управления в СЧПУ для осуществления движения осей.
_________________
* en.
** de.
4 Перечень существенных опасностей
4.1 В таблице 1 содержится перечень существенных опасностей, полученный в результате распознавания опасностей и оценки рисков широкого диапазона фрезерных, расточных, сверлильно-фрезерных, станков-автоматов, подпадающих под действие настоящего стандарта, выполненной в соответствии с EN ISO 12100. Требования безопасности, меры защиты и указания для пользователя, содержащиеся в разделах 5 и 7, базируются на оценке рисков и относятся к тем идентифицированным опасностям, для которых они либо полностью устраняют, либо снижают воздействие риска.
4.2 Риск оценивается как для предусмотренного доступа к станку со всех сторон, так и для неожиданного пуска. Поскольку доступ в опасную зону может потребоваться как обслуживающему, так и прочему персоналу, риски идентифицируются с учетом тех опасностей, которые могут возникнуть при различных условиях на протяжении жизненного цикла станка (например, при вводе в эксплуатацию, наладке, производстве, техническом обслуживании, ремонте, выводе из эксплуатации).
Оценка включает анализ воздействия неполадок в системе управления.
4.3 Дополнительно пользователь настоящего стандарта (конструктор, изготовитель, поставщик) должен подтверждать, что оценка риска полностью соответствует рассматриваемому станку при учете следующих факторов:
- использования станка по назначению, включая техническое обслуживание, наладку и очистку, а также обоснованно предсказуемое неправильное использование;
- распознавания связанных с этим станком существенных опасностей.
Таблица 1 - Перечень существенных опасностей и их основных источников у фрезерных и сверлильно-фрезерных станков
* | Описание опасности | Пример соответствующей опасной ситуации | Действия по назначению | Соответствующая опасная зона | Ссылка на раздел 5 |
1 | Механические опасности | ||||
1.1 | Сдавливание | Перемещение осей, установка заготовки или инструмента | Наладка, погрузка/ | Между неподвижными и движущимися частями станка | Таблицы 2, 3, 4 и 5 (с 1.1 до 1.5) |
Перемещение осей | Обслуживание | Внутри ямы | |||
Перемещение рабочей площадки | Обычная обработка, обслуживание | На станке или вблизи него | |||
1.2 | Порез | Перемещение осей | Работа станка | Между инструментом и шпинделем или между столом и заготовкой | |
1.3 | Отрезание или разрезание | Вращающийся шпиндель или инструмент, стружка | Вращение шпинделя | Вблизи шпинделя или инструмента | |
1.4 | Захват или запутывание | Вращающийся шпиндель или инструмент, удаление стружки | Погрузка/выгрузка заготовки, позиционирование удаление стружки и заправка смазочно-охлаждающей жидкости вручную | Вблизи шпинделя или инструмента | |
Другие вращающиеся части (например, подающие приспособления, элементы привода) | Наладка, очистка, техобслуживание | Зона приема и выброса стружки, элементы привода | |||
1.5 | Затягивание или улавливание | Быстрый ход стола или передней бабки | Механические перемещения инструмента в шпинделе или заготовки со столом | Пространство для перемещения заготовки на столе, то же для инструмента в передней бабке | |
Вращающийся привод | Техническое обслуживание | Внутри и вокруг станка | |||
1.6 | Удар, воздействие вибраций | Перемещение или вращение инструмента | Вращающийся шпиндель | Возле шпинделя или инструмента | |
Автоматическая подача заготовки (например, палетная) | Механическая подача заготовки | Зона приема и выброса стружки, элементы привода | |||
1.7 | Прокол, укол | Перемещение или вращение инструмента (особенно при эксцентрическом инструменте) | Наблюдение за процессом | Вблизи инструмента, закрепленного в шпинделе | Таблицы 2, 3, 4 и 5 (с 1.1 до 1.5) |
Ручное обращение с инструментом | Ручная смена инструмента | На острых режущих кромках инструмента | (см. 7.2) | ||
Ручное обращение со стружкой | Погрузка/выгрузка и очистка | Возле заготовки и стола, в зоне сбора и выброса стружки | |||
2 | Электрические опасности | ||||
2.1 | Касание лицами частей, находящихся под напряжением (прямой контакт) | Контакт с токоведущими частями или соединениями | Ввод в эксплуатацию, обслуживание, устранение неполадок | Электрораспределительный шкаф, клеммовые коробки | Таблица 5, 2.1 |
2.2 | Касание лицами частей, попавших под напряжение из-за неисправности (непрямой контакт) | Контакт с токоведущими частями или соединениями | Процесс обработки, осмотр и техобслуживание | На станке или на его неисправных частях | Таблица 5, 2.2 |
4 | Опасности, вызванные шумом | ||||
4.1 | Потеря слуха (глухота), иной физиологический ущерб (например, нарушение равновесия) | Перемещение элементов, передающих усилие, процесс резания и работа гидросистемы | Производственный цикл станка | Поблизости от станка | Таблица 5, 4 |
4.2 | Помехи разговорной связи и звуковым сигналам | Воздушная струя для очистки инструмента или места крепления заготовки | Производственный цикл станка | Поблизости от станка | Таблица 5, 4 |
6 | Опасности, вызванные излучением | ||||
6.5 | Лазер | Длительное на хождение напротив прямого или отраженного лазерного излучения | Работа по обслуживанию лазерных измерительных систем | Внутри станка | Таблица 5, 6.5 |
7 | Опасности от обрабатываемых и прочих используемых материалов | ||||
7.1 | Касание или вдыхание вредных жидкостей, газов, аэрозолей и пыли | Выброс вблизи станка частиц обрабатываемого материала, капель жидкости или аэрозолей | Производственный цикл станка | На станке или вблизи него | Таблица 5, 7.1 |
7.2 | Опасность возгорания или взрыва | Огнеопасные обрабатываемые или смазочно-охлаждающие материалы | Таблица 5, 7.2 | ||
7.3 | Биологические или микробиологические опасности (от вирусов или бактерий) | Контакт с гидравлической или смазочно-охлаждающей жидкостью, аэрозолями, осадками, где могут содержаться бактерии или вирусы | Наблюдение за производственным процессом | Таблица 5, 7.3 | |
8 | Опасности, вызванные пренебрежением эргономическими принципами при конструировании формы станка | ||||
8.1 | Неудобная поза, чрезмерные (повторяемые) нагрузки и напряжения | Подъем и установка заготовки, инструмента или частей станка вручную | Погрузка/выгрузка, наблюдение за производственным процессом, техобслуживание | Места погрузки/выгрузки, установки инструмента и обслуживания | Таблица 5, 8.1 |
8.2 | Недостаточный учет анатомии верхних и нижних конечностей | Нецелесообразное расположение элементов управления | Погрузка/выгрузка, наблюдение за производственным процессом при обращение с инструментом вручную | Таблица 5, 8.2 | |
8.4 | Недостаточное местное освещение | Снижение профессионализма и точности при ручной обработке, позиционировании заготовки и инструмента | Погрузка/выгрузка, наблюдение за производственным процессом при обращении с инструментом вручную | Таблица 5, 8.4 | |
8.6 | Человеческий фактор | Непредсказуемое злоупотребление; непреднамеренный пуск элементов управления, плохое владение инструментом, неверная наладка и материал | Таблица 5, 8.6 | ||
8.7 | Неудачная форма или расположение и обозначение элементов ручного управления | Непреднамеренный пуск элементов управления | Наладка, производственный цикл | На станке или вблизи него | Таблица 5, 8.7 |
8.8 | Неудачная конструкция или расположение элементов визуального оповещения | Ложная интерпретация представленной информации | Таблица 5, 8.8 | ||
10 | Неожиданный пуск, пробег или чрезмерное число оборотов | ||||
10.1 | Отказ/повреждение системы управления | Неожиданные движения станка | Наладка, настройка, очистка | На станке | Таблица 5, 10.1 |
10.2 | Возобновление подачи энергии после поломки | Неожиданные движения станка | Наладка, настройка, очистка, техобслуживание | На станке или вблизи него | Таблица 5, 10.2 |
10.3 | Внешнее воз действие на электрооборудование | Непредусмотренное поведение электронной системы управления из-за магнитных помех | Наладка, настройка, производственный цикл | Таблица 5, 10.3 | |
13 | Отказ системы энергоснабжения | Отказ системы управления с последующим действием остаточной энергии или сил. Выход из строя зажима за готовки, переключателя числа оборотов. Вредоносные движения частей станка под действием остаточных сил (инерции, тяжести, электроэнергии) | Наблюдение за производственным процессом, техобслуживание | На станке или вблизи него | Таблица 5, 13 |
14 | Отказ системы управления | Неожиданный пуск станка, отказ системы торможения движущихся частей станка | Наладка, настройка, очистка, техобслуживание | Таблица 5, 14 | |
15 | Неправильный монтаж станка | Отказ или неожиданные колебания частей станка | На станке | Таблица 5, 15 | |
17 | Выпадающие или выбрасываемые предметы или жидкости | Выброс частей станка, заготовок или инструмента из-за отказа зажимных устройств, системы управления из-за ошибочных данных | Производственный цикл станка | На станке или вблизи него | Таблица 5, 17 |
18 | Потеря устойчивости, опрокидывание станка | Наклон или падение незакрепленного станка или его частей, находящихся на позиции лишь под действием силы тяжести | Загрузка/выгрузка тяжелых или громоздких заготовок, наблюдение за процессом обработки, техобслуживание | На станке | Таблица 5, 18 |
19 | Возможность человека поскользнуться, споткнуться, свалиться | Выброс или вытекание смазочных или смазочно-охлаждающих средств и гидравлических жидкостей, работа на высоте | Загрузка/выгрузка заготовки, наладка/настройка, наблюдение за процессом обработки, заполнением жидкости (например, смазки), техобслуживание, работа на высоте | Стол станка, зона пола вокруг станка и заготовки, стационарные подходы к станку | Таблица 5, 19 |
* Номера пунктов, соответствующие "Перечню существенных опасностей", приведенному в EN ISO 12100, приложение В. | |||||
5 Требования безопасности и/или меры защиты
5.1 Общие требования
Для станков, подпадающих под область применения настоящего стандарта, должны выполняться указанные требования безопасности и/или меры защиты.
Дополнительно при создании таких станков должны быть учтены основные положения EN ISO 12100, касающиеся соответствующих несущественных опасностей, которые в настоящем стандарте не рассматриваются.
5.2 Особые требования
Каждый тип станков должен быть приведен в соответствие с указанными ниже особыми требованиями безопасности и/или мерами защиты, приведенными в таблицах 2, 3, 4 и 5. Соответствующие требования безопасности и/или меры защиты даны:
- в таблице 2 - для управляемых вручную станков с непрерывной механической осевой подачей до 2 м/мин, и/или управляемых командным устройством управления с удержанием (толчковым выключателем) станков с быстрым ходом - до 5 м/мин;
- в таблице 3 - для управляемых вручную станков с непрерывной механической осевой подачей свыше 2 м/мин, и/или управляемых командным устройством управления с удержанием (толчковым выключателем) станков с быстрым ходом свыше 5 м/мин;
- в таблице 4 - для автоматических станков (для механических опасностей);
- в таблице 5 - для станков с автоматическим и с ручным управлением (для иных опасностей, нежели приведенные в таблицах 2, 3 и 4).
Примечание - Общие указания по проектированию и выбору защитного оборудования для тех случаев, в которых не представилось возможным исключить на стадии проектирования опасности из-за движущихся частей станка, даны в разделах 4.1 и 4.2 и в EN ISO 12100.
Таблица 2 - Перечень требований безопасности, мер защиты и способов установления их соответствия для управляемых вручную фрезерных станков с непрерывной механической осевой подачей до 2 м/мин и/или для управляемых командным устройством с автоматическим возвратом (толчковым выключателем) станков с быстрым ходом до 5 м/мин
Опасности | Требования безопасности и/или меры защиты | Способ установления соответствия |
1 Механические опасности | 1.1 Рабочая зона | Визуальный контроль на станке и возле него |
1.2 Надлежащие меры для регулируемых защитных ограждений | Визуальный контроль на станке и возле него и испытание панели включения | |
Примечание - Опасности сдавливания, разрезания и удара для управляемых вручную станков с малой подачей в таблице 2 не рассматриваются как существенные. | ||
Таблица 3 - Перечень требований безопасности и/или мер защиты и способов установления их соответствия для управляемых вручную фрезерных станков с непрерывной механической осевой подачей свыше 2 м/мин и/или для управляемых командным устройством с автоматическим возвратом в исходное положение (толчковым выключателем) станков с быстрым ходом - свыше 5 м/мин
Опасности | Требования безопасности и/или меры защиты | Способ установления соответствия |
1 Механические опасности | 1.1 Рабочая зона | Визуальный контроль, практические испытания |
1.1.2 Блокировка | Контроль панели включения, испытания, подтверждающие, что при открытом ограждении доступ к потенциально опасным движущимся деталям невозможен | |
1.1.3 Меры по наладке | Измерения в целях безопасности, чтобы не было превышения установленной скорости или расстояний | |
1.2 Защита против удара | Визуальный контроль |
Таблица 4 - Перечень требований безопасности и/или мер защиты и способов установления их соответствия для механических опасностей у автоматических станков
Опасности | Требования безопасности и/или меры защиты | Способ установления соответствия |
1 Механические опасности | 1.1 Рабочая зона | Визуальный контроль |
1.1.2 Стратегия защиты | Визуальный контроль, обсуждение | |
1.1.2.2 Кожух | Визуальный контроль, контроль чертежей | |
1.1.2.3 Альтернатива кожуху | Визуальный контроль | |
Любые другие механические движения станка могут осуществляться за счет выбора соответствующего режима работы (см. далее). Доступ в рабочую зону иному персоналу, в отличие от обслуживающего, должен преграждаться другими средствами (например, защитными устройствами бесконтактного действия (электросенсорное защитное оборудование (ESPE), активное оптоэлектронное защитное оборудование (AOPD), неразъемное защитное оборудование с реакцией на давление (PSPD)). Места для прохода (например, ворота) должны запираться. Если блокировка из-за особенности конструкции или применения станка невозможна, место прохода должно находиться в поле зрения оператора с его обычной рабочей позиции. | Визуальный контроль, контроль соответствия чертежам и другим уставным положениям | |
1.1.3 Множественные рабочие зоны | Визуальный контроль, функциональные испытания, контроль соответствия чертежам и другим уставным положениям | |
1.1.4 Характеристики защитных ограждений | Измерения, подтверждающие соответствие EN ISO 13857 | |
1.1.4.2 Удерживающая способность | Практические испытания | |
1.1.4.3 Наблюдение | Визуальный контроль | |
1.1.5 Блокировка | Визуальный контроль, практические испытания | |
1.1.5.2 Если открытие защитного ограждения подвергает оператора опасностям, приведенным в таблице 1, пункты с 1.1 по 1.7, необходимо оградить оператора какими-то иными способами (см. EH ISO 14119, а также перечисление 7, 7.2 м) | Практические испытания | |
1.1.6 Производственный режим | Визуальный контроль, практические испытания | |
1.1.6.2 Производственный режим "1" - "автоматическое производство" | Практические испытания | |
1.1.6.3 Производственный режим "2" - налаживаемое производство | Практические испытания | |
а) скорость движения осей не превышает 2 м/мин, а шаг - 10 мм. | Измерения, практические испытания | |
b) число оборотов шпинделя должно ограничиваться возможностями системы торможения; полное торможение должно достигаться не более, чем через 2 оборота. | Измерения | |
Вращение шпинделя должно запускаться и поддерживаться следующими средствами: | Практические испытания | |
с) должны соблюдаться предельные значения числа оборотов и шаговых расстояний (как установлено выше в а) и b)); при превышении этих значений энергоснабжение привода должно прерываться управляемым остановом категории 1 по EN 60204 - 1, 9.2.2; | Проверка электрических схем, практические испытания | |
d) должны быть предприняты меры для предотвращения потенциально опасных движений вертикальных и наклонных осей под действием силы тяжести; | Практические испытания | |
е) устройство автоматической смены заготовки должно оставаться в спокойном состоянии. Пуск его движения должен быть возможным только после возобновления производственного режима "1"; | Практические испытания | |
1.1.6.4 Производственный режим "3" - выборный производственный режим для ручного вмешательства при ограниченных производственных условиях | ||
а) этот режим может иметься в распоряжении, если его преднамеренное применение известно в подробностях, а необходимый уровень обучения оператора определен в соответствующем Руководстве (см. 7.2 настоящего стандарта); | Визуальный контроль (Руководство по эксплуатации) | |
b) скорость подачи или векторная скорость одной или более осей должна быть ограничена 5 м/мин; | Измерения | |
с) число оборотов шпинделя должно ограничиваться возможностями системы торможения; полное торможение должно достигаться не более, чем через 2 оборота. | Измерения | |
Примечание 1 - Чтобы выполнить эти требования к системе торможения, необходимо предусмотреть измерительные системы для определения диаметра инструмента и ограничения числа оборотов шпинделя до допустимого значения для каждого используемого | ||
Примечание 2 - Во время разработки настоящего стандарта выдвигались альтернативные решения для данного раздела, но они не смогли получить окончательного одобрения; | Практические испытания | |
d) выполнение программы должно запускаться командным устройством запуска цикла совместно с устройством согласования; | ||
е) незапрограммированные движения можно выполнять следующим образом: | ||
1) вращение шпинделя можно запускать и поддерживать пусковым командным устройством совместно с устройством согласования. | Контроль панели включения, практические испытания | |
Отключение устройства согласования должно обеспечивать останов категории 1 по EN 60204-1, 9.2.2; | ||
2) движения осей должны запускаться и поддерживаться следующими средствами: | Практические испытания | |
- ручным вводом данных (MDE) по команде "запуск цикла" совместно с устройством согласования; | Практические испытания | |
f) необходимо соблюдать предельные значения числа оборотов или скорости подачи (определенные выше в b) и) с)); превышение требует прекращения энергоснабжения привода посредством управляемого останова (категории "1" - см. EN 60204-1, 9.2.2); | ||
g) требования d), e), f) и g) должны равным образом учитываться и при режиме работы "2". | См. 1.1.6.3 d), е), f) и g). | |
Если при режиме работы "3" использование устройства согласования непрактично по эргономическим причинам (например, из-за продолжительности наблюдения за процессом и/или при работе такого устройства вмешательство оператора ограничено приемлемым временем утомляемости, или ввод множества параметров в устройство управления препятствует устойчивой работе согласующего устройства), вместо него следует использовать комбинацию других технических средств управления; | Рассмотрение необходимости обработки в режиме "3" без устройства согласования | |
h) безопасность стационарной позиции оператора, защищаемой активным световым барьером (AOPD) или другими испытанными мерами соблюдения безопасности, тем не менее при отказе от использования ковриков или иных легко удаляемых средств защиты может соблюдаться совместно с: | ||
1.1.7 Освобождение заблокированных или захваченных лиц | Визуальный контроль, установление соответствия схеме включения, практические испытания |
Таблица 5 - Перечень требований безопасности и/или мер защиты и способов установления их соответствия для иных опасностей, кроме перечисленных в таблицах 2, 3 и 4.
Примечание - Нумерация опасностей соответствует таблице 1, а пропущенные номера относятся к опасностям, считающимся незначительными
Опасности | Требования безопасности и/или меры защиты | Способ установления соответствия | |||
1 Механические опасности | 1.1 Устройства подачи заготовок (например устройство смены паллет, устройство автоматической подачи). | ||||
1.1.1 При загрузке/выгрузке рабочее место персонала возле устройства подачи заготовок должно находиться вне рабочей зоны и удалено от других потенциально опасных устройств. | Визуальный контроль | ||||
1.1.2 Подход к потенциально опасным движущимся частям станка должен предотвращаться неподвижными или блокирующими перемещаемыми защитными ограждениями или опасные движения должны предотвращаться или останавливаться другими средствами защиты (например, ESPE или AORD). | Визуальный контроль, практические испытания | ||||
1.1.3 Если требуется доступ к устройствам загрузки/выгрузки при открытых защитных ограждениях или при отключении иных средствах защиты, пуск механических перемещений допустим только шаговым методом под управлением согласующего устройства совместно с командным устройством с автоматическим возвратом (толчковым выключателем). Эти устройства должны соответствовать типу "III" по EN 60204-1 и находиться на безопасном расстоянии от опасной зоны (см. EN 574 и EN 999). Использование датчиков и устройств обратной связи позволяет избежать каких-либо опасных движений станка (см. EN 60204-1, 10.1.4 и перечисление f) подраздела 7.2 настоящего стандарта) | Контроль схемы включения, измерения, практические испытания | ||||
1.2 Сбор и обезвреживание стружки | |||||
1.2.1 Доступ к потенциально опасным движущимся частям системы сбора и обезвреживания стружки должен предотвращаться неподвижными защитными ограждениями. Если персоналу такой доступ требуется чаще одного раза за смену, следует предусмотреть блокирующие перемещаемые защитные ограждения с блокировкой, соответствующие EN 953. | Визуальный контроль, практические испытания | ||||
1.2.2 Открытие перемещаемого защитного ограждения с блокировкой перед опасными движущимися частями системы сбора и отведения стружки приводит к тому, что опасное движение останавливается и остается в состоянии покоя (см. 14.1.1 данной таблицы и 1.1.5 таблицы 4). | Контроль схемы включения, практические испытания | ||||
1.2.3 Если движения в системе сбора и отведения стружки при открытых блокируемых защитных ограждениях недопустимы (например, в целях очистки), они должны управляться командным устройством с автоматическим возвратом (толчковым выключателем) совместно с устройством аварийного отключения, расположенным в непосредственной близости. Опасная зона выброса стружки должна быть обозначена предупреждающей табличкой (см. также перечисление f) 7, 7.2) | Контроль схемы включения, практические испытания | ||||
1.3 Элементы привода (например, приводные валы, ремни, ременные шкивы, зубчатые колеса) | |||||
1.3.1 Доступ к потенциально опасным частям привода (например, ремням, цепям, зубчатым колесам, ременным шкивам, валам) должен предотвращаться неподвижными защитными ограждениями. Если доступ к ним обслуживающему персоналу требуется чаще одного раза за смену, следует предусмотреть блокирующие перемещаемые защитные ограждения, соответствующие EN 953. | Визуальный контроль | ||||
1.3.2 Открытие блокируемого подвижного защитного ограждения перед движущимися частями привода должно приводить к остановке такого движения и пребыванию этих частей в состоянии покоя. Запорные устройства должны соответствовать EN ISO 14119 и быть не менее категории "1" по EN ISO 13849-1. | Визуальный контроль | ||||
1.3.3 Если потенциально опасные движущиеся части привода могут оказаться достижимыми до их полной остановки, необходимо использовать блокировку, исключающую такую возможность. Замедляющее отключение достигается при помощи детектора с реакцией на движение или таймера (см. EN ISO 14119 и EN 999) | Визуальный контроль | ||||
1.4 Ямы, выемки, канавы | |||||
1.4.1 Выемки в станке, ямы, канавы вокруг него следует закрывать (например, решетками, колосниками) или предотвращать падение в них людей, например, при помощи: | Визуальный контроль | ||||
1.4.2 Если доступ к яме необходим для выполнения работ по установке станка, наблюдению за процессом, обслуживанию, обезопасить доступ к яме через блокируемые входные двери в режиме "1" можно только предотвращением движений частей станка при условиях, приведенных в таблице 4, 1.1.6.3, как и в 1.1 и 1.2 данной таблицы. | Визуальный контроль | ||||
1.4.3 Безопасные расстояния между движущимися частями станка и стенками ямы или другими неподвижными частями должны соответствовать EN 349. Если нет возможности соблюсти эти дистанции, следует предпринимать дополнительные меры защиты против сдавливания или захвата лиц | Измерения расстояний, визуальный контроль, практические испытания | ||||
1.5 Рабочие площадки | |||||
1.5.1 Рабочие площадки должны: | Визуальный контроль, практические испытания | ||||
1.5.2 При открытых защитных ограждениях рабочей площадки механические движения станка допустимы только при выполнении требований режимов "2" или "3". | Визуальный контроль, практические испытания | ||||
1.5.3 Необходимо управлять притоком и стоком с площадки смазочно-охлаждающих материалов. | Практические испытания | ||||
1.5.4 Для способных перемещаться по горизонтали или по вертикали рабочих площадок должны быть предприняты меры защиты против сдавливания или столкновения (например, сильфоны, металлические ролики, средства защиты с реакцией на давление). | Визуальный контроль | ||||
1.5.5 Механические перемещения рабочей площадки (например, для наблюдения за рабочим процессом) возможны только под управлением командного устройства с автоматическим возвратом (толчкового выключателя) или при наличии аварийного выключателя | Визуальный контроль, практические испытания | ||||
2 Электрические опасности | 2.1 Защита от прямого контакта | Установление соответствия требованиям EN 60204-1, в частности, раздел 19 | |||
2.3 Защита коммутационной аппаратуры | |||||
Корпуса коммутационной аппаратуры должны иметь степень защиты не менее IP22, предъявляемую EN 60529 для коммутационной аппаратуры в пределах рабочей зоны предусматривается степень защиты IP55 | Визуальный контроль | ||||
4 Опасности, связанные с шумом | 4.1 Методы снижения шума | ||||
4.1.1 Воздействие на шум на его источнике | Контроль уровня шума | ||||
При проектировании фрезерных и сверлильно-фрезерных станков необходимо следовать указаниям, данным в EN ISO 11688-1 и ISO/TR 11688-2 по техническим мерам воздействия на шум на его источнике. При этом следует учитывать шумы, исходящие от всех возможных источников. Далее приводятся соответствующие меры снижения шума от основных источников звука для фрезерных и сверлильно-фрезерных станков: | |||||
Источник | Мера защиты | ||||
а) шум силовой передачи | редуцирование привода | ||||
b) выпуск сжатого воздуха | глушитель | ||||
с) источник энергии | глушение или поглощение | ||||
d) процесс резания | глушение или поглощение внутри изолированной рабочей зоны | ||||
е) замена заготовки | |||||
4.1.2 Воздействие на пути распространения шума | Контроль уровня шума | ||||
6 Опасности, связанные с излучением | 6.5 Лазер | ||||
Конструкция встроенных лазерных систем измерения должна исключать возможность нахождения человека на пути лазерного излучения или его направленного отражения (см. EN 60825-1) | Контроль чертежей конструкции, практические испытания | ||||
7 Опасности, связанные с обрабатываемыми и используемыми материалами | 7.1 Жидкости, туман, дым и пыль | Визуальный контроль, контроль чертежей конструкции, практические испытания |
7.2 Возгорание или взрыв | ||
7.3 Снижение биологических и микробиологических опасностей в смазочно-охлаждающих материалах | ||
7.3.1 Во время процесса обработки весь объем смазочно-охлаждающих материалов, кроме того, который подлежит удалению, должен обращаться в системе. | Визуальный контроль, практические испытания | |
8 Пренебрежение эргономическими принципами при проектировании | 8.1 Нездоровая поза или чрезмерные усилия | Практические испытания для установления соответствия веса, расстояния и позы требованиям указанных стандартов |
8.2 Учет анатомии рук и ног | Измерения, испытания, позволяющие расстояния в обычном механическом производстве привести в соответствие с общепринятыми нормами | |
8.4 Освещение | Измерения, визуальный контроль | |
8.6 Человеческий фактор | Практические испытания | |
8.7 Конструкция, расположение и маркировка деталей для работы рук оператора | Визуальный контроль | |
8.8 Конструкция и расположение визуальных указателей | Визуальный контроль, измерения | |
10 Неожиданный пуск или пробег, превышение числа оборотов | 10.1 Отказ или неисправность системы управления | Практические испытания |
10.2 Возобновление энергоснабжения после поломки | Контроль панели включения, практические испытания | |
10.3 Воздействие внешних факторов на электрооборудование. Электромагнитная совместимость | Применение методов контроля, описанных в EN 50081-2 и EN 61000-6-2 | |
13 Отказ системы энергоснабжения | 13.1 Отказ системы энергоснабжения | Контроль панели включения, практические испытания |
14 Отказ системы управления | 14.1 Функции безопасности системы управления | Проверка соответствия схеме включения и спецификации |
Для ручных станков с электромеханическим управлением (зубчатыми или ременными приводами) связанные с безопасностью части системы управления должны соответствовать категории 1 по EN ISO13849-1, 6.2.2, причем превышение числа оборотов не считается значительной опасностью | Контроль панели включения | |
14.1.2 Аварийное отключение: | ||
b) функция аварийного отключения должна соответствовать EN 60204-1, кроме механизмов, требующих управляемого спуска с остановом категории 1. | Контроль панели включения | |
* При частоте доступа менее одного раза в час допускается применение устройств категории 1. | Контроль панели включения, практические испытания | |
15 Ошибка монтажа | Конструкция частей станка должна исключать ошибки монтажа (например, ассиметричное расположение пары штекер-розетка), и/или компоненты станка следует обеспечивать указаниями по их установке | Практические испытания |
17 Выпадающие или выбрасываемые предметы или жидкости | 17.1 Перехват материалов и жидкостей в процессе обработки | Визуальный контроль, практические испытания |
17.2 Выброс частей станка - установка защитных ограждений | Расчет соответствующей прочности материала, руководствуясь критериями, данными в приложении А или другими равноценными средствами | |
17.3 Крепление и затягивание инструмента | Практические испытания, контроль схемы включения | |
18 Потеря устойчивости, опрокидывание станка | Конструкция станка должна обеспечивать его устойчивость в любых прогнозируемых производственных условиях и противостоять опасностям опрокидывания, падения или неожиданного изменения местоположения. | Визуальный контроль, и в случае необходимости, измерения в обычных производственных условиях |
19 Опасность поскользнуться, споткнуться, свалиться | 19.1 Общие требования | Визуальный контроль |
19.2 Очистка пола | Визуальный контроль, практические испытания с применением жидкости | |
19.3 Расположенные высоко части станка, которые могут стать доступными при обслуживании станка или при устранении повреждений. Если требуется частый доступ к станку, т.е. не менее одного раза за смену, следует предусматривать подходы, соответствующие примерам, приведенным в "А". Если доступ требуется от случая к случаю, следует предусматривать средства, соответствующие "В". | Визуальный контроль |
6 Установление соответствия мер защиты требованиям безопасности
Используемые в соответствии с разделом 5 требования безопасности и/или меры защиты можно проверять на соответствие посредством применения методов, рекомендованных в таблицах 2, 3, 4 и в графе 3 таблицы 5.
7 Информация для пользователя
7.1 Общие положения
Средства предупреждения на станке (например, звуковые или световые сигналы), опознавательные знаки (например, знаки, символы), информационные материалы (например, Руководства по эксплуатации, техническому обслуживанию и уходу) должны соответствовать EN ISO 12100, раздел 5 и EN 457.
7.2 Руководство по эксплуатации
Помимо требований, изложенных в 7.1 по каждому станку, Руководство по эксплуатации должно включать следующие данные:
а) наименование и адрес изготовителя/поставщика;
b) всю необходимую информацию для надежной установки станка и его систем защиты (например, допустимая нагрузка на пол, крепеж, установка амортизаторов, размещение защитных устройств);
c) руководство по предварительному испытанию станка и устройств защиты перед вводом в эксплуатацию;
d) руководство по регулярному обслуживанию и контролю станка, защитных ограждений и иных средств защиты, как и других элементов безопасности прямого действия (например, составных частей тормоза шпинделя);
e) руководство по всем испытаниям, которые необходимо проводить после замены отдельных частей станка, влияющих на его надежность специальными приспособлениями (как в механизмах, так и в числовом управлении);
f) руководство по безопасной эксплуатации, наладке и обслуживанию, как и по безопасным способам работы, по необходимому обучению с целью получения оператором требуемой квалификации;
g) использование станка по назначению с учетом вида работ "3";
h) функциональное описание системы управления, включая схемы электрической, гидравлической и пневматической систем;
i) уровень шума, определяемый методами, установленными в 7.3;
j) описание возможных неполадок и указания по их обнаружению, а также по их устранению за счет регулярного обслуживания и своевременной корректировки;
k) спецификацию всех жидкостей, используемых для смазки, торможения, привода;
I) руководство по правильному выбору, подготовке, использованию смазочно-охлаждающих материалов и/или смазочных средств и уходу за ними;
m) описание мер по освобождению лиц, захваченных или удерживаемых станком;
n) информацию, описывающую остаточные риски (например, условия, при которых уровень шума может превысить 80 дБ (А), опасности, исходящие от острого или горячего инструмента или частей станка;
о) рекомендации по дополнительным мерам защиты (например, по персональным средствам защиты);
р) информацию, устанавливающую максимальные значения массы, момента инерции, опрокидывающего момента станка и необходимого для него пространства;
q) информацию, устанавливающую предельные значения необходимого пространства и массы, положение центра тяжести инструмента и устройств для его крепления;
r) способы, позволяющие избежать ошибки монтажа при проведении на станке работ по техническому обслуживанию;
s) предупреждение об опасностях из-за острого инструмента или кромок заготовки и о необходимости использования персональных средств защиты;
t) указания по надежному креплению заготовки для станков, обслуживаемых вручную (например, с ручной подачей, загрузкой/выгрузкой заготовки).
Для выполнения перечислений d), е) и f) необходимо предоставлять в распоряжение контрольный перечень, содержащий чертежи и схемы включения.
7.3 Указания по шуму
Измерение шума должно происходить в соответствии с EN ISO 3746 или, в данном случае, по EN ISO 11202.
Должны быть сделаны указания в отношении эмиссии воздушного шума (см. EN ISO 12100, 6.3.4.2, приложение В).
Показания и повторный контроль величины шумовой эмиссии должны соответствовать EN ISO 4871, причем следует использовать показания в двоичной системе. Указания должны быть дополнены сведениями об использованном методе измерения и производственных условиях во время испытания; к погрешности К (см. EN ISO 4871) относятся следующие значения:
- 4 дБ при пользовании EN ISO 3746;
- 2 дБ при пользовании EN ISO 3744.
Пример - Для уровня звуковой мощности L=93 дБ (измеренное значение) погрешность К=4 дБ при измерении по EN ISO 3746.
Для повторного контроля заданной величины эмиссии следует использовать те же методы и при тех же производственных условиях, что и при получении этой величины.
Указания по шуму должны быть дополнены следующим определением:
"Вышеназванные числовые значения показывают уровень эмиссии, но никоим образом не могут трактоваться как безопасный рабочий уровень. Хотя имеется некоторое соотношение между уровнем эмиссии и уровнем нагрузки, это не может быть достоверным способом установления, требуются дополнительные меры безопасности или нет. К факторам, которые влияют на фактический уровень рабочей нагрузки, относятся свойства рабочего помещения, других источников шума, т.е. числа станков и других производственных процессов, протекающих вблизи исследуемого рабочего места и т.д.
Кроме того, допустимый уровень нагрузки меняется от страны к стране. Эта информация должна позволять пользователю предпринимать более пригодный способ оценки опасностей и рисков".
Примечание - Информация по шумовой эмиссии должна также даваться в документах на продажу.
7.4 Маркировка
Каждый станок должен иметь отчетливую и прочную маркировку, содержащую следующие данные:
a) наименование и адрес изготовителя, а при необходимости, наименование фирмы и адрес полномочного представителя;
b) вес/масса станка;
c) данные для подсоединения электрической, а также гидравлической или пневматической системы (например, минимальное давление в пневмосистеме);
d) места зацепления для транспортировки и установки;
e) диапазон числа оборотов;
f) обозначение модели, серии или типа станка.
Обозначение защитных ограждений, иных средств защиты и деталей, которые не являются составной частью станка и не подлежат встраиванию в станок, должны содержать соответствующие идентификационные данные. Вся прочая информация, необходимая для монтажа, должна быть предоставлена пользователю.
Приложение А
(обязательное)
Защитные ограждения к фрезерным станкам. Испытания методом столкновения
А.1 Общие положения
В приложение представлен метод испытания защитных ограждений, применяемых для обрабатывающих центров с целью предотвращения риска выброса деталей за пределы рабочей зоны.
А.2 Метод испытания
А.2.1 Предварительные замечания
Настоящий метод испытания относится к станкам, оснащенным фрезерными инструментами, которые приводятся в движение с максимальной скоростью, определяемой уравнением (А.1):
![]() (м/сек), (А.1)
(м/сек), (А.1)
где D - наибольший диаметр инструмента, который может находиться в инструментальном магазине (м);
n - максимальное число оборотов шпинделя в секунду (сек).
Данный метод испытания применим как для горизонтальных, так и для вертикальных обрабатывающих центров.
Задачей данного испытания является имитация опасности из-за выброса частей сломавшегося инструмента. В результате определяется устойчивость/прочность разъемных защитных ограждений и/или их материалов против проникновения выбрасываемых частей и/или против пролома самих защитных ограждений.
А.2.2 Оборудование для испытания
Оборудование для испытания состоит из снаряда, устройства, придающего этому снаряду необходимую скорость столкновения (например, движок, наклонный бункер), и устройства для крепления испытуемого объекта.
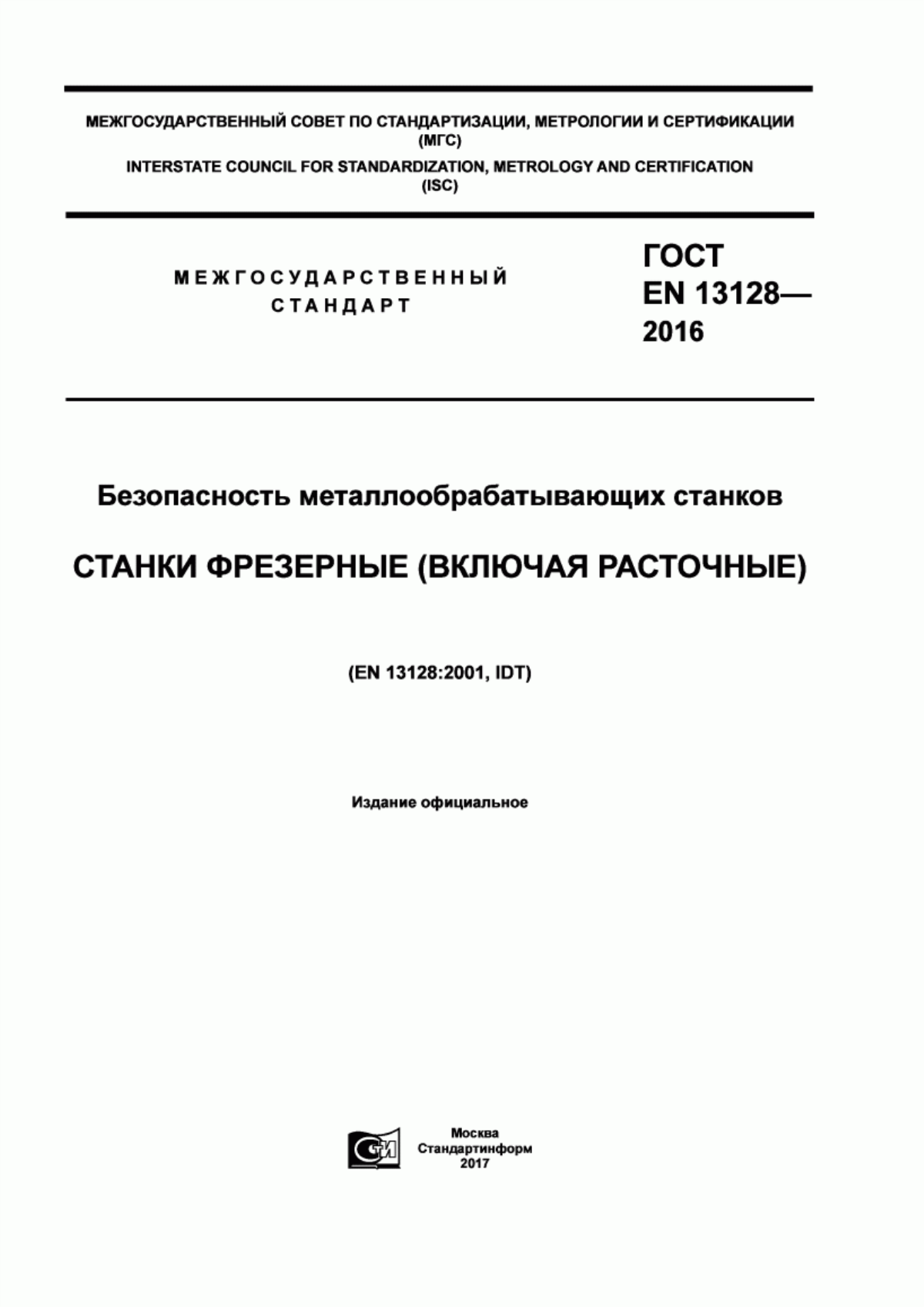
А.2.2.1 Снаряд
Форма, масса и размеры снаряда даны на рисунке А.1.
Снаряд выполняется из стали со следующими свойствами:
- предел прочности на растяжение R - от 560 до 690 Н/мм
;
- предел текучести при растяжении R=330 Н/мм
;
- относительное удлинение при разрыве А=20%;
- масса m - 0,1 кг.
Примечание - Для того, чтобы достичь энергии столкновения, массу следует прикладывать к заднему концу снаряда и, соответственно, сообщать ему скорость до факта столкновения.
Размеры в мм |
|
Обозначения: 1 - передний конец |
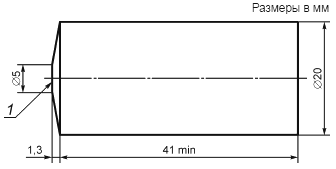
Рисунок А.1 - Снаряд для испытания
А.2.2.2 Крепление испытуемого объекта
Испытание проводится для защитного ограждения и/или образца материала для него. При этом испытании крепление испытуемого объекта должно соответствовать его креплению у станка. Для испытания материала защитного ограждения образец следует закреплять на рамке с внутренним проемом 450 мм 450 мм. Рамка должна иметь достаточную жесткость. Крепление образца должно осуществляться фрикционным соединением (зажимом).
А.2.3 Метод испытания
Расчет скорости снаряда и других величин следует производить по формулам (А.2) и (А.3):
теоретическая энергия столкновения (в джоулях) ![]() ; (А.2)
; (А.2)
измеренная энергия столкновения (в джоулях) ![]() , (А.3)
, (А.3)
где m - масса снаряда в кг;
v - наибольшая скорость резания в м/сек (см. А.2.1);
v - измеренная скорость столкновения в м/сек.
Теоретическая и измеренная величина энергии должны быть равны.
Направление столкновения снаряда должно быть как можно ближе к прямому углу к поверхности испытуемого объекта. Мишенью для снаряда должны служить наиболее неблагоприятные и слабые зоны образца материала или защитного ограждения, в частности, при наличии смотровых окон - центр диска.
А.3 Результаты
После испытания основой для заключения служат следующие установленные повреждения испытуемого объекта:
А.3.1 Повреждения образца материала
Повреждения образца материала следующие:
a) вздутие или вспучивание (остаточная деформация без разрыва);
b) начинающаяся трещина (видимая только на поверхности);
c) проникающая трещина (видимая от одной поверхности до другой);
d) проникновение (снаряд пронизывает образец материала насквозь).
А.3.2 Дополнительные повреждения
Дополнительные повреждения следующие:
a) смотровое окошко сдвинулось с места его установки;
b) отлетели наружные части защитного ограждения;
c) дверца защитного ограждения сорвалась со своей подвески.
А.3.3 Заключение
Испытание выдержано, если снаряд не пронзил испытуемый образец и не образовалось проникающей трещины; на дверцах защитного ограждения не возникло никаких дополнительных повреждений, перечисленных в А.3.2.
А.4 Отчет об испытании
Отчет об испытании должен содержать, как минимум, следующую информацию:
- дату и место проведения испытания, наименование учреждения, проводившего испытание;
- массу и размеры снаряда, скорость и энергию столкновения;
- данные об изготовителе фрезерного станка, тип, максимальный диаметр инструмента, содержащегося в хранилище, конус, мощность и наибольшее число оборотов шпинделя;
- данные о конструкции, материале и размерах испытуемого объекта;
- данные о способе крепления испытуемого объекта;
- направление движения снаряда и точку его столкновения с испытуемым объектом;
- результат испытания.
А.5 Результаты испытания методом столкновения снаряда (m=0,1 кг) с образцом из различного материала представлены в таблице А.1.
Таблица А.1
Вид материала | Толщина d, мм | Прочность на растяжение R | Относительное удлинение | Скорость v | Энергия Е, Дж |
Ст 12.03 | 1,5 | 369 | 28 | 80 | 320 |
3,0 | 405 | 28 | 115 | 661 | |
1,5+3,0* | 369/405 | 28 | 150 | 1125 | |
3,0+1,5* | 405/369 | 28 | 140 | 980 | |
AI Mg | 5,0 | 242 | 18 | 120 | 720 |
Поликарбонат** | 4,0 | 68 | 80 | 85 | 361 |
6,0 | 100 | 500 | |||
8,0 | 120 | 720 | |||
12,0 | 150 | 1125 | |||
2 | 170 | 1445 | |||
2 | 230 | 2645 | |||
Полиметилметакрилат | 12,0 | 74 | 4 | 25 | 31 |
* На боковой стороне зоны обработки. ** Результаты испытаний относятся только к новым материалам, старые материалы не принимаются во внимание. | |||||
Приложение B
(справочное)
Оборудование для испытания методом столкновения
В.1 Приспособление для выстрела
Приспособление для выстрела состоит из пневматического зажимного устройства, соединенного фланцем со стволом (см. рисунок В.1). Сжатый воздух, резко выпущенный через особый вентиль, позволяет разогнать снаряд в направлении испытуемого объекта.
В.2 Работа и устройства
Воздух подается компрессором. Скорость снаряда регулируется давлением и объемом сжатого воздуха. Скорость снаряда измеряется вблизи жерла ствола соответствующим измерительным прибором (например, датчиком с реакцией на приближение или фотокамерой).
|
Обозначения: 1 - измеритель скорости; 2 - ствол; 3 - снаряд; 4 - пульт управления; 5 - испытуемый объект; 6 - резервуар для сжатого воздуха |
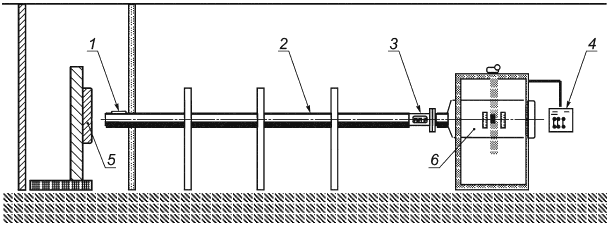
Рисунок В.1 - Оборудование для испытания столкновением
Приложение С
(справочное)
Наглядные рисунки в качестве примеров
Схематически станки представлены на рисунках С.1-С.10.
|
Рисунок С.1 - Пример горизонтального консольно-фрезерного станка
|
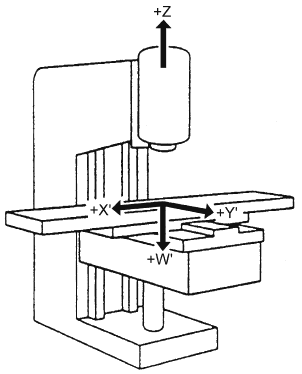
Рисунок С.2 - Пример вертикального консольно-фрезерного станка
|
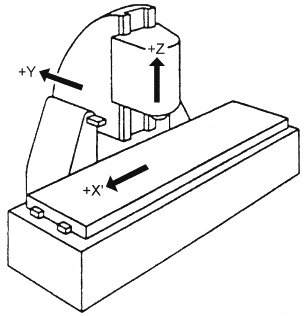
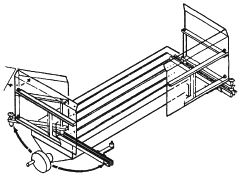
Рисунок С.3 - Пример одностоечного продольно-фрезерного станка с вертикальным шпинделем
|
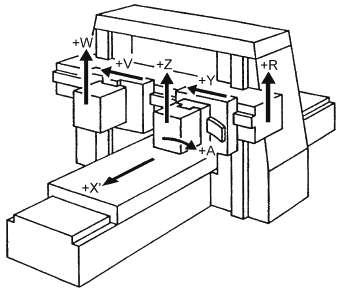
Рисунок С.4 - Пример двухстоечного фрезерного станка (портального фрезерного станка)
|
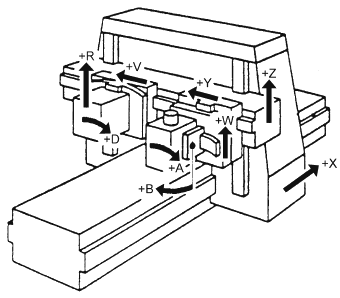
Рисунок С.5 - Пример двухстоечного продольно-фрезерного станка с подвижным порталом (типа "Gantry")
|
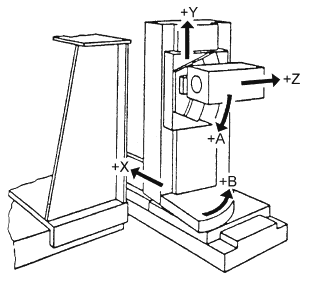
Рисунок С.6 - Пример горизонтального сверлильно-фрезерного станка
|
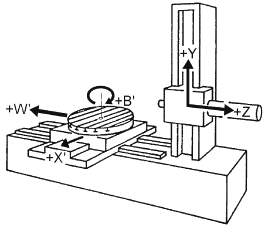
Рисунок С.7 - Пример горизонтального сверлильно-фрезерного станка
|
|
а) Полностью открытое створчатое защитное ограждение | b) Защитное ограждение с откидывающимися дверцами |
(Примечание - Задняя сторона на рисунке не представлена) | |
|
|
с) Защитное ограждение с раздвижными дверцами | d) Защитное ограждение с раздвижными дверцами |
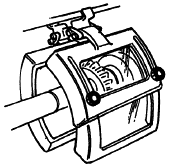
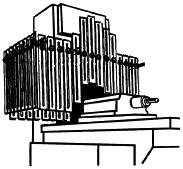
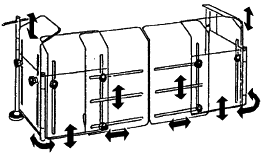
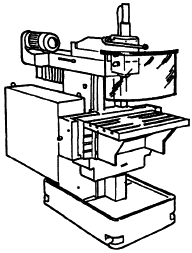
Рисунок С.8 - Примеры встраиваемых защитных ограждений для фрезерного станка с ручным управлением (скорость подачи - до 2 м/мин, см. таблицу 2)
|
а) Полностью открытое откидное защитное ограждение
Примечание - Задняя сторона защитного ограждения на рисунке не представлена.
|
b) Защитное ограждение с откидными дверцами
|
с) Защитное ограждение с раздвижными дверцами
Рисунок С.9 - Примеры защитных ограждений с блокировкой для фрезерного станка с ручным управлением (скорость подачи - до 2 м/мин, см. таблицу 2)
|
|
Защитное ограждение открыто | Защитное ограждение закрыто |
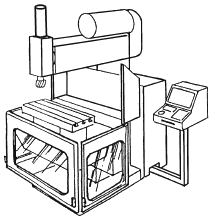
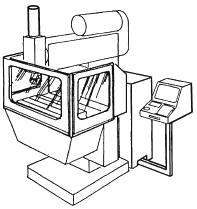
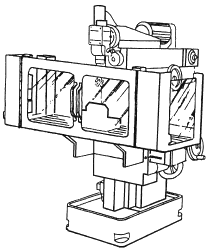
Рисунок С.10 а) - Пример защитных ограждений с блокировкой для автоматических фрезерных станков
|
Обозначения: 1 - стойки станка и привод подачи, ось Y; 2 - крестовые салазки с вертикальным столом и приводом подачи, ось Х; 3 - неподвижный или поворотный стол для крепления заготовки; 4 - смазочно-охлаждающая система; 5 - кабина; 6 - фрезерная головка с вертикальным шпинделем; 7 - распределительный шкаф подачи электроэнергии; 8 - передняя бабка с горизонтальным шпинделем и приводом подачи, ось Z; 9 - главный привод; 10 - панель компьютерного управления |
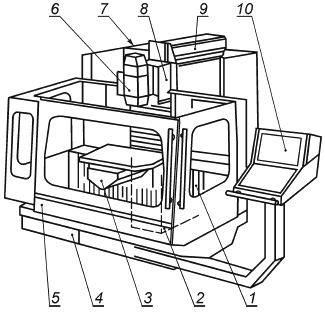
Рисунок С.10 b) - Пример защитного ограждения с блокировкой для автоматического фрезерного станка
|
Обозначения: 1 - стационарное защитное ограждение; 2 - закрепленное на конце стола и перемещающееся вместе с ним защитное Ограждение; 3 - перемещаемое защитное ограждение с блокировкой для доступа оператора; 4 - местоположение оператора по его осознанному выбору; 5 - телескопическая оболочка; 6 - фрезерный инструмент; 7 - закрепленное на конце стола и перемещающееся вместе с ним защитное ограждение; 8 - стационарное защитное ограждение; 9 - телескопическая оболочка; 10 - стационарное защитное ограждение; 11 - складная дверь с блокировкой; 12 - стол для крепления заготовки; 13 - складная дверь с блокировкой; 14 - положение складной двери при загрузке стола; 15 - стационарное защитное ограждение |
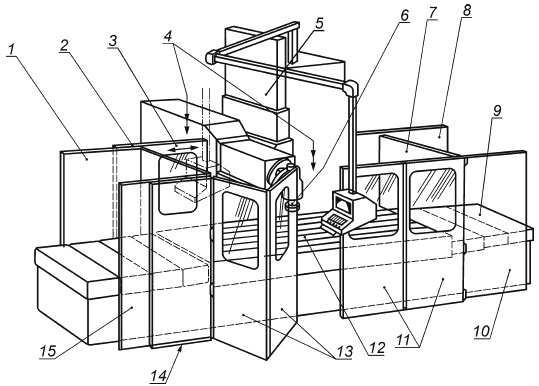
Рисунок С.10 с) - Пример большого автоматического продольно-фрезерного станка с полной защитой рабочей зоны (см. таблицу 4)
|
Обозначения: |
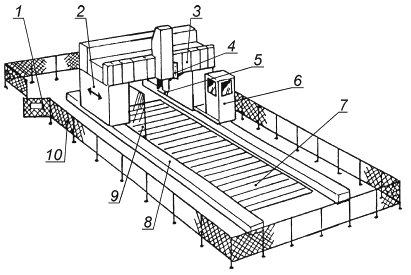
Рисунок С.10 d) - Пример большого двухстоечного фрезерного станка с подвижным порталом ("конструкция "Gantry") с круговым защитным ограждением и защитой оператора (см. таблицу 4)
Приложение D
(справочное)
Измерение шума
Производственные условия для измерения шума должны быть следующими:
- холостой ход станка при 80% максимального числа оборотов шпинделя;
- соответствующая этому условию подача заготовки в рабочем состоянии;
- устройство для автоматической смены инструмента и оси в рабочем состоянии;
- работающий отвод стружки (при наличии такового).
Условия установки и работы станка должны соответствовать указаниям изготовителя; они должны быть идентичны для определения уровня эмиссии звукового давления на рабочем месте и уровня мощности звука.
Уровень эмиссии звукового давления на рабочем месте должен измеряться в соответствии с EN ISO 11202 со следующими изменениями:
- показатель окружающей среды К и местный фактор К
должны быть равны или менее 4 дБ;
- разность между уровнями звукового давления на заднем плане и на рабочем месте у станка должна быть равна или более 6 дБ;
- поправка к местному фактору К должна определяться либо в соответствии с EN ISO 11204, А.2 с ограниченными ссылками на EN ISO 3746, в которых оцениваются методы, приведенные в EN ISO 11202, приложение А, либо в соответствии EN ISO 3744, если применяются методы измерения, приведенные в настоящем стандарте.
Измерение уровня звуковой мощности должно производиться в соответствии с EN ISO 3746 в части указаний для метода огибающей поверхности со следующими изменениями:
- показатель окружающей среды К должен быть равен или менее 4 дБ;
- разность между уровнями звукового давления на заднем плане и на рабочем месте у станка должна быть равна или более 6 дБ в каждой точке измерения;
- формула корректировки этой разности (см. EN ISO 3746) действительна до величины 10 дБ;
- в качестве измеряемой поверхности следует использовать четырехугольный параллелепипед на расстоянии 1,0 м от огибающей поверхности;
- если расстояние от станка до соседнего агрегата меньше 2,0 м, то этот агрегат следует включать в огибающую поверхность;
- следует исключить требуемое в EN ISO 3746, 7.5.3 время измерения - 30 сек;
- точность испытания должна превышать 3 дБ.
Количество позиций микрофона должно соответствовать EN ISO 3746.
В противном случае можно измерять уровень эмиссии звуковой мощности с большей точностью по EN ISO 3744 без вышеназванных изменений, если имеющиеся в наличии устройства и метод измерения применимы к данному типу станка.
Для определения уровня эмиссии звуковой мощности посредством измерения интенсивности звука применим EN ISO 9614-1 (при гарантированном соглашении между изготовителем и поставщиком).
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 349 | - | * |
EN 574 | IDT | ГОСТ EN 574-2012 "Безопасность машин. Устройства управления двуручные. Принципы конструирования" |
EN 614-1 | - | * |
EN 614-2 | - | * |
EN 626 | - | * |
EN 811 | - | * |
EN 894-1:1997+А1:2008 | IDT | ГОСТ EN 894-1-2012 "Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 1. Общие руководящие принципы при взаимодействии оператора с индикаторами и органами управления" |
EN 894-3-2000+А1:2008 | IDT | ГОСТ EN 894-3-2012 "Безопасность машин. Эргономические требования к оформлению индикаторов и органов управления. Часть 3. Органы управления" |
EN 953:1997+A2009 | IDT | ГОСТ ЕН 953-2014 "Безопасность машин. Защитные устройства. Общие требования по конструированию и изготовлению неподвижных и перемещаемых устройств" |
EN 999 | - | * |
EN 1005-1:2001+А1:2008 | - | * |
EN 1005-2:2003 | IDT | ГОСТ ЕН 1005-2:2005 "Безопасность машин. Физические возможности человека. Часть 2. Составляющая ручного труда при работе с машинами и механизмами" |
EN 1005-3:2002+A1:2008 | - | * |
EN 1037:2008 | - | * |
EN 1127-1 | - | * |
EN 1837 | IDT | ГОСТ ЕН 1837-2002 "Безопасность машин. Встроенное освещение машин" |
EN 13478 | IDT | ГОСТ EN 13478-2012 "Безопасность машин. Противопожарная защита" |
EN 50081-2 | - | * |
EN 60204-1 | - | * |
EN 60259 | - | * |
EN 60825-1 | IDT | ГОСТ IEC 60825-1-2013 Безопасность лазерной аппаратуры. Часть 1. Классификация оборудования, требования и руководство для пользователей |
EN 61000-6-2 | - | * |
EN 61496-1 | - | * |
EN 61496-2 | - | * |
EN ISO 3744 | MOD | ГОСТ 31275-2002 (ИСО 3744-94) "Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью" |
EN ISO 3746 | MOD | ГОСТ 31277-2002 (ИСО 3746). "Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью" |
EN ISO 4413 | - | * |
EN ISO 4414 | - | * |
EN ISO 4871 | MOD | ГОСТ 30691-2001 (ИСО 4871-96) "Шум машин. Заявление и контроль значений шумовых характеристик" |
EN ISO 9614-1:1995 | MOD | ГОСТ 30457-97 (ИСО 9614-1:1993) "Акустика. Определение уровней звуковой мощности источников шума на основе интенсивности звука. Измерение в дискретных точках. Технический метод" |
EN ISO 11202 | MOD | ГОСТ 31169-2003 (ЕН ИСО 11202-95) "Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Ориентировочный метод измерений на месте установки" |
EN ISO 11204:1995 | MOD | ГОСТ 30683-2000 (ИСО 11204:1995) "Шум машин. Измерение уровней звукового давления излучения на рабочем месте и в других контрольных точках. Метод с коррекциями на акустические условия" |
EN ISO 11688-1 | - | * |
EN ISO 12100-2010 | IDT | ГОСТ ИСО 12100-2013 Безопасность машин. Основные принципы конструирования. Оценки риска и снижения риска |
EN ISO 13849-1:2006 | IDT | ГОСТ ИСО 13849-1-2014 Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования |
EN ISO 13856-1 | - | * |
EN ISO 13857 | IDT | ГОСТ ISO 13857-2012 Безопасность машин. Безопасные расстояния для предохранения верхних и нижних конечностей от попадания в опасную зону |
EN ISO 14119 | - | * |
EN ISO 14122-2:2001 | - | * |
EN ISO 14122-3:2001 | - | * |
EN ISO 15641 | - | * |
ISO/TR 11688-2:1998 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
Библиография
[1] | EN 12417, | Sicherheit von Werkzeugmaschinen - Bearbeitungszentren (Безопасность металлообрабатывающих станков. Обрабатывающие центры) |
[2] | ISO 2806:1994, | Industrielle Automatisierungssysteme - Numerische Steuerung von Maschinen - Begriffe (Промышленные автоматизированные системы. Числовое управление станками - Понятия и определения) |
[3] | ISO 513:2014, | Werkstoffe harte schneiden |
[4] | ISO 683-1:1987, |
|
[5] | ISO 11161:2007, | Sicherheit von Maschinen und Mechanismen - Integrierte Produktionssysteme. Die grundlegenden Anforderungen (Безопасность машин и механизмов. Интегрированные производственные системы. Основные требования) |
[6] | EN 418:1992, | Sicherheit von Maschinen - NOT-AUS-Einrichtung, funktionelle Aspekte - |
[7] | EN 547-1:1996, | Sicherheit von Maschinen - |
[8] | EN 547-2:1996, | Sicherheit von Maschinen - |
[9] | EN 547-3:1996, | Sicherheit von Maschinen - |
[10] | EN 692:1996, | Werkzeugmaschinen Werkzeugmaschinen - Sicherheit - zusatzinstrumente (Станки металлообрабатывающие. Безопасность. Прессы механические) |
[11] | EN 693:2001, | Werkzeugmaschinen - Sicherheit - Hydraulische Pressen (Станки металлообрабатывающие. Гидравлические прессы. Безопасность) |
[12] | EN 1550:1997, | Werkzeugmaschinen - Sicherheit - Sicherheitsanforderungen |
[13] | EN 12413, | Sicherheitsanforderungen |
[14] | EN 12415, | Sicherheit von Werkzeugmaschinen - Kleine numerisch gesteuerte Drehmaschinen und Dreh-zentren (Безопасность металлообрабатывающих станков. Маленькие токарные станки и токарные центры с числовым управлением) |
[15] | EN 12622, | Werkzeugmaschinen - Sicherheit - Gesenkbiegepressen (Станки металлообрабатывающие. Безопасность металлообрабатывающих станков. Безопасность листоштамповочных прессов) |
[16] | EN 12717:2001, | Sicherheit von Werkzeugmaschinen - Bohrmaschinen (Безопасность металлообрабатывающих станков. Станки сверлильные) |
[17] | EN 12957:2001, | Werkzeugmaschinen - Sicherheit - Funkenerodiermaschinen (Безопасность металлообрабатывающих станков. Станки электроэрозионные) |
[18] | EN 13236: 2001, | Sicherheitsanforderungen |
[19] | EN 13736:2003, | Werkzeugmaschinen - Sicherheit - Pneumatische Pressen (Металлорежущие станки. Безопасность. Пневматические прессы) |
[20] | EN 13898: 2003, | Sicherheit von Werkzeugmaschinen - |
[21] | EN 13985:2003, | Werkzeugmaschinen - Sicherheit - Tafelscheren (Станки металлообрабатывающие. Безопасность. Гильотинные ножницы) |
[22] | EN 14070:2003, | Sicherheit von Werkzeugmaschinen - Transfer- und Einzweck- oder Sondermaschinen (Станки металлообрабатывающие. Специальные многопозиционные агрегатные станки) |
[23] | EN 31553:1993, | Optik und optische Instrumente - Laser und Laseranlagen - Sicherheit von Maschinen zur Materialbearbeitung mit Laserstrahlung - Anforderungen bei |
УДК 621.9.02 - 434.5.006.354 | МКС 13.110, 25.080.20 | ОКП 38 1000 |
Ключевые слова: безопасность металлообрабатывающих станков, существенные опасности, станки фрезерные, расточные, фрезерная обработка, требования безопасности, элементы системы управления для фрезерных станков | ||
Электронный текст документа
и сверен по:
, 2017
