ГОСТ Р 59420-2021
(ИСО 14997:2017)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Оптика и фотоника
ЭЛЕМЕНТЫ ОПТИЧЕСКИЕ
Дефекты поверхностей. Визуальный контроль
Optics and photonics. Optical elements. Surface defects. Visual control
ОКС 37.020
Дата введения 2022-03-01
Предисловие
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Научно-исследовательский институт физической оптики, оптики лазеров и информационных оптических систем Всероссийского научного центра "Государственный оптический институт им.С.И.Вавилова" (ФГУП "НИИФООЛИОС ВНЦ "ГОИ им.С.И.Вавилова") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 296 "Оптика и фотоника"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 12 октября 2021 г. N 1110-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 14997:2017* "Оптика и фотоника. Методы определения поверхностных дефектов оптических элементов" (ISO 14997:2017 "Optics and photonics - Test methods for surface imperfections of optical elements", MOD) путем изменения ссылок, исключения отдельных положений, которые дублируются по тексту стандарта, исключения из библиографии информации о документах, ссылки на которые не использованы при изложении настоящего стандарта.
Внесение указанных технических отклонений направлено на учет особенностей российской национальной стандартизации и целесообразности использования ссылочных национальных стандартов вместо ссылочных международных стандартов. При этом дополнительные ссылки, внесенные изменения и дополнения выделены в тексте курсивом*.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5-2012 (пункт 3.5).
Сведения о соответствии ссылочных национальных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации"**. Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
1 Область применения
Настоящий стандарт распространяется на оптические элементы и сборочные единицы, например дублеты или триплеты, изготовленные из различных материалов, и устанавливает методы визуального контроля дефектов их поверхностей.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р ИСО 9211-1 Оптика и оптические приборы. Покрытия оптические. Часть 1. Термины и определения
ГОСТ Р 58373 (ИСО 11145:2018) Оптика и фотоника. Лазеры и лазерное оборудование. Термины и определения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ Р ИСО 9211-1, ГОСТ Р 58373 и [1], а также следующие термины с соответствующими определениями.
ИСО и МЭК ведут терминологические базы данных для использования в стандартизации по следующим адресам:
- Электропедия МЭК, доступная на http://www.electropedia.org/;
- платформа онлайн-просмотра ИСО, доступная на http://www.iso.org/obp.
3.1 контрольный образец яркости (brightness comparison standard): Пластина, лопатка или окно с одним или несколькими специально внесенными дефектами известной яркости.
3.2 контрольный образец размеров (dimensional comparison standard): Пластина, лопатка или окно с одним или несколькими специально внесенными дефектами заданного размера, например: хром на стекле, чернила на пленке, оксид железа на стекле, травленое стекло, разрушение участка сфокусированным ионным пучком (FIB) на стеклянной подложке и т.д.
4 Обозначения
В настоящем стандарте применены следующие обозначения:
5 Виды визуального контроля
Дефекты поверхностей элементов оценивают по их видимости, определяя класс яркости, и по размерам (см. [1]). Дефекты поверхностей элемента выявляют и оценивают визуально (невооруженным глазом или с применением увеличительного прибора) или с применением специального оборудования. В таблице 1 приведены виды контроля для оценки видимости дефектов поверхностей элементов.
Таблица 1 - Виды контроля для оценки видимости дефектов поверхностей элементов
Вид контроля | Оборудование | Контрольный образец |
Типовой визуальный контроль видимости дефектов | Оборудование, указанное в 7.1 | Не требуется |
Визуальный контроль видимости дефектов методом сравнения | Оборудование, указанное в 7.2 и приложении А | Контрольный образец яркости, указанный в чертеже |
В таблице 2 приведены виды контроля для оценки дефектов поверхностей элементов по размерам.
Таблица 2 - Виды контроля для оценки дефектов поверхностей элементов по размерам
Вид контроля | Оборудование | Контрольный образец |
Типовой визуальный контроль размеров дефектов | Оборудование, указанное в 8.1 | Не требуется |
Визуальный контроль размеров дефектов методом сравнения | Оборудование, указанное в 8.2 и приложении А (рисунок А.3) | Контрольный образец размеров в соответствии с приложением В |
Визуально-оптический контроль размеров дефектов методом сравнения | Оборудование, указанное в 8.3 | Контрольный образец размеров в соответствии с приложением В |
Допустимое число дефектов на поверхности элементов устанавливают в зависимости от их класса и исходя из допустимой общей площади дефектов. Рекомендации по установлению допустимого числа дефектов на поверхности элемента в зависимости от их площади и класса приведены в приложении С.
Угловое разрешение человеческого глаза составляет около 1 угловой минуты (см. [2]), поэтому оценку размеров дефектов более 0,1 мм с применением оборудования, схемы которого приведены в приложении А, выполняет оператор визуально (невооруженным глазом). Если предполагается, что ширина царапин составляет 0,025 мм, то оператор также оценивает размеры дефектов визуально (невооруженным глазом) с применением оборудования, схемы которого приведены в приложении А.
Скопление дефектов размерами, меньшими разрешающей способности применяемого увеличительного прибора, рассматривают как единый дефект. Дефекты размерами, превышающими разрешающую способность применяемого увеличительного прибора, рассматривают как отдельные дефекты.
Если два элемента или более должны быть склеены (или соединены посредством оптического контакта), то допустимое число дефектов на поверхности и виды контроля, указанные для отдельных элементов, применяют также к поверхностям сборочной единицы, т.е. после склеивания (соединения), если не указаны другие требования.
6 Сущность визуального контроля
С поверхности элементов должны быть удалены все загрязнения. Поверхности элементов просматривают, как правило, в малоугловом рассеянном свете при ярком боковом освещении на черном фоне, определяя соответствие элементов установленным требованиям. Если не удается определить соответствие элементов установленным требованиям методами визуального контроля, то применяют другие методы оптического контроля.
7 Методы контроля видимости дефектов поверхности
7.1.1 Общие положения
Данный метод контроля применяют для оценки длин царапин (при необходимости) на поверхности элемента, для выявления наличия сколов в краевой зоне и для контроля дефектов поверхностей элементов с покрытием, без покрытия и отражающих элементов.
7.1.2 Описание метода
7.1.2.1 Оборудование
Для испытания применяют гибкий волоконный источник света, обеспечивающий максимальный контраст изображения, и экран, изготовленный из матово-черного материала, используемый в качестве фона. Специальное оборудование при этом не требуется. Допускается применять другое оборудование, обеспечивающее оптимальные условия выявляемости конкретного типа дефектов.
7.1.2.2 Проведение контроля (оценки)
Испытуемый образец просматривают в пучке света на фоне черного экрана, поворачивая и/или наклоняя его под различными углами; при этом источник света должен быть направлен таким образом, чтобы обеспечить максимальную видимость дефектов на поверхности испытуемого образца при просмотре на фоне черного экрана. Оператор оценивает видимость дефектов визуально, основываясь на собственном опыте.
7.2.1 Общие положения
Дефекты оценивают визуально (невооруженным глазом), сравнивая контрольный образец яркости и испытуемый образец. Образцы должны быть повернуты и/или наклонены таким образом, чтобы обеспечить максимальную видимость дефектов.
Дефект испытуемого образца сравнивают с каждым из специально внесенных дефектов контрольного образца, определяя, какой из них наиболее близок по яркости к дефекту элемента. Класс дефекта по яркости испытуемого образца определяют как класс наиболее близкого по яркости дефекта контрольного образца. Если яркость дефекта испытуемого образца немного больше яркости дефекта контрольного образца, то дефект испытуемого образца относят к более высокому классу. Например, если дефект (царапина) испытуемого элемента близок (близка) по яркости к дефекту (царапине) 10-го класса яркости, но ярче, то он (она) является дефектом (царапиной) 20-го класса яркости.
При необходимости длину дефектов (царапин) и размеры сколов в краевой зоне измеряют линейкой или с применением контрольного образца яркости. Для этой цели допускается использовать лупу или маломощный микроскоп.
7.2.2 Визуальный контроль видимости дефектов методом сравнения в косонаправленном пучке проходящего света
7.2.2.1 Оборудование
Для испытания в качестве фона применяют экран, изготовленный из матово-черного материала, и лампу с рассеивателем из матового или молочного стекла, установленную вертикально над экраном. Освещенность поверхности образцов - от 350 до 1250 лк включительно. Схема оборудования для визуального контроля видимости дефектов методом сравнения в косонаправленном пучке проходящего света приведена в приложении А на рисунке А.1.
7.2.2.2 Проведение контроля
Испытуемый образец и контрольный образец яркости располагают таким образом, чтобы они были приблизительно перпендикулярны относительно края рассеивателя и четко просматривались на фоне черного экрана. Поверхности образцов просматривают в косонаправленном пучке проходящего света, т.е. под углом 90° к оси образцов, на фоне черного экрана.
7.2.3 Визуальный контроль видимости дефектов методом сравнения в прямонаправленном пучке проходящего света
7.2.3.1 Оборудование
Для испытания применяют лампу, которую располагают примерно в 75 мм от рассеивателя из матового или молочного стекла. Примерно половину площади рассеивателя закрывают двумя или более непрозрачными горизонтальными или вертикальными черными полосами. Черные полосы должны быть расположены непосредственно на рассеивателе. Освещенность поверхности образцов - от 150 до 360 лк включительно. Схема оборудования для визуального контроля видимости дефектов методом сравнения в прямонаправленном пучке проходящего света приведена в приложении А на рисунке А.2.
7.2.3.2 Проведение контроля
Испытуемый образец и контрольный образец яркости помещают перед рассеивателем так, чтобы образцы можно было просматривать на фоне черных полос. Поверхности образцов просматривают в прямонаправленном пучке проходящего света на фоне черных полос.
7.2.4 Визуальный контроль видимости дефектов методом сравнения в отраженном свете
7.2.4.1 Оборудование
Для испытания в качестве фона применяют экран, изготовленный из матово-черного материала, и лампу, которая должна быть расположена сверху. Освещенность поверхности образцов - от 1000 до 2800 лк включительно. Схема оборудования для контроля видимости дефектов методом сравнения в отраженном свете приведена в приложении А на рисунке А.3.
7.2.4.2 Проведения контроля
Испытуемый образец и контрольный образец яркости располагают таким образом, чтобы они находились примерно в одной плоскости под лампой на фоне матово-черного экрана. Поверхности образцов просматривают в отраженном свете на фоне черного экрана. Данный метод применяют для контроля дефектов поверхностей элементов с покрытием, без покрытия и отражающих элементов.
При просмотре поверхностей светоотражающих элементов следует соблюдать осторожность и предпринимать меры для защиты глаз оператора от ярких бликов.
8 Методы контроля размеров дефектов поверхности
8.1.1 Общие положения
Сколы в краевой зоне элемента выявляют визуально.
8.1.2 Описание метода
8.1.2.1 Оборудование
Для испытания применяют гибкий волоконный источник света, обеспечивающий максимальный контраст изображения, и в качестве фона экран, изготовленный из матово-черного материала. Специальное оборудование при этом не требуется. Допускается применять другое оборудование, обеспечивающее оптимальные условия выявляемости конкретного типа дефектов.
8.1.2.2 Проведение контроля
Испытуемый образец просматривают в пучке света на фоне черного экрана, поворачивая и/или наклоняя его под разными углами, при этом источник света должен быть направлен таким образом, чтобы обеспечить максимальную видимость дефектов на поверхности испытуемого образца. Оператор оценивает размеры дефектов визуально, основываясь на собственном опыте. Данный метод применяют для контроля дефектов поверхностей элементов с покрытием, без покрытия и отражающих элементов.
8.2.1 Общие положения
Размеры дефекта испытуемого образца сравнивают с каждым из дефектов контрольного образца для выявления наиболее близкого по размеру. Класс дефекта по размерам испытуемого образца определяют как класс наиболее близкого по размерам дефекта контрольного образца. Если размеры дефекта испытуемого образца больше размеров дефекта контрольного образца, то дефект испытуемого образца относят к более высокому классу. Например, если дефект поверхности испытуемого образца по размерам близок к дефекту класса 0,1 контрольного образца, но его размеры незначительно больше, то дефект поверхности испытуемого образца считают дефектом класса 0,16.
Размеры сколов в краевой зоне измеряют линейкой или с применением соответствующего контрольного образца размеров. Для этой цели допускается использовать лупу или маломощный микроскоп.
8.2.2 Описание метода
8.2.2.1 Оборудование
Для испытания применяют в качестве фона экран, изготовленный из матово-черного материала, и лампу, которая должна быть расположена сверху. Освещенность поверхности образцов - от 1000 до 2800 лк включительно.
8.2.2.2 Проведение контроля
Поверхности испытуемого и контрольного образцов просматривают в отраженном свете на фоне черного экрана и визуально сравнивают размеры их дефектов. Испытуемый образец и соответствующий контрольный образец размеров располагают таким образом, чтобы они находились примерно в одной плоскости под лампой на фоне матово-черного экрана. Образцы поворачивают и/или наклоняют для обеспечения оптимальных условий оценки размеров дефектов. Данный метод применяют для контроля дефектов поверхностей элементов с покрытием, без покрытия и отражающих элементов.
При просмотре поверхностей светоотражающих элементов следует соблюдать осторожность и предпринимать меры для защиты глаз оператора от ярких бликов.
8.3.1 Основные положения
Микроскоп с низкими или средними значениями увеличения применяют для определения дефектов классов 0,01 и менее или шириной менее 0,002х5 мм на поверхностях элементов, пропускающих или отражающих излучение. Размеры сколов в краевой зоне элемента измеряют линейкой или определяют методом сравнения с контрольным образцом размеров с применением этого же прибора.
8.3.2 Визуально-оптический контроль размеров дефектов методом сравнения с применением стереомикроскопа
8.3.2.1 Оборудование
Для испытания применяют стереомикроскоп и экран из матово-черного материала, используемый в качестве фона в зоне просмотра образцов. Допускается применять зум-микроскоп с диапазонами увеличения от 7 до 40 крат или от 8 до 32 крат. Зону просмотра образцов освещают волоконным источником света переменной яркости или другим источником излучения. Освещенность поверхности образцов - не менее 10000 лк.
8.3.2.2 Подготовка оборудования
Допускается использовать окулярные сетки микроскопа для контроля размеров дефектов при сравнении испытуемого и контрольного образцов. При оценке размеров дефектов следует учитывать увеличение стереомикроскопа.
8.3.2.3 Проведение контроля
Дефекты испытуемого образца визуально оценивают, сравнивая их с дефектами контрольного образца размеров. Испытуемый и контрольный образцы располагают таким образом, чтобы оба находились в поле зрения микроскопа. Дефект испытуемого образца сравнивают с каждым из дефектов контрольного образца, определяя наиболее близкий по размерам. Класс дефекта определяют в соответствии с 8.2.1.
9 Протокол испытаний
В протокол испытаний включают следующую информацию о каждой контролируемой поверхности испытуемого элемента:
a) общие сведения:
1) наименование и адрес лаборатории,
2) фамилию, инициалы оператора,
3) дату проведения испытаний,
4) настоящий стандарт и/или методику испытания;
b) сведения об испытуемом образце:
1) номер чертежа элемента,
2) вид элемента (пропускающий/отражающий излучение),
3) размеры элемента,
4) описание ориентации и маркировки,
5) характеристики качества поверхности.
При необходимости в протокол включают дополнительную информацию (дополнительная информация может быть указана в чертеже на элемент);
c) условия проведения испытаний:
2) увеличение прибора (если применялся);
d) результаты испытаний:
1) карта с указанием положения, ориентации и описанием всех типов дефектов контролируемой поверхности элемента в пределах эффективного (рабочего, светового) диаметра,
2) число и класс точек выше минимального класса, число и класс пятен на поверхности элемента,
3) число, длина (более 2 мм) и класс царапин (выше минимального класса),
4) максимальный размер сколов в краевой зоне,
5) допустимое общее число дефектов,
6) общее число скоплений мелких дефектов более высокого класса,
7) оценка концентрации (сосредоточения) дефектов,
8) погрешность измерения эффективной площади поверхности элемента,
9) принятое решение.
Приложение А
(обязательное)
Схемы оборудования для визуального контроля методом сравнения
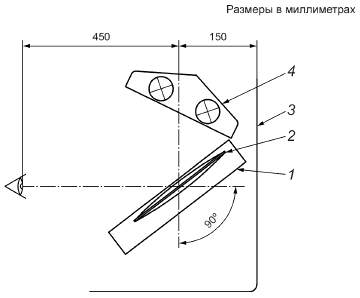
На рисунке А.1 приведена схема оборудования для визуального контроля методом сравнения в косонаправленном пучке проходящего света. Освещенность поверхности образцов - от 350 до 1250 лк включительно. Поверхность образцов просматривают в косонаправленном пучке проходящего света на фоне матово-черного экрана.
 |
1 - контрольный образец яркости; 2 - испытуемый образец; 3 - рассеиватель из матового или молочного стекла; 4 - лампа; 5 - матово-черный экран
Примечание - Оператору следует избегать прямого попадания света в глаза.
Рисунок А.1 - Схема оборудования для визуального контроля методом сравнения в косонаправленном пучке проходящего света
На рисунке А.2 приведена схема оборудования для визуального контроля методом сравнения в прямонаправленном пучке проходящего света. Освещенность поверхности образцов - от 150 до 360 лк включительно. Поверхность образцов просматривают в прямонаправленном пучке проходящего света на фоне черных полос.
 |
1 - контрольный образец яркости; 2 - испытуемый образец; 3 - рассеиватель с двумя или более непрозрачными, горизонтальными или вертикальными черными полосами, закрывающими примерно 50% площади поверхности рассеивателя; 4 - лампа
Примечание - Оператору следует избегать прямого попадания света в глаза.
Рисунок А.2 - Схема оборудования для визуального контроля методом сравнения в прямонаправленном пучке проходящего света
На рисунке А.3 приведена схема оборудования для визуального контроля методом сравнения в отраженном свете. Для испытания применяют лампы накаливания, люминесцентные лампы или любой другой источник света, обеспечивающий освещенность поверхности образцов от 1000 до 2800 лк включительно. Поверхность образцов просматривают в отраженном свете на фоне матово-черного экрана.
 |
1 - контрольный образец яркости; 2 - испытуемый образец; 3 - матово-черный экран; 4 - лампа
Примечания
1 Образец периодически наклоняют или слегка смещают относительно положения глаз в направлении отраженного света таким образом, чтобы была возможность просматривать его поверхность на фоне черного экрана.
2 Данные действия не позволяют глазам оператора адаптироваться к темноте и, следовательно, снизить их чувствительность.
3 Оператору следует избегать прямого попадания света в глаза.
Рисунок А.3 - Схема оборудования для визуального контроля методом сравнения в отраженном свете
Приложение В
(справочное)
Рекомендуемые размеры дефектов поверхностей контрольных образцов размеров
В таблице В.1 приведены рекомендуемые размеры дефектов поверхностей контрольных образцов размеров, включая круглые и царапиноподобные дефекты, которые применяют при контроле размеров дефектов поверхностей элементов методом сравнения.
Таблица В.1 - Рекомендуемые размеры дефектов поверхностей контрольных образцов размеров
Номер контрольного образца | Класс дефекта | Диаметр круглых дефектов, мкм | Размеры царапин, мкм |
N 1 | 0,004 | 4,5 | 1 16 |
0,006 | 7 | 1,6 25 | |
0,010 | 11 | 2,5 40 | |
0,016 | 18 | 4,0 63 | |
0,025 | 28 | 6,3 100 | |
0,040 | 45 | 10 160 | |
N 2 | 0,040 | 45 | 10 160 |
0,063 | 70 | 16 225 | |
0,100 | 110 | 25 400 | |
0,160 | 180 | 40 630 | |
0,250 | 280 | 63 1000 | |
0,400 | 450 | 100 1600 |
Для определения классов дефектов поверхностей по размерам элементов, пропускающих излучение, рекомендуется использовать контрольные образцы размеров, изготовленные из непрозрачного материала или стекла, со специально внесенными дефектами.
Для определения классов дефектов поверхностей по размерам элементов, отражающих излучение, рекомендуется использовать контрольные образцы размеров с неотражающими дефектами на поверхности.
Дефекты поверхностей контрольных образцов размеров вносят осаждением хрома на стекло или обработкой сфокусированным ионным пучком участков поверхности стекла. Допускается использовать другие способы и материалы для изготовления контрольных образцов размеров, обеспечивающие точное внесение высококонтрастных дефектов на их поверхность.
Примечание - Следует учитывать, что стохастические микроструктурные дефекты (см. [3]) контрольных образцов размеров, внесенные обработкой сфокусированным ионным пучком на заданный участок поверхности, проявляют свойства, более близкие к ламбертовским характеристикам рассеяния, и поэтому качественнее имитируют реальные царапины и точки.
Для оценки размеров дефектов поверхностей элементов конкретного типа допускается изготавливать контрольные образцы с дефектами, размеры которых больше или меньше указанных в настоящем приложении.
Приложение С
(справочное)
Допустимое число дефектов на поверхности элемента в зависимости от их площади и класса
Таблица С.1
Класс | Коэффициенты умножения для определения эквивалентности общей площади дефектов в зависимости от их класса | |||
1 | 2,5 | 6,3 | 16 | |
Класс дефекта по размерам | 0,006 | - | - | - |
( или ), мм | 0,010 | 0,006 | - | - |
0,016 | 0,010 | 0,006 | - | |
0,025 | 0,016 | 0,010 | 0,006 | |
0,040 | 0,025 | 0,016 | 0,010 | |
0,063 | 0,040 | 0,025 | 0,016 | |
0,10 | 0,063 | 0,040 | 0,025 | |
0,16 | 0,10 | 0,063 | 0,040 | |
0,25 | 0,16 | 0,10 | 0,063 | |
0,40 | 0,25 | 0,16 | 0,10 | |
0,63 | 0,40 | 0,25 | 0,16 | |
1,0 | 0,63 | 0,40 | 0,25 | |
1,6 | 1,0 | 0,63 | 0,40 | |
2,5 | 1,6 | 1,0 | 0,63 | |
4,0 | 2,5 | 1,6 | 1,0 | |
Пример - Если в чертеже приведено обозначение дефектов: 5/2 0,25 (т.е. на поверхности элемента допустимы два дефекта класса 0,25), то допустимы 2 2,5 5 поверхностных дефектов класса 0,16, или 2 6,3 12 поверхностных дефектов класса 0,1, или 2 16 32 поверхностных дефекта класса N 0,063. Допускается любое сочетание указанных дефектов на поверхности элемента при условии, что общая площадь всех дефектов поверхности классом более 0,16 0,25=0,04 не превышает 2 0,252=0,125 мм . | ||||
Приложение ДА
(справочное)
Сведения о соответствии ссылочных национальных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДА.1
Обозначение ссылочного национального стандарта | Степень соответствия | Обозначение и наименование ссылочного международного стандарта |
IDT | ISO 9211-1:2010 "Оптика и фотоника. Оптические покрытия. Часть 1. Термины и определения" | |
(ИСО 11145:2018) | MOD | ISO 11145:2018 "Оптика и фотоника. Лазеры и лазерное оборудование. Глоссарий и обозначения" |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты. | ||
Библиография
[1] | ИСО 10110-7:2017 | Оптика и фотоника. Подготовка чертежей оптических элементов и систем. Часть 7. Дефекты поверхности (Optics and photonics - Preparation of drawings for optical elements and systems - Part 7: Surface imperfections) |
[2] | Янофф М., Дюкер Дж. Офтальмология, 3-е издание, с.54 (2009) | |
[3] | Кормье А.Дж. Оценка текущих стандартов нуля. Proc. SPIE. 1987, 805 с.152-159 | |
УДК 681.7.06:006.354 | ОКС 37.020 |
Ключевые слова: оптика и фотоника, оптические элементы, дефекты поверхностей, визуальный контроль | |
