ГОСТ Р 71346-2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оптика и фотоника
ЛИНЗЫ ОПТИЧЕСКИЕ
Конструкция и размеры
Optics and photonics. Optical lenses. Design and dimensions
ОКС 37.020
Дата введения 2025-01-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным бюджетным учреждением "Российский институт стандартизации" (ФГБУ "Институт стандартизации")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 296 "Оптика и фотоника"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 18 апреля 2024 г. № 498-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
1 Область применения
Настоящий стандарт распространяется на оптические линзы диаметром от 1 до 800 мм и устанавливает их конструкцию и размеры.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 1807 Радиусы сферических поверхностей оптических деталей. Ряды числовых значений
ГОСТ 6636 Основные нормы взаимозаменяемости. Нормальные линейные размеры
ГОСТ 25347 Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Обозначения
В настоящем стандарте применены следующие обозначения:
D | - минимально допустимый диаметр линзы, мм; |
- световой диаметр линзы, мм; | |
- припуск на крепление линзы в оправе, мм; | |
- допуск отклонения формы поверхности, число интерференционных колец или полос; | |
d | - минимально допустимая толщина линзы по оси, мм; |
t | - минимально допустимая толщина положительных линз по краю, мм; |
m | - ширина фасок, мм. |
4 Основные требования
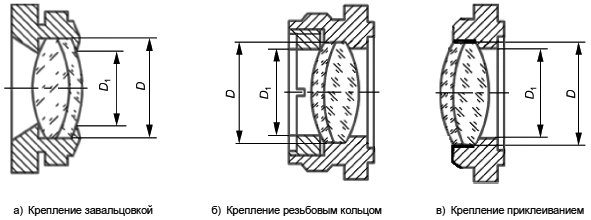 |
Рисунок 1 - Виды крепления
Примечание - Кроме указанных выше видов соединения механических деталей с оптическими допускается:
- крепление проволочным кольцом;
- крепление методом гальванического наращивания металла в местах соединения;
- крепление в эксцентриковых оправах;
- крепление пружинными пластинами.
4.2 Значение D следует определять по формуле
Таблица 1 - Припуск на крепление линзы в оправе
В миллиметрах | ||||||
, не менее, при креплении | ||||||
завальцовкой | резьбовым кольцом | |||||
Св. | 1 | до | 6 | включ. | 0,6
| - |
" | 6 | " | 10 | " | 0,8
| 1,2 |
" | 10 | " | 18 | " | 1,0
| 1,5 |
" | 18 | " | 30 | " | 1,2
| 1,8 |
" | 30 | " | 50 | " | 1,5
| 2,1 |
" | 50 | " | 80 | " | 2,0
| 2,5 |
" | 80 | " | 120 | " | -
| 3,0 |
" | 120 | " | 180 | " | -
| 4,0 |
" | 180 | " | 260 | " | -
| 5,0 |
" | 260 | " | 360 | " | -
| 6,0 |
" | 360 | " | 500 | " | -
| 8,0 |
" | 500 | " | 650 | " | -
| 11,0 |
" | 650 | " | 800 | " | - | 15,0 |
Полученное значение D следует округлять до ближайшего нормального размера по ГОСТ 6636.
4.3 Допуски на диаметры оптических деталей устанавливают в процессе расчета и разработки конструкции изделия.
Поля допусков на диаметры оптических деталей могут быть установлены в зависимости от точности центрирования по таблице 2, по единой системе допусков и посадок в соответствии с ГОСТ 25347.
Таблица 2 - Поля допусков на наружный диаметр линз и внутренний диаметр оправы в зависимости от точности центрирования
Точность центрирования | Поля допусков | Примеры | |||
характе- ристика | допуск на центриро- | на диаметры оптических деталей | на внутренний | применения | |
вание | центри- рующих | нецентри- рующих | диаметр оправы | ||
Повышенная | До 0,02 | h8 | d9 | H9 | Линзы микрообъективов |
" 0,02 | g6 | d11 | H7 | Линзы светосильных фотообъективов | |
" 0,02 | f7 | d11 | H7 | Точные детали: линзы, сетки, шкалы | |
Средняя | От 0,02 до | h8 | d9 | H9 | Линзы окуляров |
0,05 включ. | e9, f9, e8 | c11, b11 | H8, H9 | Детали телескопических приборов, сетки, шкалы | |
Пониженная | Св. 0,05 | d11 | - | H11 | Конденсоры, светофильтры, плоские зеркала, защитные стекла |
Примечания 1 В склеенных линзах центрирующая линза выбирается в зависимости от влияния ее центрирования на качество изображения и технологических соображений. 2 Одиночные линзы, сетки, шкалы и защитные стекла, к которым предъявляют требования по герметизации, следует относить к центрирующим; плоские зеркала, светофильтры, защитные стекла - к нецентрирующим. | |||||
Оптические детали, требующие повышенной точности центрирования, посадочные поверхности которых должны быть покрыты эмалью, рекомендуется изготавливать с обнижением по диаметру, применяя поле допуска e6. Рекомендуемые толщины слоя эмали приведены в таблице 3.
Таблица 3 - Рекомендуемые толщины слоя эмали
D, мм | Толщина слоя эмали, мм | |||||
Св. | 3 | до | 10 | включ. |
| 0,008...0,012 |
" | 10 | " | 30 | " |
| 0,012...0,016 |
" | 30 | " | 80 | " |
| 0,016...0,025 |
" | 80 | " | 180 | " | 0,025...0,035 | |
4.4 Радиусы сферических поверхностей линз - по ГОСТ 1807.
4.5 Толщины линз по оси и по краю для кинофотоаппаратуры установлены в приложении А.
4.6 Значение d (см. рисунок 2), следует определять по формуле
d=k·D, (2)
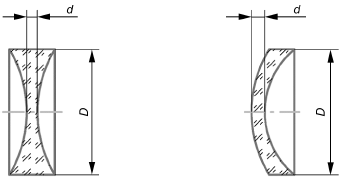 |
Рисунок 2 - Минимально допустимая толщина линзы по оси
Значение коэффициента k для линз кинофотоаппаратуры должно соответствовать указанному в приложении А (см. таблицу А.1).
Форма | D, мм | k при | |||||||
до 0,3 включ. | св. 0,3 до 0,5 включ. | св. 0,5 до 2,0 включ. | св. 2,0 | ||||||
Двояко- вогнутая | До | 50 | включ. | 0,10 | 0,07 | 0,07 | 0,05 | ||
Св. | 50 | до | 120 | включ. | 0,06 | ||||
" | 120 | " | 260 | " | |||||
" | 260 | " | 500 | " | 0,06 | ||||
" | 500 | " | 650 | " | |||||
" | 650 | " | 800 | " | 0,06 | ||||
Выпукло- вогнутая | Св. | До | 50 | включ. | 0,09 | 0,08 | 0,08 | ||
50 | до | 120 | включ. | 0,08 | 0,06 | 0,06 | |||
" | 120 | " | 260 | " | |||||
" | 260 | " | 500 | " | |||||
" | 500 | " | 650 | " | |||||
" | 650 | " | 800 | " | |||||
Полученное значение d следует увеличивать до ближайшего нормального размера по ГОСТ 6636, если это допускается расчетом.
4.7 Предельные отклонения на толщину линзы следует выбирать из следующего ряда: ±0,005; ±0,007; ±0,010; ±0,015; ±0,020; ±0,025; ±0,030; ±0,050; ±0,070; ±0,100; ±0,200; ±0,300; ±0,500; ±0,700; ±1,000 мм.
Примечание - Предельные отклонения ±0,005; ±0,007 устанавливают для линз диаметром до 10 мм.
4.8 Для мениска при отношении радиуса выпуклой поверхности к диаметру меньше 1,5 толщина по оси должна быть не менее 0,15D.
Для мениска диаметром свыше 260 мм, работающего с горизонтально расположенной осью, проекция центра масс на цилиндрическую поверхность должна находиться в пределах этой поверхности. В технически обоснованных случаях допускается отступление от данного требования.
4.9 Минимально допустимая толщина положительных линз по краю, t (см. рисунок 3), в зависимости от диаметра, должна соответствовать таблице 5.
Значение t для линз кинофотоаппаратуры - в соответствии с таблицей А.2.
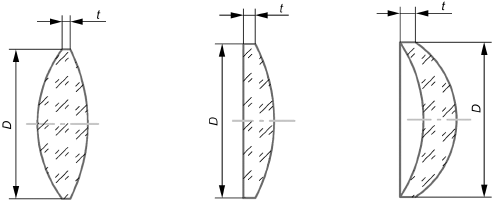 |
Рисунок 3 - Минимально допустимая толщина положительных линз
Таблица 5 - Минимально допустимая толщина положительных линз по краю
В миллиметрах | ||||||
D | t | |||||
Св. | 1 | до | 6 | включ. |
| 0,8 |
" | 6 | " | 10 | " |
| 1,0 |
" | 10 | " | 18 | " |
| 1,2 |
" | 18 | " | 30 | " |
| 1,6 |
" | 30 | " | 50 | " |
| 2,0 |
" | 50 | " | 80 | " |
| 2,4 |
" | 80 | " | 120 | " |
| 3,0 |
" | 120 | " | 180 | " |
| 4,0 |
" | 180 | " | 260 | " |
| 5,0 |
" | 260 | " | 360 | " |
| 6,0 |
" | 360 | " | 500 | " |
| 8,0 |
" | 500 | " | 650 | " |
| 12,0 |
" | 650 | " | 800 | " | 20,0 | |
4.10 Фаски на линзах
4.10.1 Ширину фасок m для предохранения от выкалывания и для крепления завальцовкой в зависимости от диаметра D следует выбирать по таблице 6.
Таблица 6 - Ширина фасок
В миллиметрах | |||||||
Диаметр, D | Ширина фаски, m | ||||||
для предохранения от выкалывания | для крепления завальцовкой | ||||||
несклеиваемая сторона | склеиваемая сторона | ||||||
До 6 | 0,1 | 0,1 | 0,1 | ||||
Св. | 6 | до | 10 | включ. | 0,3 | ||
" | 10 | " | 18 | " | 0,2 | 0,4 | |
" | 18 | " | 30 | " | 0,3 | 0,2 | 0,5 |
" | 30 | " | 50 | " | 0,7 | ||
" | 50 | " | 80 | " | 0,5 | 1,0 | |
" | 80 | " | 120 | " | 0,3 | - | |
" | 120 | " | 180 | " | 0,7 | - | |
" | 180 | " | 260 | " | - | ||
" | 260 | " | 360 | " | 1,0 | 0,5 | - |
" | 360 | " | 500 | " | 1,2 | 0,8 | - |
" | 500 | " | 800 | " | 1,5 | 1,0 | - |
Примечания 1 При малой толщине оптической детали на краю размер фаски может быть уменьшен. 2 Фаски на оптических деталях, которые крепятся завальцовкой, должны быть концентричны по отношению к наружному диаметру. | |||||||
4.10.2 На выпуклых поверхностях при отношении диаметра D к радиусу поверхности R больше 1,5 фаску не снимают.
Примечание - При отношении диаметра D/R от 1,3 до 1,5 фаска допускается, но не является обязательной.
Отношение D/R | Угол наклона фаски , градусы | ||
на выпуклой поверхности | на вогнутой поверхности | на плоской поверхности | |
До 0,6 | 45 | 45 | 45 |
Св. 0,6 до 1,5 | 30 | 60 | |
Св. 1,5 | - | 90 | |
4.10.4 В том случае, когда конструктивная фаска образует с сопрягаемой поверхностью линзы угол менее 110°, дополнительно следует снимать фаску для предохранения от выкалывания согласно таблице 4.
4.10.5 Ширина фасок и допустимость фасок, попадающих в световой пучок, должна быть минимальной или отсутствовать совсем. Пример изображения фасок на чертеже показан на рисунке 4.
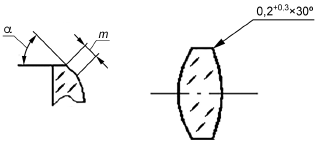 |
Рисунок 4 - Пример изображения фасок на чертеже
4.11 В технически обоснованных случаях по соглашению между потребителем и изготовителем допускается изготовление линз с размерами, не предусмотренными настоящим стандартом.
Приложение А
(обязательное)
Минимально допустимые толщины линз для кинофотоаппаратуры
Таблица А.1 - Значение коэффициента k для линз кинофотоаппаратуры
Форма | D, мм | k при | |||||
до 0,3 включ. | св. 0,3 до 2,0 включ. | ||||||
Двояковогнутая | Св. | 6
| до | 30 | включ. | 0,06 | 0,030 |
" | 30
| " | 60 | " | 0,06 | 0,035 | |
" | 60 | " | 120 | " | 0,06 | 0,040 | |
Выпукло-вогнутая | До 30 включ.
| 0,06 | 0,040 | ||||
Св. 30 до 120 включ. | 0,07 | 0,050 | |||||
Примечание - Толщину линз до диаметра 10 мм рассчитывают, как для линзы диаметром, равным 10 мм.
Таблица А.2 - Значение t для линз кинофотоаппаратуры
D, мм | t, мм | |||||
Св. | 6 | до | 10 | включ. |
| 0,7 |
" | 10 | " | 18 | " |
| 0,8 |
" | 18 | " | 30 | " |
| 1,0 |
" | 30 | " | 50 | " |
| 1,2 |
" | 50 | " | 80 | " |
| 1,5 |
" | 80 | " | 100 | " |
| 1,8 |
" | 100 | " | 120 | " | 2,0 | |
УДК 681.72:006.354 | ОКС 37.020 |
Ключевые слова: оптические линзы, световой диаметр линзы, диаметр линзы, толщина линзы | |
