ГОСТ 20682-75
(СТ СЭВ 3001-81)
Группа К69
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БУМАГА ДЛЯ ГОФРИРОВАНИЯ
Метод определения сопротивления плоскостному сжатию гофрированного образца (СМТ)
Paper for corrugation. Method for determining the resistance of corrugated paper to flat compression (Concoro Medium Test)
ОКСТУ 5409
Срок действия с 01.01.76
до 01.01.93*
_________________________________
* Ограничение срока действия снято
по протоколу Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 2, 1993 год). - .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством целлюлозно-бумажной промышленности
ИСПОЛНИТЕЛИ
Ю.Я. Ходзицкий (руководитель темы), А.И.Панферова (руководитель темы), И.Г.Логвинова, Г.Ф.Максимова
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановление Государственного комитета стандартов Совета Министров СССР от 24.03.75 N 718
3. Срок первой проверки - 1991 г.
Периодичность проверки - 5 лет
4. Стандарт полностью соответствует СТ СЭВ 3001-81, международному стандарту ИСО 7263-85
5. ВЗАМЕН ГОСТ 11193-65 в части разд.3.
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
2.1.5 | |
3.1 |
7. Срок действия продлен до 01.01.93 Постановлением Госстандарта СССР от 19.06.87 N 2179
8. ПЕРЕИЗДАНИЕ (август 1988 г.) с Изменениями N 1, 2, утвержденными в мае 1982 г., июне 1987 г. (ИУС 8-82, 10-87).
Настоящий стандарт распространяется на бумагу для гофрирования и устанавливает метод определения сопротивления плоскостному сжатию гофрированного образца (СМТ), приготовленного лабораторным способом.
Сущность метода заключается в измерении разрушающего усилия при сжатии, направленного перпендикулярно плоскости гофрированного образца бумаги;
Сопротивление плоскостному сжатию характеризуется следующими величинами:
СМТ - показатель сопротивления плоскостному сжатию, если гофрированные образцы перед испытанием кондиционируются в течение 30 мин;
СМТ - показатель сопротивления плоскостному сжатию, если гофрированные образцы перед испытанием не кондиционируются.
1. ОТБОР ПРОБ
1.1. Отбор проб - по ГОСТ 8047-78.
1.2. Из листов пробы произвольно отбирают 10 листов для испытания, от каждого из которых вырезают по одному образцу шириной (12,7±0,1) мм или (15,0±0,1) мм и длиной 150-160 мм. Длинные стороны должны соответствовать машинному направлению бумаги. Обрез кромок должен быть параллельным и без повреждений. Допускаемое отклонение от параллельности не должно превышать 0,2 мм. На поверхности полосок не допускается наличие морщин, складок и других дефектов, которые могут повлиять на результат испытаний.
(Измененная редакция, Изм. N 1).
2. АППАРАТУРА И МАТЕРИАЛЫ
2.1. Для проведения испытаний должны применяться следующие аппаратура и материалы:
2.1.1. Машина для испытания на сжатие, состоящая из двух сжимающих плит и силоизмерительного устройства. Машина должна отвечать следующим требованиям:
рабочие поверхности плит должны быть плоскими и параллельными друг другу. Отклонение от параллельности не должно превышать 0,05 мм на длине 100 мм;
размеры плит должны быть не менее 100х100 мм, высота рабочего пространства должна быть не менее 50 мм;
одна из плит при испытании должна перемещаться в направлении, перпендикулярном рабочим плоскостям плит, со скоростью (12,5±2,5) мм/мин;
поперечное смещение плит относительно друг друга при испытании не должно превышать 0,05 мм;
приведенная погрешность измерения сжимающего усилия во всех диапазонах измерения не должна превышать ±1% от верхнего предела соответствующего диапазона.
Диапазон измерения должен находиться в пределах от 20 до 80% шкалы прибора.
2.1.2. Машина лабораторная для гофрирования образцов, состоящая из двух нагреваемых и вращающихся зубчатых дисков, находящихся в зацеплении.
Основные параметры машины указаны в таблице, а профиль зубьев дисков - на черт.1.
(Измененная редакция, Изм. N 2).
2.1.3. Зубчатая рейка и гребенка, предназначенные для приклеивания липкой ленты к гофрированному образцу.
Зубчатая рейка должна иметь 9 зубьев высотой (4,75±0,05) мм и шагом между ними (8,50±0,05) мм и 10 впадин. Ширина рейки не менее 19 мм.
Гребенка должна иметь 10 зубьев. Форма зубьев и шаг между ними должны соответствовать размерам зубьев рейки. Высота зубьев гребенки (2,4±0,1) мм.
2.1.4. Лента склеивающая двусторонняя марки ЛСД-19 по нормативно-технической документации, клеющая способность которой должна быть такой, чтобы вершины гофров после приклеивания не отрывались и не сдвигались по поверхности ленты.
(Измененная редакция, Изм. N 2).
2.1.5. Шкурка шлифовальная бумажная по ГОСТ 6456-82.
2.1.6. Нож для нарезания образцов, обеспечивающий требования п.1.2.
Разд.2. (Измененная редакция, Изм. N 1).
Наименование параметра | Значение параметров при ширине образцов, мм | |
12,7±0,1 | 15,0+0,1 | |
1. Число зубьев дисков, шт. | 84 | 84 |
2. Наружный диаметр дисков, мм | 228,5±0,5 | 228,5±0,5 |
3. Ширина зубьев, мм | 16±0,2 | 20±0,2 |
4. Высота зубьев, мм | 4,75±0,02 | 4,75±0,02 |
5. Сила сжатия между дисками без нагрева, Н (кгс) | 100±10 | 118±10 |
6. Частота вращения дисков, с | 0,075±0,016 | 0,075±0,016 |
7. Температура нагрева дисков, °С | 177±5 | 177±5 |
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Образцы бумаги перед гофрированием кондиционируют по ГОСТ 13523-78 при относительной влажности воздуха, температуре и продолжительности, указанных в стандарте на продукцию.
(Измененная редакция, Изм. N 2).
3.2. Полоски бумаги гофрируют на лабораторной гофрировальной машине при температуре (177±5) °С.
3.3. Гофрированный образец укладывают на зубчатую рейку и гребенкой прижимают так, чтобы зубья гребенки входили во впадины зубчатой рейки. Затем вершины гофров закрепляют липкой лентой длиной около 130 мм, гребенку осторожно выводят в сторону и извлекают образец из рейки за концы ленты.
Образец для испытания должен иметь десять гофров и одиннадцать линий склейки липкой лентой.
3.4. Для определения показателя СМТ гофрированный образец перед испытанием кондиционируют в соответствии с п.3.1 в течение 30-90 мин.
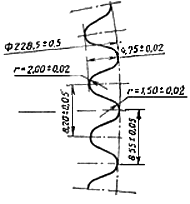
Черт.1
(Измененная редакция, Изм. N 2).
3.1-3.4. (Измененная редакция, Изм. N 1).
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. Образец помещают в центре нижней плиты машины на шлифовальную шкурку гофрированным слоем к абразиву.
Приведя в движение одну из плит, нагружают образец до разрушения и снимают показания прибора.
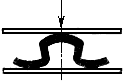
Черт.2
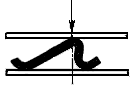
Черт.3
4.1а. Для определения показателя СМТ гофрированный образец сразу же после изготовления помещают между плитами машины на сжатие и испытывают в соответствии с п.4.1. Общее время на приклеивание липкой ленты к гофрированному образцу до начала испытания не должно превышать 15 с.
(Введен дополнительно, Изм. N 1).
4.2. Учитывают результаты испытаний образцов, гофрированный слой которых раздавлен так, что профиль гофров остается симметричным, как показано на черт.2. Образцы, которые раздавлены так, как показано на черт.3, должны быть заменены другими, вырезанными из тех же листов, из которых вырезались образцы для испытания.
(Измененная редакция, Изм. N 1).
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Сопротивление плоскостному сжатию бумаги для гофрирования СМТ и СМТ
в Н (кгс) вычисляют как среднее арифметическое результатов десяти определений. Результаты определений округляют до 5 Н (0,5 кгс) при сопротивлении плоскостному сжатию до 250 Н (25 кгс) и до 10 Н (1,0 кгс) при сопротивлении плоскостному сжатию свыше 250 Н (25 кгс).
Относительная погрешность результата определения сопротивления плоскостному сжатию (СМТ) не должна превышать ±8% при доверительной вероятности 0,95.
(Измененная редакция, Изм. N 1, 2).
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1989
