МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ
ISO 19085-16—
2024
Оборудование деревообрабатывающее
БЕЗОПАСНОСТЬ
Часть 16
Станки ленточнопильные столярные и делительные
(ISO 19085-16:2021, IDT)
Издание официальное
Москва Российский институт стандартизации 2024
ГОСТ ISO 19085-16—2024
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Некоммерческой организацией «Ассоциация организаций и предприятий деревообрабатывающего машиностроения» (Ассоциация «Древмаш») и Федеральным государственным бюджетным учреждением «Российский институт стандартизации» (ФГБУ «Институт стандартизации») на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 070 «Станки»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 ноября 2024 г. № 179-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166)004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2024 г. № 1816-ст межгосударственный стандарт ГОСТ ISO 19085-16—2024 введен в действие в качестве национального стандарта Российской Федерации с 1 мая 2025 г.
5 Настоящий стандарт идентичен международному стандарту ISO 19085-16:2021 «Оборудование деревообрабатывающее. Безопасность. Часть 16. Станки ленточнопильные столярные и делительные» («Woodworking machines — Safety — Part 16: Table band saws and band re-saws, IDT»).
Международный стандарт ISO 19085-16:2021 разработан подкомитетом SC 4 «Деревообрабатывающие станки» Технического комитета по стандартизации ТС 39 «Станки» Международной организации по стандартизации (ISO) совместно с Техническим комитетом ТС 142 «Деревообрабатывающие станки. Безопасность» Европейского комитета по стандартизации (CEN).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВЗАМЕН ГОСТ EN 1807-1—2015
II
ГОСТ ISO 19085-16—2024
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© ISO, 2021
© Оформление. ФГБУ «Институт стандартизации», 2024
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
III
ГОСТ ISO 19085-16—2024
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................2
3 Термины и определения ...............................................................2
4 Требования безопасности и методы контроля .............................................6
5 Требования безопасности и меры защиты от механических опасностей........................7
6 Требования безопасности и меры защиты от других опасностей.............................16
7 Информация для использования.......................................................17
Приложение А (справочное) Перечень существенных опасностей .............................19
Приложение В (справочное) Требуемые уровни эффективности безопасности...................22
Приложение С (обязательное) Испытание на устойчивость...................................23
Приложение D (обязательное) Испытание на торможение ...................................23
Приложение Е (обязательное) Испытание ограждений на удар................................23
Приложение F (обязательное) Испытание на шум...........................................24
Приложение G (обязательное) Испытание на жесткость перемещаемого ограждения режущего участка ленточной пилы...................................................27
Приложение ДА (справочное) Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам................................28
IV
ГОСТ ISO 19085-16—2024
Введение
Серия стандартов ГОСТ ISO 19085 «Оборудование деревообрабатывающее. Безопасность» содержит требования безопасности, которые следует соблюдать и контролировать при разработке и изготовлении деревообрабатывающего оборудования (станков, машин и т. д.).
Настоящий стандарт является стандартом типа С по ISO 12100:2010.
Если требования настоящего стандарта отличаются от требований, изложенных в стандартах типа А или типа В по ISO 12100:2010, то требования настоящего стандарта имеют приоритет перед требованиями других стандартов для станков, разработанных и изготовленных в соответствии с требованиями настоящего стандарта.
Полный набор требований безопасности к тем или иным разновидностям деревообрабатывающего оборудования определен настоящим стандартом и относящимися к ним стандартами серии ГОСТ ISO 19085.
Для обеспечения безопасности деревообрабатывающего оборудования, не охваченного стандартами серии ГОСТ ISO 19085, следует руководствоваться настоящим стандартом и ISO 12100:2010.
В других частях серии ГОСТ ISO 19085 требования безопасности учитываются в виде ссылки на соответствующие положения настоящего стандарта или содержат замены и дополнения к общим требованиям, приведенным в настоящем стандарте.
Разработчик стандарта — инженер В.В. Горбенко (Ассоциация «Древмаш»).
V
ГОСТ ISO 19085-16—2024
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Оборудование деревообрабатывающее
БЕЗОПАСНОСТЬ
Часть 16
Станки ленточнопильные столярные и делительные
Woodworking machines. Safety. Part 16. Table band saws and band re-saws
Дата введения — 2025—05—01
1 Область применения
В настоящем стандарте приведены требования и меры безопасности для ленточнопильных станков с ручной загрузкой и/или разгрузкой, эксплуатируемых при непрерывном использовании в производстве (далее — станки).
Станки предназначены для резания древесины и материалов со сходными с древесиной физическими характеристиками.
В настоящем стандарте рассмотрены все существенные опасности, опасные ситуации и события, перечисленные в приложении А, относящиеся к станкам при их эксплуатации, регулировке и техническом обслуживании в соответствии с назначением и в условиях, предусмотренных изготовителем. Кроме того, учтены стадии транспортирования, монтажа, демонтажа, вывода из эксплуатации и утилизации.
Настоящий стандарт также применим к станкам, оснащенным одним или несколькими из следующих устройств/дополнительных рабочих узлов, опасность которых рассмотрена:
а) устройство для наклона стола;
Ь) устройство для наклона узла ленточной пилы.
Настоящий стандарт не распространяется:
1) на станки, приводимые в действие двигателями внутреннего сгорания или устройствами отбора мощности (УОМ);
2) станки для распиловки бревен.
Примечание — На ленточнопильные станки для распиловки бревен распространяется действие EN 1807-2:2013;
3) горизонтальные ленточнопильные и делительные станки;
4) станки, предназначенные для поперечной резки дров.
В настоящем стандарте не рассмотрены опасности, связанные с комбинацией одного станка с любой другой машиной (как частью линии).
Настоящий стандарт не применяется к станкам, предназначенным для использования в потенциально взрывоопасных средах, или к станкам, изготовленным до даты его публикации.
Издание официальное
1
ГОСТ ISO 19085-16—2024
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных — последнее издание (включая все изменения)]:
ISO 4871:1996, Acoustics — Declaration and verification of noise emission values of machinery and equipment (Акустика. Декларирование и проверка значений шума машин и оборудования)
ISO 12100:2010, Safety of machinery — General principles for design — Risk assessment and risk reduction (Безопасность машин. Общие принципы конструирования. Оценка рисков и снижение рисков)
ISO 13849-1:20151\ Safety of machinery — Safety-related parts of control systems — Part 1: General principles for design (Безопасность машин. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования)
ISO 19085-1:2021, Woodworking machines — Safety — Part 1: Common requirements (Оборудование деревообрабатывающее. Часть 1. Безопасность. Общие требования)
3 Термины и определения
В настоящем стандарте применены термины по ISO 12100:2010, ISO 13849-1:2015, ISO 19085-1:2021, а также следующие термины с соответствующими определениями.
ИСО и МЭК ведут терминологические базы данных для использования в стандартизации по следующим адресам:
- платформа онлайн-просмотра ISO, доступная по адресу: http://www.iso.org/obp;
- Электропедия IEC, доступная по адресу: http://www.electropedia.org/.
3.1 ленточнопильный станок (band sawing machine): Пильный станок с одной ленточной пилой в виде бесконечной ленты, установленной на двух или более шкивах и проходящей по ним.
3.2 ленточнопильный столярный станок (table band saw): Ленточнопильный станок с ручной подачей (3.1) с неподвижным или наклоняемым столом или с наклоняемым пильным агрегатом.
Примечание 1 — См. рисунки 1, 3 и 4.
3.3 ленточнопильный делительный станок (band resaw): Ленточнопильный станок (3.1) с узлом подачи.
Примечание 1 — См. рисунок2.
Примечание 2 — Ленточная пила может быть расположена вертикально или наклонно.
3.4 натяжение ленточной пилы (band saw blade straining): Сила, действующая на полотно ленточной пилы для ее удержания в рабочем положении на шкивах для ленточной пилы во время резания.
Примечание 1 — См. рисунок 6.
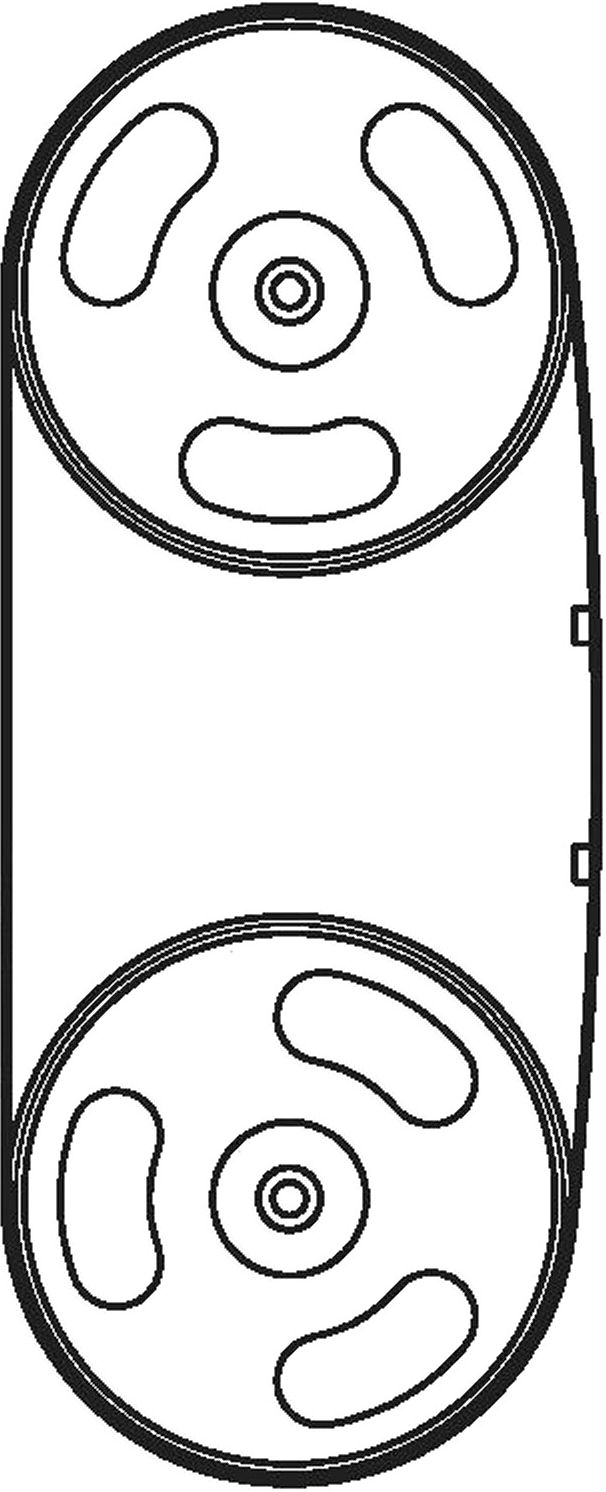
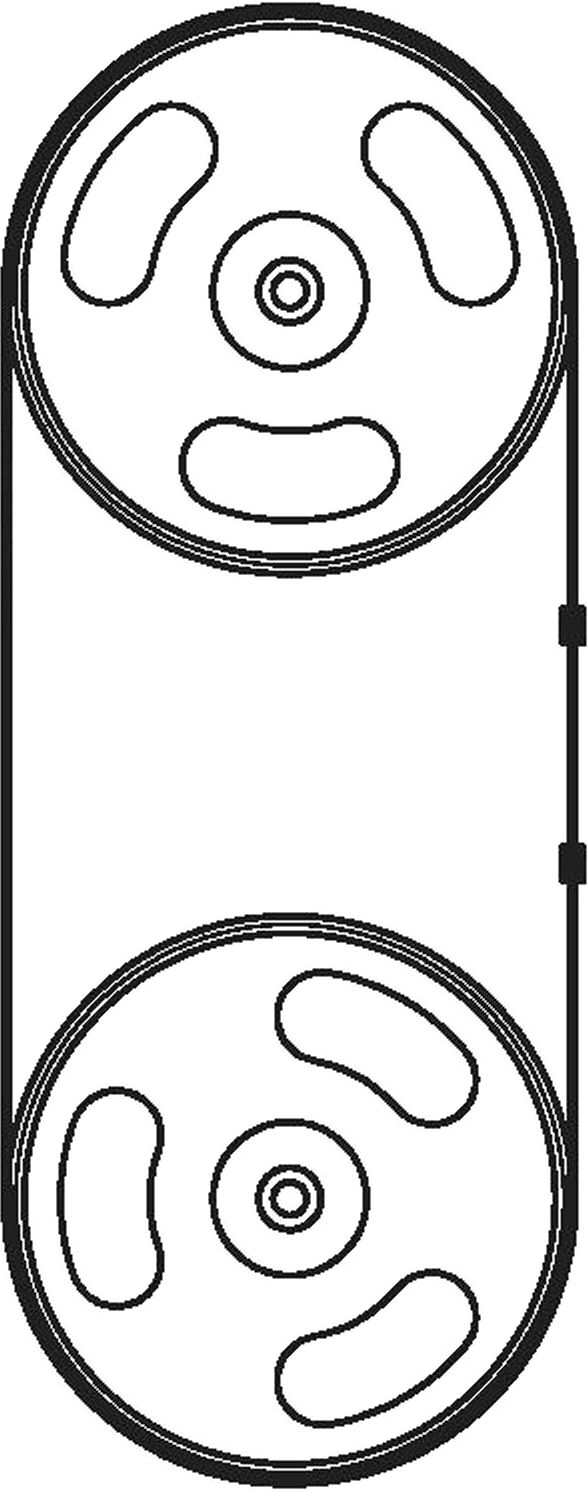
3.5 слежение за положением ленточной пилы (band saw blade tracking): Средства, используемые для обеспечения рабочего положения ленточной пилы на шкивах для ленточной пилы.
Примечание 1 — См. рисунок 5.
3.6 режим слежения (tracking mode): Режим, позволяющий контролировать положение ленточной пилы во время выбега отторможенного ведущего шкива, например путем регулировки поворота одного из шкивов для ленточной пилы.
1> Заменен на ISO 13849-1:2023. Однако для однозначного соблюдения требования настоящего стандарта, приведенного в датированной ссылке, рекомендуется использовать только указанное в этой ссылке издание.
2
ГОСТ ISO 19085-16—2024
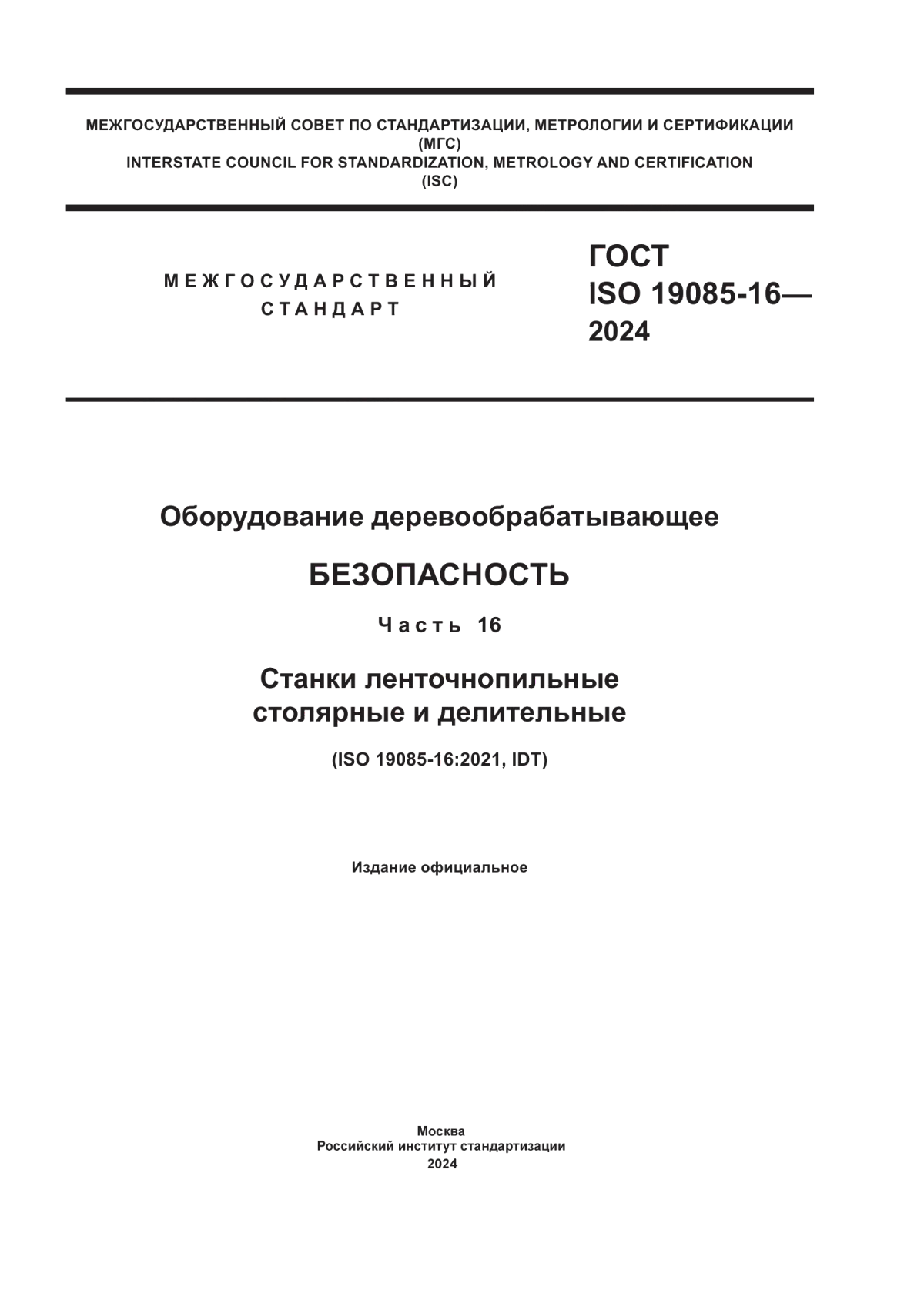
1 — стол; 2 — регулируемое ограждение; 3 — ленточная пила; 4 — верхний шкив ленточной пилы; 5 — нижний шкив ленточной пилы; 6 — орган управления пуском и остановом пильного шкива;
7 — ограждения шкивов ленточной пилы; 8 — регулируемое ограждение ленточной пилы
Рисунок 1 — Части ленточнопильного станка (защитные дверцы открыты, например для смены инструмента)
3
ГОСТ ISO 19085-16—2024
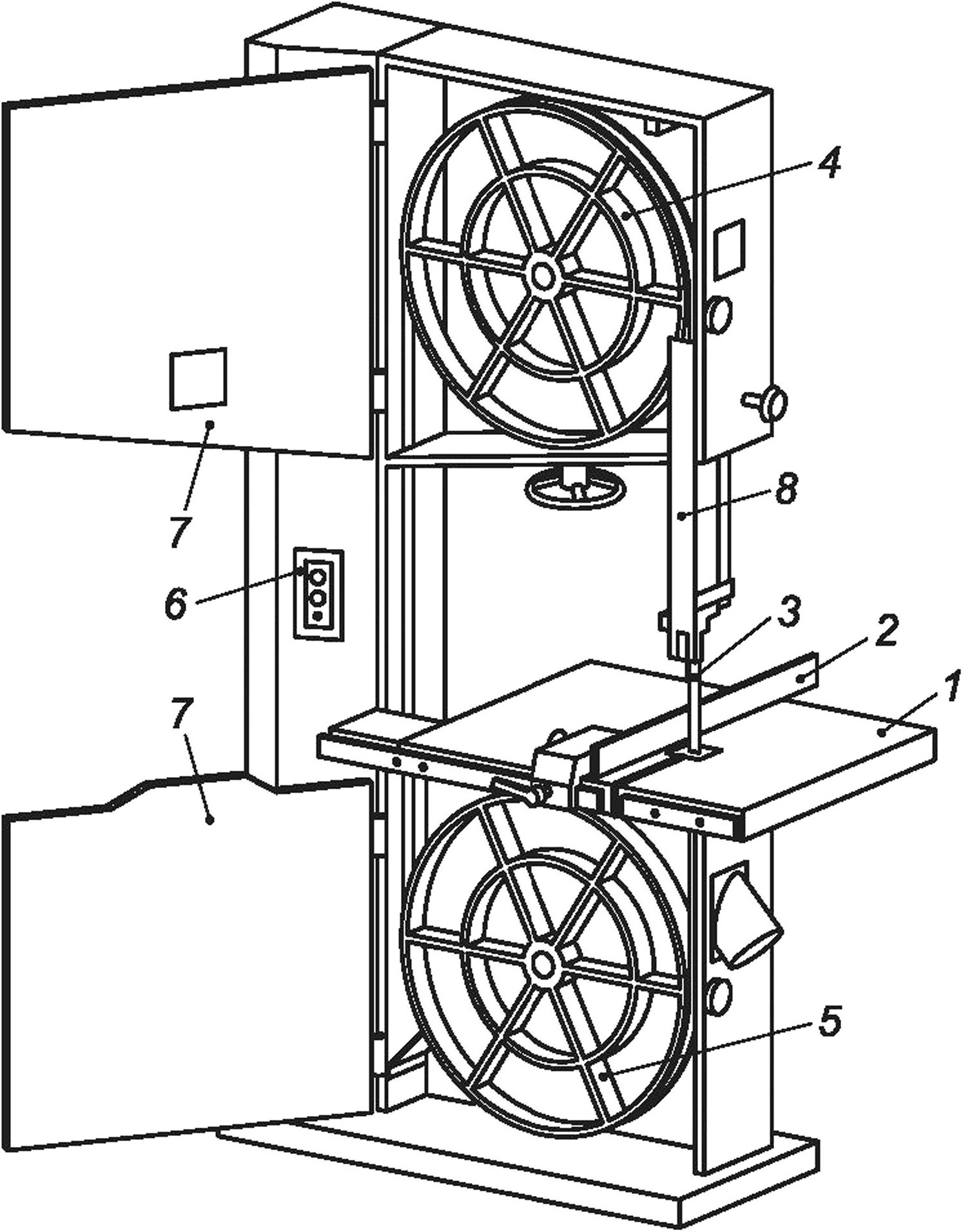
1 — направляющая система для заготовки (ограждение); 2 — стол станка; 3 — опорный валик; 4 — подстольное ограждение;
5 — ограждение верхнего шкива ленточной пилы; 6 — регулируемый защитный кожух ленточной пилы;
7 — органы управления пуском и остановом; 8 — узел подачи; 9 — отключающее устройство
Рисунок 2 — Пример ленточнопильного делительного станка
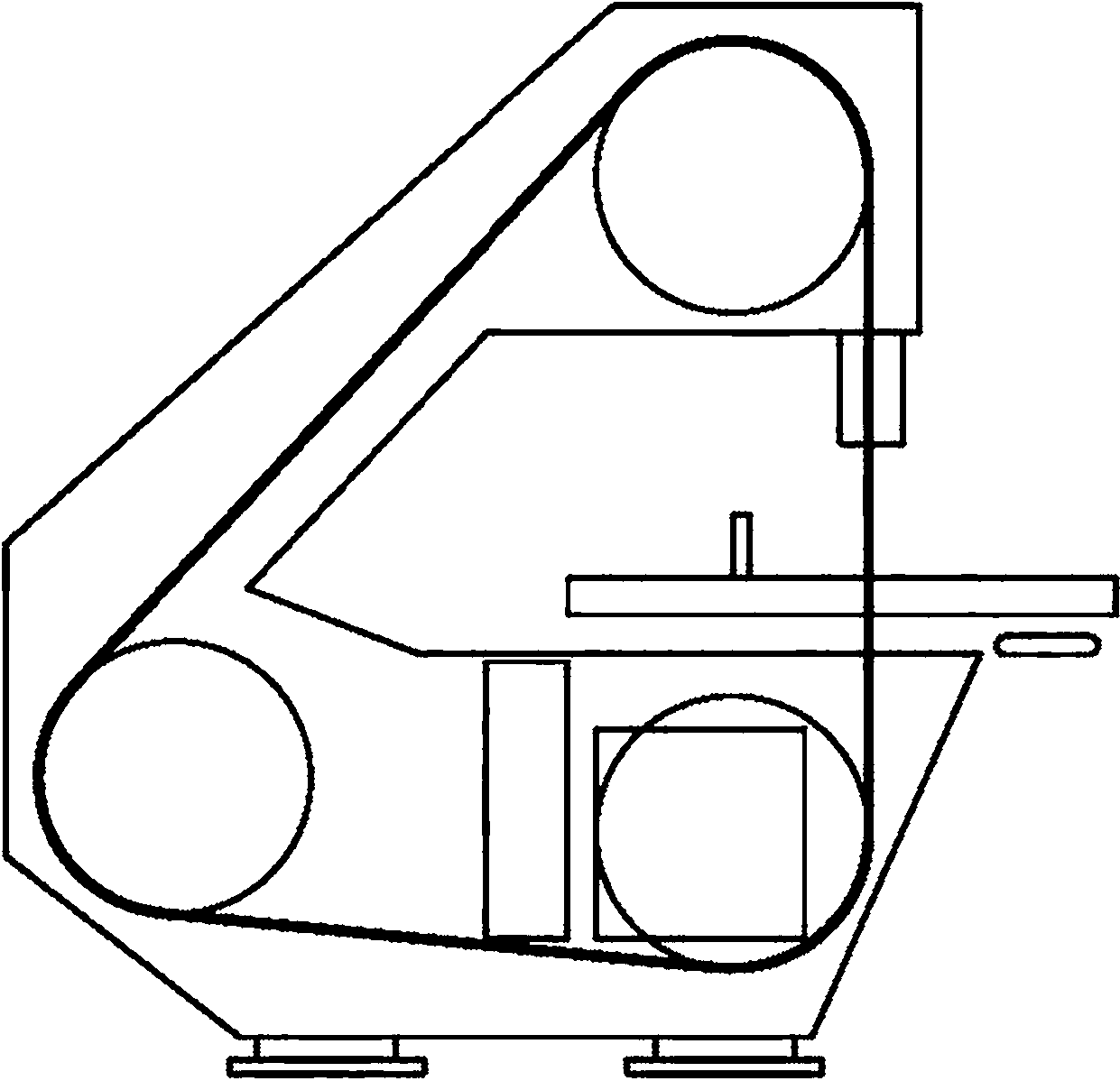
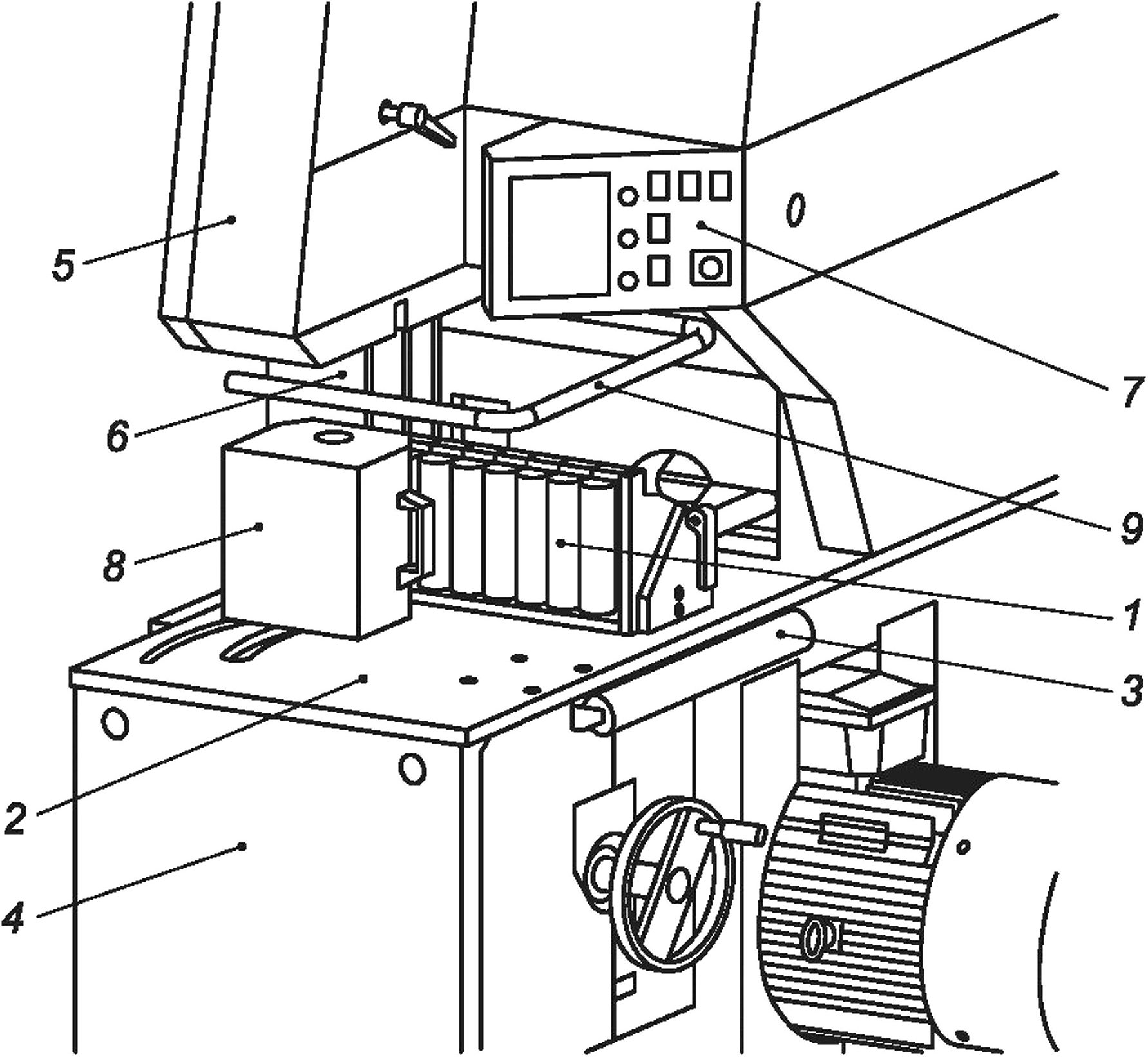
Рисунок 3 — Ленточнопильный станок с тремя пильными шкивами
4
ГОСТ ISO 19085-16—2024
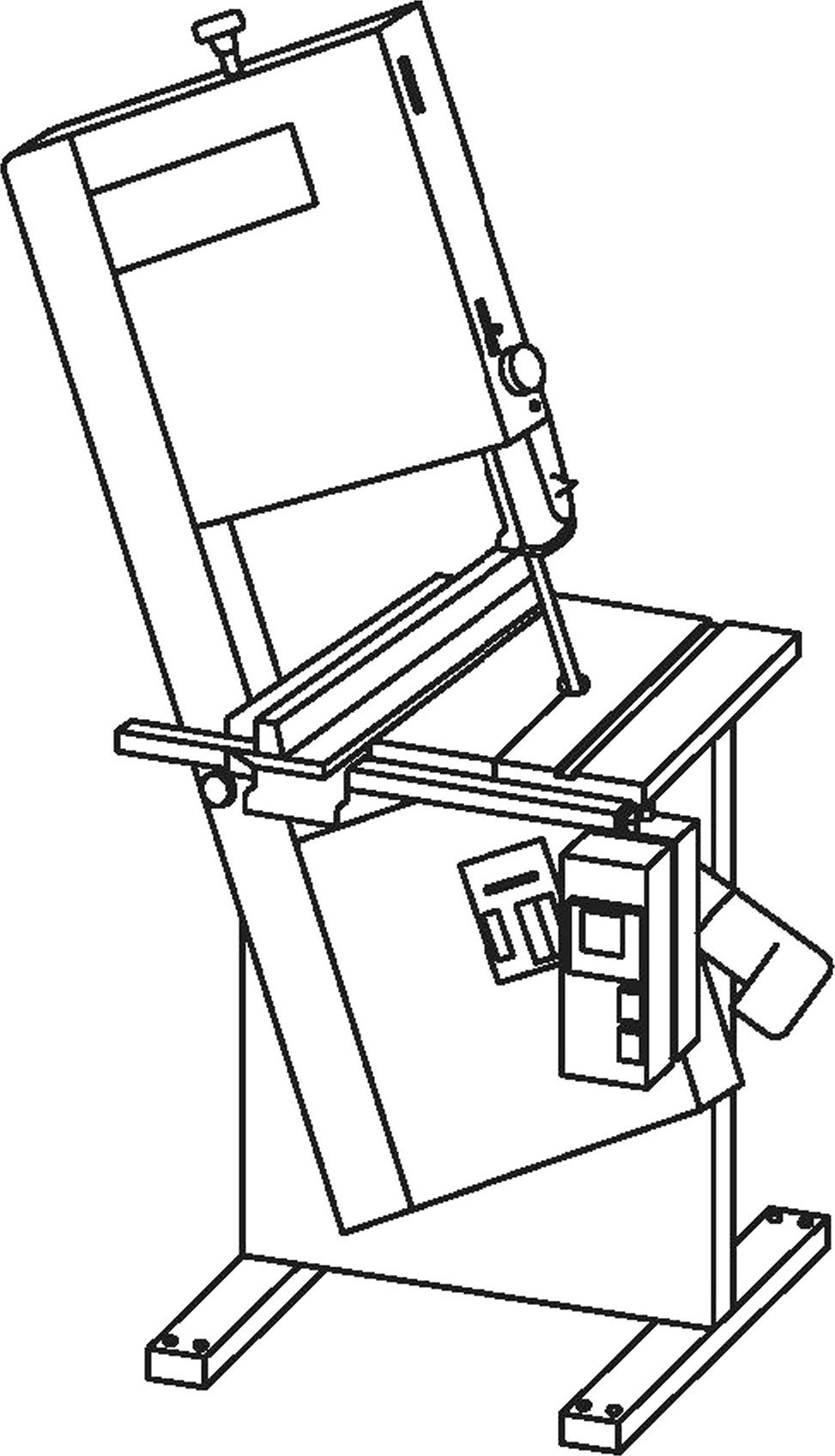
Рисунок 4 — Ленточнопильный станок с наклоняемым пильным узлом
1 — поворотный шкив ленточной пилы; 2— полотно ленточной пилы
Рисунок 5 — Пример средства для слежения за ленточной пилой
5
ГОСТ ISO 19085-16—2024
4 Требования безопасности и методы контроля
4.1 Безопасность и надежность систем управления
Применяют ISO 19085-1:2021,4.1, с нижеприведенным дополнением.
Таблица В.1 заменяет таблицу В.1 ISO 19085-1:2021.
4.2 Органы управления
Применяют ISO 19085-1:2021,4.2, с нижеприведенными дополнениями.
Все органы управления для нормальной работы станка (включая управление аварийным остановом, если требуется) должны быть расположены на стороне подачи либо на неподвижной части станка, либо на подвижной панели управления.
На задней стороне ленточнопильных делительных станков должен быть установлен дополнительный орган управления аварийным остановом.
Контроль: путем проверки соответствующих чертежей и/или принципиальных схем, осмотра станка и проведения функциональных испытаний станка.
4.3 Пуск
4.3.1 Прямой пуск
Применяют ISO 19085-1:2021,4.3.1.
4.3.2 Пуск включением электропитания
Применяют ISO 19085-1:2021,4.3.2.
4.4 Безопасные остановы
4.4.1 Общие положения
Применяют ISO 19085-1:2021,4.4.1.
4.4.2 Нормальный останов
Применяют ISO 19085-1:2021,4.4.2.
4.4.3 Оперативный останов
ISO 19085-1:2021,4.4.3, не применяют.
4.4.4 Аварийный останов
Применяют ISO 19085-1:2021,4.4.4.
4.5 Торможение инструмента
Применяют ISO 19085-1:2021,4.5.
4.6 Выбор режима
Применяют ISO 19085-1:2021,4.6, с нижеприведенными дополнениями.
Если предусмотрен режим слежения, применяют следующие требования:
а) ограждения шкивов ленточной пилы должны быть заблокированы с помощью защитного замка. Снятие защитной блокировки должно быть сблокировано с остановом привода инструмента;
Ь) чтобы можно было наблюдать за движением ленточной пилы, тормоз привода инструмента может быть отключен;
с) во избежание работы с отключенными тормозами привод инструмента не должен работать более 3 с.
В случае реализации требования по перечислению b) SRP/CS для отключения тормоза привода инструмента должны достигать PLr = с.
SRP/CS для ограничения времени работы должны достигать PLr = с.
Контроль: путем проверки соответствующих чертежей и/или принципиальных схем, осмотра станка и проведения функциональных испытаний станка.
4.7 Изменение частоты вращения инструмента
4.7.1 Изменение частоты путем перестановки ремней на шкивах
Применяют ISO 19085-1:2021,4.7.1.
6
ГОСТ ISO 19085-16—2024
4.7.2 Изменение частоты вращения инструмента двигателем с пошаговым изменением частоты вращения
Применяют ISO 19085-1:2021,4.7.2.
4.7.3 Бесступенчатое изменение частоты с помощью преобразователя частоты
Применяют ISO 19085-1:2021,4.7.3.
4.8 Отказ источников питания
Применяют ISO 19085-1:2021,4.8.
4.9 Ручное управление сбросом
ISO 19085-1:2021,4.9, не применяют.
4.10 Обнаружение и мониторинг остановов
Применяют ISO 19085-1:2021,4.10.
4.11 Контроль скорости движения частей станка
Применяют ISO 19085-1:2021,4.11.
4.12 Задержка по времени
Применяют ISO 19085-1:2021,4.12.
4.13 Телеобслуживание
ISO 19085-1:2021,4.13, не применяют.
5 Требования безопасности и меры защиты от механических опасностей
5.1 Устойчивость
Применяют ISO 19085-1:2021, 5.1.
5.2 Риск разрушения во время эксплуатации
Применяют ISO 19085-1:2021, 5.2.
5.3 Инструмент и конструкция крепления инструмента
5.3.1 Общие положения
ISO 19085-1:2021, 5.3.1, не применяют.
5.3.2 Стопорение шпинделя
ISO 19085-1:2021, 5.3.2, не применяют.
5.3.3 Крепление дисковых пил
ISO 19085-1:2021, 5.3.3, не применяют.
5.3.4 Размеры фланцев для дисковых пил
ISO 19085-1:2021, 5.3.4, не применяют.
5.3.5 Натяжение и отслеживание ленточной пилы
Положения, относящиеся к настоящему стандарту.
Должны быть предусмотрены средства регулировки деформации полотна ленточной пилы. Должна быть предусмотрена индикация деформации [см. рисунок 6 и 7.2.2 а)].
Для поддержания необходимой деформации полотна ленточной пилы во время нормальной работы должно быть предусмотрено компенсационное устройство.
Должно быть предусмотрено средство поворота одного из шкивов ленточной пилы для обеспечения возможности слежения за ленточной пилой (см. рисунок 5).
Примечание — Регулировка положения полотна ленточной пилы может быть выполнена с открытыми ограждениями шкивов ленточной пилы путем поворота шкивов вручную (см. 5.4.3) или с закрытыми ограждениями шкивов ленточной пилы во время холостого выбега в режиме слежения (см. 4.6 для выбора режима).
7
ГОСТ ISO 19085-16—2024
На станках, оснащенных режимом отслеживания, должны быть предусмотрены средства для проверки положения ленточной пилы, например: метки на столе станка или шкалы или смотровое окно в ограждении верхнего шкива ленточной пилы.
Контроль: путем проверки соответствующих чертежей, осмотра станка и проведения функциональных испытаний станка.

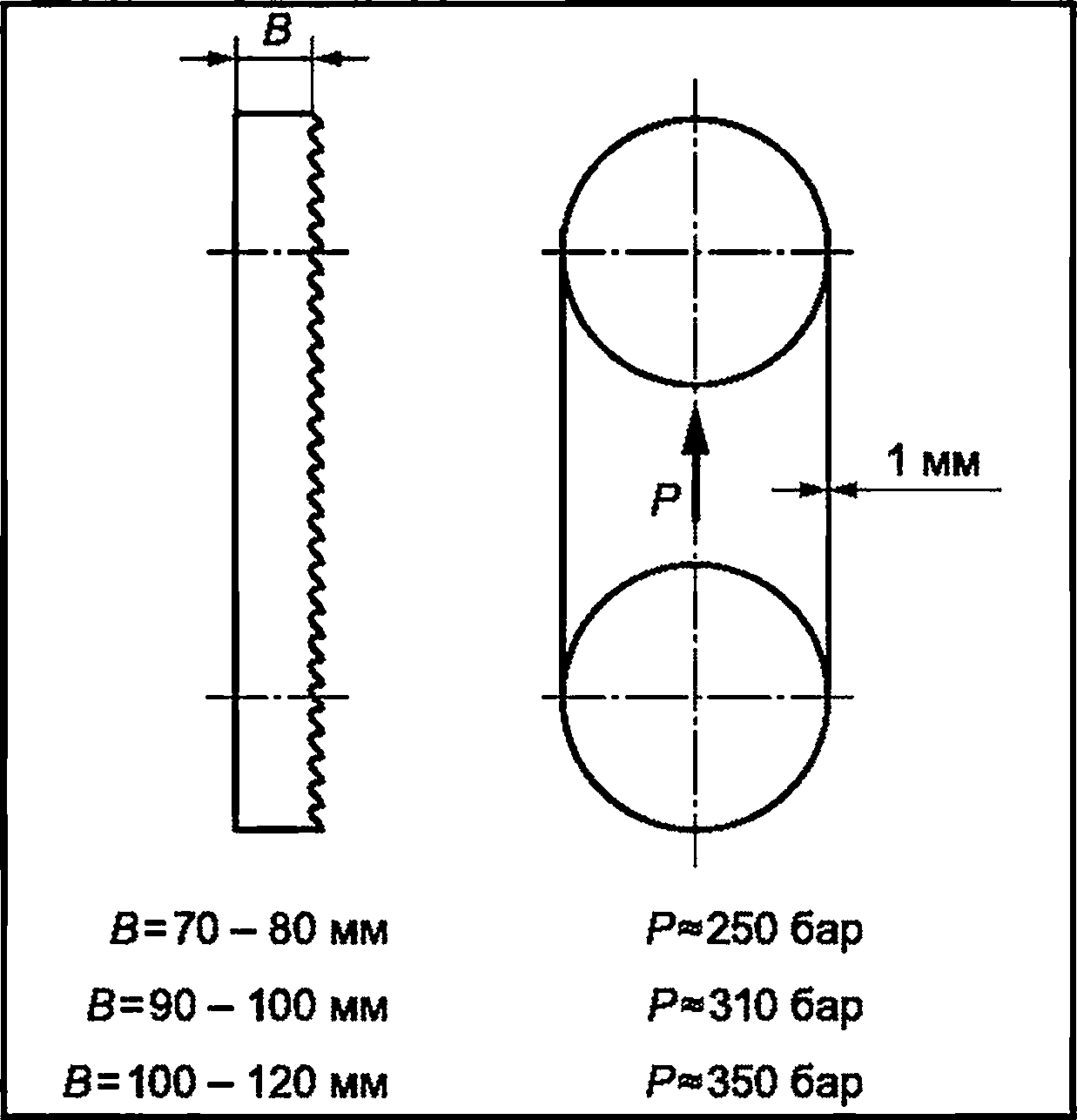
Ь) Гидравлическая система натяжения
Рисунок 6 — Примеры маркировки и индикации
5.3.6 Направляющие ленточной пилы
Положения, относящиеся к настоящему стандарту.
Станок должен быть оборудован как минимум двумя комплектами направляющих, один из которых должен быть расположен выше, а другой — ниже опоры для заготовки.
Примечание — Примеры типов направляющих приведены на рисунке 7.
Комплект направляющих над опорой заготовки следует регулировать по высоте таким образом, чтобы его можно было перемещать к заготовке или к опоре заготовки и фиксировать в этом положении.
На станках, предназначенных для эксплуатации с ненатянутыми ленточными пилами, над заготовкой должна быть установлена задняя направляющая, например упорное колесо, для удержания ленточной пилы в нужном положении во время работы.
Станки, предназначенные для использования с натянутыми ленточными пилами, должны быть оборудованы устройствами, обеспечивающими чистку как минимум, нижнего ленточнопильного шкива во время работы, например щетками или скребками. Если положение чистящих устройств регулируют вручную, то это должно быть возможным без использования инструмента.
Ленточнопильные станки должны быть оснащены системой, обеспечивающей нанесение антискользящей жидкости на полотно ленточной пилы и/или на шкивы ленточнопильного станка во время его работы. Объем емкости для антискользящей жидкости должен обеспечить, как минимум, четырехчасовую непрерывную работу станка при нормативном расходе жидкости.
8
ГОСТ ISO 19085-16—2024
а) Направляющие давления
Ь) Направляющие щеки
с) Роликовая направляющая (опорное колесо) 1 — опорное колесо за полотном ленточной пилы Примечание — На рисунках 7 а) и Ь) не показаны опоры для заготовки. Рисунок 7 — Примеры направляющих ленточной пилы
Контроль: путем проверки соответствующих чертежей, осмотра станка и проведения функциональных испытаний станка.
9
ГОСТ ISO 19085-16—2024
5.4 Торможение
5.4.1 Торможение инструмента
Применяют ISO 19085-1:2021, 5.4.1, с нижеприведенным дополнением.
При проектировании тормозной системы и выборе ленточной пилы и приводных ремней, если они предусмотрены, следует учитывать инерцию свободно вращающихся шкивов во избежание перегрузки ленточной пилы и приводных ремней.
Примечание — Риск из-за разрушения пильного полотна, обрыва приводных ремней (если они установлены) и свободного вращения верхнего шкива рассмотрен в 7.3.2 а) 3).
Контроль: путем проверки соответствующих чертежей, расчета, осмотра станка и проведения функциональных испытаний станка.
5.4.2 Максимальное время выбега
Применяют ISO 19085-1:2021, 5.4.2, с нижеприведенным дополнением.
Если время разгона превышает 10 с, максимальное время выбега должно быть меньше времени разгона, но не должно превышать 30 с.
5.4.3 Отпускание тормоза
Применяют ISO 19085-1:2021, 5.4.3.
5.5 Средства защиты
5.5.1 Неподвижные ограждения
Применяют ISO 19085-1:2021, 5.5.1.
5.5.2 Перемещаемые ограждения с блокировкой
5.5.2.1 Общие положения
Применяют ISO 19085-1:2021, 5.5.2.1.
5.5.2.2 Перемещаемые ограждения с блокировкой
Применяют ISO 19085-1:2021, 5.5.2.2.
5.5.2.3 Перемещаемые ограждения с блокировкой и запиранием ограждения
Применяют ISO 19085-1:2021, 5.5.2.3.
5.5.3 Управление удержанием до пуска
ISO 19085-1:2021, 5.5.3, не применяют.
5.5.4 Двуручное управление
ISO 19085-1:2021, 5.5.4, не применяют.
5.5.5 Электрочувствительное защитное оборудование (ESPE)
ISO 19085-1:2021, 5.5.5, не применяют.
5.5.6 Средства защиты, чувствительные к давлению (PSPE)
Применяют ISO 19085-1:2021, 5.5.6.
5.5.7 Включение управления
ISO 19085-1:2021, 5.5.7, не применяют.
5.6 Предотвращение доступа к опасным движущимся частям
ISO 19085-1:2021, 5.6, заменен нижеприведенными положениями.
5.6.1 Ограждение нережущего участка ленточной пилы
Доступ к верхнему и нижнему ленточнопильным шкивам станка и к участку ленточной пилы, который не участвует в процессе резания, должен быть предотвращен неподвижными и блокируемыми перемещаемыми ограждениями (см. рисунок 1).
Если время выбега ленточной пилы превышает 10 с, необходимо предусмотреть блокировку и запирание перемещаемых ограждений.
В станках с наклоняемым столом или пильным блоком горизонтальный доступ к участку ленточной пилы между столом и нижним ограждением шкива ленточной пилы должен быть предотвращен при всех возможных углах наклона неподвижным ограждением.
Примечание — Такое неподвижное ограждение может включать в себя подвижные элементы, соединенные друг с другом.
Контроль: путем проверки соответствующих чертежей, осмотра станка, измерения и проведения функциональных испытаний станка.
10
ГОСТ ISO 19085-16—2024
5.6.2 Защита режущего участка ленточной пилы
Доступ к участку ленточной пилы, участвующему в резании, должен быть предотвращен перемещаемым ограждением, отвечающим следующим требованиям (см. рисунок 8):
а) оно должно допускать замену ленточной пилы без его снятия со станка;
Ь) оно должно быть прикреплено к верхней направляющей ленточной пилы и перемещаться вместе с ней;
с) оно должно охватывать ленточную пилу со всех четырех сторон, за исключением щели, необходимой для замены инструмента, имеющей максимальную ширину 4 мм и минимальное расстояние 2 мм до ленточной пилы для всех ее возможных ширин и положений;
d) на делительных станках оно должно окружать ленточную пилу как минимум с трех сторон, т. е. со стороны зубьев и с двух других сторон (см. также рисунок G.1);
е) его регулировка должна быть возможной без помощи инструмента;
f) его регулировочный механизм должен быть либо самоблокирующимся, либо включать запорное устройство;
д) на столярных станках оно должно регулироваться по высоте до стола;
h) на делительных станках оно должно регулироваться, по крайней мере, до верхней части механизма подачи;
i) скорость его свободного вертикального перемещения под действием силы тяжести не должна превышать 30 мм/с;
j) оно должно пройти испытание на жесткость согласно приложению G.
Контроль: путем проверки соответствующих чертежей, осмотра станка, измерений и проведения испытаний, указанных в приложении G.
11
ГОСТ ISO 19085-16—2024
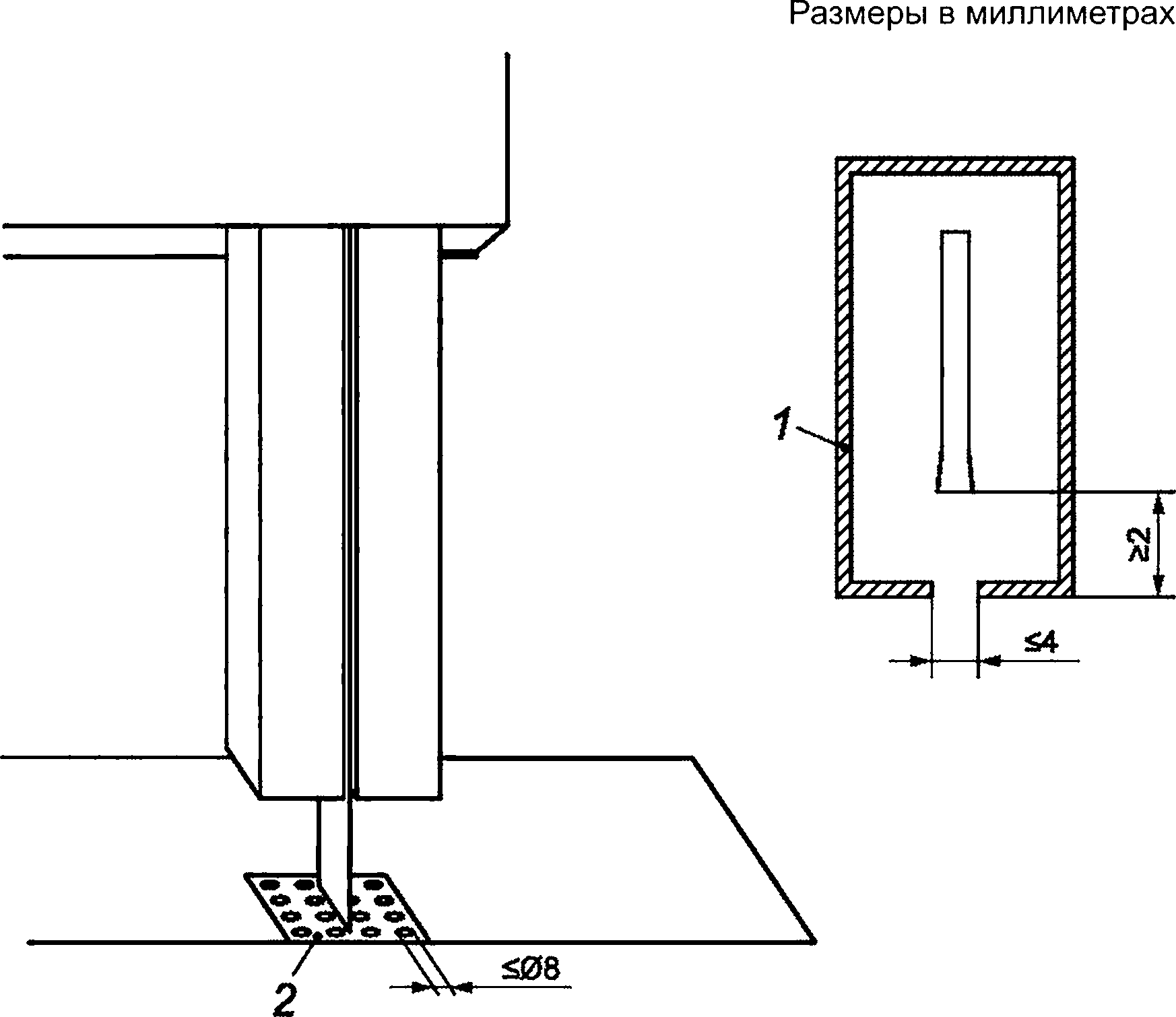
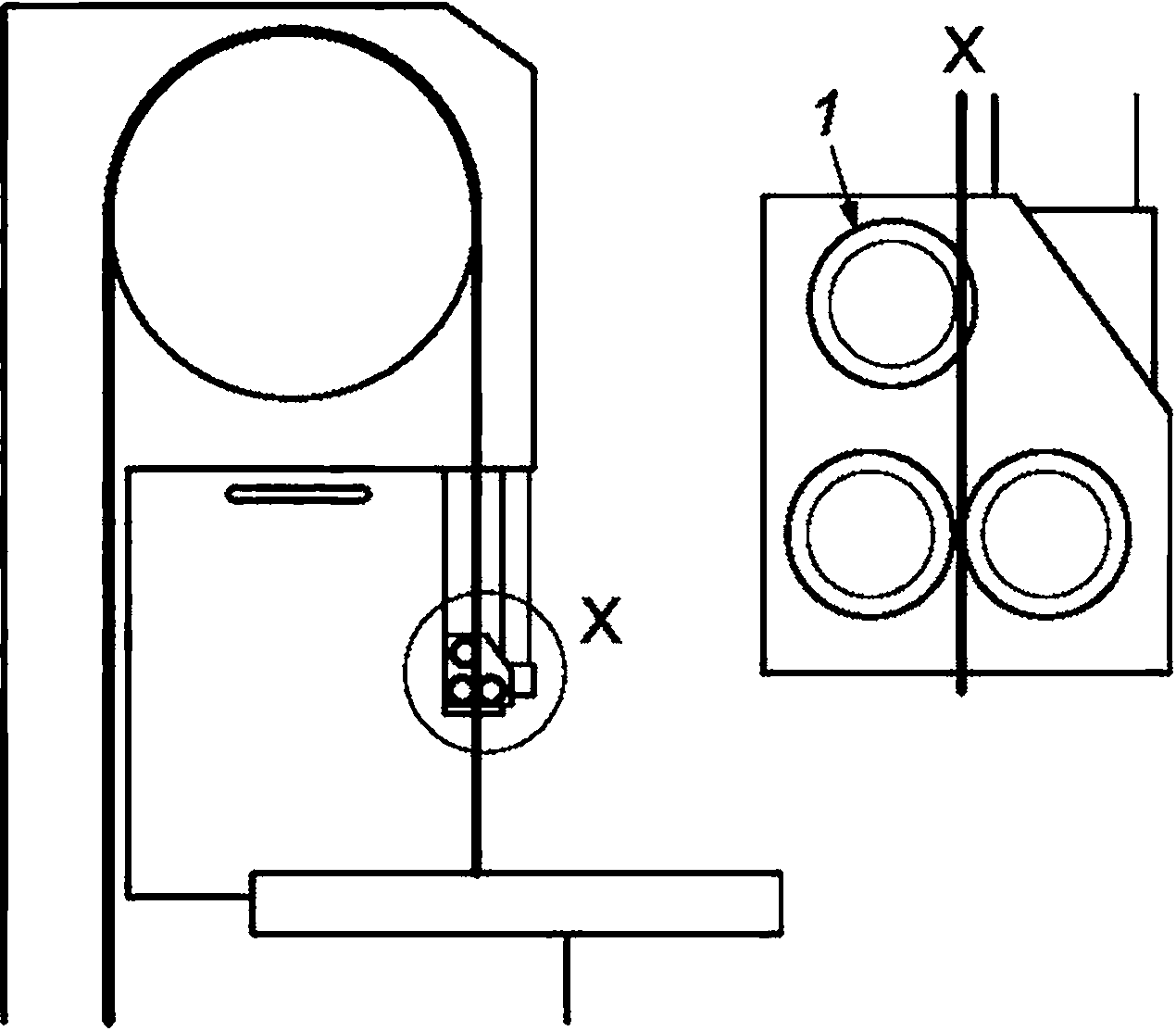
1 — перемещаемое ограждение; 2 — сменная вставка с отверстиями
Рисунок 8 — Перемещаемое ограждение ленточнопильного станка
5.6.3 Защита приводов
Доступ к опасным движениям приводов, например для инструментов или механизма подачи, должен быть предотвращен неподвижными ограждениями, а когда доступ к приводам требуется более одного раза в неделю, также:
- перемещаемыми ограждениями с блокировкой, или
- перемещаемыми ограждениями с блокировкой и запиранием ограждения, если время выбега превышает 10 с.
Контроль: путем проверки соответствующих чертежей, осмотра станка и проведения функциональных испытаний станка.
5.7 Опасность удара
Применяют ISO 19085-1:2021, 5.7.
5.8 Зажимные устройства
ISO 19085-1:2021, 5.8, не применяют.
5.9 Меры по предотвращению выброса заготовок
5.9.1 Общие положения
Применяют ISO 19085-1:2021, 5.9.1.
5.9.2 Материал и характеристики ограждения
5.9.2.1 Выбор класса ограждений
Применяют ISO 19085-1:2021, 5.9.2.1, с нижеприведенными дополнениями.
В станках с диаметром ленточнопильного шкива 1000 мм и более для всех ограждений следует использовать ограждения класса А, в противном случае могут быть применены ограждения класса В.
В качестве исключения гибкая часть перемещаемого ограждения (см. рисунок 8, позиция 7) может быть изготовлена из пружинной стали с пределом прочности на растяжение не менее 1200 Н/мм2 и толщиной не менее 0,5 мм для станков с ленточнопильным шкивом диаметром менее 1000 мм, а для станков со шкивом диаметром 1000 мм или более — толщиной не менее 1 мм.
12
ГОСТ ISO 19085-16—2024
5.9.2.2 Ограждения класса А
Применяют ISO 19085-1:2021, 5.9.2.2.
5.9.2.3 Ограждения класса В
Применяют ISO 19085-1:2021, 5.9.2.3.
5.10 Опоры и направляющие заготовок
Применяют ISO 19085-1:2021, 5.10, с нижеприведенными дополнениями.
5.10.1 Требования к ленточнопильным столярным станкам
5.10.1.1 Стол
Минимальные размеры стола должны соответствовать требованиям, приведенным на рисунке 9 и указанным в таблице 1.
Паз в столе для ленточной пилы должен быть снабжен сменной вставкой из древесины, пластика или легкого сплава. Для облегчения извлечения стружки и пыли эта вставка должна иметь отверстия с максимальным диаметром 8 мм, расположенные вокруг паза для ленточной пилы (см. рисунок 8, позиция 2). Верхняя поверхность вставки должна быть расположена заподлицо с поверхностью стола.
На станках с наклоняемым столом максимальный угол наклона должен быть не более 45° с обеих сторон, и стол должен быть зафиксирован во время работы.
Контроль: путем проверки соответствующих чертежей, осмотра станка и измерений.
5.10.1.2 Параллельное ограждение, направляющая заготовки
Параллельное ограждение, перемещаемое и запираемое без помощи инструмента, должно быть предусмотрено для ленточнопильных столярных станков, за исключением станков, предназначенных только для поперечной резки заготовок круглой или неправильной формы.
Станки с наклоняемыми столами должны иметь присоединительные элементы конструкции для крепления параллельных ограждений с обеих сторон от ленточной пилы. Переустановка ограждений с одной стороны на другую должна быть осуществлена без использования инструмента.
Размеры параллельного ограждения должны соответствовать требованиям, приведенным на рисунке 9 и указанным в таблице 1.
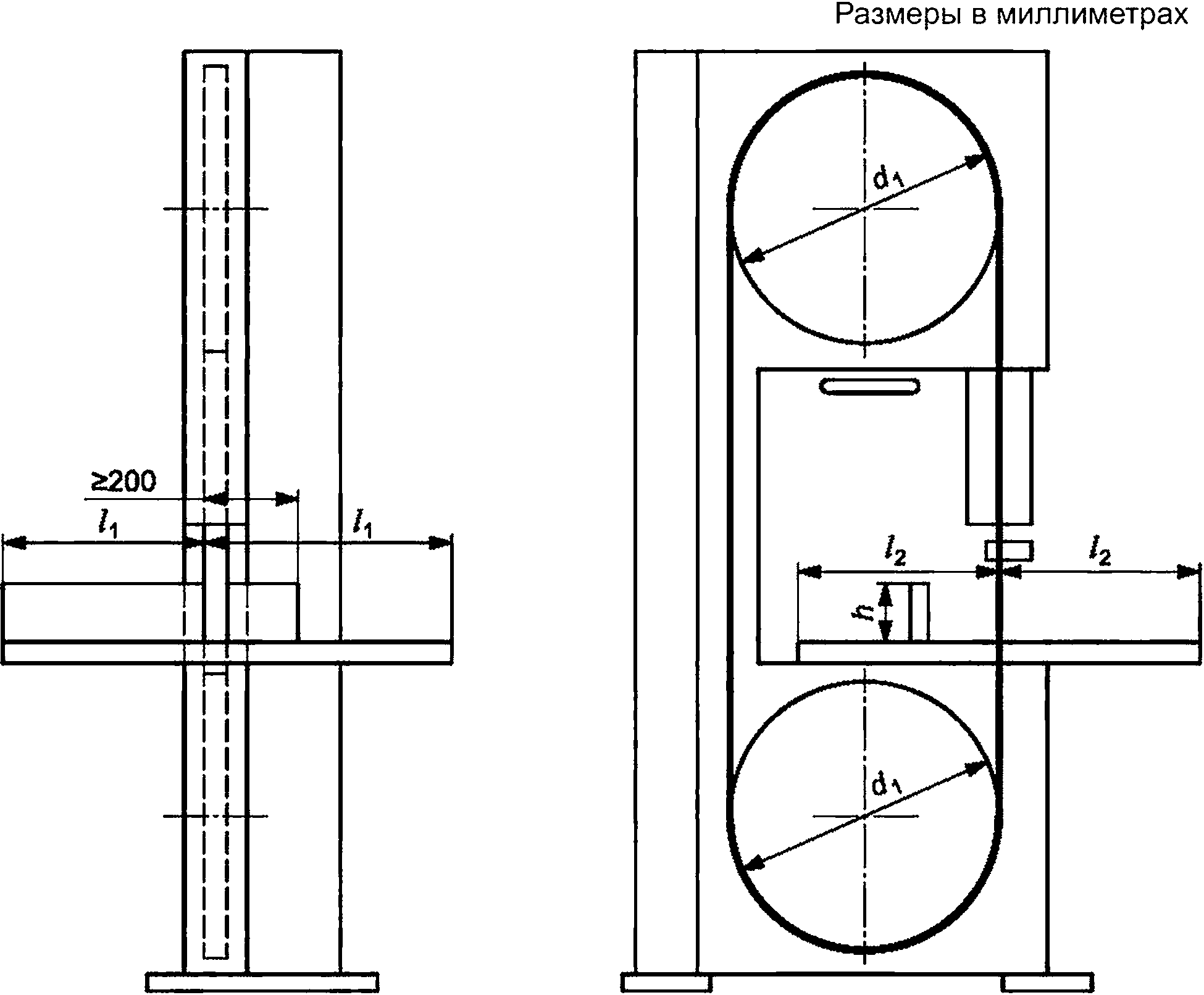
h — высота параллельного упора; ф — диаметр шкивов для ленточных пил; /1 — длина стола в направлении подачи; /2 — ширина стола, перпендикулярная направлению подачи
Рисунок 9 — Минимальные размеры стола, высота и длина параллельного упора
13
ГОСТ ISO 19085-16—2024
Таблица 1 — Минимальные размеры стола и параллельного упора
В миллиметрах
/1 | /7 | ||
<350 | 125 | 155 | 50 |
350 < ф < 440 | 135 | 180 | 50 |
440 < ф < 540 | 145 | 225 | 90 |
540 < ф < 640 | 200 | 250 | 90 |
640 < ф < 740 | 228 | 300 | 90 |
740 < ф < 840 | 250 | 355 | 90 |
> 840 | 300 | 375 | 90 |
Должна быть предусмотрена возможность опускания перемещаемого ограждения вниз до верхней поверхности заготовки для любого положения параллельного упора и применения всех размеров заготовок, указанных в инструкции и 7.3.2 Ь) 1).
Должны быть предусмотрены дополнительные упоры или двухпозиционный упор с уменьшенной высотой от 5 до 15 мм вблизи заготовки.
Примечание — Это позволяет опустить перемещаемое ограждение, как минимум, до уменьшенной высоты параллельного упора для резания узких и плоских заготовок.
Контроль: путем проверки соответствующих чертежей, осмотра станка и измерений.
5.10.2 Требования к ленточнопильным делительным станкам
5.10.2.1 Станки с наклонным столом, наклоняемой системой направления заготовки или наклоняемым пильным блоком
На ленточнопильных станках с наклоняемым столом, наклоняемой системой направления заготовки или наклоняемым пильным блоком наклоняемый элемент станка должен иметь возможность фиксации в любом положении во время эксплуатации станка.
Контроль: путем проверки соответствующих чертежей и осмотра станка.
5.10.2.2 Опора заготовки
Станки должны иметь опоры для заготовки на стороне ее ввода и вывода. Минимальная длина опор заготовки должна составлять половину максимальной длины заготовки, на которую рассчитан станок. Минимальная ширина опор заготовки должна быть равной максимальной ширине заготовки, на которую рассчитан станок.
Примечание — Опоры могут представлять собой, например, плоские или роликовые столы, ленточные конвейеры.
Контроль: путем проверки соответствующих чертежей, осмотра станка и измерений.
5.10.2.3 Система направления заготовки
Станки должны быть оборудованы системой направления заготовки, по крайней мере, со стороны подачи, например параллельным упором или роликами. Высота направляющей системы должна составлять не менее 60 % от максимальной высоты заготовок, на которую рассчитан станок.
Контроль: путем проверки соответствующих чертежей, осмотра станка и измерений.
5.10.2.4 Механическая подача заготовок
Станки должны быть оборудованы системой механической подачи заготовок, например подающими роликами, раздвижным столом или цепным конвейером.
Система подачи должна удовлетворять следующим требованиям:
а) данная система должна обеспечивать непрерывный контакт заготовки с упорами для заготовок и направляющей системой;
Ь) она должна обеспечивать транспортирование заготовки до тех пор, пока заготовка не пройдет задний край ленточной пилы без закрытия пильного проема;
с) доступ к подающим роликам должен быть ограничен защитным устройством размерами, указанными на рисунке 10;
14
ГОСТ ISO 19085-16—2024
d) должно быть предусмотрено отключающее устройство в виде отключающей планки (см. рисунок 2, позиция 9), отвечающее следующим требованиям:
1) оно должно быть сблокировано с приводом подачи,
2) оно должно быть расположено перед подающими роликами и над опорной поверхностью заготовки,
3) отключающее устройство должно быть расположено не выше 400 мм над максимальной высотой резания станка,
4) оно должно проходить по всей ширине загрузочного отверстия и иметь расстояние в направлении подачи не менее 250 мм до загрузочных роликов;
5) при отключении электропитания станка заготовка должна остановиться с выбегом не более 100 мм.
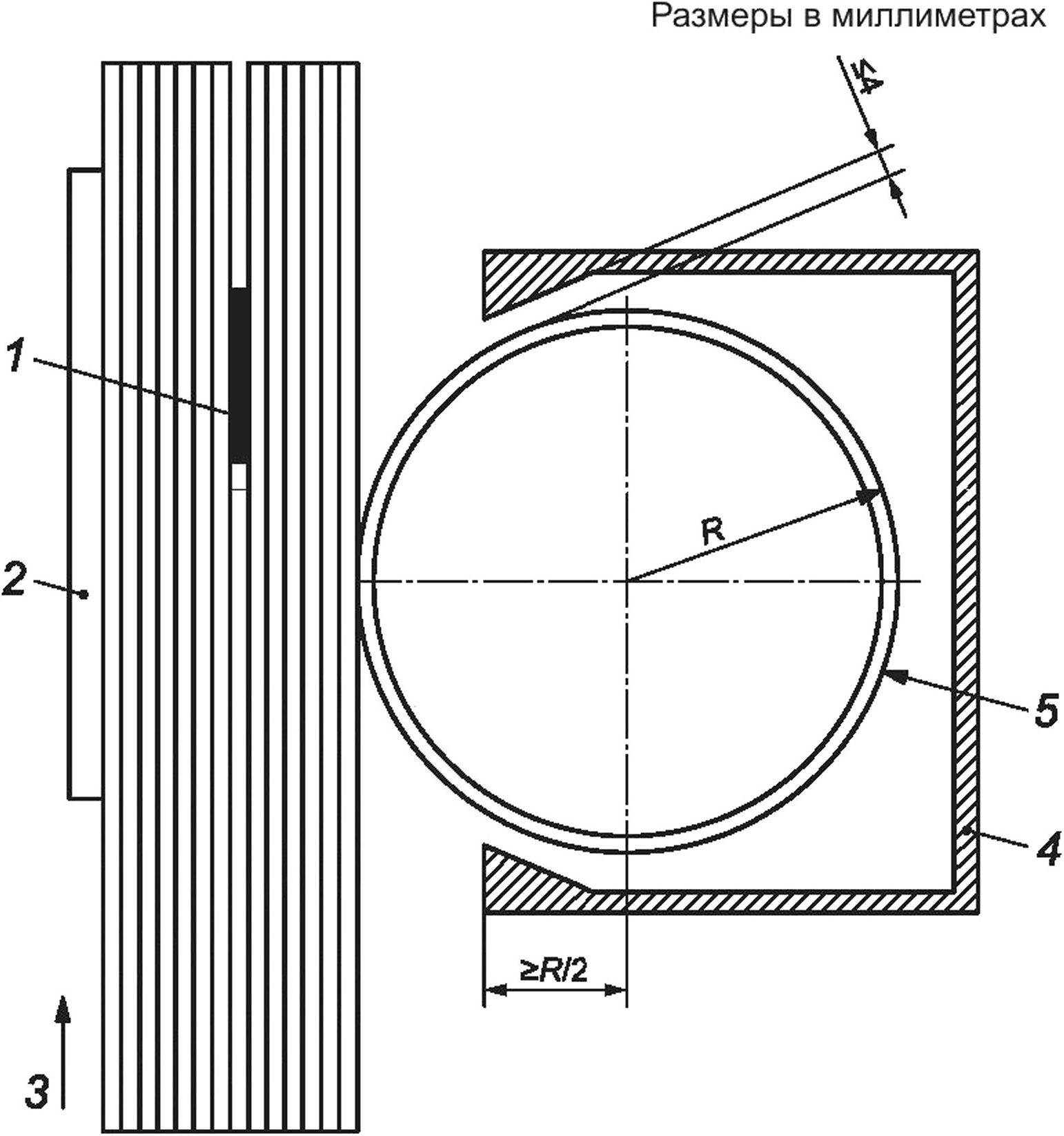
1 — полотно ленточной пилы; 2 — параллельный упор; 3 — направление подачи; 4 — ограждение; 5 — подающий ролик;
R — радиус подающего ролика
Рисунок 10 — Защита подающего ролика на ленточнопильных делительных станках
Контроль: путем проверки соответствующих чертежей, осмотра станка, измерений и проведения функциональных испытаний станка.
5.11 Техника безопасности
В делительных ленточнопильных станках для безопасного ручного направления заготовок в сторону подачи должны быть предусмотрены толкающий блок с рукояткой и место его хранения на стороне загрузки станка.
Контроль: путем проверки соответствующих чертежей и осмотра станка.
15
ГОСТ ISO 19085-16—2024
6 Требования безопасности и меры защиты от других опасностей
6.1 Пожар
Применяют ISO 19085-1:2021, 6.1.
6.2 Шум
6.2.1 Снижение шума на стадии проектирования
Применяют ISO 19085-1:2021, 6.2.1.
6.2.2 Измерение и декларирование уровня шума
Применяют ISO 19085-1:2021, 6.2.2, с нижеприведенным дополнением.
Приложение F заменяет приложение F ISO 19085-1:2021.
6.3 Выброс стружки и пыли
Применяют ISO 19085-1:2021, 6.3, с нижеприведенными дополнениями.
В станках с диаметром ленточнопильных шкивов более 500 мм расположенная ниже стола часть ленточной пилы должна быть окружена вытяжным колпаком с выпускным отверстием (см. рекомендуемую конструкцию вытяжного колпака на рисунке 11).
Рисунок 11 — Пример вытяжного колпака под столом
Надлежащее удаление стружки и пыли может быть получено с рекомендуемыми скоростями воздушного потока, приведенными в таблице 2.
Таблица 2 — Соотношение между диаметром шкива и расходом воздуха
Диаметр шкива, мм | Минимальный воздушный поток, м3/ч |
<500 | 450 |
> 500 | 700 |
6.4 Электричество
Применяют ISO 19085-1:2021, 6.4.
16
ГОСТ ISO 19085-16—2024
6.5 Эргономика и управляемость
Применяют ISO 19085-1:2021, 6.5, с нижеприведенными дополнениями.
Высота опорной поверхности заготовки над уровнем пола должна составлять от 850 до 1100 мм для столярных ленточнопильных станков и от 850 до 1200 мм для делительных ленточнопильных станков.
Средства безопасности, требуемые в 5.11, должны быть размещены таким образом, чтобы оператор имел к ним свободный доступ при его нахождении в нормальном рабочем положении.
6.6 Освещение
Применяют ISO 19085-1:2021,6.6.
6.7 Пневматика
Применяют ISO 19085-1:2021,6.7.
6.8 Гидравлика
Применяют ISO 19085-1:2021,6.8.
6.9 Электромагнитная совместимость
Применяют ISO 19085-1:2021,6.9.
6.10 Лазер
Применяют ISO 19085-1:2021, 6.10.
6.11 Статическое электричество
Применяют ISO 19085-1:2021, 6.11.
6.12 Ошибки установки инструмента
ISO 19085-1:2021, 6.12, не применяют.
6.13 Отключение энергоснабжения
Применяют ISO 19085-1:2021,6.13.
6.14 Техническое обслуживание
Применяют ISO 19085-1:2021,6.14.
6.15 Возможные, но несущественные опасности
Применяют ISO 19085-1:2021, 6.15.
7 Информация для использования
7.1 Предупреждающие устройства
Применяют ISO 19085-1:2021,7.1.
7.2 Маркировка
7.2.1 Общие положения
Применяют ISO 19085-1:2021,7.2.1.
7.2.2 Дополнительная маркировка
Применяют ISO 19085-1:2021,7.2.2, с нижеприведенными дополнениями.
Должна быть нанесена следующая дополнительная информация:
а) на станках, где натяжение ленточной пилы осуществлены вручную, — значение натяжения для соответствующих толщины и ширины ленточной пилы (см. рисунок 6);
Ь) шкала, сконструированная и расположенная так, чтобы на ней была указана и легко читалась настроенная ширина реза.
17
ГОСТ ISO 19085-16—2024
7.3 Руководство по эксплуатации
7.3.1 Общие положения
Применяют ISO 19085-1:2021, 7.3.1.
7.3.2 Дополнительная информация
ISO 19085-1:2021, 7.3.2, заменен нижеприведенными положениями.
При необходимости в инструкции по эксплуатации должна содержаться следующая дополнительная информация:
а) дополнительные предупреждения относительно остаточного риска:
1) предупреждение о том, что не следует ни при каких обстоятельствах очищать ленточную пилу или ленточнопильный шкив с помощью какого-либо приспособления в то время, когда ленточная пила находится в движении,
2) предупреждение об обязательности использования специальной тары для транспортирования ленточных пил,
3) предупреждение о том, что в случае разрыва ленточной пилы или приводного ремня, если они установлены, шкивы могут продолжать вращаться и что необходимо дождаться полного останова станка, прежде чем открывать защитные устройства;
Ь) дополнительные указания по безопасной эксплуатации:
1) принципы настройки и эксплуатации станка, включая правильное использование и регулировку направляющих и защитных устройств и ограждений,
2) указание о том, что ограждение ленточной пилы следует настраивать так, чтобы оно располагалось как можно ближе к заготовке,
3) необходимо безопасно обращаться с заготовкой при резке,
4) при замене вкладыша стола следует обеспечить, чтобы верхняя поверхность вкладыша располагалась заподлицо с поверхностью стола;
5) когда станок не используют, например в конце смены, необходимо ослабить натяжение ленточной пилы и разместить на станке табличку, указывающую на это и напоминающую сменщику о необходимости отрегулировать натяжение пилы перед пуском станка,
6) следует соблюдать осторожность, чтобы не повредить ленточные пилы. А когда они не используются по назначению, то должны храниться в безопасном сухом месте в смотанном и закрепленном состоянии. Перед применением их следует проверить на наличие трещин и поврежденных зубьев,
7) необходимо расположить упорное колесо на столярном ленточнопильном станке на некотором расстоянии от задней части ленточной пилы, когда она свободно движется после натяжения и отслеживания. Это делается для того, чтобы избежать образования канавок в упорном колесе, что может привести к повреждению ленточной пилы, и для того, чтобы обеспечить опору ленточной пиле при резании,
8) при резании следует использовать параллельный упор, чтобы предотвратить качание или перекосы заготовки;
9) при обработке мелких заготовок необходимо использовать параллельный упор уменьшенной высоты, чтобы обеспечить возможность применения и опускания перемещаемого ограждения,
10) указания по использованию толкающего блока с рукояткой (см. 5.11) при ручной подаче вдоль параллельного упора,
11) необходимо использовать съемное устройство подачи только при наличии соответствующей розетки и подключать съемное устройство только к этой розетке,
12) на станках с неподвижным столом в конце диагональной распиловки заготовок следует применять ручной толкатель для направления и прижима заготовки к упору,
13) указания о безопасном поперечном резании круглых или неправильной формы заготовок,
14) указания по безопасной обработке шипов и клиньев,
15) указания по безопасной обработке изогнутых заготовок, например с помощью шаблона,
16) указания по безопасному вырезанию дисков с помощью кондуктора;
с) информация о том, как подготовить станок к перемещению;
d) информация о правильном способе подъема станка.
18
ГОСТ ISO 19085-16—2024
Приложение А (справочное)
Перечень существенных опасностей
ISO 19085-1:2021, приложение А, заменено нижеприведенными положениями.
В таблице А.1 перечислены все существенные опасности, опасные ситуации и события (см. ISO 12100:2010), определенные в результате оценки значительных рисков для ленточнопильных столярных и делительных станков, и действия, направленные на устранение и снижение этих рисков.
Таблица А.1 — Перечень существенных опасностей
№ | Опасности, опасные ситуации и опасные события | ISO 12100:2010 | Подраздел настоящего стандарта |
1 | Механические опасности, связанные: - с частями станков или заготовками | ||
а) форма станка | 6.2.2.1,6.2.2.2, 6.3 | 4.2, 5.3, 5.6, 5.10, 6.15, 7.2, 7.3 | |
Ь) относительное расположение | 4.2, 4.3, 5.6, 6.5, 7.2 | ||
с) масса и устойчивость (потенциальная энергия элементов, которые могут перемещаться под действием силы тяжести) | 4.8, 4.9, 5.1 | ||
d) масса и скорость (кинетическая энергия элементов, находящихся в управляемом или неконтролируемом движении) | 4.3, 4.8, 5.4, 5.6, 5.10 | ||
е) механическая прочность | 5.2, 5.9 | ||
- накоплением энергии внутри станка: | |||
f) газы под давлением | 6.2.10, 6.3.5.4 | 4.8, 6.7,6.13 | |
1.1 | Опасность раздавливания | 4.3, 4.4, 4.8, 5.4, 5.6, 5.10, 6.13 | |
1.2 | Опасность разреза | 4.3, 4.4, 5.4, 5.6, 5.10, 6.13 | |
1.3 | Опасность пореза или разрыва | 4.3, 4.4, 4.5, 4.8, 5.3, 5.4, 5.6, 6.13 | |
1.4 | Опасность наматывания | 4.4, 4.5, 5.6, 5.10, 6.13 | |
1.5 | Опасность затягивания или захвата | 4.3, 4.4, 4.5, 5.4, 5.6, 5.10, 6.13 | |
1.6 | Опасность удара | 4.3, 5.10 | |
1.9 | Опасность выброса или засасывания жидкости и воздуха высокого давления | 4.4, 5.9, 6.8, 6.13 | |
2 | Электрические опасности | ||
2.1 | Контакт персонала с работающими под напряжением частями станков (прямой контакт) | 6.2.9, 6.3.5.4 | 6.4, 6.13 |
2.2 | Контакт персонала с работающими неисправными частями станков (непрямой контакт) | 6.2.9 | 6.4, 6.13 |
2.4 | Электростатические явления | 6.2.9 | 6.11 |
19
ГОСТ ISO 19085-16—2024
Продолжение таблицы А. 1
№ | Опасности, опасные ситуации и опасные события | ISO 12100:2010 | Подраздел настоящего стандарта |
4 | Опасности, создаваемые шумом, и связанные с этим последствия | ||
4.1 | Потеря слуха (глухота), другие физиологические расстройства (потеря равновесия, потеря сознания) | 6.2.2.2, 6.3 | 6.2, 7.1,7.3 |
4.2 | Несчастные случаи из-за нарушения речевой связи, акустических сигналов | ||
6 | Опасности, создаваемые излучением | ||
6.5 | Лазер | 6.3.4.5 | 6.10 |
7 | Опасности, связанные с материалами и веществами (и их компонентами), обрабатываемыми или используемыми в оборудовании | ||
7.1 | Опасность контакта с вредными веществами или вдыхания вредных жидкостей и пыли | 6.2.3, 6.2.4 | 6.3, 7.3 |
7.2 | Пожар | 6.2.4 | 6.1 |
8 | Опасности, связанные с пренебрежением эргономическими принципами при разработке оборудования | ||
8.1 | Неудобные позы или чрезмерные усилия | 6.2.7, 6.2.8, 6.2.11.12, 6.3.5.5, 6.3.5.6 | 4.2, 6.5 |
8.2 | Анатомия кисти—предплечья или стопы—голени | 6.2.8.3 | 6.5 |
8.4 | Местное освещение | 6.2.8.6 | 6.6, 7.3 |
8.5 | Психическая перегрузка и недогрузка, стресс | 6.2.8.5 | 7.3 |
8.6 | Человеческая ошибка, поведение человека | 6.2.8, 6.2.11.8, 6.2.11.10, 6.3.5.2, 6.4 | 7.3 |
8.7 | Проектирование, размещение или идентификация ручных органов управления | 6.2.8 f), 6.2.11.8 | 4.2 |
8.8 | Проектирование или расположение визуальных дисплеев | 6.2.8, 6.4.2 | 4.2 |
9 | Сочетание опасностей | 6.3.2.1 | 4.3, 4.4, 4.7, 4.8, 5.6, 6.13, 6.14 |
10 | Неожиданный пуск, неожиданное переполнение/превышение скорости (или любая подобная неисправность), причинами которых являются нижеприведенные события | ||
10.1 | Отказ/нарушение работы системы управления | 6.2.11, 6.3.5.4 | 4.1, 6.13 |
10.2 | Восстановление энергоснабжения после перерыва | 6.2.11.4 | 4.8, 6.7 |
10.3 | Внешние воздействия на электрооборудование | 6.2.11.11 | 4.1, 6.9 |
10.4 | Другие внешние воздействия (сила тяжести) | 6.2.12.2 | 5.10 |
10.5 | Ошибки в программном обеспечении | 6.2.11.7 | 4.1 |
10.6 | Ошибки, допущенные оператором (из-за несоответствия станков человеческим характеристикам и способностям; см. 8.6) | 6.2.8, 6.2.11.8, 6.2.11.10, 6.3.5.2, 6.4 | 4.2, 6.5, 7.3 |
11 | Невозможность остановки станка в случае необходимости | 6.2.11.1, 6.2.11.3, 6.3.5.2 | 4.4, 4.5, 6.13 |
12 | Отклонения скорости вращения инструментов | 6.2.2.2, 6.3.3 | 4.7 |
13 | Отказ питания | 6.2.11.1, 6.2.11.4 | 4.8 |
20
Окончание таблицы А. 1
ГОСТ ISO 19085-16—2024
№ | Опасности, опасные ситуации и опасные события | ISO 12100:2010 | Подраздел настоящего стандарта |
14 | Отказ цепи управления | 6.2.11, 6.3.5.4 | 4.1 |
16 | Разрушение во время работы | 6.2.3 | 5.2, 5.9 |
17 | Падающие или выбрасываемые предметы или жидкости | 6.2.3, 6.2.10 | 4.8, 7.3 |
18 | Потеря устойчивости/опрокидывание станка | 6.3.2.6 | 5.1 |
21
ГОСТ ISO 19085-16—2024
Приложение В (справочное)
Требуемые уровни эффективности безопасности
ISO 19085-1:2021, приложение В, заменено нижеприведенными положениями.
В таблице В.1 представлен краткий обзор требуемого уровня эффективности защиты PLr для каждой функции безопасности, однако требования в полном объеме приведены в разделах 4 и 5.
Таблица В.1 — Функции безопасности и уровни эффективности безопасности PLr
Область | № | Функция безопасности | PLf | Подпункт в ISO 19085-1: 2021 | Подраздел настоящего стандарта |
Пуск | 1 | Предотвращение неожиданного пуска | с | 4.3.1 | |
2 | Блокировка пуска с защитными устройствами | с | 4.3.1 | ||
3 | Блокировка механической подачи с вращением инструмента | с | 4.3.1 | ||
4 | Предотвращение неожиданного включения питания | с | 4.3.2 | ||
5 | Блокировка включения питания управления с защитными устройствами | с | 4.3.2 | ||
Останов | 7 | Нормальный останов (функция торможения исключена) | с | 4.4.2 | |
8 | Аварийный останов (функция торможения исключена) | с | 4.4.4 | ||
Торможение инструмента | 9 | Включение тормоза | с | 4.5 | |
10 | Электрическая тормозная система | ь | 4.5 | ||
11 | Безопасный останов 1 системы силового привода, связанного с безопасностью [SS1 of PDS(SR)] | с | 4.5 | ||
12 | Блокировка выключения тормоза | с | 5.4.3 | ||
Выбор режима | 13 | Выбор режима | с | 4.6 | |
14 | Отключение тормоза привода инструмента | с | 4.6 | ||
15 | Ограничение времени работы | с | 4.6 | ||
Скорость шпинделя | 16 | Индикация скорости | ь | 4.7.1 | |
17 | Выбор скорости | с | 4.7.2 | ||
18 | Контроль скорости | с | 4.7.3 | ||
Управление | 19 | Обнаружение и мониторинг остановов | с | 4.10 | |
20 | Контроль скорости движения частей (кроме инструментов) | b | 4.11 | ||
21 | Задержка по времени | с | 4.12 | ||
Защита | 22 | Блокировка подвижных ограждений | с | 5.5.2.2, 5.5.2.3 | |
23 | Запирание подвижных ограждений | с | 5.5.2.3 | ||
24 | Блокировка опасных перемещений с помощью средств защиты, чувствительных к давлению (PSPE) | с | 5.5.6 |
22
ГОСТ ISO 19085-16—2024
Приложение С (обязательное)
Испытание на устойчивость
Применяют ISO 19085-1:2021, приложение С.
Приложение D (обязательное)
Испытание на торможение
Применяют ISO 19085-1:2021, приложение D.
Приложение Е (обязательное)
Испытание ограждений на удар
Применяют ISO 19085-1:2021, приложение Е.
23
ГОСТ ISO 19085-16—2024
Приложение F (обязательное)
Испытание на шум
F.1 Общие положения
Применяют ISO 19085-1:2021, F.1.
F.2 Определение А-взвешенного уровня звукового давления на рабочих станциях
F.2.1 Основные стандарты и процедура измерений
Применяют ISO 19085-1:2021, F.2.1.
F.2.2 Интервал времени измерения
ISO 19085-1:2021, F.2.2, заменен нижеприведенным положением.
Интервал времени измерений должен составлять 30 с и включать в себя три распила заготовки — по 10 с каждый.
F.2.3 Положение микрофонов на рабочих станциях
ISO 19085-1:2021, F.2.3, заменен нижеприведенными положениями.
Микрофон должен быть расположен следующим образом для столярных ленточнопильных станков:
- 1,6 м над уровнем пола;
- вертикально над передней кромкой стола станка;
- 0,3 м слева от ленточной пилы (если смотреть со стороны подачи).
Микрофон должен быть расположен следующим образом для делительных ленточнопильных станков: положение А на входной стороне станка:
- 1,6 м над уровнем пола,
- 1 м перед краем стола станка,
- 0,5 м слева от ленточной пилы (если смотреть со стороны подачи);
положение В на выходной стороне станка:
- 1,6 м над уровнем пола,
- 1 м за кромкой стола станка,
- 0,5 м справа от ленточной пилы (если смотреть со стороны подачи).
F.2.4 Неопределенность измерений
Применяют ISO 19085-1:2021, F.2.4.
F.3 Определение А-взвешенного уровня мощности звука
F.3.1 Основные стандарты и процедура измерений
Применяют ISO 19085-1:2021, F.3.1.
F.3.2 Определение уровня мощности звука на очень больших станках
ISO 19085-1:2021, F.3.2, не применяют.
F.3.3 Интервал времени измерения
ISO 19085-1:2021, F.3.3, заменен нижеприведенным положением.
Интервал времени измерений должен составлять 30 с, включая три повтора.
F.3.4 Неопределенность измерений
Применяют ISO 19085-1:2021, F.3.4.
F.4 Условия монтажа
Применяют ISO 19085-1:2021, F.4.
F.5 Условия эксплуатации
F.5.1 Работа во время измерений
ISO 19085-1:2021, F.5.1, применяют с нижеприведенными дополнениями.
Условия эксплуатации приведены в таблице F.1.
На ленточнопильных делительных станках выпиливают три испытательные доски без повторной обработки одной и той же доски в течение интервала времени измерений.
24
Таблица F.1 — Условия эксплуатации
ГОСТ ISO 19085-16—2024
Параметр | Значение | Выполнено или отклонено | ||||
Назначение станка | Столярные ленточнопильные станки | Делительные ленточнопильные станки | ||||
Диаметр шкива D, мм | <500 | 501—900 | >900 | Не нормируется | ||
Положение ограждения | 10 | 25 | ||||
Частота вращения шпинделя | Максимально возможная | |||||
Скорость подачи, м/мин | 4—6 | 6—8 | 6—8 | 15 | ||
Инструмент | ||||||
Ширина ленточной пилы, мм | 16 | 25 | 40 | Максимально рекомендованная | ||
Толщина ленточной пилы, мм | 0,5 | <0/1000 | ||||
Шаг зубьев, мм | 6—8 | 8—10 | 10—12 | 30—50 | ||
Заготовка | ||||||
Материал | Хвойная древесина (см. F.5.2.3) | |||||
Длина заготовки, мм | 700 | 1000 | 2000 | |||
Высота заготовки, мм | 40 | 150 | ||||
Ширина заготовки, мм | 80 обрабатывается до минимального значения 40 | 150 обрабатывается до минимального значения 50 | ||||
Предыдущая обработка | Нет | |||||
F.5.2 Испытательный материал
F.5.2.1 Древесностружечная плита
ISO 19085-1:2021, F.5.2.1, не применяют.
F.5.2.2 Древесностружечная плита с покрытием
ISO 19085-1:2021, F.5.2.2, не применяют.
F.5.2.3 Хвойная древесина
Применяют ISO 19085-1:2021, F.5.2.3.
F.5.2.4 Лиственная древесина
ISO 19085-1:2021, F.5.2.4, не применяют.
F.5.3 Стандартизованные инструменты
ISO 19085-1:2021, F.5.3, не применяют.
F.6 Информация для записи
Применяют ISO 19085-1:2021, F.6.
F.7 Информация, подлежащая представлению
Применяют ISO 19085-1:2021, F.7.
F.8 Декларирование и проверка значений шума
F.8.1 Общие положения и содержание
Применяют ISO 19085-1:2021, F.8.1.
F.8.2 Пример объявления шумового излучения
ISO 19085-1:2021, F.8.2, заменен нижеприведенными положениями.
В таблице F.2 показан пример декларирования шумоизлучения для ленточнопильного столярного станка. Информация и значения шумового излучения, относящиеся к рассматриваемому станку, а также к рабочим условиям и используемым методам измерения, размещены в выделенных строках таблицы и приведены только для иллюстрации.
25
ГОСТ ISO 19085-16—2024
Таблица F.2 — Пример декларирования шумоизлучения для ленточнопильного столярного станка
(Обозначение типа испытуемого станка) | ||
Заявленные двухчисловые значения шумовой характеристики в соответствии с ISO 4871:1996 | Холостой режим | Рабочий режим |
А-взвешенный уровень мощности звука LWA, дБ Неопределенность KWA | 101 2,5 | 111 2,5 |
Взвешенный уровень звукового давления LpAt дБ, в положении оператора А | 84 86 2,5 | 92 94 2,5 |
Взвешенный уровень звукового давления LpA, дБ, в положении оператора В (для ленточнопильных делительных станков) | ||
Неопределенность КрА | ||
Измерение выполнено с учетом ISO 19085-16:2021, приложение F, с использованием ISO 3744:2010 для мощности звука с точностью 2/ISO 3746:2010 с точностью 2 (см. ISO 19085-1:2021, F.1, для получения дополнительной информации о применении класса 2 или класса 3) | ||
Условия эксплуатации во время измерений: в соответствии с ISO 19085-16:2021, F.5 (следует добавить подробную информацию/отклонения о настройке, инструментах, заготовках, скорости подачи и работе станка во время измерений) | ||
Если заявленные значения излучений подлежат проверке, то измерения проводят с использованием того же метода и в тех же условиях эксплуатации и монтажа, что и заявленные. | ||
Внимание! Приведенные значения уровня шума действительны только при одинаковых условиях эксплуатации и монтажа. Другие условия эксплуатации и монтажа, например другой рабочий процесс, могут привести к более высокому уровню шума с риском его недооценки. | ||
Внимание! Приведенные значения шума не являются уровнями воздействия. Хотя существует корреляция между уровнем излучения и уровнем воздействия, значения шумового излучения не могут быть использованы для четкого определения того, требуются ли дополнительные меры предосторожности. Факторы, влияющие на фактический уровень воздействия, содержат фактический рабочий процесс, характеристики рабочего помещения и другие смежные источники шума в работе. | ||
26
ГОСТ ISO 19085-16—2024
Приложение G (обязательное)
Испытание на жесткость перемещаемого ограждения режущего участка ленточной пилы
Приложение, относящееся к настоящему стандарту.
Испытание проводят при крайнем положении ограждения, т. е. при защите всей зоны резания.
Максимальный прогиб от усилий, приложенных к концам ограждений, как показано на рисунке G.1, не должен вызывать соприкосновения ограждения с ленточной пилой.
1 — ленточнопильный столярный станок, ленточная пила;
2 — ленточнопильный столярный станок, перемещаемое ограждение ленточной пилы;
3 — ленточнопильный делительный станок, ленточная пила;
4 — ленточнопильный делительный станок, перемещаемое ограждение ленточной пилы
Рисунок G.1 — Испытание перемещаемого ограждения зоны резания
27
ГОСТ ISO 19085-16—2024
Приложение ДА (справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 4871:1996 | IDT | ГОСТ 30691—2001 (ИСО 4871—96) «Шум машин. Заявление и контроль значений шумовых характеристик» |
ISO 12100:2010 | IDT | ГОСТ ISO 12100—2013 «Безопасность машин. Общие принципы конструирования. Оценка риска и снижение рисков» |
ISO 13849-1:2015 | — | 1) |
ISO 19085-1:2021 | IDT | ГОСТ ISO 19085-1—2023 «Оборудование деревообрабатывающее. Безопасность. Часть 1. Общие требования» |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. Примечание — В таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT — идентичные стандарты. | ||
1) Действует ГОСТ ISO 13849-1—2014 «Безопасность оборудования. Элементы систем управления, связанные с безопасностью. Часть 1. Общие принципы конструирования», идентичный ISO 13849-1:2006.
28
УДК 79.120.10:006.354
МКС 13.110
ГОСТ ISO 19085-16—2024
IDT
Ключевые слова: оборудование деревообрабатывающее, безопасность, круглопильные станки для раскроя плит, прижимная балка, опасности, меры защиты
29
Редактор Л. С. Зимилова
Технический редактор И.Е. Черепкова
Корректор И.А. Королева
Компьютерная верстка Е.А. Кондрашовой
Сдано в набор 06.12.2024. Подписано в печать 17.12.2024. Формат 60x847s. Гарнитура Ариал.
Усл. печ. л. 4,18. Уч.-изд. л. 3,47.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «Институт стандартизации» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
