ГОСТ Р 55944-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ПОДШИПНИКИ СКОЛЬЖЕНИЯ ИЗ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ.
ДОПУСКИ И ПОСАДКИ
Bearings of the modified wood. Tolerances and landing
ОКС 85.060
Дата введения 2015-01-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным бюджетным образовательным учреждением высшего профессионального образования "Воронежская государственная лесотехническая академия"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 78 "Лесоматериалы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ приказом Федерального агентства по техническому регулированию и метрологии от 5 февраля 2014 г. N 15-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
1 Область применения
Настоящий стандарт распространяется на подшипники скольжения из модифицированной древесины, применяемые в узлах трения различных машин и оборудования, а также на образованные ими посадки совместно с металлическими валами и втулками (корпусами подшипников).
Стандарт устанавливает термины, определения и условные обозначения, допуски, предельные зазоры и натяги для посадок подшипников скольжения из модифицированной древесины.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 15612-85 Изделия из древесины и древесных материалов. Методы определения шероховатости поверхности
ГОСТ 16483.0-89 Древесина. Общие требования к физико-механическим испытаниям
ГОСТ 21523.4-77 Древесина модифицированная. Метод определения влажности
ГОСТ 25346-89 Единая система допусков и посадок. Общие положения, ряды допусков и основных отклонений.
ГОСТ Р 54577-2011 Древесина модифицированная. Технические условия
ГОСТ Р 54912-2012 Древесина модифицированная для подшипников скольжения. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 размер: Числовое значение линейной величины (диаметра, длины и т.п.) в выбранных единицах измерения.
[ГОСТ 25346-89 п.1.1.1]
3.2 действительный размер: Размер элемента, установленный измерением с допускаемой погрешностью.
[ГОСТ 25346-89 п.1.1.2]
3.3 предельные размеры: Два предельно допустимых размера элемента, между которыми должен находиться (или которым может быть равен) действительный размер.
[ГОСТ 25346-89 п.1.1.3]
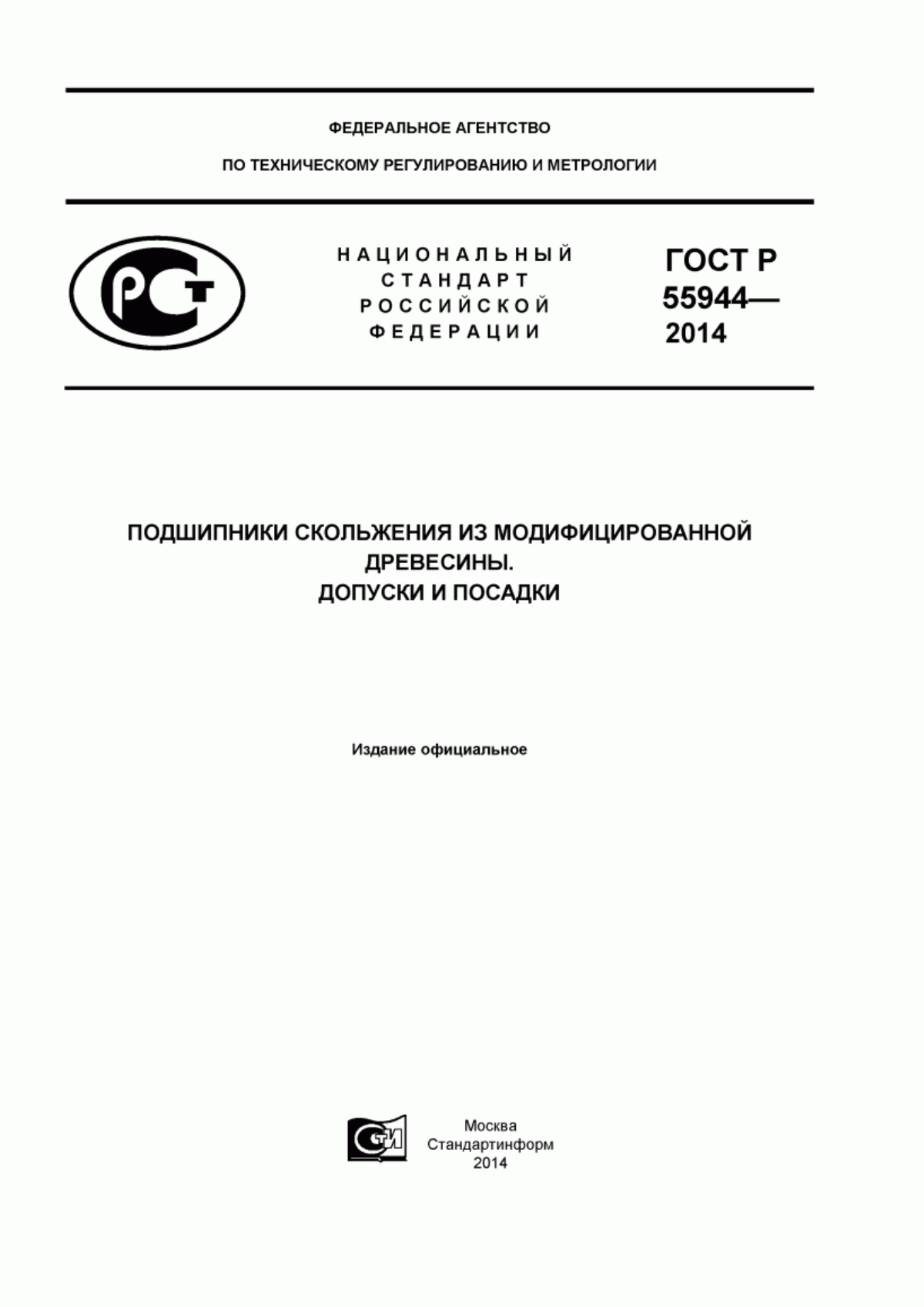
3.4 наибольший предельный размер: Наибольший допустимый размер элемента (рисунок 1).
[ГОСТ 25346-89 п.1.1.4]
3.5 наименьший предельный размер: Наименьший допустимый размер элемента (рисунок 1).
[ГОСТ 25346-89 п.1.1.5]
3.6 номинальный размер: Размер, относительно которого определяются отклонения (рисунок 1 и 2).
[ГОСТ 25346-89 п.1.1.6]
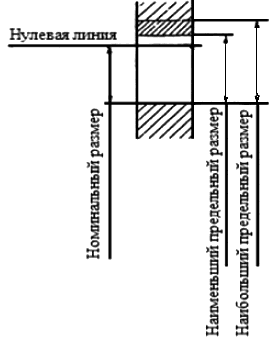
Рисунок 1
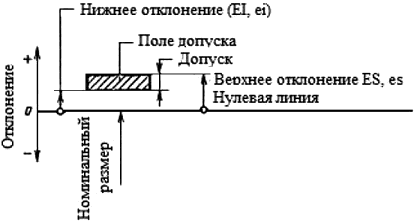
Рисунок 2
3.7 отклонение: Алгебраическая разность между размером (действительным или предельным размером) и соответствующим номинальным размером.
[ГОСТ 25346-89 п.1.1.7]
3.8 действительное отклонение: Алгебраическая разность между действительным и соответствующим номинальным размерами.
[ГОСТ 25346-89 п.1.1.8]
3.9 предельное отклонение: Алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения.
[ГОСТ 25346-89 п.1.1.9]
3.10 верхнее отклонение ,
: Алгебраическая разность между наибольшим предельным и соответствующим номинальным размерами (рисунок 2).
Примечание - - верхнее отклонение отверстия;
- верхнее отклонение вала.
[ГОСТ 25346-89 п.1.1.10]
3.11 нижнее отклонение ,
: Алгебраическая разность между наименьшим предельным и соответствующим номинальным размерами (рисунок 2).
Примечание - - нижнее отклонение отверстия;
- нижнее отклонение вала.
[ГОСТ 25346-89 п.1.1.11]
3.12 основное отклонение: Одно из двух предельных отклонений (верхнее или нижнее), определяющее положение поля допуска относительно нулевой линии. В данной системе допусков и посадок основным является отклонение, ближайшее к нулевой линии.
[ГОСТ 25346-89 п.1.1.12]
3.13 нулевая линия: Линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении полей допусков и посадок. Если нулевая линия расположена горизонтально, то положительные отклонения откладываются вверх от нее, а отрицательные - вниз (рисунок 2).
[ГОСТ 25346-89 п.1.1.13]
3.14 допуск Т: Разность между наибольшим и наименьшим предельными размерами или алгебраическая разность между верхним и нижним отклонениями (рисунок 2).
Примечание - Допуск - это абсолютная величина без знака.
[ГОСТ 25346-89 п.1.1.14]
3.15 стандартный допуск IT: Любой из допусков, устанавливаемых данной системой допусков и посадок.
Примечание - В дальнейшем в стандарте под термином "допуск" понимается "стандартный допуск".
[ГОСТ 25346-89 п.1.1.15]
3.16 поле допуска: Поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии (рисунок 2).
[ГОСТ 25346-89 п.1.1.16]
3.17 квалитет (степень точности): Совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров.
[ГОСТ 25346-89 п.1.1.17]
3.18 вал: Термин, условно применяемый для обозначений наружных элементов деталей.
[ГОСТ 25346-89 п.1.1.19]
3.19 отверстие: Термин, условно применяемый для обозначения внутренних элементов деталей.
[ГОСТ 25346-89 п.1.1.20]
3.20 основной вал: Вал, верхнее отклонение которого равно нулю.
[ГОСТ 25346-89 п.1.1.21]
3.21 основное отверстие: Отверстие, нижнее отклонение которого равно нулю.
[ГОСТ 25346-89 п.1.1.22]
3.22 посадка: Характер соединения двух деталей, определяемый разностью их размеров до сборки.
[ГОСТ 25346-89 п.1.1.25]
3.23 номинальный размер посадки: Номинальный размер, общий для отверстия и вала, составляющих соединение.
[ГОСТ 25346-89 п.1.1.26]
3.24 допуск посадки: Сумма допусков отверстия и вала, составляющих соединение.
[ГОСТ 25346-89 п.1.1.27]
3.25 зазор: Разность между размерами отверстия и вала до сборки, если размер отверстия больше размера вала (рисунок 3).
[ГОСТ 25346-89 п.1.1.28]
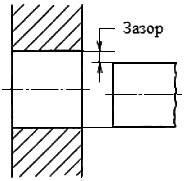
Рисунок 3
3.26 натяг: Разность между размерами вала и отверстия до сборки, если размер вала больше размера отверстия (рисунок 4).
Примечание - Натяг можно определять как отрицательную разность между размерами отверстия и вала.
[ГОСТ 25346-89 п.1.1.29]
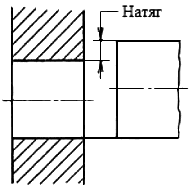
Рисунок 4
3.27 посадка с зазором: Посадка, при которой всегда образуется зазор в соединении, т.е. наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено над полем допуска вала (рисунок 5).
[ГОСТ 25346-89 п.1.1.30]
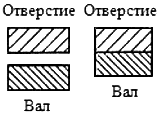
Рисунок 5
3.28 посадка с натягом: Посадка, при которой всегда образуется натяг в соединении, т.е. наибольший предельный размер отверстия меньше наименьшего предельного размера вала или равен ему. При графическом изображении поле допуска отверстия расположено под полем допуска вала (рисунок 6).
[ГОСТ 25346-89 п.1.1.31]
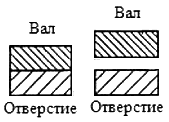
Рисунок 6
3.29 наименьший зазор: Разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала в посадке с зазором (рисунок 7).
[ГОСТ 25346-89 п.1.1.33]
3.30 наибольший зазор: Разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала в посадке с зазором (рисунок 7).
[ГОСТ 25346-89 п.1.1.34]
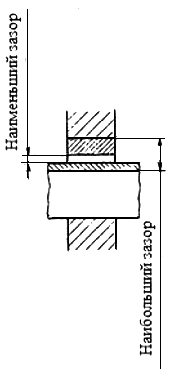
Рисунок 7
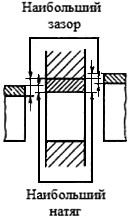
Рисунок 8
3.31 наименьший натяг: Разность между наименьшим предельным размером вала и наибольшим предельным размером отверстия до сборки в посадке с натягом (рисунок 9).
[ГОСТ 25346-89 п.1.1.35]
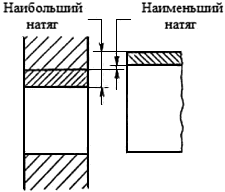
Рисунок 9
3.32 наибольший натяг: Разность между наибольшим предельным размером вала и наименьшим предельным размером отверстия до сборки в посадке с натягом или в переходной посадке (рисунки 8 и 9).
[ГОСТ 25346-89 п.1.1.36]
3.33 посадки в системе отверстия: Посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков валов с полем допуска основного отверстия (рисунок 10).
[ГОСТ 25346-89 п.1.1.37]
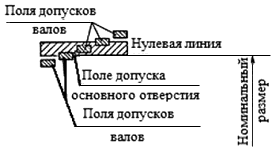
Рисунок 10
3.34 посадки в системе вала: Посадки, в которых требуемые зазоры и натяги получаются сочетанием различных полей допусков отверстий с полем допуска основного вала (рисунок 11).
[ГОСТ 25346-89 п.1.1.38]
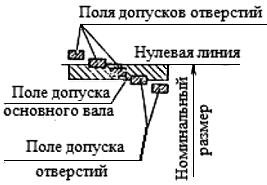
Рисунок 11
4 Обозначения и сокращения
В настоящем стандарте использованы следующие сокращения:
МД - модифицированная древесина;
ДП-КИ - втулки из древесины контурного прессования с подпрессовкой изнутри;
ДП-КР - втулки из прессованной древесины контурно-радиальные с наружной обоймой из древесины;
ДП-ОТ - втулки из прессованной древесины с радиальным расположением волокон, изготовленные из секторов;
,
,
,
...
- поля допусков валов (таблица 2, Приложение Б);
,
,
,
...
- поля допусков отверстий (таблица 3, Приложение В);
- верхнее отклонение вала;
- нижнее отклонение вала;
- верхнее отклонение отверстия;
- нижнее отклонение отверстия;
- минимальный зазор;
- максимальный зазор;
- минимальный натяг;
- максимальный натяг;
- допуск квалитета.
5 Экспериментальное определение усилий запрессовки и натягов
5.1 Аппаратура и материалы
Для проведения испытаний применяют следующие аппаратуру и материалы:
- машина испытательная типа УМ-5А с погрешностью измерения нагрузки не более 2%;
- приспособление для испытания (рисунок 12);
- штангенциркуль по ГОСТ 166 с ценой деления 0,05 мм.
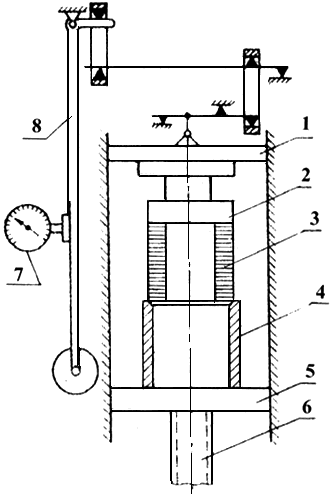
1 - верхняя плита; 2 - пуансон; 3 - втулка из МД; 4 - металлическая обойма; 5 - нижняя плита; 6 - винт; 7 - измеритель усилия; 8 - маятник
Рисунок 12
5.2 Подготовка к испытаниям
5.2.1 Образцы отбирают по ГОСТ Р 54577 числом не менее 5 штук для каждой марки.
5.2.2 Влажность втулок должна быть в пределах 2-4% по ГОСТ 21523.4.
5.2.3 Плотность втулок должна быть не менее 1150 кг/м по ГОСТ Р 54912.
5.2.4 Размеры втулок (длина, наружный и внутренний диаметры, толщина стенки) измеряют с погрешностью не более 0,05 мм.
5.2.5 Шероховатость поверхности втулок должна быть не более ![]() по ГОСТ 15612.
по ГОСТ 15612.
5.3 Проведение испытаний
5.3.1 Для проведения испытаний на усилие запрессовки и натяга втулки устанавливают на металлическую обойму и помещают на нижнюю плиту испытательной машины.
5.3.2 Нагружение втулки осуществляют перемещением пуансона со скоростью 10-30 мм/мин.
5.3.3 По шкале измерителя усилия определяют значение максимальной нагрузки в момент запрессовки и заносят в протокол.
5.3.4 Штангенциркулем измеряют внутренний диаметр металлической обоймы и наружный диаметр втулки и по разнице определяют натяг.
5.4 Обработка результатов
5.4.1 Статистическую обработку результатов испытаний по усилию запрессовки и натягов выполняют по ГОСТ 16483.0.
5.4.2 За результат испытания принимают среднее арифметическое значение усилий запрессовки и измерения натягов из испытанных образцов.
5.4.3 Результаты испытаний заносят в таблицу 1.
Таблица 1 - Экспериментальные данные по определению усилий запрессовки и натягов подшипников из модифицированной древесины
Марка втулки | Наружный диаметр | Внутренний диаметр, | Длина, | Усилие запрессовки, Н | Контактное напряжение запрессовки, МПа | Натяг | |
ДП-КИ | св. 50 до 65 | св. 30 до 40 | 70 | 3500 | 0,10 | 0,50 | 0,75 |
св. 65 до 80 | св. 40 до 50 | 80 | 4200 | 0,2 | 0,72 | 0,9 | |
св.80 до 100 | св. 50 до 65 | 100 | 6000 | 0,13 | 0,76 | 1,1 | |
ДП-КР | св. 50 до 65 | св. 30 до 40 | 70 | 5000 | 0,25 | 0,40 | 0,6 |
св. 65-80 | св. 40 до 55 | 80 | 8000 | 0,26 | 0,50 | 0,70 | |
ДП-ОТ | св. 80 до 100 | св. 60 до 80 | 80 | 18000 | 0,35 | 0,22 | 0,40 |
св. 100 до 120 | св. 80 до 90 | 100 | 35000 | 0,37 | 0,41 | 0,64 | |
ДП-ОТ* | св. 45 до 80 | св. 30 до 50 | 100-120 | 16000 | 0,30 | 0,002 | 0,005 |
* Для беззазорного сопряжения в направляющих штампов, термопластавтоматов | |||||||
6 Посадки подшипников скольжения из модифицированной древесины
Рекомендуемые посадки с зазором и натягом приведены в таблицах 2 и 3.
Таблица 2 - Рекомендуемые посадки с натягом подшипников скольжения из ДМ
Номинальные размеры | Посадки и предельные натяги | ||||
Наружный диаметр, | Внутренний диаметр, | ||||
Втулки марки ДП-КИ | |||||
св. 50 до 65 | св. 30 до 40 |
|
|
|
|
св. 65 до 80 | св. 40 до 50 |
|
|
|
|
св. 80 до 100 | св. 50 до 65 |
|
|
|
|
Втулки марки ДП-КР | |||||
св. 50 до 65 | св. 30 до 40 |
|
|
|
|
св. 65 до 80 | св. 40 до 55 |
|
|
|
|
Втулки марки ДП-ОТ | |||||
св. 80 до 100 | св. 60 до 80 |
|
|
|
|
св. 100 до 120 | св. 80 до 90 |
|
|
|
|
Таблица 3 - Рекомендуемые посадки с зазором подшипников скольжения из ДМ
Номинальные размеры, мм | Посадки и предельные зазоры | |||
Наружный диаметр, | Внутренний диаметр, | |||
Втулки марки ДП-КИ | ||||
св. 50 до 65 | св. 30 до 40 |
|
|
|
св. 65 до 80 | св. 40 до 50 |
|
| |
св. 80 до 100 | св. 50 до 65 |
|
|
|
Втулки марки ДП-КР | ||||
св. 50 до 65 | св. 30 до 40 |
|
| |
св. 65 до 80 | св. 40 до 55 |
|
|
|
Втулки марки ДП-ОТ | ||||
св. 80 до 100 | св. 60 до 80 |
|
| |
св. 100 до 120 | св. 80 до 90 |
|
| |
Значения допусков для квалитетов, основных отклонений для валов и отверстий приведены в Приложениях А, Б, В.
Примеры расчета предельных зазоров и натягов приведены в Приложениях Г, Д и Е.
Приложение А
(справочное)
Значения допусков для квалитетов, мкм, по ГОСТ 25346
Интер- | 0I | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 |
До 3 | 0,3 | 0,5 | 0,8 | 1,2 | 2 | 3 | 4 | 6 | 10 | 14 | 25 | 40 | 60 | 100 | 140 | 250 | 400 | 600 | 1000 |
Св. 3 до 6 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 5 | 8 | 12 | 18 | 30 | 48 | 75 | 120 | 180 | 300 | 480 | 750 | 1200 |
Св. 6 до 10 | 0,4 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 15 | 22 | 36 | 58 | 100 | 150 | 220 | 360 | 580 | 900 | 1500 |
Св. 10 до 18 | 0,5 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 11 | 18 | 27 | 43 | 70 | 110 | 180 | 270 | 430 | 700 | 1100 | 1800 |
Св. 18 до 30 | 0,6 | 1 | 1,5 | 2,5 | 4 | 6 | 9 | 13 | 21 | 33 | 52 | 84 | 130 | 210 | 330 | 520 | 840 | 1300 | 2100 |
Св. 30 до 50 | 0,6 | 1 | 1,5 | 2,5 | 4 | 7 | 11 | 16 | 25 | 39 | 62 | 100 | 160 | 250 | 390 | 620 | 1000 | 1600 | 2500 |
Св. 50 до 80 | 0,8 | 1,2 | 2 | 3 | 5 | 8 | 13 | 19 | 30 | 46 | 74 | 120 | 190 | 300 | 460 | 740 | 1200 | 1900 | 3000 |
Св. 80 до 120 | 1 | 1,5 | 2,5 | 4 | 6 | 10 | 15 | 23 | 35 | 54 | 87 | 140 | 220 | 350 | 540 | 870 | 1400 | 2200 | 3500 |
Св. 120 до 180 | 1,2 | 2 | 3,5 | 5 | 8 | 12 | 18 | 25 | 40 | 63 | 100 | 160 | 250 | 400 | 630 | 1000 | 1600 | 2500 | 4000 |
Св. 180 до 250 | 2 | 3 | 4,5 | 7 | 10 | 14 | 20 | 29 | 46 | 72 | 115 | 185 | 1290 | 460 | 720 | 1150 | 1850 | 12900 | 4600 |
Св. 250 до 315 | 2,5 | 4 | 6 | 8 | 12 | 16 | 23 | 32 | 52 | 81 | 130 | 210 | 320 | 520 | 810 | 1300 | 2100 | 3200 | 5200 |
Св. 315 до 400 | 3 | 5 | 7 | 9 | 13 | 18 | 25 | 36 | 57 | 89 | 140 | 230 | 360 | 670 | 890 | 1400 | 2300 | 3600 | 5700 |
Св. 400 до 500 | 4 | 6 | 8 | 10 | 15 | 20 | 27 | 40 | 63 | 97 | 155 | 250 | 400 | 630 | 970 | 1550 | 2500 | 4000 | 6300 |
Приложение Б
(справочное)
Значения основных отклонений валов, мкм, по ГОСТ 25346
Интервалы размеров, мм | Обозначение основного отклонения | |||||||||||
Верхнее отклонение es | ||||||||||||
Квалитеты | ||||||||||||
Все | ||||||||||||
До 3 | -270 | -140 | -60 | -34 | -20 | -14 | -10 | -5 | -4 | -2 | 0 | Предельные отклонения ±IT/2 |
Св. 3 до 6 | -270 | -140 | -70 | -46 | -30 | -20 | -14 | -10 | -6 | -4 | 0 | |
Св. 6 до 10 | -280 | -150 | -80 | -56 | -40 | -23 | -18 | -13 | -8 | -5 | 0 | |
Св. 10 до 14 | -290 | -150 | -95 | - | -50 | -32 | - | -16 | - | -6 | 0 | |
Св. 14 до 18 | ||||||||||||
Св. 18 до 24 | -300 | -150 | -110 | - | -65 | -40 | - | -20 | - | -7 | 0 | |
Св. 24 до 30 | ||||||||||||
Св. 30 до 40 | -310 | -170 | -120 | - | -80 | -50 | - | -25 | - | -9 | 0 | |
Св. 40 до 50 | -320 | -180 | -130 | |||||||||
Св. 50 до 65 | -340 | -190 | -140 | - | -100 | -60 | - | -30 | - | -10 | 0 | |
Св. 65 до 80 | -360 | -200 | -150 | |||||||||
Св. 80 до 100 | -380 | -220 | -170 | - | -120 | -72 | - | -36 | - | -12 | 0 | |
Св. 100 до 120 | -410 | -240 | -180 | |||||||||
Св. 120 до 140 | -460 | -260 | -200 | - | -145 | -85 | - | -43 | - | -14 | 0 | |
Св. 140 до 160 | -520 | -280 | -210 | |||||||||
Св. 160 до 180 | -580 | -310 | -230 | |||||||||
Св. 180 до 200 | -660 | -340 | -240 | - | -170 | -100 | - | -50 | - | -15 | 0 | |
Св. 200 до 225 | -740 | -380 | -260 | |||||||||
Св. 225 до 250 | -820 | -420 | -280 | |||||||||
Св. 250 до 280 | -920 | -480 | -300 | - | -190 | -110 | - | -56 | - | -17 | 0 | |
Св. 280 до 315 | -1050 | -540 | -330 | |||||||||
Св. 315 до 355 | -1200 | -600 | -360 | - | -210 | -125 | - | -62 | - | -18 | 0 | |
Св. 355 до 400 | -1350 | -680 | -400 | |||||||||
Св.400 до 450 | -1500 | -760 | -440 | - | -230 | -135 | - | -68 | - | -20 | 0 | |
Св. 450 до 500 | -1650 | -840 | -480 | |||||||||
Продолжение таблицы
Интервалы размеров, мм | Обозначение основного отклонения | ||||||||||||||||||
Нижнее отклонение ei | |||||||||||||||||||
Квалитеты | |||||||||||||||||||
5 и 6 | 7 | 8 | от 4 до 7 | до 3 и св. 7 | Все | ||||||||||||||
Св. 3 до 6 | -2 | -4 | - | +1 | 0 | +4 | +8 | +12 | +15 | +19 | - | +23 | - | +28 | - | +35 | +42 | +50 | +80 |
Св. 6 до 10 | -2 | -5 | - | +1 | 0 | +6 | +10 | +15 | +19 | +23 | - | +28 | - | +34 | - | +42 | +52 | +67 | +97 |
Св. 10 до 14 | -3 | -6 | - | +1 | 0 | +7 | +12 | +18 | +23 | +28 | - | +33 | - | +40 | - | +50 | +64 | +90 | +130 |
Св. 14 до 18 | +39 | +45 | - | +60 | +77 | +108 | +150 | ||||||||||||
Св. 18 до 24 | -4 | -8 | - | +2 | 0 | +8 | +15 | +22 | +28 | +35 | - | +41 | +47 | +54 | +63 | +73 | +98 | +136 | +188 |
Св. 24 до 30 | +41 | +48 | +55 | +64 | +75 | +88 | +118 | +160 | +218 | ||||||||||
Св. 30 до 40 | -5 | -10 | - | +2 | 0 | +9 | +17 | +26 | +34 | +43 | +18 | +60 | +68 | +80 | +91 | +112 | +148 | +200 | +271 |
Св. 40 до 50 | +51 | +70 | +81 | +97 | +111 | +136 | +180 | +212 | +325 | ||||||||||
Св. 50 до 65 | -7 | -12 | - | +2 | 0 | +11 | +20 | +32 | +41 | +53 | +66 | +87 | +102 | +122 | +144 | +172 | +226 | +300 | +405 |
Св. 65 до 80 | +43 | +59 | +73 | +102 | +120 | +146 | +174 | +210 | +274 | +360 | +480 | ||||||||
Св. 80 до 100 | -9 | -15 | - | +3 | 0 | +13 | +23 | +37 | +51 | +71 | +91 | +121 | +146 | +178 | +214 | +258 | +335 | +415 | +585 |
Св. 100 до 120 | +54 | +79 | +104 | +144 | +172 | +210 | +251 | +310 | +400 | +525 | +690 | ||||||||
Св. 120 до 140 | -11 | -18 | - | +3 | 0 | +15 | +27 | +43 | +63 | +92 | +122 | +170 | +202 | +248 | +300 | +365 | +470 | +620 | +800 |
Св. 140 до 160 | +65 | +100 | +134 | +190 | +228 | +280 | +340 | +415 | +535 | +700 | +900 | ||||||||
Св. 160 до 180 | +68 | +108 | +146 | +210 | +252 | +310 | +380 | +465 | +600 | +780 | +1000 | ||||||||
Св. 180 до 200 | -13 | -21 | - | +4 | 0 | +17 | +31 | +50 | +77 | +122 | +166 | +236 | +284 | +350 | +425 | +520 | +670 | +880 | +1150 |
Св. 200 до 225 | +80 | +130 | +180 | +258 | +310 | +385 | +470 | +575 | +740 | +960 | +1260 | ||||||||
Св. 225 до 250 | +84 | +140 | +196 | +284 | +340 | +425 | +520 | +640 | +820 | +1050 | +1350 | ||||||||
Св. 250 до 280 | -16 | -26 | - | +4 | 0 | +20 | +34 | +56 | +94 | +158 | +218 | +315 | +385 | +475 | +580 | +710 | +920 | +1200 | +1550 |
Св. 280 до 315 | +98 | +170 | +240 | +350 | +425 | +525 | +650 | +790 | +1000 | +1300 | +1700 | ||||||||
Св. 315 до 355 | -18 | -28 | - | +4 | 0 | +21 | +37 | +62 | +108 | +190 | +268 | +390 | +475 | +590 | +730 | +900 | +1150 | +1500 | +1900 |
Св. 355 до 400 | +114 | +208 | +294 | +435 | +530 | +660 | +820 | +1000 | +1300 | +1650 | +2100 | ||||||||
Св.400 до 450 | -20 | -32 | - | +5 | 0 | +23 | +40 | +68 | +126 | +232 | +330 | +490 | +595 | +740 | +920 | +1100 | +1450 | +1850 | +2400 |
Св. 450 до 500 | +132 | +252 | +360 | +540 | +660 | +820 | +1000 | +1250 | +1600 | +2100 | +2600 | ||||||||
Примечание обязательное: | |||||||||||||||||||
Приложение В
(справочное)
Значения основных отклонений отверстий, мкм, по ГОСТ 25346
Интервалы размеров, мм | Обозначение основных отклонений отверстий в мкм (ГОСТ 52346-89*) | |||||||||||
Нижнее отклонение | ||||||||||||
Квалитеты | ||||||||||||
Все | ||||||||||||
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ 25346-89. - . | ||||||||||||
До 3 | +270 | +140 | +60 | +34 | +20 | +14 | +10 | +5 | +4 | +2 | 0 | Предельные отклонения ±IT/2 |
Св. 3 до 6 | +270 | +140 | +70 | +46 | +30 | +20 | +14 | +10 | +6 | +4 | 0 | |
Св. 6 до 10 | +280 | +150 | +80 | +56 | +40 | +23 | +18 | +13 | +8 | +5 | 0 | |
Св. 10 до 14 | +290 | +150 | +95 | - | +50 | +32 | - | +16 | - | +6 | 0 | |
Св. 14 до 18 | ||||||||||||
Св. 18 до 24 | +300 | +150 | +110 | - | +65 | +40 | - | +20 | - | +7 | 0 | |
Св. 24 до 30 | ||||||||||||
Св. 30 до 40 | +310 | +170 | +120 | - | +80 | +50 | - | +25 | - | +9 | 0 | |
Св. 40 до 50 | +320 | +180 | +130 | |||||||||
Св. 50 до 65 | +340 | +190 | +140 | - | +100 | +60 | - | +30 | - | +10 | 0 | |
Св. 65 до 80 | +360 | +200 | +150 | |||||||||
Св. 80 до 100 | +380 | +220 | +170 | - | +120 | +72 | - | +36 | - | +12 | 0 | |
Св. 100 до 120 | +410 | +240 | +180 | |||||||||
Св. 120 до 140 | +460 | +260 | +200 | - | +145 | +85 | - | +43 | - | +14 | 0 | |
Св. 140 до 160 | +520 | +280 | +210 | |||||||||
Св. 160 до 180 | +580 | +310 | +230 | |||||||||
Св. 180 до 200 | +660 | +340 | +240 | - | +170 | +100 | - | +50 | - | +15 | 0 | |
Св. 200 до 225 | +740 | +380 | +260 | |||||||||
Св. 225 до 250 | +820 | +420 | +280 | |||||||||
Св. 250 до 280 | +920 | +480 | +300 | - | +190 | +110 | - | +56 | - | +17 | 0 | |
Св. 280 до 315 | +1050 | +540 | +330 | |||||||||
Св. 315 до 355 | +1200 | +600 | +360 | - | +210 | +125 | - | +62 | - | +18 | 0 | |
Св. 355 до 400 | +1350 | +680 | +400 | |||||||||
Св.400 до 450 | +1500 | +760 | +440 | - | +230 | +135 | - | +68 | - | +20 | 0 | |
Св. 450 до 500 | +1650 | +840 | +480 | |||||||||
Продолжение таблицы
Интервалы размеров, мм | Обозначение основного отклонения | |||||||||||||||||||||
Верхнее отклонение | ||||||||||||||||||||||
от | ||||||||||||||||||||||
Квалитеты | ||||||||||||||||||||||
6 | 7 | 8 | до 8 | св. 8 | до 8 | св. 8 | до 8 | св. 8 | до 7 | Свыше 7 | ||||||||||||
До 3 | +2 | +4 | +6 | 0 | 0 | -2 | -2 | -4 | -4 | Отклонение, как для квалитетов свыше 7, увеличенное на | -6 | -10 | -14 | - | -18 | - | -20 | - | -26 | -32 | -40 | -60 |
Св. 3 до 6 | +5 | +6 | +10 | -1+ | - | -4+ | -4 | -8+ | 0 | -12 | -15 | -19 | - | -23 | - | -28 | - | -35 | -42 | -50 | -80 | |
Св. 6 до 10 | +5 | +8 | +12 | -1+ | - | -6+ | -6 | -10+ | 0 | -15 | -19 | -23 | - | -28 | - | -34 | - | -42 | -52 | -67 | -97 | |
Св. 10 до 14 | +6 | +10 | +15 | -1+ | - | -7+ | -7 | -12+ | 0 | -18 | -23 | -28 | - | -33 | - | -40 | - | -50 | -64 | -90 | -130 | |
Св. 14 до 18 | -39 | -45 | - | -60 | -77 | -108 | -150 | |||||||||||||||
Св. 18 до 24 | +8 | +12 | +20 | -2+ | - | -8+ | -8 | -15+ | 0 | -22 | -28 | -35 | - | -41 | -47 | -54 | -63 | -73 | -98 | -136 | -188 | |
Св. 24 до 30 | -41 | -48 | -55 | -64 | -75 | -88 | -118 | -160 | -218 | |||||||||||||
Св. 30 до 40 | +10 | +14 | +24 | -2+ | - | -9+ | -9 | -17+ | 0 | -26 | -34 | -43 | -18 | -60 | -68 | -80 | -91 | -112 | -148 | -200 | -271 | |
Св. 40 до 50 | -51 | -70 | -81 | -97 | -111 | -136 | -180 | -212 | -325 | |||||||||||||
Св. 50 до 65 | +13 | +18 | +28 | -2+ | - | -11+ | -11 | -20+ | 0 | -32 | -41 | -53 | -66 | -87 | -102 | -122 | -144 | -172 | -226 | -300 | -405 | |
Св. 65 до 80 | -43 | -59 | -73 | -102 | -120 | -146 | -174 | -210 | -274 | -360 | -480 | |||||||||||
Св. 80 до 100 | +16 | +22 | +34 | -3+ | - | -13+ | -13 | -23+ | 0 | -37 | -51 | -71 | -91 | -121 | -146 | -178 | -214 | -258 | -335 | -415 | -585 | |
Св. 100 до 120 | -54 | -79 | -104 | -144 | -172 | -210 | -251 | -310 | -400 | -525 | -690 | |||||||||||
Св. 120 до 140 | +18 | +26 | +41 | -3+ | - | -15+ | -15 | -27+ | 0 | -43 | -63 | -92 | -122 | -170 | -202 | -248 | -300 | -365 | -470 | -620 | -800 | |
Св. 140 до 160 | -65 | -100 | -134 | -190 | -228 | -280 | -340 | -415 | -535 | -700 | -900 | |||||||||||
Св. 160 до 180 | -68 | -108 | -146 | -210 | -252 | -310 | -380 | -465 | -600 | -780 | -1000 | |||||||||||
Св. 180 до 200 | +22 | +30 | +17 | -4+ | - | -17+ | -17 | -31+ | 0 | -50 | -77 | -122 | -166 | -236 | -284 | -350 | -425 | -520 | -670 | -880 | -1150 | |
Св. 200 до 225 | -80 | -130 | -180 | -258 | -310 | -385 | -470 | -575 | -740 | -960 | -1260 | |||||||||||
Св. 225 до 250 | -84 | -140 | -196 | -284 | -340 | -425 | -520 | -640 | -820 | -1050 | -1350 | |||||||||||
Св. 250 до 280 | +25 | +36 | +55 | -4+ | - | -20+ | -20 | -34+ | 0 | -56 | -94 | -158 | -218 | -315 | -385 | -475 | -580 | -710 | -920 | -1200 | -1550 | |
Св. 280 до 315 | -98 | -170 | -240 | -350 | -425 | -525 | -650 | -790 | -1000 | -1300 | -1700 | |||||||||||
Св. 315 до 355 | +29 | +39 | +60 | -4+ | - | -21+ | -21 | -37+ | 0 | -62 | -108 | -190 | -268 | -390 | -475 | -590 | -730 | -900 | -1150 | -1500 | -1900 | |
Св. 355 до 400 | -114 | -208 | -294 | -435 | -530 | -660 | -820 | -1000 | -1300 | -1650 | -2100 | |||||||||||
Св.400 до 450 | +33 | +13 | +66 | -5+ | - | -23+ | -23 | -40+ | 0 | -68 | -126 | -232 | -330 | -490 | -595 | -740 | -920 | -1100 | -1450 | -1850 | -2400 | |
Св. 450 до 500 | -132 | -252 | -360 | -540 | -660 | -820 | -1000 | -1250 | -1600 | -2100 | -2600 | |||||||||||
Примечание обязательное: | ||||||||||||||||||||||
Приложение Г
(рекомендуемое)
Пример расчета предельных зазоров в посадке подшипника из МД с зазором
Необходимо определить предельные зазоры в посадке ![]() для втулки марки ДП-КИ с размерами
для втулки марки ДП-КИ с размерами 55 мм,
![]() 35 мм.
35 мм.
Определяем предельные отклонения вала. Находим по приложению Б основное отклонение вала для поля b7, с учетом номинального размера вала 35 мм,
-170 мкм. Нижнее отклонение вала определяем по формуле:
![]()
По приложению А допуск для 7-го квалитета для размера 35 мм - ![]() 25 мкм. Вычисляем нижнее отклонение
25 мкм. Вычисляем нижнее отклонение -170-25=-195 мкм
Затем определяем предельные отклонения для отверстия D8 (номинальный размер 35 мм). По приложению В нижнее отклонение +80 мкм, а верхнее отклонение
![]() 80+25=105 мкм.
80+25=105 мкм.
Минимальный зазор:
![]() мкм.
мкм.
Максимальный зазор ![]() мкм.
мкм.
Проверяем полученный результат. Вычисленные значения и
совпадают с данными, приведенными в таблице 4.
Приложение Д
(рекомендуемое)
Пример расчета предельных натягов в посадке подшипника из МД с натягом
Необходимо определить предельные натяги в посадке ![]() для втулки марки ДП-ОТ с размерами
для втулки марки ДП-ОТ с размерами 90 мм,
![]() 70 мм.
70 мм.
Находим предельные отклонения вала (номинальный размер 90 мм). По приложению Б основное отклонение вала (нижнее) для поля m8, +13 мкм.
Верхнее отклонение ![]() .
.
По приложению А допуск для 8-го квалитета ![]() 54 мкм. Вычисляем верхнее отклонение
54 мкм. Вычисляем верхнее отклонение 13+54=67 мкм.
Определяем предельные отклонения для отверстия Y9 (номинальный размер 90 мм). По приложению В нижнее отклонение -214 мкм, нижнее отклонение
![]() -214-87=- 301 мкм.
-214-87=- 301 мкм.
Максимальный натяг:
![]() мкм;
мкм;
![]() мкм;
мкм;
Проверяем полученный результат. Вычисленные значения и
совпадают с данными, приведенными в таблице 3.
Приложение Е
(рекомендуемое)
Пример расчета натягов и зазоров подшипников скольжения из модифицированной древесины
Необходимый натяг между втулкой и корпусом подшипника:
![]() (1)
(1)
где - коэффициент усушки;
- изменение влажности втулки;
- изменение температуры втулки и корпуса;
- коэффициент линейного расширения втулки из МД;
- коэффициент линейного расширения металлического корпуса;
- внешний радиус втулки.
Разделив необходимый натяг на радиус получим формулу для определения величины относительного натяга:
![]() (2)
(2)
Если втулка изготовлена из березы контурного прессования (степень прессования 50%) с коэффициентом усушки 0,004 и коэффициентом линейного расширения
54·10
, а корпус подшипника изготовлен из чугуна с коэффициентом линейного расширения
![]() 12·10
12·10, то для относительного натяга получим данные, представленные в таблице Е.1.
Таблица Е.1 - Значения относительного натяга между корпусом и втулкой из МД для различных изменений влажности и температуры подшипника
Изменение температуры, °С | Изменение влажности, % | |||||
0 | 1 | 2 | 3 | 4 | 5 | |
0 | 0 | 0,0040 | 0,0080 | 0,0120 | 0,0160 | 0,0200 |
10 | 0,0004 | 0,0044 | 0,0084 | 0,0124 | 0,0164 | 0,0204 |
20 | 0,0008 | 0,0048 | 0,0088 | 0,0128 | 0,0168 | 0,0208 |
30 | 0,0013 | 0,0053 | 0,0093 | 0,0133 | 0,0173 | 0,0213 |
40 | 0,0017 | 0,0057 | 0,0097 | 0,0137 | 0,0177 | 0,0217 |
50 | 0,0021 | 0,0061 | 0,0101 | 0,0141 | 0,0181 | 0,0221 |
60 | 0,0025 | 0,0065 | 0,0105 | 0,0145 | 0,0185 | 0,0225 |
70 | 0,0029 | 0,0069 | 0,0109 | 0,0149 | 0,0189 | 0,0229 |
80 | 0,0034 | 0,0074 | 0,0114 | 0,0154 | 0,0194 | 0,0234 |
Для подшипников из МД, пропитанных твердыми углеводородными соединениями с применением поверхностно-активных веществ, натяг рассчитывается из выражения
![]() . (3)
. (3)
Рекомендуемые зазоры между валом и втулкой при смазке машинным маслом для втулок марки ДП-КИ ![]() ; ДП-КР
; ДП-КР ![]() ; ДП-КИ
; ДП-КИ ![]() .
.
__________________________________________________________________________
УДК 674.812:02:006.354 ОКС 85.060
Ключевые слова: древесина модифицированная, подшипники скольжения, зазор, натяг
__________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
